
Как сделать многозаходную резьбу
Добавил пользователь Alex Обновлено: 04.10.2024
Винтовые канавки многозаходной резьбы обрабатывают способами, применяемыми для нарезания однозаходной резьбы соответствующего профиля. При этом точность деления винтовых канавок в соответствии с числом заходов резьбы обеспечивается различными способами.
При нарезании резьбы на валиках, устанавливаемых в центрах, применяют поводковый патрон с вырезами для нарезания двух-, трех- и четырехзаходной резьбы (рис. 10.14,а) или патрон (рис. 10.14,6), на поводковой части 5 которого нанесены деления. Поводковая часть патрона поворачивается относительно корпуса 6 на 180° (при двухзаходной резьбе), на 120° (при трехзаходной) и на 90° (при четырехзаходной). Угол поворота 5=360°/z, где z - число заходов, и фиксируется гайками 6 и 8 (рис. 10.14, б).
Для перехода от одной винтовой канавки к другой в соответствии с числом заходов используют верхний суппорт станка, направляющие которого установлены параллельно оси детали. После нарезания первой винтовой канавки резец отводят от детали и поперечными и верхними салазками перемещают его вдоль детали на шаг резьбы. Для определения шага используют лимб винта верхних салазок суппорта, набор мерных плиток и др.
Для нарезания многозаходной резьбы применяют также резцовые блоки, в которых резцы своими вершинами установлены на одном уровне с шагом, равным шагу нарезаемой резьбы.
Нарезание многозаходной резьбы является одной из наиболее трудоемких операций, так как при этом много времени затрачивается на точный поворот детали перед обработкой каждой очередной винтовой канавки (нитки).
Существует несколько способов деления заготовки при нарезании многозаходной резьбы. Рассмотрим наиболее производительные из них.
I.Поворотом заготовки.
а) Весьма просто осуществить деление при помощи поводкового патрона с несколькими пазами (рис.18 , а). Число пазов должно равняться числу ходов винта или быть кратным этому числу. После нарезания одной нитки резьбы заготовку снимают с центров и снова ставят на них таким образом, чтобы хомутик попал в следующий паз поводкового патрона. Затем нарезают вторую нитку.
б) Большое распространение нашел способ нарезания многозаходных резьб при помощи специального делительного патрона (рис.18 , б). Патрон состоит из двух дисков. Первый диск жестко закреплен на шпинделе станка. Второй, в котором при помощи хомутика и скобы крепится заготовка, может поворачиваться относительно первого на любой угол. На первом диске имеется риска, а на втором нанесено 360 делений через 1 0 .
Например, если требуется нарезать 3-х заходную резьбу, то после каждого захода второй диск вместе с заготовкой поворачивают на угол, равный = 120 0 , и затем жестко связывают болтами оба диска.
Рис. 18Нарезание многозаходной резьбы
Этот способ деления применяют для деталей, которые можно обрабатывать в центрах.

в) Перестановкой одного из зубчатых колесвинторезной цепи на необходимое число зубьев. При этом шпиндель с деталью поворачивается наоборота, где К – число заходов резьбы. Чаще всего делительным зубчатым колесом является ведущее зубчатое колесо шпинделя. В этом случае число его зубьев должно быть кратно числу заходов нарезаемой резьбы.
II.При одновременном нарезании многозаходной резьбы несколькими резцами, установленными в специальных державках, деление обеспечивается автоматически. При нарезании двухзаходных ходовых винтов пользуются резцедержателем (рис.18 , в), в котором закреплены два резца. Устанавливаются они по шаблону на расстоянии, точно соответствующему шагу между заходами. Таким образом, оба резца нарезают одновременно две канавки. Очевидно, что для обработки трехзаходной резьбы можно было бы таким же образом установить и три резца.
III. Применением многопрофильных резьбовых гребенок. В этом случае все заходы резьбы нарезаются одновременно. Ход резьбы обеспечивается подачей суппорта, шаг – шагом гребенки.
Второй и третий способы наиболее производительны. Ограничивают их применение:
1)необходимость достаточного пространства для выхода блока резцов или гребенки;
2)значительные деформации из-за многопрофильного резания;
3)трудность точного изготовления блоков и гребенок.
IV. Перемещением верхних салазок суппорта после прорезки одного захода. Перемещение осуществляется в осевом направлении на величину, равную шагу резьбы. Этот способ достаточно производителен, но не обеспечивает высокой точности деления на заходы. Для повышения точности перемещения салазок применяют индикаторы, контролирующие точность перемещения.
Одним из параметров, определяющим вид резьбы, является количество заходов. Оно варьируется в зависимости от степени сложности решаемых задач. Одной из самых технологических сложных является резьба многозаходная. Это число может равняться двум, трём, четырём или более (встречается достаточно редко). Чем больше значение данного параметра, тем сложнее она в исполнении. Наиболее сложной и трудоёмкой в производстве является четырёхзаходная резьба.

Не зависимо от числа она имеет равномерно расположенные заходы. Их располагают на одинаковом расстоянии друг от друга, разбивая внешнюю окружность детали на равное количество секторов. Например, двухзаходная резьба будет иметь два захода, расположенные симметрично, через сто восемьдесят градусов. Для неё ходом считается расстояние, которое измеряется вдоль оси изделия (болта, гайки, вала и так далее) между витками, выполненными в одном заходе, пропуская другие витки. При однозаходной, понятия шаг и ход являются идентичными, для многозаходной они имеют свой технический смысл. Ход всегда равен шагу, умноженному на количество выполненных заходов.
Кроме числа заходов вид многозаходной резьбы определяется формой вырезаемых зубьев.
Если зуб имеет форму классической трапеции, она называется многозаходная трапецеидальная резьба. В поперечном сечении винт с многозаходной резьбой представляет фигуру с заданным значением выступов. Их число равно количеству нарезанных элементов.
С помощью многозаходной резьбы решают следующие задачи:
- увеличивают прочность соединения (во многих специализированных соединениях);
- изменяют передаточное число (в редукторах различного назначения);
- создать значительное смещение гайки вдоль стержня винта при незначительном количестве произведенных оборотов (например, в тормозной системе шахтных электровозов).

Для специальных видов маркировка может иметь вид Уп 22,5х(3х4,5). Первое число 22,5 означает величину наружного диаметра, 3 – указывает на число заходов, 4,5 – величину шага. Для многозаходной конструкции с такими характеристиками величина хода будет равна произведению 3 и 4,5 мм, что составляет 13,5 мм. Число заходов можно определить визуально, если подсчитать количество витков на торце гайки, винта или вала.
По международной системе обозначения может быть указано направление резьбы: L – левая, R — правая. Сама многозаходная резьба обозначается латинской буквой S.
Нарезание многозаходной резьбы
Для нарезания требуется соблюдения определённых правил на металлорежущем оборудовании. Операция требует точного соблюдения угловых делений в момент последовательного перехода от одного шага к другому. Это позволяет выдержать точное число заходов резьбы.
Нарезание производится следующими способами:
- постепенным поворотом закреплённой детали на заданный угол в поводковом патроне;
- фрезерованием изделия дисковыми или гребенчатыми фрезами (обработка производиться непрерывно или последовательно путём деления на составные части).
Настройку станка производят не на шаг, как для однозаходной конструкции, а на величину хода. В этом случае шаг и ход определяют расстояние, которое должен проходить резец или фреза за один оборот вращения заготовки. Например, для нарезания трёхзаходной системы на болт диаметром 20 миллиметров величина шага должна составлять два миллиметра. На станках, оборудованных для проведения таких операций, на коробке передач предусмотрены специальные положения. Нарезание многозаходной конструкции с указанными параметрами, производится установкой рычага управления коробки передач на передней бабке на шаг с индексами 2х3. На других станках величину хода настраивают при помощи специального звена по изменению шага.
После завершения первой канавки осуществляют расчёт положения второй. С этой целью значения полной окружности 360° делят на число указанных заходов.
Полученный результат позволяет определить количество секторов и угол, на который необходимо повернуть заготовку, закрепив заново в шпинделе. В некоторых станках для решения этой задачи предусмотрены делительные устройства. Они позволяют точно выставить необходимый угол. Например, для нарезания трёхзаходной резьбы его поворачивают по часовой стрелке на двадцать делений. Для чётырёхзаходной необходимо осуществить поворот на 15 делений. Чем больше количество необходимых нарезок, тем меньшее количество делений следует выставить.

Если такое устройство не предусмотрено, используют отверстия, предусмотренные в шпинделе. Они позволяют производить изменение угла, начиная с 30° с изменяемым шагом в 15 и 30 градусов. Они соответствуют наиболее часто используемым количествам заходов от 12 до 2.
Государственные стандарты
Изготовление такого сложного элемента металлообработки как многозаходная резьба выполняется на основании установленных государственных и международных стандартов. Они дополняют друг друга и позволяют привести в соответствие системы маркировки, которые применяются в Российской Федерации и производителями других стран. Это справедливо для метрической и дюймовой систем измерений.


К таким стандартам относятся:
- Единая система конструкторской документации;
- ГОСТ 24739-81. В нём приведены нормы, описывающие трапециевидную многозаходную конструкцию.
- ГОСТ 9484-81. Этот стандарт утверждает возможные профили, какого вида и размеров должна быть резьба трапецеидальная многозаходная;
- ГОСТ 25347-82. Стандарт устанавливает разрешённые допуски необходимые для нарезания и сборки готовых конструкций.
Перечисленные стандарты позволяют определить наружный и внутренний диаметр, форму элементов, шаг, ход, число заходов, требуемый диаметр сверла для подготовки отверстий под будущую резьбу.
Черчение
Что такое резьба?
Резьбовые соединения широко распространены в машиностроении. Они обладают такими достоинствами, как универсальность, высокая надежность, способность воспринимать большие нагрузки, удобство сборки и разборки, простота изготовления.
Основным элементом всех резьбовых соединений является резьба.
Резьба — поверхность, образованная при винтовом движении плоского контура по цилиндрической или конической поверхности.
Резьбы классифицируются по следующим признакам (рис. 117):
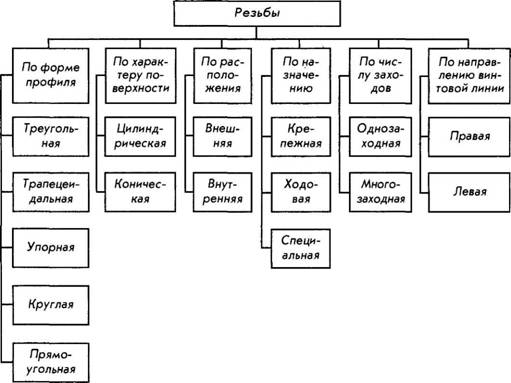
- В зависимости от формы поверхности, на которой нарезана резьба, они подразделяются на цилиндрические и конические;
- В зависимости от расположения резьбы на поверхности стержня или отверстия они подразделяются на внешние и внутренние;
- В зависимости от формы профиля различают резьбы треугольного, прямоугольного, трапецеидального, круглого и других профилей;
- По эксплуатационному назначению резьбы делятся на крепежные (метрические, дюймовые), крепежно-уплотнительные (трубные, конические), ходовые (трапецеидальные, упорные, прямоугольные, круглые), специальные и др.;
- В зависимости от направления винтовой поверхности различают правые и левые резьбы;
- По числу заходов резьбы подразделяются на однозаходные и многозаходные (двух-, трехзаходные и т. д.).
Все резьбы разделяют на две следующие группы: стандартизированные — резьбы с установленными стандартами параметрами: профилем, шагом и диаметром; нестандартизированные, или специальные (резьбы, параметры которых не соответствуют стандартизированным).
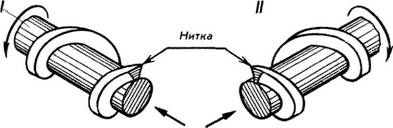
Левая резьба — образована контуром, вращающимся против часовой стрелки и перемещающимся вдоль оси в направлеции от наблюдателя (рис. 118,I).
Правая резьба — образована контуром, вращающимся по часовой стрелке и перемещающимся вдоль оси в направлении от наблюдателя (рис. 118, II).
Профиль резьбы — контур резьбы в плоскости, проходящей через ее ось.
Угол профиля — угол между боковыми сторонами профиля.
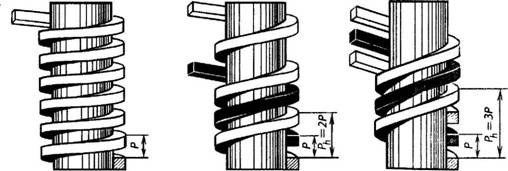
Шаг резьбы Р — расстояние между соседними одноименными боковыми сторонами профиля в направлении, параллельном оси резьбы.
Ход резьбы Рh — расстояние между ближайшими одноименными боковыми сторонами профиля, принадлежащими одной и той же винтовой поверхности, в направлении, параллельном оси резьбы. Ход резьбы — величина относительного осевого перемещения винта (гайки) за один оборот (рис. 119).
Наружный диаметр резьбы (d — для болта, D — для гайки) — диаметр воображаемого цилиндра, описанного вокруг вершин наружной резьбы или впадин внутренней резьбы.
Внутренний диаметр резьбы (d1 — для болта, — для гайки) — диаметр воображаемого цилиндра, вписанного во впадины наружной резьбы или в вершины внутренней резьбы.
Средний диаметр резьбы (d2 — для болта, D2 — для гайки) — диаметр воображаемого соосного с резьбой цилиндра, который пересекает витки резьбы таким образом, что ширина выступа резьбы и ширина владины (канавки) оказываются равными.
Резьба может быть однозаходной и многозаходной (см. рис. 119).
Токарка.
Токарное дело, достойное дело.

Нарезание многозаходной резьбы на токарном станке.

Резьбы бывают как однозаходные так и многозаходные.
Многозаходная резьба изготавливается согласно ГОСТ 24739-81 и имеет прапецеидальный профиль, также встречаются эвольвентные и метрические многозаходные резьбы, но они не гостированны.
PH=P*Z
где P — шаг резьбы,
Z — число заходов.
Есть несколько методов нарезания многозаходной резьбы. Рассмотрим один, самый доступный и достаточно точный метод. Метод заключается в перемещения резца в продольном направлении верхними салазками суппорта токарного станка.
Нарезания многозаходной резьбы.
Чтобы нарезать многозаходную резьбу необходимо настроить станок на определенный шаг. Параметры резьбы следующие — диаметр 20 мм, шаг 2 мм, количество заходов 3 (Tr 20-6 (P2)). Путем перемножения получаем ход резьбы PH=2*3=6 мм. Станок настраиваем на шаг 6мм. Уточняю, шаг резьбы = 2 мм, ход = 6 мм станок настраиваем именно на ход резьбы то есть 6 мм.
После того как настроен станок, стандартным методом нарезаем первый ход до полного профиля и отводим резец от заготовки. Для деления на последующий заход перемещаем резец в продольном направлении верхними салазками суппорта на величину PH/Z , в данном случаи 6/3=2мм. Контроль размера ведут по лимбу верхних салазок.

Можно увеличить точность данного метода поставив индикатор между резцедержателем и патроном (см рис 3).
Третий и последующие заходы нарезаются по данному алгоритму.
Однозаходные и многозаходные резьбы
В общем случае в обозначение резьбы входят * :
1. б уквенный знак резьбы;
2. н оминальный размер в миллиметрах или дюймах;
4. д ля многозаходной резьбы – значение хода с указанием шага;
5. б уквы LH для левой резьбы;
6. б уквенно-цифровое обозначение поля допуска или буквенное обозначение класса точности;
7. ц ифровое значение или буквенное обозначение длины свинчивания, если она отличается от нормальной.
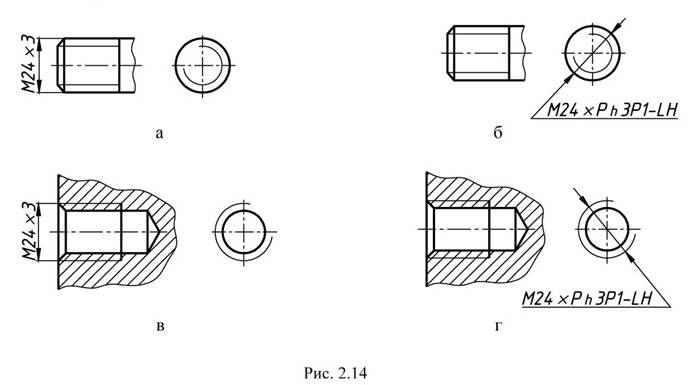
Условное обозначение метрической резьбы регламентирует ГОСТ 8724-81. Оно состоит из буквы М (символа метрической резьбы), номинального диаметра резьбы, шага и направления резьбы (если она левая). Многозаходные метрические резьбы обозначают (после номинального диаметра) буквами Р h , значением хода резьбы, буквой Р и числовым значением шага. Пример обозначения трехзаходной левой метрической резьбы с номинальным диаметром 24 мм , с шагом 1 мм и значением хода 3 мм: М 24 ´ Р h 3 Р 1- LH .
Примеры обозначения метрической резьбы и варианты его нанесения на чертеже приведены на рис. 2.14. Варианты нанесения обозначений на рис. 2.14, а и 2.14, в предпочтительней.
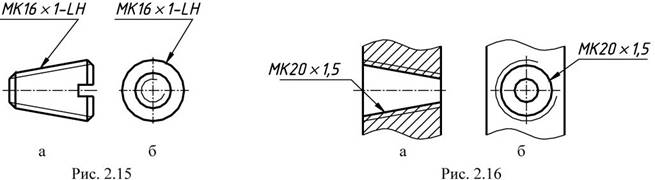
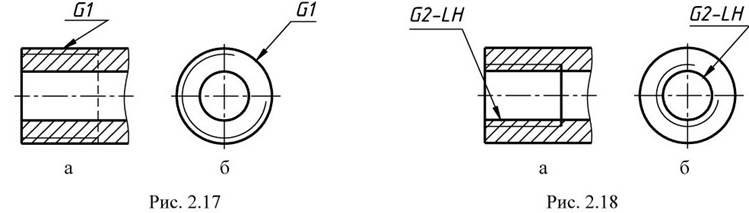
Условное обозначения метрической конической резьбы (ГОСТ 25229-82) включает буквенное обозначение (МК), диаметр резьбы в основной плоскости, шаг и направление (если оно левое). Обозначение наносят, как показано на рис. 2.15, 2.16 . Варианты нанесения обозначения на рис. 2.15, а и 2.16, а предпочтительней.
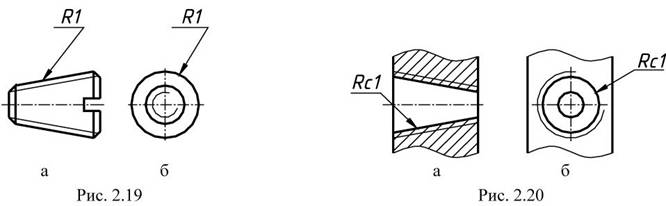
Условное обозначение трубной цилиндрической резьбы регламентирует ГОСТ 6357-81. Оно состоит из буквы G и условного размера – внутреннего диаметра трубы в дюймах. Обозначение наносится на изображение, как показано на рис. 2.17, 2.18. Варианты нанесения обозначения на рис. 2.17, а и 2.18, а предпочтительней.
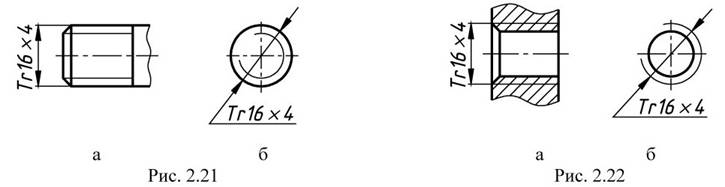
Условное обозначение трубной конической резьбы (ГОСТ 6211-81) состоит из буквенного обозначения R (наружная резьба) и R с (внутренняя резьба), диаметра резьбы в основной плоскости в дюймах (рис. 2.19 и 2.20). Варианты нанесения обозначения на рис. 2.19, а и 2.20, а предпочтительней.
Условное обозначение трапецеидальной резьбы. Обозначение однозаходной трапецеидальной резьбы (ГОСТ 9484-81) состоит из букв Tr , наружного диаметра и шага (рис. 2.21 и 2.22). Варианты нанесения обозначения на рис. 2.21, а и 2.22, а предпочтительней.
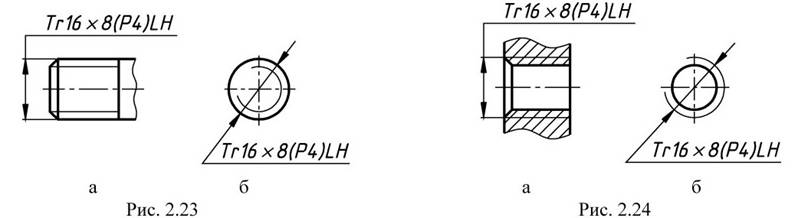
Обозначение многозаходной трапецеидальной резьбы (ГОСТ 24739-81) состоит из букв Tr , наружного диаметра, хода и шага (рис. 2.23 и 2.24). Варианты нанесения обозначения на рис. 2.23, а и 2.24, а предпочтительней.
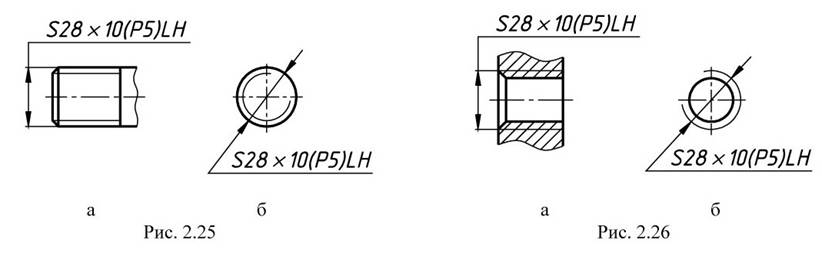
Условное обозначение упорной резьбы (ГОСТ 10177-82) состоит из буквы S, наружного диаметра и шага резьбы: S 28×5. Для многозаходной резьбы обозначение состоит из буквы S, наружного диаметра, хода и шага: S 28×10( Р5) LH . Варианты нанесения обозначения на рис. 2.25, а и 2.26, а предпочтительней.
Резьба прямоугольная не стандартизованная на чертежах задается всеми конструктивными размерами: наружным и внутренним димаметрами, шагом, шириной зуба. Варианты нанесения размеров резьбы с прямоугольным профилем показаны на рис. 2.28, а, б, в. Рекомендуется показывать в масштабе увеличения профиль данной резьбы и все ее размеры.


Качество резьбы влияет на надежность соединения различных элементов. Нарезание резьбы — работа, требующая точности, квалификации и опыта.
Профили резьбы
Формы заготовок, в зависимости от вида поверхности, бывают цилиндрическими и коническими. Резьбы бывают наружные (на поверхности) и внутренние (в отверстии болванки). Вид резьбового соединения зависит от профиля резьбы.
Существуют пять видов профиля:
- треугольный;
- прямоугольный;
- трапецеидальный;
- упорный;
- круглый.

Резьба может быть однозаходной и многозаходной:
- однозаходная — формируется единой резьбовой нитью;
- многозаходная — создается двумя или более нитками, размещенными на одинаковом расстоянии одна от другой.
Основные показатели обоих типов резьбы – шаг и ход. Резьбовой шаг — дистанция меж ближайшими витками и меряется по осевой линии обрабатываемой заготовки. Ходом одной резьбовой нитки называется промежуток посреди двух пиков одного витка на рабочей поверхности изделия. Ход равен произведению резьбового шага на число заходов.
Что собой представляет дюймовая резьба
Соединения резьбовые характеризуются следующими факторами: по виду посадки: скользящая, зазорная, переходная, с натягом. По использованию дополняющих деталей: обычные прямые соединения и в сочетание с элементами: шариком, втулкой, спиралью. Без стопора или с ним.
- форма цилиндрическая, либо коническая,
- метод нарезания – наружное исполнение и внутреннее нарезание,
- вид направления линии винта – влево и направо,
- заходы – многозаходные и однозаходные,
- профилирующий параметр: метрическая, цилиндрическая, трапециевая, коническая трубная, коническая дюймовая, круглая, прямоугольная, упорная,
- размерность – метрическая резьба, либо дюймовая трубная,
- назначение – для крепежа, ходовые нарезки, регулирующие,
- вид обработки: нарезание детали резцом, плашкой, метчиком.

Втулка с дюймовым соединением
Параметры
Гост на дюймовую резьбу 6257 – 81 главными точными параметрами определяет размеры шага прохода и диаметра. При этом измерение наружного трубного диаметра равно расстоянию между каждой верхней точки противостоящих гребней. Диаметр внутреннего просвета замеряют от одной точки внизу впадины канавки до другой противоположной. Резьбовой шаг постоянной величины, он измеряется расстояниями между соседствующими гребнями, либо впадинами.
Отличия между метрической и дюймовой резьбой:
- размеры метрической – в мм, дюймовой – в значениях дюймах, либо их дробных долях,
- дюймовая резьба характеризуется более острыми углами наклона гребней и впадин,
- нити отличаются закругленной формой.
Верхний размер угла = 55 град, шаг резьбы замеряют количеством нитей.
В быту используются такие виды изделий:
с параметром в 1 дюйм — 14 нитей, шаговая длина 1, 814 мм, величина диаметра ¾, либо ½,
11 нитей в 1 дюйме – с размером шага 2, 309, и диаметром 1; 1 и ½; 1 и ¼.
Соотношение дюймовой и метрической резьбы:

Таблица соотношение дюймовой и метрической резьбы
Типы и свойства резцов
Токарный резец по металлу состоит из державки и рабочей головки. Качество обработки деталей напрямую зависит от этих элементов. Державка имеет прямоугольное или квадратное сечение. С ее помощью резец фиксируется на токарном станке.
Рабочей головкой обрабатывают детали. Она составлена из различных режущих плоскостей и кромок. Угол затачивания головки обусловлена материалом, из которого изготовлена деталь.
Наружную и внутреннюю резьбу нарезают резьбонарезными резцами разных типов.

Резьбонарезные резцы
Самые используемые из них:
- стержневые;
- призматические;
- круглые.
Стержневые резцы состоят из стержня с рабочей головкой. Эти типы бывают разных профилей. Самые износостойкие — резцы, к которым припаяны твердосплавные рабочие грани. Они не нуждаются в частом точении, так как долго остаются острыми.
Призматические резцы применяют для обработки только внешней стороны болванки. Их преимущество перед стержневыми – способность обрабатывать большие поверхности. Но их следует чаще подвергать перетачиванию.
Круглые резцы используют в процессе нарезания резьбы внутренней и наружной. Эти инструменты очень удобны в работе, область использования их достаточно широка. Круглые резцы допускают многоразовое перетачивание.

Резьбовые резцы круглые
По конструктивным отличиям металлорежущие инструменты делятся на несколько типов:
- прямые;
- изогнутые;
- отогнутые;
- оттянутые.
Вершина любого резьбового инструмента — скругленная головка или фаска. Профиль резьбы формируется резцом должной конфигурации. Режущими инструментами гнутой формы нарезают резьбовую нить на поверхности болванки.
Прямые резцы здесь используются редко. Резьбу внутри детали совершают изогнутыми резцами, иногда прямыми, закрепленными в специальном держателе.
Резцы разделяются по категориям:
- изготовленные из быстрорежущей легированной стали;
- с напаянными на рабочий элемент твердосплавными пластинами;
- режущие приспособления со сменными многогранными пластинами, закрепленными на головке.
По направлению следования винтовой нарезки, инструменты дифференцируют на правые и левые. При работе первыми подача идет слева направо, вторыми — подача идет влево. Правые используют чаще.
Режем резьбу плашкой
Техника нарезки на металлической детали
Винтовая поверхность, образованная резцом, называется резьбой. Она обеспечивает важные задачи — с ее помощью элементы деталей могут перемещаться относительно друг друга, сочленяются или значительно уплотняются соединения в различных механических приспособлениях.
Чтобы понять, как нарезать резьбу на токарном станке, нужно проследить за процессом нарезки — он достаточно прост и понятен. Резец закрепляют в суппорте токарного станка. Он равномерно перемещается вдоль оси вращающейся детали. Заостренная вершина инструмента прорезает на поверхности детали винтовую линию.
Нарезание имеет свои характерные особенности:
- процесс формирования резьбы имеет некоторые особенности;
- материал, из которого изготовлена деталь, задает передний угол резца;
- величина угла зависит от вязкости, твердости и хрупкости металла;
- плоскости резца на задних боковых углах не должны тереться о нарезанные канавки;
- внутренняя резьба нарезается в уже расточенных или просверленных отверстиях.

Под каждый обрабатываемый материал предназначены определенные металлорежущие инструменты. Для болванок из стали используют резцы, пластины которых сделаны из твердых сплавов Т15К6, Т14К8, Т15К6, Т30К4. Для чугунных заготовок используют режущие инструменты с твердосплавными пластинами ВК4, В2К, ВК6М, ВК3М.
Нарезание многозаходных резьб
Нарезание многозаходной резьбы любого профиля начинают так, как если бы требовалось нарезать однозаходную резьбу с шагом, равным длине хода. Нарезав одну винтовую канавку на полный профиль, отводят резец обратно (на себя) и, дав ходовому винту обратный ход, возвращают суппорт в начальное положение. После этого при неподвижном ходовом, а, следовательно, и неподвижном резце поворачивают деталь на такую часть окружности, сколько заходов имеет резьба, т. е. при двухзаходной — на половину оборота, при трехзаходной — на третьи т.д.
Весьма просто нарезается многозаходная резьба при помощи поводкового патрона с несколькими пазами; количество пазов должно равняться количеству заходов винта или быть кратным этому количеству (Рис. 7,а).

Рис.7. Поводковые патроны.
— с пазами;
б —
со специальной планшайбой
После нарезания каждого хода деталь снимают с центров и ставят вновь на них так, чтобы хомутик попал в следующий паз поводкового патрона, затем нарезают следующий ход.
Большое распространение имеет метод нарезания многозаходных при помощи специальной планшайбы (рис. 7, б)
На токарных станках, имеющих передачу к ходовому винту через сменные зубчатые колеса (рис. 8), многозаходные резьбы можно нарезать при помощи промежуточного колeca 1 и колеса 2,
сцепляемогос ним на гитаре. На колесе
1
имеется метка, после чего гитара расцепляется, а шпиндель поворачивается на угол, соответствующий количеству зубьев колеса и количеству заходов нарезаемой резьбы.
Многозаходную резьбу можно нарезать при помощи многорезцовых державок в которых резцы отстоят друг относительно друга на опрелделенном расстоянии.

Рис. 9. Схема нарезания резьбы вращающимися резцами (вихревой метод нарезания резьбы): О
—
Ох
расстояние между осями вращения
Деталь, на которой должна быть нарезана резьба, закрепляется в центрах или патронеи и медленно вращается. В специальной головке, установленной на суппорте станка (рис. 9, а), закрепляется резец с пластинкой из твердого сплава. Головка, вращающаяся от специального привода, расположенаэксцентрично относительно оси нарезаемой детали. Таким образом, при вращении головки резец, закрепленный в ней, описывает окружность, диаметр которой больше диаметра детали. Периодически(один раз за каждый оборот головки) резец соприкасается с деталью по дуге и за каждой оборот головки прорезает серповидную канавку, имеющую профиль резьбы. За каждый оборот вращающейся детали при перемещении вращающейсяголовки вдоль оси детали на величину шага резьбы на детали, будет образовываться один виток резьбы. При нарезании резьбы головку повертывают относительно оси детали на величину угла подъема винтовой линии резьбы.
Нарезание резьбы плашками и самораскрывающимися резьбонарезными головками
Основной недостаток всех типов плашек — это необходимость свинчивания их по окончании нарезания, что вызывает значительную затрату времени и снижает производительность, а также ухудшает качество резьбы.

Рис. 10. Схемы нарезания резьбы:
— круглой плашкой; б — резьбонарезной головкой
Нарезание резьбы самораскрывающимися резьбонарезными головками (рис. 10,6), применяемыми на автоматах, револьверных и болторезных станках, значительно производительнее (в 3—4 раза), чем нарезание плашками (рис. 10,а),
так как благодаря автоматическому раскрыванию обратного свинчивания их не требуется. Резьбонарезные головки нормализованной конструкции изготавливаются серийным порядком с тангенциальным и радиальным расположением плашек, а также с круглыми плашками.
Режущий инструмент – плашка
Плашка – режущий токарный инструмент, изготовленный в форме гайки. Просверленные в ней отверстия делают для отвода стружки. Инструмент состоит из режущих элементов, расположенных на каждой его стороне и образующих заборный конус. Плашкой на токарном станке формируется резьба на болтах, шпильках, винтах и других металлоизделиях.
Наиболее используемые виды плашек:
Нарезание резьбы плашкой следует предварить обработкой нужного участка детали. При этом наружное сечение резьбы должны быть больше обработанного участка детали. Сложность нарезки резьбы плашкой — в отсутствие у нее специального захода, что мешает ровно прорезать начальные витки.
Облегчить задачу можно, сделав на торце небольшую фаску так, чтобы ее высота совпала с высотой профиля резьбы. Размер плашки должен совпадать с диаметром детали.
Затем плашку нужного размера фиксируют в плашкодержателе, закрепленный в задней бабке токарного станка. Скорость нарезки резьбы зависит от материала для заготовки: изделия из латуни обрабатываются около 15 м/мин., чугунные – 3 м/мин., стальные болванки — 4 м/мин.
При такой скорости обработки плашка меньше изнашивается. В процессе нарезки каждый оборот плашки нужно сменять ее поворотом назад на треть окружности, чтобы очистить отверстия от стружки.
Технология нарезки
Нарезание модульной и питчевой формы производится на металлорежущих станках следующими способами:
- резцом на токарно-винторезных станках;
- модульной фрезой на фрезерных станках;
- специальными пальцевыми фрезами.
Первый способ питчевой нарезки обеспечивает высокую точность, но обладает низкой производительностью. С его помощью нарезается питчевая резьба на червячных валах, требующих высокие показатели точности передачи движения.Этот метод применяется на предприятиях с индивидуальным или мелкосерийным производством.
Второй и третий способы считаются более производительными.Фрезу устанавливают так, чтобы её ось вращения пересекала продольную ось вала заготовки строго под углом в 90 градусов. Для обеспечения высокого качества резьбы (модульной или питчевой) производят несколько проходов. Наиболее удобными для нарезания питчевого соединения считаются станки, оснащённые двухваловыми механизмами подачи или так называемые нортоновские коробки передач.
Перед нарезанием производят настройку станка на основании данных специальных таблиц, в которых указаны значения питчей. С их помощью устанавливают необходимый набор зубчатых колёс на винторезную гитару с заданными передаточными числами.
Пальцевые фрезы применяются для нарезания питчевых соединений на изделиях, обладающих крупными габаритами. Для реализации питчевой нарезки устанавливают специальные фрезерные головки, обладающие индивидуальным приводом фрезы. Первый проход осуществляется прорезной пальцевой фрезой прямоточного профиля, с углом профиля равным 35 градусов.
Читайте также: