
Как сделать оксидную пленку
Обновлено: 05.07.2024
Оксидные покрытия на черных металлах могут быть получены термическим, термохимическим, химическим и электрохимическим способами. Каждый из них находит свою, наиболее целесообразную область применения. Термическую обработку можно проводить на воздухе, в среде водяного пара, минерального или растительного масла, расплавленных солей. Термовоздушное оксидирование используется для получения электроизоляционных пленок на пластинах или ленте электротехнической стали, применяемых для изготовления трансформаторов, дросселей. Обработку в масле или расплавленных солях используют для получения оксидных покрытий на инструменте. Толщина и цвет получаемых таким путем покрытий зависят в основном от состава стали и температурного режима ее обработки. Светло-желтая окраска поверхности получается прогреванием металла при температуре 225-235 °С, коричневая - 245-250 °С, красноватая - 270-280 °С, темно-синяя - 300-315 °С. Пленки черного цвета образуются при нагреве стали до 460-470 °С в льняном масле. В расплаве, содержащем 55 % нитрида натрия и 45 % нитрата натрия, на стали формируются пленки, имеющие синюю окраску, толщина которых достигает 5-10 мкм.
Для защитно-декоративного оксидирования наиболее широко используется химический способ, позволяющий получать покрытия толщиной до 3 мкм темно-синего или черного цвета. Пленки, сформированные в щелочных растворах, весьма пористы и поэтому пригодны в качестве защитных покрытий только в легких климатических условиях эксплуатации изделий. Их защитная способность может быть повышена пропиткой минеральными маслами, консистентными смазками или гидрофобизующими жидкостями. Однако такая дополнительная обработка для некоторых изделий неприемлема. Сравнительно лучшими антикоррозионными свойствами обладают пленки, полученные химическим оксидированием в бесщелочных растворах. Чаще всего для этого используют растворы, содержащие фосфорную кислоту и нитраты бария, кальция или некоторых других металлов. Формирующиеся пленки наряду с оксидами содержат фосфаты металлов, их толщина может достигать 5 мкм. Механическая прочность оксидно-фосфатных покрытий выше, чем оксидных, повышается также их термостойкость.
Продолжительность обработки изделий в бесщелочных растворах по сравнению с процессом щелочного оксидирования уменьшается в два-три раза, снижается температура рабочего раствора, что позволяет обрабатывать изделия, паянные мягкими припоями. Оксидно-фосфатный слой является хорошим грунтом под лакокрасочные покрытия.
Электрохимическое оксидирование проводится обработкой изделий на аноде в щелочном растворе, к которому в некоторых случаях добавляют окислители. Процесс идет при более низкой температуре и меньшей концентрации компонентов по сравнению с химическим оксидированием. Покрытия характеризуются лучшими защитными свойствами, чем полученные химическим способом. Однако электрохимический способ оксидирования не находит практического применения. Это связано с усложнением технологического процесса, требующего применения источников постоянного тока, специальных подвесных приспособлений, а также с низкой рассеивающей способностью электролитов, что затрудняет обработку профилированных деталей.
Основой процесса химического оксидирования стали является реакция взаимодействия металла со щелочью и окислителями. В горячем концентрированном растворе едкой щелочи железо переходит в раствор с образованием закисного соединения Fe + О + 2NaOH > Na2FeО2 + H2О. При повышении содержания в растворе окислителя образуется соединение трехвалентного железа Na2Fe2О4. Формирующаяся при этом на поверхности металла черная пленка состоит в основном из магнитной окиси железа, которая может образовываться по реакции Na2FeО2 + Na2Fe2О4 + 2Н2О > Fe3О4 + 4NaOH.
Формирование оксидной пленки начинается с возникновения на поверхности металла ее кристаллических зародышей. По мере того как оксид покрывает металл, изолируя его от воздействия раствора, уменьшается скорость растворения железа и образования пленки. Толщина пленки зависит от соотношения скоростей процессов возникновения центров кристаллизации и роста отдельных кристаллов. При большой скорости первого процесса быстро увеличивается количество кристаллических зародышей, и они смыкаются, образуя тонкую сплошную пленку. Если же скорость образования зародышей относительно невелика, создаются благоприятные условия для их роста и формирования оксидной пленки большей толщины.
Процесс оксидирования зависит от условий его проведения и состава обрабатываемой стали. При большой концентрации в растворе окислителя повышается скорость образования кристаллических зародышей оксида и, вследствие этого, формируются пленки небольшой толщины, а также уменьшается количество перешедшего в раствор металла. Понижение концентрации окислителя способствует росту толщины пленки, но при чрезмерно малом его содержании пленка получается механически непрочной и легко стирается. Увеличение концентрации окислителя приводит к повышению скорости формирования пленки в начальный период процесса. Повышение концентрации едкой щелочи способствует росту толщины пленки, но в сильно концентрированных растворах на поверхности металла могут выделяться рыхлые осадки гидрата оксида железа, что ухудшает внешний вид покрытия и снижает его защитную способность.
Перемешивание раствора способствует отводу продуктов растворения железа от поверхности металла, что приводит к уменьшению количества кристаллических зародышей оксида. При очень большой скорости перемешивания нарушаются условия получения компактной пленки, она получается рыхлой, иногда в виде порошка. Скорость формирования магнитной окиси железа падает с понижением температуры раствора, что приводит к уменьшению скорости возникновения центров кристаллизации и, следовательно, создает условия, благоприятствующие увеличению толщины оксидного покрытия.
На низкоуглеродистых сталях формируются пленки глубокого черного цвета, на высокоуглеродистых - черного, с серым оттенком. Высокоуглеродистые стали оксидируются быстрее, чем низкоуглеродистые. Поэтому при оксидировании малоуглеродистых сталей применяют растворы с повышенной концентрацией гидроксидов.
При электрохимическом оксидировании скорость растворения металла и образования оксидной пленки определяется не только составом и температурой электролита, но и режимом электролиза. Повышение анодной плотности тока ускоряет реакцию растворения железа и образование центров кристаллизации. Более толстые оксидные пленки формируются при сравнительно низких плотностях тока.
Процесс образования оксидно-фосфатных пленок имеет много общего с процессом фосфатирования. Его можно проводить в растворах, содержащих первичные фосфаты железа, марганца или цинка, с добавкой нитратов щелочноземельных металлов - кальция, стронция, бария. С увеличением концентрации в растворе нитратов уменьшаются размеры кристаллов фосфатного слоя, пленка становится гладкой, тонкой, приобретает темно-синюю окраску. На поверхности металла образуется тонкий оксидно-фосфатный слой. Аналогичные результаты достигаются при обработке стали в растворе, содержащем небольшое количество фосфорной кислоты и нитраты.
Образование оксидно-фосфатной пленки в указанных растворах определяется концентрацией их компонентов. При малом содержании нитратов и высокой концентрации кислоты происходит интенсивное травление металла и пленка не образуется. Оптимальное соотношение компонентов зависит от природы нитратов. Так, при концентрации 15-20 г/л Н3РО4 допускается содержание нитратов одновалентных металлов от 20 до 300 г/л, двухвалентных - от 20 до 100 г/л, трехвалентных - от 10 до 20 г/л. Оксидно-фосфатные пленки глубокого черного цвета образуются в растворах, содержащих нитраты щелочноземельных металлов. Окраска пленки зависит также от содержания в металле углерода и легирующих компонентов. На малолегированных сталях образуется пленка черного цвета, на стали ШХ-15 - серого цвета.
Защита стали от коррозии оксидными пленками помимо оксидных и оксидно-фосфатных покрытий может проводиться пассивированием ее в специальных растворах. При этом на поверхности металла образуется бесцветный или слегка окрашенный тонкий слой оксида, являющийся барьером против воздействия окружающей среды. Заметное повышение стойкости против коррозии в результате пассивирования наблюдается для легированных, в особенности хромоникелевых сталей. Для углеродистых сталей пассивирование является недостаточно надежным способом их защиты. Поэтому оно применяется лишь для предотвращения коррозии стальных деталей при межоперационном хранении, предохранения от появления на них следов захвата руками. Пассивирование деталей из хромоникелевых сталей используется для их защиты в условиях эксплуатации.
Щелочное оксидирование
Химическое оксидирование. Основным фактором, влияющим на процесс оксидирования стали, является концентрация в растворе гидроксидов, нитратов или нитритов калия или натрия. Обычно процесс идет при температуре кипения раствора или близкой к ней, которая определяется, в основном, содержанием щелочи. Так, температура кипения растворов, содержащих 800, 900, 1000 г/л NaOH, будет соответственно 142, 147, 152 °С.
Для получения более толстых оксидных пленок повышают концентрацию щелочи в растворе. Однако очень концентрированные растворы редко применяют, так как в них чаще может образоваться на поверхности деталей рыхлый налет гидрата окиси железа. В растворах щелочи с температурой кипения 150-155 °С формируются блестящие пленки глубокого черного цвета. При повышении температуры до 155-163 °С иногда образуются неравномерные пятнистые покрытия. В растворах, температура кипения которых достигает 163-165 "С, формируются серовато-черные матовые пленки. Присутствие в растворе нитритов способствует образованию блестящих покрытий с синеватым оттенком, присутствие нитратов - получению слегка матовых пленок черного цвета.
Специалистами разработан ряд добавок в щелочно-нитратные ванны оксидирования - солей щелочных металлов, хроматов. Они способствуют изменению окраски пленки, но почти не влияют на ее толщину и защитную способность и поэтому не находят практического применения. Для предотвращения образования рыхлого слоя гидроокиси железа рекомендуется вводить в раствор небольшие количества хлористого натрия, железистосинеродистого калия или перманганата калия. Но эти добавки мало используются. Обычные щелочно-нитрат-ная или щелочно-нитритная ванны стабильны в работе, а присутствие добавок других соединений требует более частого контроля и корректирования растворов.
Предотвращение образования налета гидроксида железа может быть достигнуто предварительным пассивированием стали в растворе хромата или бихромата калия или прогреванием на воздухе при 220-250 °С. При этом на поверхности металла образуется тонкая оксидная пленка, влияющая на ход последующего процесса оксидирования. Чем больше толщина этой пленки, тем меньшей толщины оксидного покрытия удается достигнуть.
Для щелочного оксидирования черных металлов используют растворы и режимы работы, приведенные в табл. 1.

Растворы 1 и 2 наиболее универсальны - в них можно обрабатывать стали различных марок, изменяя лишь температуру раствора и продолжительность выдержки в них изделий. В растворе 2 обработку высокоуглеродистых сталей и чугуна ведут при 135-140 °С в течение 10-30 мин, среднеуглеродистых- 135-145 °С, 30-50 мин, низкоуглеродистых- 145-155 °С, 40-60 мин, низко- и среднелегированных - 145-155 "С, 60-90 мин.
Продолжительность оксидирования при определенном температурном режиме зависит от марки обрабатываемой стали. С понижением содержания углерода она увеличивается. Например, в растворе 1 оксидирование стали, содержащей свыше 0,7 % углерода, ведут в течение 15-20 мин, 0,7-0,4 % углерода - 20-40 мин, 0,4-0,1 % углерода - 40-60 мин. Хромоникелевые стали оксидируют в течение 60-120 мин, чугун и кремнистые стали - 30-60 мин. Температурный режим работы ванны также изменяют в зависимости от состава обрабатываемого металла. При 135-145 °С оксидируют стали, содержащие 0,4-0,7 % углерода, при 145-155 °С - менее 0,4 % углерода и среднелегированные стали.
В растворе 2 формируются более блестящие, а в растворе 3 - более матовые покрытия. Замена в растворе 1 до 30 % нитрита натрия нитратом способствует некоторому повышению блеска покрытий. Растворы 5 и 6 пригодны для оксидирования углеродистых, низко-и среднелегированных сталей, а также для двухстадийной обработки с целый) получения покрытий, характеризующихся улучшенными антикоррозионными свойствами. Раствор 6 целесообразно использовать для обработки чугуна, углеродистых, низко- и среднелегированных сталей.
Как было указано ранее, повышение концентрации едкой щелочи в растворе способствует получению более толстых оксидных покрытий, но при этом возрастает опасность возникновения на поверхности металла рыхлого налета гидроксида железа. Оксидные пленки, свободные от такого налета, формируются в растворах с меньшей концентрацией едкой щелочи.
Одним из путей получения доброкачественных покрытий сравнительно большой толщины, характеризующихся улучшенными антикоррозионными свойствами, является двух- или трехстадийная обработка. При двухстадийной обработке изделия сначала обрабатывают в растворе 4 с относительно меньшей концентрацией щелочи, когда формируется тонкая, но плотная пленка, а затем - в более концентрированном растворе 5, где происходит увеличение толщины оксидной пленки. В первой ванне изделия выдерживают в течение 20-30 мин, во второй - 30-40 мин. Еще более мелкозернистые плотные оксидные покрытия сравнительно большой толщины формируются при трехстадийной обработке. Для нее предложено использовать растворы следующих составов (г/л): гидроксида натрия 400-600 при 150-175 ° С; гидроксида натрия 400-500 и нитрита натрия 70-80 при 133-137 °С; гидроксида натрия 450-550 и нитрата натрия 60-70 при 147-152 °С. Продолжительность обработки для растворов 1 и 2 - 10-15 мин, для раствора 3 - 120 мин. Получаемые покрытия имеют коричневатый оттенок. Двухстадийное оксидирование иногда используется при изготовлении фурнитуры, трехстадийное - для деталей оптических приборов.
Многостадийное оксидирование, конечно, более трудоемко, чем обычное одностадийное. Однако, если необходимо повысить качество оксидных покрытий, целесообразно прибегать к многостадийному процессу.
Улучшению качества оксидных покрытий способствует предварительная обработка стальных изделий в 10-15 %-ном растворе хромата или бихромата калия. Образующаяся при этом на поверхности металла тонкая оксидная пленка предотвращает выделение налета гидроксида железа в начальной стадии щелочного оксидирования.
Независимо от состава раствора оксидные покрытия глубокого черного цвета могут быть получены только после того, как в нем накопится небольшое количество солей железа. Для этого после приготовления раствор прорабатывают непродолжительное время, загрузив в ванну стальные полосы или случайные детали. Вместо проработки раствора в него можно ввести 3-5 г/л сернокислого железа (окисного). Интенсивность окраски оксидных пленок заметно возрастает после пропитки их минеральным маслом с последующей протиркой ветошью.
Автор: Администрация
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Метод оксидирования стали представляет собой действия, направленные на образование на поверхности металла оксидной пленки. Задача оксидирования в создании покрытий, которые будут нести декоративную и защитную функции. Кроме того, с помощью оксидирования образуются диэлектрические покрытия на конструкциях из стали.

Особенности оксидирования
Существует несколько способов оксидирования:
- химический,
- плазменный,
- термический,
- электрохимический.
Химический способ
Химическое оксидирование означает обработку поверхностей специальными расплавами, нитратными, хроматовыми растворами, а также другими окислителями. В результате, удается повысить антикоррозийные качества металла. Такие мероприятия проводятся с использованием кислотных или щелочных составов.
Щелочное оксидирование осуществляется при температурах 30-180 градусов. Основной компонент составов — щелочи, а окислителей добавляется совсем немного. После процедуры детали промывают и высушивают. Иногда после оксидирования проводится промасливание.

Кислотное оксидирование проводится с применением нескольких кислот (ортофосфорная, соляная, азотная) и небольших количеств марганца. Температурный режим процесса — 30-100 градусов.
Химическое оксидирование перечисленных разновидностей дает возможность получить пленку неплохого качества. Хотя нужно заметить, что электрохимический способ позволяет получить изделия более высокого качества.
Холодное оксидирование (чернение) также относится к химической методике. Осуществляется окунанием детали в раствор с дальнейшей промывкой, сушкой и промасливанием. В результате, на поверхности образуется кристаллическая структура с наличием фосфатов и ионов. Особенностью технологии являются относительно низкая рабочая температура (15-25 градусов по Цельсию).
Достоинства чернения в сравнении с горячим оксидированием:
- детали лишь незначительно меняют свои размеры,
- более низкий уровень потребления энергии,
- высокий уровень безопасности,
- нет испарений,
- изделия имеют более равномерный цвет,
- методика позволяет оксидировать даже чугун.
Анодное оксидирование
Электрохимическое оксидирование (анодная методика) проводится в жидкой или твердой электролитной среде. Такой подход позволяет получить пленки высокой прочности таких видов:
- покрытия с тонким слоем (толщина — 0,1-0,4 мкм),
- устойчивые к износу электроизоляторы (толщина — 2-3 мкм),
- защитные покрытия (толщина 0,3-15 мкм),
- особые эмалевидные слои (эматаль-покрытия).
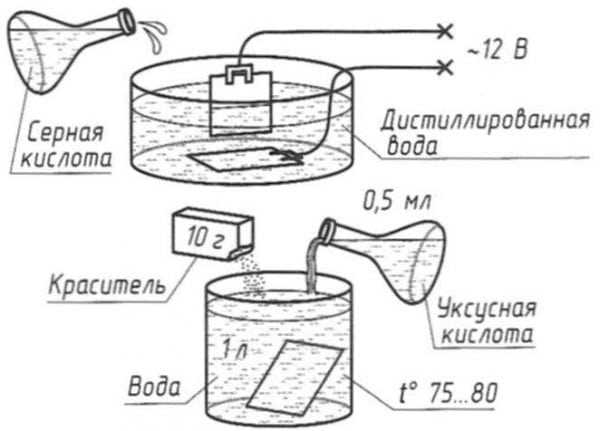
Схема анодирования алюминия
Анодирование поверхности окисляемой детали проводится на фоне положительного потенциала. Подобную обработку следует осуществлять, чтобы защитить части микросхем, а также создать на полупроводниках, стали, металлических сплавах диэлектрический слой.
Обратите внимание! В случае надобности, анодирование можно провести самостоятельно, однако необходимо четко придерживаться правил техники безопасности, поскольку в работе применяются агрессивные элементы.
Частный случай электрохимического оксидирования — микродуговое оксидирование. Методика дает возможность добиться уникальных декоративных свойств. Металл обретает дополнительную устойчивость к теплу и стойкость к коррозийным процессам.
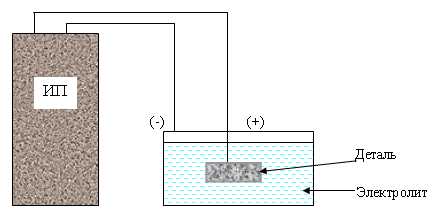
Схема микродугового оксидирования от источника питания
Микродуговой метод отличается применением импульсного или переменного тока в слабощелочной электролитной среде. Таким образом, удается получить толщину покрытий в районе 200-250 мкм. Готовое изделие после обработки становится схожим по внешнему виду с керамикой.
Микродуговое оксидирование можно осуществить и самостоятельно, однако понадобится соответствующее оборудование. Особенность процесса состоит в его безопасности для здоровья человека. Именно этот факт обуславливает все большую популярность методики среди домашних умельцев.
Особенности плазменного и термического процессов
Термическое оксидирование означает возникновение оксидной пленки в среде водяного пара или другой содержащей кислоту атмосфере. При этом процесс характеризуется высокой температурой.
Самостоятельно выполнить такую операцию не представляется возможным, поскольку понадобится специальная дорогостоящая печь, где металл разогревается до 350 градусов. Однако в данном случае речь идет о низколегированных сталях. В случае же среднелегированных и высоколегированных сталей, температура должна быть еще выше — в районе 700 градусов. Общая продолжительность оксидирования по термической методике — порядка одного часа.

Также не получится воспроизвести дома и плазменный процесс. Такое оксидирование осуществляется в низкотемпературной кислородосодержащей плазме. Сама плазменная среда возникает благодаря СВЧ и ВЧ разрядам. Иногда задействуется постоянный ток. Особенность технологии — высокое качество получаемой продукции. Поэтому плазменное оксидирование используется для создания качественных покрытий на особо ответственных изделиях, к числу которых относятся:
- поверхности из кремния,
- полупроводники,
- фотокатоды.
Самостоятельное оксидирование
Описываемый здесь способ создания защитного покрытия на изделиях из стали доступен каждому. Вначале деталь зачищается и полируется. Далее с поверхности нужно убрать окислы (произвести декапирование). Декапируют деталь в течение минуты с помощью 5%-ного раствора серной кислоты. После окунания, деталь нужно промыть в теплой воде и перейти к пассивированию (5-минутное кипячение в растворе литра обычной воды с разведенными в ней 50 граммами хозяйственного мыла). Таким образом, поверхность подготовлена к процедуре оксидирования.

Последовательность дальнейших действий:
- Берем емкость с эмалевым покрытием. Она не должна быть поцарапана, на ней не должно быть сколов.
- Наливаем в емкость литр воды и добавляем в нее 50 граммов едкого натра.
- Ставим емкость на огонь и нагреваем раствор примерно до 150 градусов.
Через 1,5 часа деталь можно извлекать — оксидирование закончено.
Защита титана и его сплавов
Как известно, титан отличается невысокой устойчивостью к износу. Оксидирование титана и сплавов на его основе повышает их антифрикционные качества, улучшает устойчивость металла к коррозии.

В результате нанесения защитного слоя, на металле образуются толстые оксидные пленки (в диапазоне 20-40 мкм), обладающие повышенными абсорбционными качествами.
Конструкции из сплавов титана обрабатывают при температуре 15-25 градусов в растворе, включающем 50 граммов серной кислоты. Плотность тока составляет 1-1,5 Ампера на квадратный дециметр. Длительность процедуры — 50-60 минут. Если плотность тока превышает 2 Ампера на квадратный дециметр, продолжительность процесса уменьшается до 30-40 минут.
Во время нанесения защитного слоя, первые 3-6 минут поддерживается рекомендованная плотность тока, а напряжение в это время увеличивается до 90-110 В. По достижению данного показателя, плотность тока снижается до 0,2 Ампера на квадратный дециметр. Продолжается оксидирование без регуляции тока. В ходе процесса электролит перемешивается. Используются катоды из свинца или стали.
Оксидирование — процесс, требующий глубокого знания химико-физических процессов и, как правило, дорогостоящего оборудования. Однако наиболее простая технология нанесения защитной пленки доступна каждому, достаточно выполнить несложную инструкцию, описанную в этой статье.
Не так давно мы обсуждали такое неприятное явление природы, как коррозия и говорили о том, какие общепринятые методы используются для защиты от коррозии .
Среди методов защиты от коррозии выделяется одна не самая распространенная в наши дни методика, которая носит название воронение . Ещё его часто называют оксидирование или чернение . Давайте обсудим, что это за метод и в чем он заключается.
Как вы наверное помните, чаще всего антикоррозионная обработка заключается в создании на поверхности детали, которую необходимо защитить, некоторой пленки - будь-то оксидной (как в нержавейке, т.е. метод пассивации) или полимерной (нанесение лкп).
Пленка должна быть непроницаема для кислорода , столь губительного для сплавов железа. Пленку можно получить разными способами.
Оксидирование (оно же воронение) - это один из способов создания на поверхности детали защитной пленки, которая не позволит кислороду воздействовать на металл. Пленка тут получается с микропорами и толщиной около 1 - 10 мкм. Между тем, при оксидировании мы получаем довольно стойкую пленку, которую сложно отделить от детали механически.
По сути дела, мы не даем кислороду начать окислять наш металл, создавая на его поверхности оксидную пленку, не способную разрушаться при воздействии кислорода из воздуха.
Достоинство воронения заключается не только в том, что мы получаем весьма стойкую пленку, но и в том, что таким методом можно обрабатывать те детали, где нужно сохранять точные механические зазоры. Например, в оружии или каких-то подвижных деталях.
Воронение бывает термическое и химическое .
Термическое - это процесс образования пленки при нагревании металлического изделия в определенной атмосфере, а иногда и в атмосфере окружающего воздуха. Символов появления такой пленки является появление так называемой побежалости.
Такой интересный цвет у побежалости обусловлен формированием на детали пленки разной толщины. Она в разном количестве преломляет свет и от того имеет радужное свечение. Появление побежалости характеризует неравномерное нагревание детали. Если бы мы делали такое в печи, то цвета радуги не получили бы.
Нагревать деталь нужно на 350-450 градусов. Но сделать это не всегда возможно. Ведь такой нагрев разрушит структуру!
Поэтому, вторая группа методов - это химические .
К химическим, в свою очередь, относятся кислотное воронение и щелочное воронение . В обоих случаях специальные реактивы при воздействии температуры или без таковой химические реактивы формируют на поверхности ту же оксидную пленку, но с другой природой появления. В домашних условиях выполнить эту операцию можно рядом стандартных средств. Например, ржавый лак.
Покрытие, полученное в результате воронения, стойкое, но микропористое . Да и стойкость покрытия хоть и высока, но рано или поздно оно самоуничтожается.
Из-за этого при истечении некоторого срока деталь опять начинает коррозировать. На практике ворненую деталь принято протирать маслом, которое формирует дополнительный защитный слой.
Ну а такое интересное название методика получила за сходство цвета с оттенком побежалости, с оперением черного ворона .
Перья такой вороны очень красивые и на солнце имеют отливы в сине-черный и в радужный. Похожий внешний вид будет иметь и воронёная деталь.
Сегодня методика применяется преимущественно для декоративного коллекционного оружия и в домашнем использовании.
Гальваническое оксидирование деталей из металла одна из самых экономичных и простых методов защиты изделий от коррозии. Оксидирование стали производится термическим, химическим и электрохимическим методом. Химическое оксидирование стали сегодня можно разделить на два способа: холодное, горячее. Горячее химическое оксидирование стали делается в щелочных и не щелочных составах. Безщелочное химическое оксидирование стали производится при более низких температурах и за меньшее время. Щелочное химическое оксидирование производится в смеси щелочи с окислителями. В результате оксидирования на стали образуется пленка магнитной окиси железа Fe3O4. Во втором случае используется раствор, состоящий из фосфорной кислоты и окислителей — азотнокислые соединения кальция или бария. Такое оксидное покрытие состоит уже из фосфатов и оксида железа.
Состав растворов, концентрация г/л
Плотность тока, напряжение
Время обработки, мин
Соляная кислота – 80-100 г/л
Химическое оксидирование (воронение)
Натрий азотистокислый — 200-250 г/л
Обработка в мыльном растворе
Свойства и применение оксидированых покрытий
Главной реакцией процесса химического оксидирования стали является взаимодействие стали со щелочью и окислителями. Растворяясь в горячем концентрированном щелочном растворе, железо дает соединение Na2FeO2. Под воздействием окислителей в растворе образуется соединение трехвалентного железа Na2Fe2O4. Образующаяся при химическом оксидировании на поверхности металла оксидная пленка образуется по реакции:
Na2FeO2 + Na2Fe2O4 + 2H2O -> Fe3O4 + 4NaOH
Формирование пленки начинается с появления на поверхности оксидируемого металла кристаллических зародышей. По мере того как оксид покрывает металл, изолируя его от взаимодействия с раствором, уменьшается скорость растворения железа и формирования оксидной пленки. Скорость роста оксидного слоя и его толщина зависят от соотношения скоростей образования центров кристаллизации и роста отдельных кристаллов. При большой скорости образования зародышей кристаллов их количество на поверхности металла быстро растет, и кристаллы смыкаются, образуя тонкую сплошную пленку. Если скорость формирования зародышей при химическом оксидировании относительно невелика, то до того, как они соединятся, создаются благоприятные условия для их роста и получения оксидной пленки большой толщины.

При химическом оксидировании стали процесс образования оксидной пленки определяется условиями оксидирования. При большой концентрации в растворе окислителя возрастает скорость образования зародышей оксида и, следовательно, уменьшается толщина формирующейся оксидной пленки. При уменьшении концентрации окислителя в растворе химического оксидирования стали способствует росту толщины оксидной пленки, но в сильно концентрированных растворах на поверхности стали может выделяться рыхлый осадок гидроксида железа и защитные свойства оксидного покрытия уменьшаются.
Скорость растворения стали в растворе химического оксидирования зависит от химического состава стали и ее микроструктуры. Высокоуглеродистые стали оксидируются быстрее, чем малоуглеродистые. Поэтому при оксидировании малоуглеродистой стали применяются растворы с увеличенным содержанием щелочи. Состав стали оказывает влияние и на цвет оксидной пленки: на малоуглеродистых сталях она получается глубоко черного цвета, в то время как на высокоуглеродистых — черного с серым отливом.
Сегодня предпочтение часто отдается холодному химическому оксидированию. Составы для холодного химического оксидирования стали запатентованы и продаются в виде готовых, обычно двухкомпонентных, растворов.
Химическое оксидное покрытие без промасливания применяется редко ввиду низкой коррозионной стойкости. Промасливание обеспечивает улучшение антикоррозионных характеристик покрытия и более глубокий черный цвет. Промасленное химическое оксидное покрытие на стали применяется для защиты деталей от коррозии, декоративной отделки, как антибликовое покрытие на инструменте. Химическое оксидное покрытие на стали может использоваться как грунт под покраску.

Химическое оксидирование с промасливанием. Финишная обработка деталей
После процесса оксидирования (воронения) детали промывают в холодной воде и помещают в 3-5% раствор хромовой кислоты, затем опять промывают водой и погружают в слабый мыльный раствор, нагретый до 70-800С. После мыльного раствора детали не промывают, сушат и помещают на 5-6 минут в веретенное масло (минеральное масло), нагретое до 105-1100С.
Промасливание проводят с целью повышения антикоррозионных свойств оксидных пленок. Для промасливания используют минеральные масла, консистентные ингибированные смазки. Промасливают, окуная мелкие детали в ванну с маслом или, в случаях обработки крупногабаритных изделий наносят масло механически.
Видео
Область применения покрытия
Чаще всего химическому оксидированию подвергаются различные изделия:
- режущий и металлообрабатывающий инструмент (режущий инструмент для станков – торцевые и концевые фрезы, инструмент с твердосплавными пластинами, сверла, спиральные сверла, кольцевые пилы, плашки, метчики, развертки и др.)
- узлы оборудования (шпиндельные патроны, планшайбы, шестерни, высокопрочные звездочки в цепных передачах, втулки, резцедержатели, цанги, ручной инструмент, детали контрольно-измерительных и оптических приборов, штанги и др.)
- другие детали и изделия различного назначения (насосного, декоративного, технологического, автомобильного и др.).
Производители подшипников, в том числе и подшипников для автопрома, обрабатывают корпуса, наружные кольца, обоймы, крышки. Химическое оксидирование не приводит к изменению размеров, зато, когда начинается приработка, наличие покрытия обеспечивает трущимся поверхностям отличные противозадирные свойства.
Процесс является незаменимым при обработке удлиненных деталей, так как низкая температура процесса (до 140 С) не приводит к термической деформации изделий.
Примечательно, что в последнее время наметилась тенденция использования чернения в качестве декоративного покрытия, с последующей обработкой защитным лаком для придания блеска и износостойкости.
Анодное оксидирование
Такой вид называется – электрохимическое оксидирование стали. Иногда его называют и анодное оксидирование стали. Также применяют термин анодирование. В его основу заложен химический процесс электролиза. Его можно проводить как в твёрдых, так и в жидких электролитах. Подготовленную заготовку помещают в ёмкость с оксидным раствором.
Протекание реакции электролиза возможно при создании разности потенциалов между двумя элементами.
Поверхность окисляемого изделия характеризуется положительным потенциалом. Из раствора выделяют химически активные элементы с отрицательным потенциалом. Взаимодействие разнополярных элементов и называется реакцией электролиза (в нашем случае анодирования).

Протекание реакции анодирования можно выполнить в домашних условиях. Требуется чётко выполнять условия техники безопасности. В реакции участвуют вредные реактивные жидкости и небезопасное напряжение.
Применение анодного оксидирования позволяет создавать защитные плёнки различной толщины. Создание толстых плёнок возможно благодаря применению раствора серной кислоты.
Тонкие плёнки получают в растворах борной или ортофосфорной кислоты. С помощью анодирования можно придать поверхностному слою металла красивые декоративные оттенки. С этой целью процесс проводят в органических кислотах. В качестве таких растворов применяют щавелевую, малеиновую, сульфосалициловую
Специальным процессом анодирования считается микродуговое оксидирование. Оно позволяет получать покрытия, обладающие высокими физическими и механическими характеристиками. К ним относятся: защитные, изоляционные, декоративные, теплостойкие и антикоррозийные свойства. В этом случае оксидирование производится под действием переменного или импульсного тока в специальных ваннах заполненных электролитом. Такими электролитами являются слабощелочные составы.

Анодное оксидирование в домашних условиях
Анодирование позволяет получить поверхностный слой, обладающий следующими свойствами:
- надёжное антикоррозионное покрытие;
- хорошие электрические изоляторы;
- тонкий, но стойкий поверхностный слой;
- оригинальную цветовую гамму.
К анодированию нержавеющей стали требуется специальный подход. Это связано с тем, что такая сталь считается нейтральным (инертным) сплавом. Поэтому на производстве при анодировании большого количества деталей применяют двух этапную процедуру.
На первом этапе анодирование нержавеющей стали производят совместно с другим, более подходящим для этого процесса металлом. Это может быть никель, медь, другой металл или сплав.
На втором этапе производят оксидирование непосредственно самой нержавеющей стали. Для упрощения процесса оксидирования сегодня ведутся разработки специальных добавок, так называемых пассивирующих паст. Эти составы ускоряют процесс реакции нержавеющей стали.
Хим оксидирование стали: преимущества
Теперь перечислим особенности, которых можно добиться, если использовать технологию создания оксидной пленки с помощью химикатов.
Надежное покрытие антикор

Стальная деталь фактически становится нержавейкой. То есть ржавление хоть и не полностью исключено, но очень значительно заторможено.
Хорошие электрические изоляторы
После химической обработки можно ожидать, что поверхность совсем или частично перестает проводить ток. Все будет зависеть от того, какой раствор был взят, в какой концентрации и пр.
Тонкий, но стойкий поверхностный слой
Интересно, что может быть достигнута пленочка, толщиной всего в 200 мкм. Но это не делает ее более восприимчивой к механическим или иным вредителям.
Оригинальная цветовая гамма

Это больше признак анодирования. Но мы отметим, что после процедуры можно получить не только черный цвет, но и переливчатые волны от желтого к темно-синему, как на фото.
Сфера применения технологии воронения:
Качественное оксидирование обеспечивает долголетнюю жизнь защищенному металлу. Список обрабатываемых таким способом железных деталей обширен. Наиболее популярно воронение при создании следующих изделий:
- Промышленные метизы: болты, уголки, скобы, решетки, барабаны для лебедок и т.д.
- Слесарный инструмент
- Детали и кожухи электродвигателей
- Статуэтки и небольшие декоративные композиции
Оксидная защита не терпит экстремальных эксплуатационных условий. Поэтому воронение исключается при создании деталей, контактирующих со сверхагрессивной средой. Наша компания предлагает услуги химического оксидирования на нашем оборудовании (ванны).
Читайте также: