
Как сделать металл хрупким за 7 минут
Обновлено: 06.07.2024
Накоплено множество методов обработки металлических конструкций. Одним из них является цементация стали; что это, как сделать в домашних условиях, можно понять, изучив основные технологические приемы процесса.
Общие сведения
В старину топоры из сырого железа помещали в герметичный глиняный горшок, наполненный углем, и ставили в печь на несколько суток. Внешние слои насыщались углеродом под действием жара. Инструмент получал твердую поверхность, сохраняя мягкую, пластичную сердцевину. Сущность технологии сохранилась, прием получил развитие, стал распространенным и разделился на несколько ветвей.
Метод цементации описывается как способ обработки металла с использованием высоких температур в среде определенных химических веществ (химико-термическая обработка); среда может быть жидкой, газовой или твёрдой. Химические компоненты при нагревании выделяют свободный углерод. Поверхность нагретого металла поглощает атомы газа, меняя свою структуру (происходит диффузное насыщение на глубину от 0,5 до 2 мм).
Цементации подвергают детали, работающие на истирание, испытывающие при работе вибрацию и удары. Назначение такой термообработки в том, чтобы изменить (усилить) некоторые характеристики поверхностного слоя металлического изделия:
- Слой укрепляется, улучшаются такие его свойства, как твердость и износостойкость; при этом более глубокие слои сохраняют свои первоначальные свойства (вязкость и упругость). Поверхность хорошо сопротивляется истиранию, сердцевина способна выдерживать динамические нагрузки.
- После обработки предмет приобретает твердость, аналогичную с полученной по методу классической закалки (огнем и механическим воздействием).
Выделяют следующие особенности метода:
- При организации процесса цементации важно выдерживать временные и температурные интервалы. Оптимальная плотность атомарного углерода появляется при поддержании температуры от 850 до 950°C.
- Диффузное насыщение идет с малой скоростью; в этом заключается его особенность. Поглощение поверхностью атомов газа течет со скоростью 0,1 мм/час (значение может немного меняться в зависимости от среды и температуры). Учитывая, что ожидаемая толщина слоя начинается от 0,8 мм, нетрудно подсчитать, что полезные свойства деталь приобретет минимум через 8 часов.
- Метод признан эффективным для легированных (инструментальных) и низкоуглеродистых сталей, где доля углерода в составе ограничена 0,2-0,25%, и они способны поглотить дополнительное количество атомов газа. Допускаются машиностроительные, строительные и арматурные стали марок 20х, 40х. Углеродистые стали таким способом не обрабатываются.
- Технология цементации допускает использование нескольких сред. Разработаны приемы закалки в присутствии твердого и газового карбюризатора (углеродистого вещества, способного делиться углеродом). Поверхностное науглероживание возможно в кипящем слое, в растворах электролитов и в пастах.

Самыми распространенными в циклах производства являются газовые и твёрдые карбюризаторы.
Газовая цементация
В машиностроении распространена технология насыщения верхнего слоя стальных изделий углеродом в атмосфере углеродосодержащих газов. Известно, что такое производство удобно для массовой обработки деталей, так как:
- Допускается регулирование плотности газов; тем самым формируется углеродистый слой с заданными свойствами.
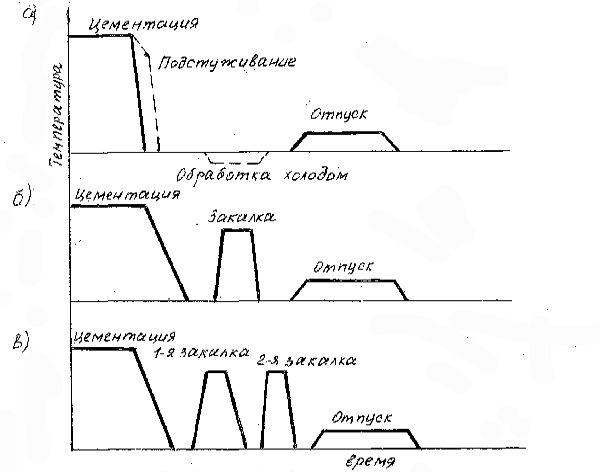
- Полный цикл термообработки (цементация, закалка, промывка и отпуск) проходит в одном месте — в шахтной (цементационной) печи.
- Процесс экономичен, механизирован и автоматизирован.
- Коробы с карбюризатором не нуждаются в прогреве, что сокращает время протекания цементации.
- Скорость науглероживания деталей возрастает в 2 – 3 раза (сравнивая с другими методами), однородность слоя выше.
- Температуру газовой смеси углеводородов (метан и окись углерода), доводят до 900-950°С.
- После цементации технологическую цепочку завершает отпуск (закаливание).
В твердом карбюризаторе (твердая)
В качестве среды-донора углерода используют древесный уголь; как вариант — торфяной кокс, каменноугольный полукокс. Смесь дополняют активизаторами (углекислый натрий, барий или кальций).
Для качественного насыщения уголь измельчают до частиц размером 3-10 мм, а затем просеивают, чтобы избавиться от пыли. Активизаторы также измельчают и просеивают, стремясь придать солям вид мелкого порошка.
Процесс цементации стали проходит в несколько этапов:
- Предметы, очищенные от эмульсии и масла, загружают в ящик из стали, с карбюризатором, который должен полностью их покрывать. Нельзя допустить их касания стенок ящика и друг друга.
- Емкость помещается в печь. Ее герметичность обеспечивается притертой крышкой, глиной или песчаным затвором.
- Начав с предварительного прогрева, температуру повышают до технологических 900-950°C.
- Возможен ускоренный вариант (при 980°C), сокращающий время насыщения в 2 раза, но вызывающий образование карбидной сетки (возникающей из-за слишком высокого углеродного насыщения). Для ее устранения и исправления структуры проводят дополнительную многоэтапную обработку (нормализацию).
Цементация стали в домашних условиях организовывается в твердой среде или с использованием графита. Оба варианта доступны и не требуют специальных познаний. Обустройство помещения для первого способа максимально упрощается, поскольку печь не нуждается в обеспечении высокой герметичности.
Это условие вполне достижимо в домашней мастерской. Несмотря на очевидные преимущества, у метода есть и недостатки: трудоемкость и низкая производительность.
Перед обжигом готовится твердая смесь (карбюризатор). Она состоит из смеси древесного угля с углекислыми солями бария, натрия или кальция. Соли предварительно измельчают до порошкообразного состояния, а затем просеивают, чтобы добиться однородности. Доля древесного угля в смеси — 70-90%, остальное приходится на соли.
Смесь создается одним из двух способов:
- Соль и древесный уголь тщательно перемешиваются. Если смесь будет недостаточно однородной, во время цементации разные участки поверхности детали будут поглощать разное количество газа. В результате на изделии образуются пятна, сигнализирующие о недостаточной концентрации углерода; качество поверхности будет неравномерным.
- Уголь пропитывают солью, растворенной в воде. Затем его подсушивают до получения смеси, влажность которой не превышает 7%. Такой состав получается однороднее и лучше подходит для использования дома.
Этапы цементации в твердой среде:
- Изделие очищается от загрязнений и укладывается в металлический короб, засыпается твердым карбюризатором (порошковой смесью). Необходимо следить, чтобы между стенками и ним сохранялся промежуток в 2-2,5 см. Размер ящика должен соответствовать форме предмета; это сократит время прогрева и улучшит качество цементированного слоя.
- Короб накрывается подогнанной крышкой, ее края промазываются глиной для герметичности (от утечки газов).
- Емкость помещают в предварительно прогретую печь. Цементация запускается при температуре 850-920°C.
- Атомы углерода поглощаются раскаленным верхним слоем.
Твердая цементация стали допускает неоднократное использование карбюризатора. Для повторного отжига к отработанному карбюризатору достаточно добавить до 30% свежей смеси.
Для большинства ответственных машинных деталей (валы, поршневые пальцы, зубчатые колеса, лемехи, шпиндели) достаточной считается глубина цементированного слоя от 0,6 до 2 мм. Время выдержки для приобретения достаточной твердости может варьироваться от 6 до 20 часов.
Изделия после цементации в твердом карбюризаторе получаются прочными, но хрупкими. Чтобы избавится от нежелательного свойства, детали подвергают термообработке (закалке) с нагревом до 840-850°С, с последующим отпуском (нагревом до 780-800°С), снимающим внутренние напряжения.
Графитом
Цементацию стали в домашних условиях можно проводить несколько иным способом, без нагревания в печи.
Для домашних условий применим способ цементации металла с использованием графитового порошка, как вещества с хорошей электропроводимостью. При закалке в графите нагрев идет только по режущей кромке.
Для организации рабочего места потребуется:
- Графитовый порошок, измельчённый в пыль (даёт мельче искры).
- Источник питания (понижающий трансформатор); для комфортной работы графитовым электродом достаточно 6-12 В.
- Провода достаточного сечения.
- Металлическая подложка (поддон, уголок или кусок профиля).
- Предмет, на котором предварительно желательно убрать зазубрины (мелкой шкуркой).
- На металлический поддон насыпается графитовый порошок (его можно получить, сточив графитовую щетку от электродвигателя или из батарейки)
- К подложке подсоединяется плюсовой контакт, к предмету, требующему закалки — отрицательный провод.
- На трансформатор подается напряжение.
- Предмет (лезвие) необходимо перемещать над слоем графита плавными движениями; при этом цепь замыкается и между лезвием и порошком проскакивают небольшие искры.
- Лезвие в процессе нагревается; оно не должно касаться подложки. При контакте с поддоном короткое замыкание (дуга) может прожечь кромку.
- Трудно достичь равномерного прогрева в порошке, и, следовательно, приемлемого качества для изделия заметных размеров. Науглераживание детали углеродом графита подходит для цементирования режущей кромки садового инструмента (лопат) и ножей. Для ответственных деталей метод не рекомендуется.
- Теоретически качественная цементация идет со скоростью около 0,1 мм/час. Скорость можно увеличить, увеличив температуру, но это также становится причиной итоговой хрупкости.
Таким способом можно цементировать лопату, косу, сверло, отвертку, ножи газонокосилки.
Цементация проводится и в менее распространенных карбюризаторах.
В пасте
Способом можно пользоваться дома. Пасту необходимо нанести на предмет и дать ей подсохнуть. После предмет помещается в печь и выдерживается при 900-950°С расчетное время. Таким методом можно добиться толщины науглероженного слоя в 0,7-0,8 мм.
Паста состоит из:
- сажи, 55 %;
- кальцинированной соды (желтая соль), 30 %;
- щавелевокислого натрия, 15%.
Составляющие размешиваются в воде до пастообразного состояния.
В растворе электролита
Метод базируется на анодном эффекте и подходит для небольших предметов.
- Предмет погружается в печь-ванну с раствором, предварительно разогретым до рабочей температуры (от 450 до 1050°С, в среднем — 850-860°С). Необходимое напряжение составляет 150-300 В.
- За 1,5-2 часа поверхность металла насыщается углеродом на глубину 0,3-0,4 мм.
Стандартный раствор содержит:
- соду 75-85 %;
- хлористый натрий 10-15 % ;
- карбид кремния 6-10 %.
Видео: цементация (закалка).
Цементация в кипящем слое
Промышленный метод, протекающий в специальной установке (печи кипящего слоя). Основа метода — получение псевдожидкого состояния сыпучего вещества (корунда) в смеси раскаленных газов (в экзогазе). Температура распределяется равномерно по всему объему печи, что уменьшает деформацию предметов и их коробление.
Обработку изделия не заканчивают цементацией; рекомендуется провести термообработку (отпуск) или отшлифовать его. Чтобы достичь необходимого уровня прочности при цементации и закрепить его твердость, необходимо правильно соблюдать условия технологического процесса.

✅ Например, хранящиеся в сарайчике сверла/метчики/развертки со временем покрылись следами коррозии. Этого можно избежать, если покрыть их тонким слоем меди.
Для эксперимента возьмем пару метчиков.
легким движением руки…

получаем такой результат.
Слишком толстый слой покрытия нам не нужен, он будет хуже держаться, поэтому достаточно буквально нескольких секунд обработки.
В описанном примере, кроме защитных свойств, нанесенный слой способствует более мягкой и легкой работе с метчиком, так как трение меди со сталью в два раза ниже, чем стали со сталью
ИМХО описываемый способ защиты металла не самый плохой и не самый сложный- сама обработка занимает всего несколько секунд (гораздо больше времени потребуется на очистку и обезжиривание).

✅ Металл, кстати, не обязательно окунать в раствор, можно намочить тупфер и им протирать выбранные участки или даже поупражняться в каллиграфии-наносить надписи на металлические поверхности.
Для эксперимента отшлифовал поверхность вала, чтобы подшипник на нем болтался пошловатая правда какая-то картинка получилась :)
После нескольких окунаний в раствор подшипник уже рукой не натягивается — необходимо впрессовывать.
Макнул пару деталек для пробы. Даже без дополнительной обработки поверхности, выглядит довольно интересно
Пробовал царапать металл- покрытие получается относительно прочное…
Для работы с алюминием (а так же усиления и ускорения процесса), необходим дополнительный источник питания и медный электрод, для поддержания нужной концентрации меди в растворе.
-Плюс подаем на медный электрод-донор, минус на обрабатываемую деталь
Любопытно, что нанесение покрытия возможно не только на металлы, но и на дерево, засушенные растения, насекомых и прочие неметаллические поверхности.
Подобная возможность просто находка для любителей изготовления различных декоративных предметов.
Технология нанесения не сильно отличается от описанной, просто сначала на поверхность наносится электропроводный лак или графитовый порошок, затем все по описанному выше сценарию. Понадобится некоторая сноровка и (возможно) дополнительные присадки, для получения матового или зеркального покрытия и получения необычных эффектов на поверхности (патинирование и другие).
-под слоем меди находится действительно то, что Вы видите!
-Варианты применения меднения не ограничиваются перечисленными выше, а главный плюс описанной технологии: простота, доступность компонентов и их мизерная стоимость.
Вероятно, описанным методом, при необходимости, можно экранировать небольшой корпус устройства (на манер корпуса ноутбука), металлизировать поверхность, в некоторых случаях восстановить или добавить дорожку на плате, сделать надпись, покрыть ручку аппаратуры в стиле стимпанкМожно покрыть медью кусок свинца и сдать в металлолом :)))и т.п…
Кстати, подобным же образом делают копии отдельных предметов (например редкой монеты) :).
На этом пожалуй и все ;) Надеюсь идея статьи Вам понравилась.
Всем удачи и хорошего настроения!☕
Иногда после покупки ручного инструмента выясняется, что он низкого качества из-за огрехов в закалке еще на заводе. Рассмотрим способ термической обработки отверток, долот, сверл, ножей и т. д. в домашних условиях.
Но следует учесть, что закалка приводит наряду с упрочнением металла, к повышению его хрупкости.
Вот отвертка с отломанным кончиком. Это произошло либо от большого крутящего усилия, приложенного к ней, либо от неправильной закалки, что вызвало повышенную хрупкость металла.

Посмотрим, как правильно закаливать сталь, чтобы она стала прочной и не слишком хрупкой, и быть уверенным в этом. При этом такие инструменты, как долота, стамески и т. д. должны еще иметь острую рабочую кромку.
Понадобится
- емкость с водой;
- газовая горелка;
- механический наждачный круг;
- напильник;
- наждачная бумага с зернистостью 220;
- магнит.

Воду для охлаждения стали после нагрева часто заменяют различными маслами и солевыми составами. А магнитом будем проверять, наряду с изменяющимся при нагревании стали цветом, достаточную температуру закалки, т. к. при ее достижении раскаленный металл теряет магнитные свойства.

То есть конкретный цвет и отсутствие намагниченности являются верными признаками окончания нагрева стали и ее охлаждения в воде.
Закалка отвертки своими руками
Для закалки отвертки вначале напильником и точильным камнем формируем новый конец, т. к. после закалки сталь упрочниться настолько, что напильник просто будет скользить по ней, не срезая металл.

Если же повреждение жала отвертки небольшое, то можно обойтись без закалки. Достаточно ее обработать на точильном круге не более двух секунд и тут же охладить в холодной воде.

Газовой горелкой нагреваем конец отвертки с заново сформированным жалом. Видно, как при нагревании изменяется его цвет, что важно для закалки. Также проверим готовность инструмента к закалке магнитом. Он перестает притягиваться к металлу, когда температура достигает 760 градусов Цельсия, и его нужно быстро охлаждать.



Это нужно для процесса отпуска, чтобы наблюдать за температурой по цветам побежалости, которые принимают окислы, и вовремя охладить отвертку.
Для нагрева инструмента без пластиковой ручки до 260 градусов Цельсия можем воспользоваться электропечью, поместив его туда на 20 минут. Затем, ухватив пассатижами, опустить в воду.
Под действием пламени газовой горелки цвет отвертки меняется от светло-желтого через другие и становится фиолетовым, затем темно-синим, достигая кончика отвертки. Этот цвет становится сигналом прекращения нагрева и охлаждения отвертки в воде.

Смотрите видео
Хрупкими могут стать изначально пластичные элементы.

Что представляют собой
Хрупкость – антипод пластичности. Это свойство вещества разрушаться без визуально различимых деформаций. То есть на изломе, например, цинковой проволоки цвет, блеск, структура не изменятся.
Хрупкие металлы подразделяются на две группы:
- Наделенные этим свойством от природы.
- Ставшие таковыми в результате обработки.
Ко второй группе причисляются также сплавы.
Причины уязвимости
Склонность к разрушению у металлов, других простых веществ, сплавов обусловлена следующими причинами:
-
Структура. Например, у сурьмы это крупные зерна. У стали – доминирование в структуре а-фазы.
Переход металла в хрупкое состояние происходит при разных температурах.
- Скорость нагрузки. Чем быстрее возрастает нагрузка на материал, тем быстрее он разрушится. Резкие удары способны погубить даже пластичные структуры (малоуглеродистую сталь).
Сплавы становятся хрупкими из-за примесей:
Список
К металлам с изначальной хрупкостью относятся природные и технологичные материалы.
- Щелочноземельные – бериллий.
- Легкоплавкие – олово, висмут.
- Тяжелые элементы – цинк, марганец, хром, сурьма, кобальт.
В списке присутствуют уникумы:
- Вольфрам. Самый прочный на растяжение среди металлов. . Твердый хрупкий платиноид голубовато-серебристого цвета, второй по плотности среди простых веществ, тугоплавкий. . Мягкий хрупкий белый металл.
Самый хрупкий металл – сурьма. Ее легко сделать порошком вручную.
Материалы, полученные в результате технологических процессов: бронза, белый чугун, сталь с высоким содержанием углерода.
Особенности обработки
Материалы, наделенные хрупкостью, разрушаются при попытке их удлинить даже на пару процентов.
Поэтому их обработка специфична:
- Перед работой материал подогревают, чтобы нейтрализовать хладноломкость.
- Исключено воздействие давлением. Например, чугун (нагретый либо холодный) после такой операции сохранит форму, но внутренне разрушится.
- Болванки из хрупких сплавов (чугунные, бронзовые) рубят от края к центру.
Неоднозначно воздействие закалки. В отличие от подогрева, при такой обработке кратно увеличивается прочность стали, других материалов, но в ущерб пластичности. То есть порог хрупкости понижается.
Хрупкие металлы легче разрушить растяжением, чем сжатием.
Где используются
Малопластичные вещества используют там, где исключено резкое механическое воздействие:
- Производство катализаторов.
- Электроника.
- Лаки, краски.
- Аптечные препараты.
- Косметические средства.
Алюминид титана задействуют в космических технологиях и медицине.
Читайте также: