
Как сделать менажницы на фрезерном станке с чпу
Обновлено: 04.07.2024
Цель обзора — не столько похвастаться, сколько показать возможность сделать для себя помощника самому. Надеюсь этим обзором подать кому-то идею, и возможно не только повторить, но и сделать еще лучше. Поехали…
Так получилось, что с чертежами я связан давно. Т.е. моя профессиональная деятельность с ними тесно связана. Но одно дело, когда ты делаешь чертеж, а после уже совсем другие люди воплощают объект проектирования в жизнь, и совсем другое, когда ты воплощаешь объект проектирования в жизнь сам. И если со строительными вещами у меня вроде как нормально получается, то с моделизмом и другим прикладным искусством не особо.
Так вот давно была мечта из нарисованного в автокаде изображения, сделать вжжик — и оно вот в натуре перед тобой, можно пользоваться. Идея эта время от времени проскакивала, но во что-то конкретное оформиться никак не могла, пока…
Пока я не увидел года три-четыре назад REP-RAP. Ну что ж 3Д принтер это была очень интересная вещь, и идея собрать себе долго оформлялась, я собирал информацию о разных моделях, о плюсах и минусах разных вариантов. В один момент перейдя по одной из ссылок я попал на форум, где сидели люди и обсуждали не 3Д принтеры, а фрезерные станки с ЧПУ управлением. И отсюда, пожалуй, увлечение и начинает свой путь.
В двух словах о фрезерных станках с ЧПУ (пишу своими словами намеренно, не копируя статьи, учебники и пособия).
Для работы такого станка нужен необходимый минимум.
1. База (корпус) с линейными направляющими и передающий механизм (может быть винт или ремень)
2. Шпиндель (я вижу кто-то улыбнулся, но так он называется) — собственно двигатель с цангой, в которую устанавливается рабочий инструмент — фреза.
3. Шаговые двигатели — двигатели, позволяющие производить контролируемые угловые перемещения.
4. Контроллер — плата управления, передающая напряжения на двигатели в соответствии с сигналами, полученными от управляющей программы.
5. Компьютер, с установленной управляющей программой.
6. Базовые навыки черчения, терпение, желание и хорошее настроение. ))
По пунктам:
1. База.
по конфигурации:
разделю на 2 типа, существуют более экзотические варианты, но основных 2:
С подвижным порталом:
Собственно, выбранная мной конструкция, в ней есть основа на которой закреплены направляющие по оси X. По направляющим оси Х передвигается портал, на котором размещены направляющие оси Y, и перемещающийся по нему узел оси Z.
Со статическим порталом
Такая конструкция представляет и себя корпус он же и является порталом, на котором размещены направляющие оси Y, и перемещающийся по нему узел оси Z, а ось Х уже перемещается относительно портала.
по материалу:
корпус может быть изготовлен из разных материалов, самые распространенные:
— дюраль — обладает хорошим соотношением массы, жесткости, но цена (именно для хоббийной самоделки) все-таки удручает, хотя если на станок имеются виды по серьезному зарабатыванию денег, то без вариантов.
— фанера — неплохая жесткость при достаточной толщине, небольшой вес, возможность обрабатывать чем угодно :), ну и собственно цена, лист фанеры 17 сейчас совсем недорог.
— сталь — часто применяют на станках большой площади обработки. Такой станок конечно должен быть статичным (не мобильным) и тяжелым.
— МФД, оргстекло и монолитный поликарбонат, даже ДСП — тоже видел такие варианты.
Как видите — сама конструкция станка весьма схожа и с 3д принтером и с лазерными граверами.
Я намеренно не пишу про конструкции 4, 5 и 6 -осевых фрезерных станков, т.к. на повестке дня стоит самодельный хоббийный станок.
2. Шпиндель.
Собственно, шпиндели бывают с воздушным и водяным охлаждением.
С воздушным охлаждением в итоге стоят дешевле, т.к. для них не надо городить дополнительный водяной контур, работают чуть громче нежели водяные. Охлаждение обеспечивается установленной на тыльной стороне крыльчаткой, которая на высоких оборотах создает ощутимый поток воздуха, охлаждающий корпус двигателя. Чем мощнее двигатель, тем серьезнее охлаждение и тем больше воздушный поток, который вполне может раздувать во все стороны
пыль (стружку, опилки) обрабатываемого изделия.
С водяным охлаждением. Такой шпиндель работает почти беззвучно, но в итоге все-равно разницу между ними в процессе работу не услышать, поскольку звук обрабатываемого материала фрезой перекроет. Сквозняка от крыльчатки, в данном случае конечно нет, зато есть дополнительный гидравлический контур. В таком контуре должны быть и трубопроводы, и помпа прокачивающая жидкость, а также место охлаждения (радиатор с обдувом). В этот контур обычно заливают не воду, а либо ТОСОЛ, либо Этиленгликоль.
Также шпиндели есть различных мощностей, и если маломощные можно подключить напрямую к плате управления, то двигатели мощностью от 1кВт уже необходимо подключать через блок управления, но это уже не про нас. ))
Да, еще частенько в самодельных станках устанавливают прямые шлифмашины, либо фрезеры со съемной базой. Такое решение может быть оправдано, особенно при выполнении работ недолгой продолжительности.
В моем случае был выбран шпиндель с воздушным охлаждением мощностью 300Вт.
3. Шаговые двигатели.
Наибольшее распространение получили двигатели 3 типоразмеров
NEMA17, NEMA23, NEMA 32
отличаются они размерами, мощностью и рабочим моментом
NEMA17 обычно применяются в 3д принтерах, для фрезерного станка они маловаты, т.к. приходится таскать тяжелый портал, к которому дополнительно прикладывается боковая нагрузка при обработке.
NEMA32 для такой поделки излишни, к тому же пришлось бы брать другую плату управления.
мой выбор пал на NEMA23 с максимальной мощностью для этой платы — 3А.
Также люди используют шаговики от принтеров, но т.к. у меня и их не было и все равно приходилось покупать выбрал всё в комплекте.
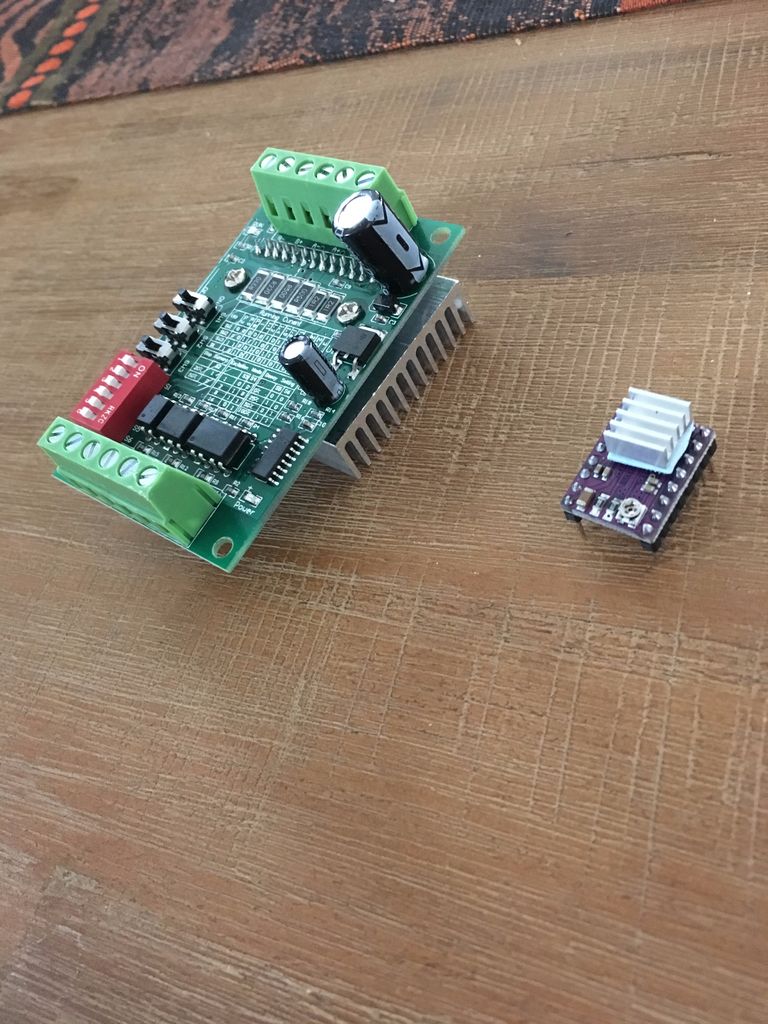
4. Контроллер
Плата управления, получающая сигналы от компьютера и передающая напряжение на шаговые двигатели, перемещающие оси станка.
5. Компьютер
Нужен комп отдельный (возможно весьма старый) и причин тому, пожалуй, две:
1. Вряд ли Вы решитесь располагать фрезерный станок рядом с тем местом, где привыкли читать интернетики, играть в игрушки, вести бухгалтерию и т.д. Просто потому, что фрезерный станок — это громко и пыльно. Обычно станок либо в мастерской, либо в гараже (лучше отапливаемом). У меня станок стоит в гараже, зимой преимущественно простаивает, т.к. нет отопления.
2. По экономическим соображениям обычно применяются компьютеры уже не актуальные для домашней жизни — сильно б/у :)
Требования к машине по большому счету ни о чем:
— от Pentium 4
— наличие дискретной видеокарты
— RAM от 512MB
— наличие разъема LPT (по поводу USB не скажу, за имением драйвера, работающего по LPT, новинки пока не изучал)
такой компьютер либо достается из кладовки, либо как в моем случае покупается за бесценок.
В силу малой мощности машины стараемся не ставить дополнительный софт, т.е. только ось и управляющая программа.
дальше два варианта:
— ставим windows XP (комп то слабенький, помним да?) и управляющую программу MATCH3 (есть другие, но это самая популярная)
— ставим никсы и Linux CNC (говорят, что тоже очень неплохо все, но я никсы не осилил)
Добавлю, пожалуй, чтоб не обидеть излишне обеспеченных людей, что вполне можно поставить и не пенёк четвертый, а и какой-нибудь ай7 — пожалуйста, если это Вам нравится и можете себе это позволить.
6. Базовые навыки черчения, терпение, желание и хорошее настроение.
Тут в двух словах.
Для работы станка нужна управляющая программа (по сути текстовый файл содержащий координаты перемещений, скорость перемещений и ускорения), которая в свою очередь готовится в CAM приложении — обычно это ArtCam, в этом приложении готовиться сама модель, задаются ее размеры, выбирается режущий инструмент.
Я обычно поступаю несколько более долгим путем, делаю чертеж, а AutoCad потом, сохранив его *.dxf подгружаю в ArtCam и уже там готовлю УП.
Ну и приступаем к процессу создания своего.
Перед проектированием станка принимаем за отправные точки несколько моментов:
— Валы осей будут сделаны из шпильки строительной с резьбой М10. Конечно, бесспорно существуют более технологичные варианты: вал с трапециевидной резьбой, шарико-винтовая передача(ШВП), но необходимо понимать, что цена вопроса оставляет желать лучшего, а для хоббийного станка цена получается вообще космос. Тем не менее со временем я собираюсь провести апгрейд и заменить шпильку на трапецию.
— Материал корпуса станка – фанера 16мм. Почему фанера? Доступно, дешево, сердито. Вариантов на самом деле много, кто-то делает из дюрали, кто-то из оргстекла. Мне проще из фанеры.
Делаем 3Д модель:
Развертку:
Далее я поступил так, снимка не осталось, но думаю понятно будет. Распечатал развертку на прозрачных листах, вырезал их и наклеил на лист фанеры.
Выпилил части и просверлил отверстия. Из инструментов — электролобзик и шуруповерт.
Есть еще одна маленькая хитрость, которая облегчит жизнь в будущем: все парные детали перед сверлением отверстий сжать струбциной и сверлить насквозь, таким образом Вы получите отверстия, одинаково расположенные на каждой части. Даже если при сверлении получится небольшое отклонение, то внутренние части соединенных деталей будут совпадать, а отверстие можно немного рассверлить.
Итак, заказываем, ждем, выпиливаем и собираем.
Изначально драйвер и блок питания для него установил в корпус с компом вместе.
Позже было принято решение разместить драйвер в отдельном корпусе, он как раз появился.
Ну и старенький монитор как-то сам поменялся на более современный.
как я говорил вначале, никак не думал, что буду писать обзор, поэтому прилагаю фотографии узлов, и постараюсь дать пояснения по процессу сборки.
Сначала собираем три оси без винтов, для того чтобы максимально точно выставить валы.
Берем переднюю и заднюю стенки корпуса, крепим фланцы для валов. Нанизываем на оси Х по 2 линейных подшипника и вставляем их во фланцы.
Крепим дно портала к линейным подшипникам, пытаемся покатать основание портала туда-сюда. Убеждаемся в кривизне своих рук, все разбираем и немного рассверливаем отверстия.
Таким образом мы получаем некоторую свободу перемещения валов. Теперь наживляем фланцы, вставляем валы в них и перемещаем основание портала вперед-назад добиваемся плавного скольжения. Затягиваем фланцы.
На этом этапе необходимо проверить горизонтальность валов, а также их соосность по оси Z (короче, чтобы расстояние от сборочного стола до валов была одинаковой) чтобы потом не завалить будущую рабочую плоскость.
С осью Х разобрались.
Крепим стойки портала к основанию, я для этого использовал мебельные бочонки.
Крепим фланцы для оси Y к стойкам, на этот раз снаружи:
Вставляем валы с линейными подшипниками.
Крепим заднюю стенку оси Z.
Повторяем процесс настройки параллельности валов и закрепляем фланцы.
Повторяем аналогично процесс с осью Z.
Получаем достаточно забавную конструкцию, которую можно перемещать одной рукой по трем координатам.
Важный момент: все оси должны двигаться легко, т.е. немного наклонив конструкцию портал должен сам свободно, без всяких скрипов и сопротивления переместиться.
Далее крепим ходовые винты.
Отрезаем строительную шпильку М10 необходимой длины, накручиваем капролоновую гайку примерно на середину, и по 2 гайки М10 с каждой стороны. Удобно для этого, немного накрутив гайки, зажать шпильку в шуруповерт и удерживая гайки накрутить.
Вставляем в гнезда подшипники и просовываем в них изнутри шпильки. После этого фиксируем шпильки к подшипнику гайками с каждой стороны и контрим вторыми чтобы не разболталось.
Крепим капролоновую гайку к основанию оси.
Зажимаем конец шпильки в шуруповерт и пробуем переместить ось от начала до конца и вернуть.
Здесь нас поджидает еще пара радостей:
1. Расстояние от оси гайки до основания в центре (а скорее всего в момент сборки основание будет посередине) может не совпасть с расстоянием в крайних положениях, т.к. валы под весом конструкции могут прогибаться. Мне пришлось по оси Х подкладывать картонку.
2. Ход вала может быть очень тугим. Если Вы исключили все перекосы, то может сыграть роль натяжение, тут необходимо поймать момент натяга фиксации гайками к установленному подшипнику.
Разобравшись с проблемами и получив свободное вращение от начала до конца переходим к установке остальных винтов.
Устанавливаем на ПК MACH3, производим настройки и пробуем!
Про настройку отдельно, пожалуй, писать не буду. Это можно еще пару страниц накатать.
У меня целая радость, сохранился ролик первого запуска станка:
Да, когда в этом видео производилось перемещение по оси Х был жуткий дребезг, я к сожалению, не помню уже точно, но в итоге нашел то ли шайбу болтающуюся, то ли еще что-то, в общем это было решено без проблем.
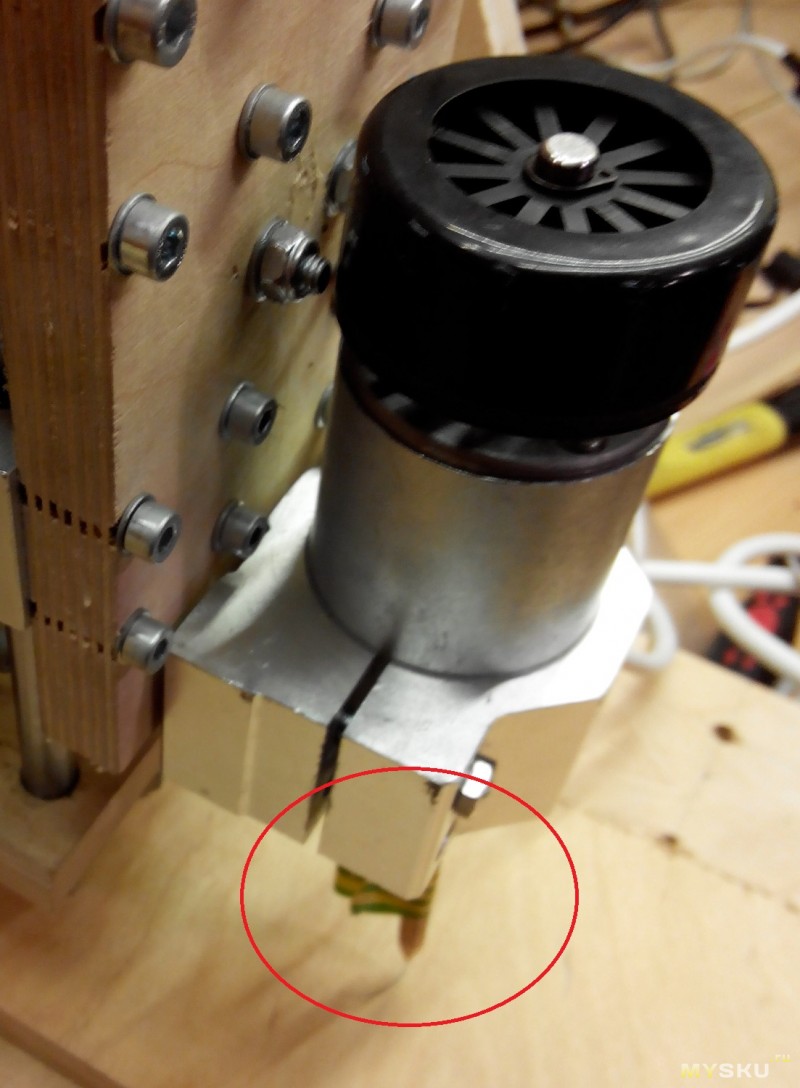
Далее необходимо поставить шпиндель, при этом обеспечив его перпендикулярность (одновременно по Х и по Y) рабочей плоскости. Суть процедуры такая, к шпинделю изолентой крепим карандаш, таким образом получается отступ от оси. При плавном опускании карандаша он начинает рисовать окружность на доске. Если шпиндель завален, то получается не круг, а дуга. Соответственно необходимо выравниванием добиться рисования круга. Сохранилась фотка от процесса, карандаш не в фокусе, да и ракурс не тот, но думаю суть понятна:
Находим готовую модель (в моем случае герб РФ) подготавливаем УП, скармливаем ее MACHу и вперед!
Работа станка:

фото в процессе:
Ну и естественно проходим посвящение ))
Ситуация как забавная, так и в целом понятная. Мы мечтаем построить станок и сразу выпилить что-то суперкрутое, а в итоге понимаем, что на это время уйдет просто уйма времени.
В двух словах:
При 2Д обработке (просто выпиливании) задается контур, который за несколько проходов вырезается.
При 3Д обработке (тут можно погрузиться в холивар, некоторые утверждают, что это не 3Д а 2.5Д, т.к. заготовка обрабатывается только сверху) задается сложная поверхность. И чем выше точность необходимого результата, тем тоньше применяется фреза, тем больше проходов этой фрезы необходимо.
Для ускорения процесса применяют черновую обработку. Т.е. сначала производится выборка основного объема крупной фрезой, потом запускается чистовая обработка тонкой фрезой.
Далее, пробуем, настраиваем экспериментируем т.д. Правило 10000 часов работает и здесь ;)
Пожалуй, я не буду больше утомлять рассказом о постройке, настройке и др. Пора показать результаты использования станка — изделия.
Как видите в основном это выпиленные контуры или 2Д обработка. На обработку объемных фигур уходит много времени, станок стоит в гараже, и я туда заезжаю ненадолго.
Тут мне справедливо заметят — а на… строить такую бандуру, если можно выпилить фигуру U-образным лобзиком или электролобзиком?
Можно, но это не наш метод. Как помните в начале текста я писал, что именно идея сделать чертеж на компьютере и превратить этот чертеж в изделие и послужили толчком к созданию данного зверя.

Ну и специально для MYSKU
Простая прямая пазовая фреза:
Видео процесса:
На этом я буду сворачиваться, но по правилам надо бы подвести итоги.
Минусы:
— Дорого.
— Долго.
— Время от времени приходится решать новые проблемы (отключили свет, наводки, раскрутилось что-то и др.)
Плюсы:
— Сам процесс создания. Только это уже оправдывает создание станка. Поиск решений возникающих проблем и реализация, и является тем, ради чего вместо сидения на попе ровно ты встаешь и идешь делать что-либо.
— Радость в момент дарения подарков, сделанных своими руками. Тут нужно добавить, что станок не делает всю работу сам :) помимо фрезерования необходимо это все еще обработать, пошкурить покрасить и др.
Большое Вам спасибо, если Вы еще читаете. Надеюсь, что мой пост пусть хоть и не подобьет Вас к созданию такого (или другого) станка, но сколько-то расширит кругозор и даст пищу к размышлениям. Также спасибо хочу сказать тем, кто меня уговорил написать сей опус, без него у меня и апгрейда не произошло видимо, так что все в плюсе.
Приношу извинения за неточности в формулировках и всякие лирические отступления. Многое пришлось сократить, иначе текст бы получился просто необъятный. Уточнения и дополнения естественно возможны, пишите в комментариях — постараюсь всем ответить.
Для многих проектов фрезерный станок с ЧПУ необходим для хороших и быстрых результатов. После некоторого исследования существующих на данный момент машин CNC, я пришел к выводу, что все машины с ценой до 150 тыс. не могут удовлетворить мои потребности в отношении рабочего пространства и точности.
- рабочее пространство 900 х 400 х 120 мм
- относительно тихий шпиндель с высокой мощностью на низких скоростях вращения
- максимально возможная жесткость (для фрезерования алюминиевых деталей)
- максимально возможная точность
- USB-интерфейс
- потратить до 150 тыс. рублей
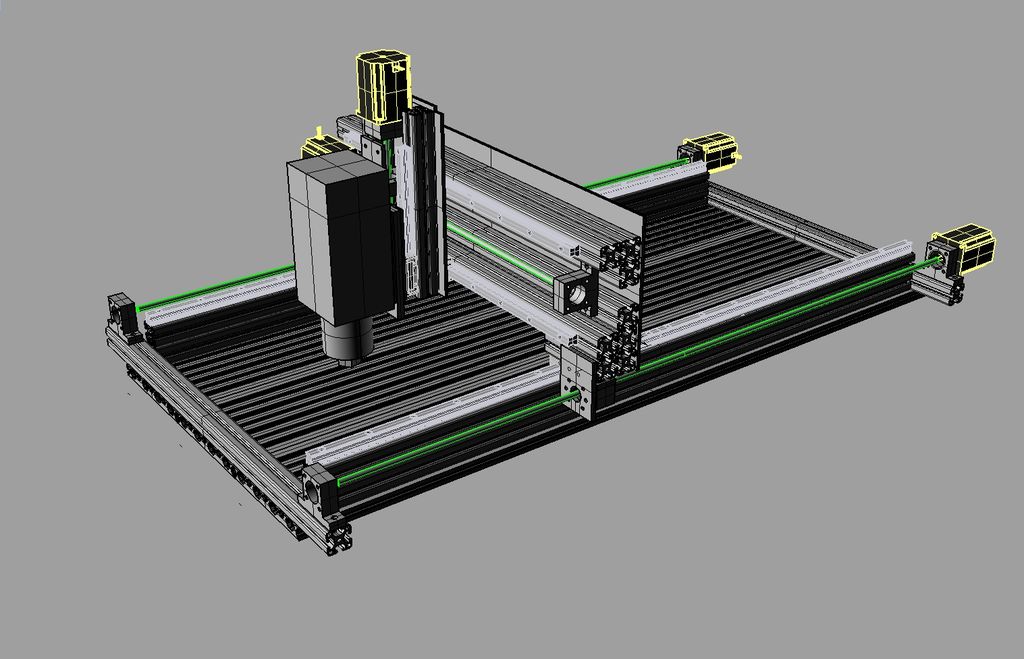
С этими требованиями я начал 3D конструирование с разработкой схем и чертежей, проверяя множество доступных деталей. Основное требование: части должны сочетаться друг с другом. В конце концов я решил построить машину на гайке типа 30-B с 8 алюминиевыми рамами с 16-миллиметровыми шарикоподшипниковыми шпинделями, 15-мм шарикоподшипниковыми направляющими и 3-амперными шаговыми двигателями NEMA23, которые легко вписываются в готовую систему крепления.
Эти детали идеально сочетаются друг с другом без необходимости в изготовлении специальных деталей.
Шаг 1: Строим раму




Главное — это хорошее планирование…
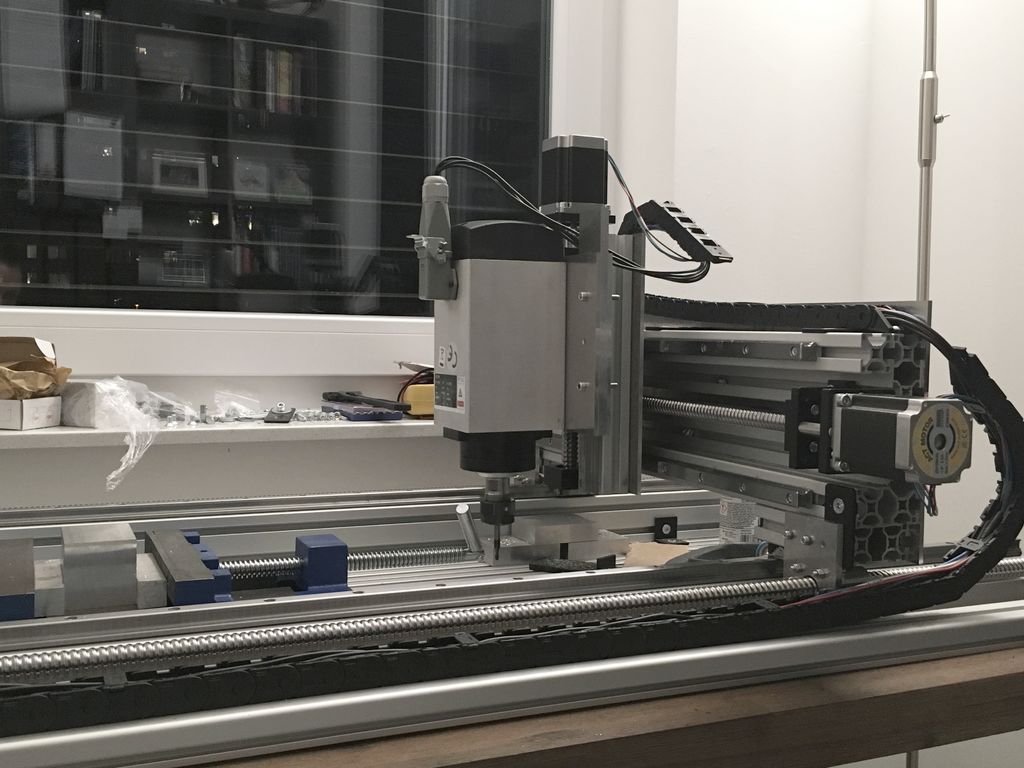
Через неделю после заказа прибыли запчасти. И через несколько минут ось Х была готова. — Проще, чем я думал! 15-миллиметровые линейные подшипники HRC имеют очень хорошее качество, и после их установки вы сразу понимаете, что они будут работать очень хорошо.
Через 2 часа при сборке своими руками станка ЧПУ на Ардуино появилась первая проблема: шпиндели не хотят попадать в роликовые подшипники. Мой морозильник недостаточно большой для 1060 мм шпинделей, поэтому я решил достать сухой лед, что означало приостановить проект на неделю.
Шаг 2: Настройка шпинделей


Пришел друг с пакетом сухого льда, и после нескольких минут заморозки шпиндели отлично вписываются в роликовые подшипники. Еще несколько винтов, и это уже немного похоже на станок с ЧПУ.
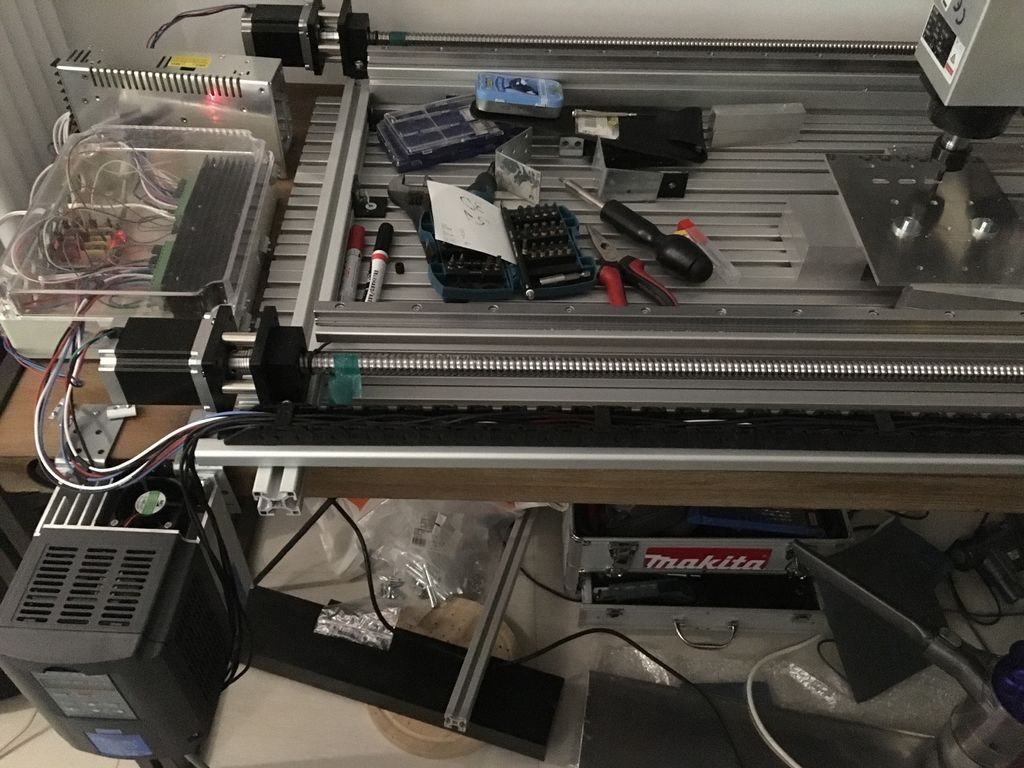
Шаг 3: Электрические детали
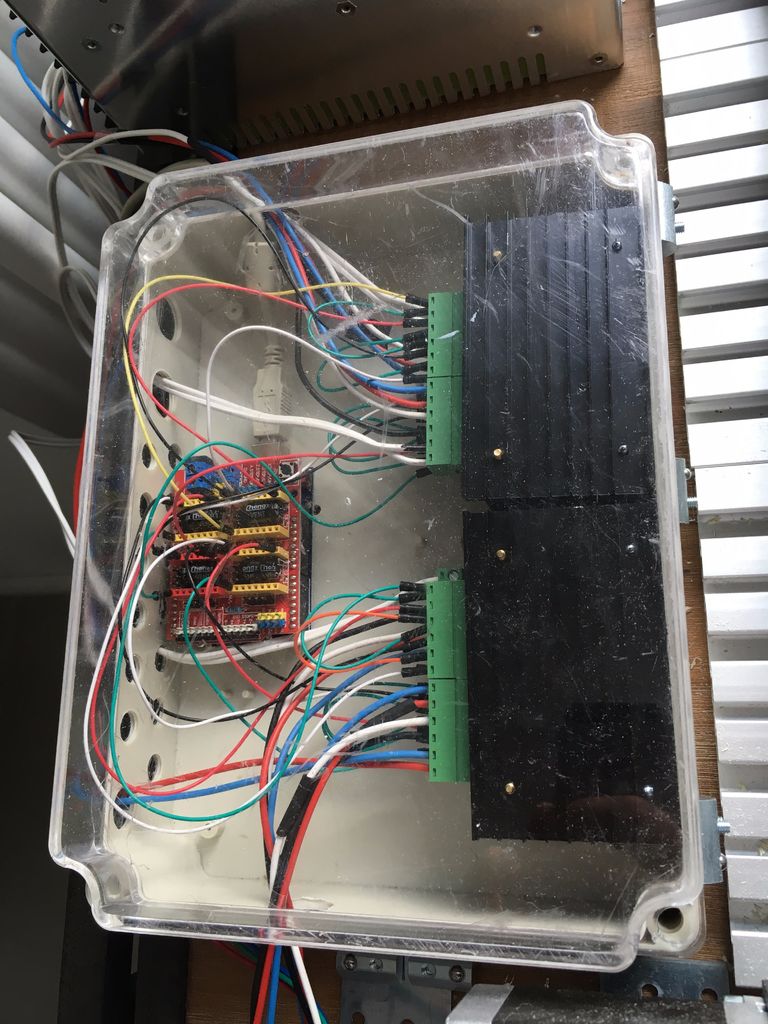
Механическая часть закончена, и я перехожу к электрическим деталям.
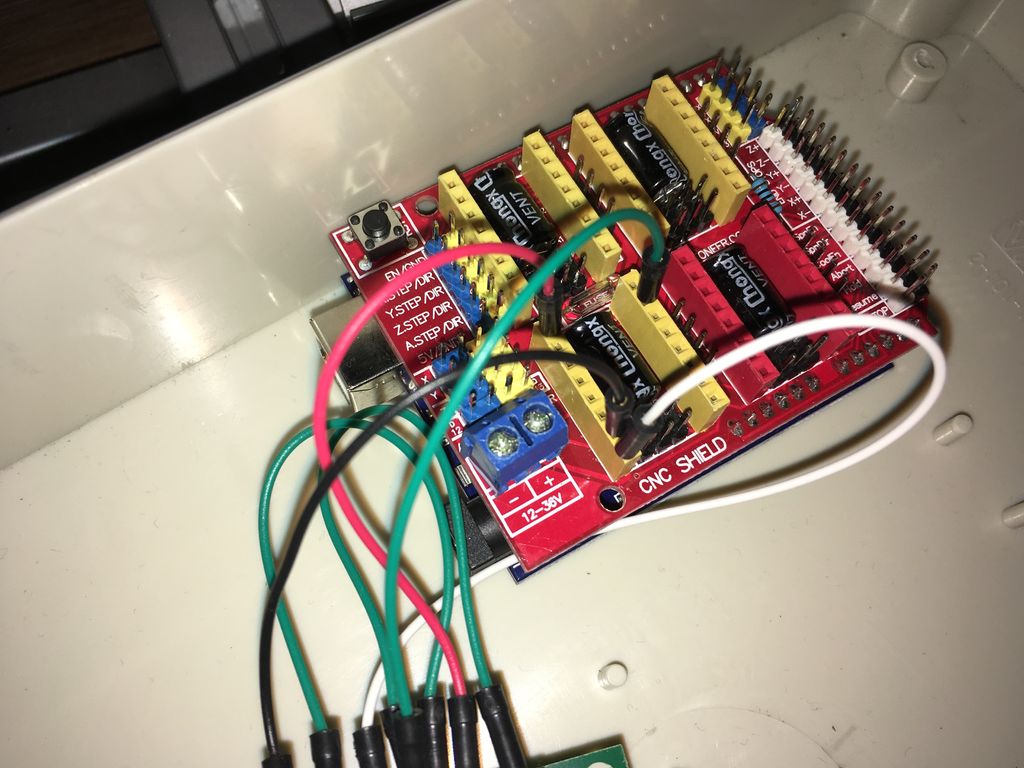
Поскольку я очень хорошо знаком с Arduino и хочу иметь полный контроль через USB, я сначала выбрал Arduino Uno со щитом GRBL и степперами TB8825. Эта конфигурация работает очень просто, и после небольшой настройки машина стала управляемой на ПК. Отлично!
Но так как TB8825 работает максимум на 1,9 А и 36 В (становится очень горячим), этого достаточно для запуска машины, но я заметил потери в шагах из-за слишком малой мощности. Длительный процесс фрезерования при такой температуре представляется кошмаром.
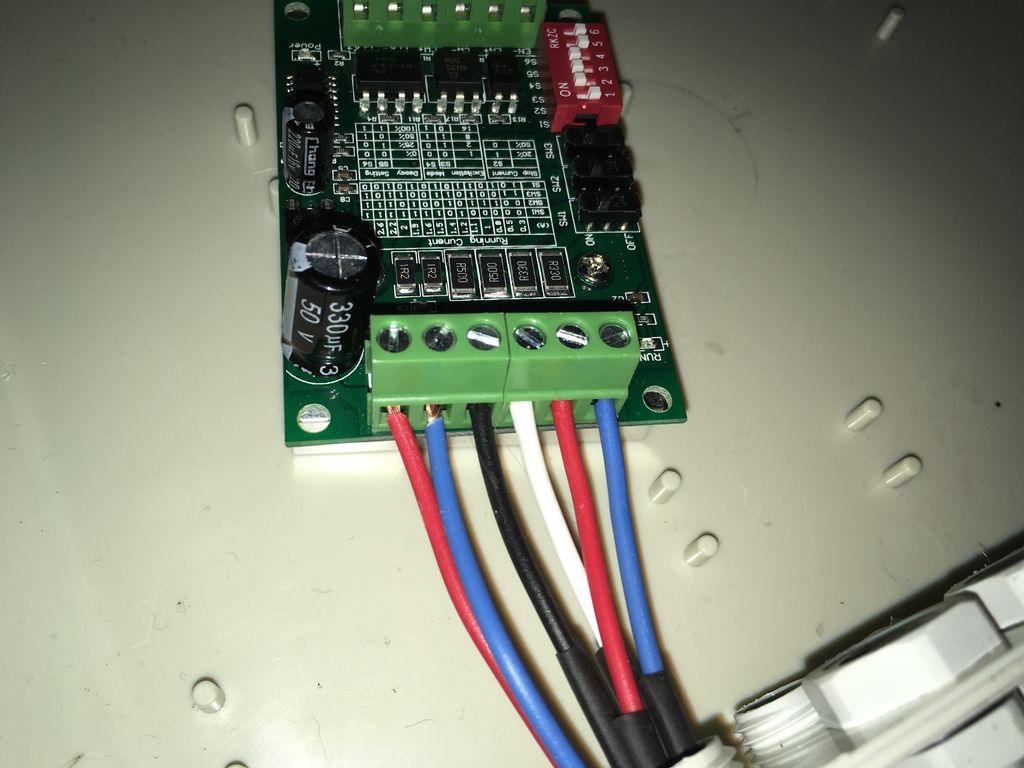
Я купил дешевый TB6560 из Китая (300 рублей за каждый, доставка 3 недели) и подключил их к щиту GRBL. Номинальные напряжения не очень точны для этой платы, вы найдете номиналы от 12 до 32В. Поскольку у меня уже есть источник питания 36 В, я попытался приспособить именно его.
Результат: два шаговых привода работают нормально, один не может выдержать более высокое напряжение, а другой поворачивается только в одном направлении (невозможно изменить направление).
Итак, снова в поисках хорошего драйвера…
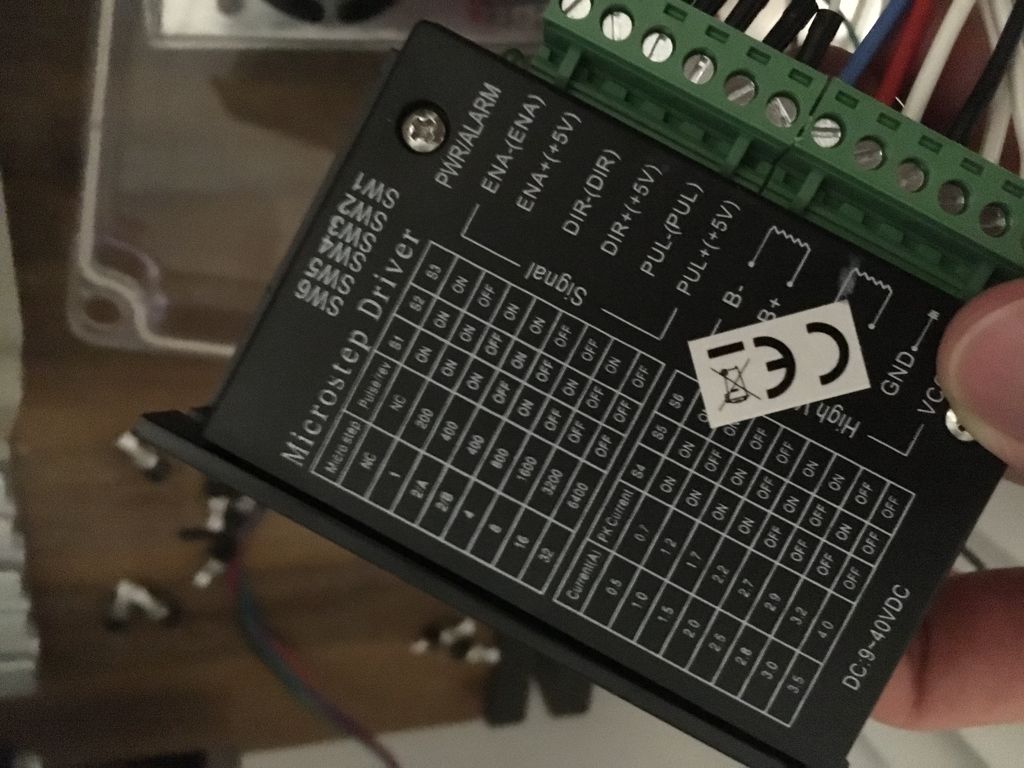
TB6600 — мое окончательное решение. Он полностью закрыт алюминиевым охлаждающим покрытием и прост в настройке. Теперь мои степперы работают по осям X и Y с 2,2А и по оси Z с 2,7А. Я мог поднять до 3А, но поскольку у меня есть закрытая коробка для защиты цепей от алюминиевой пыли, я решил использовать 2,2А, что достаточно для моих нужд и почти не выделяет тепла. Также я не хочу, чтобы степперы уничтожили машину в случае ошибки, когда я даю им слишком много мощности.
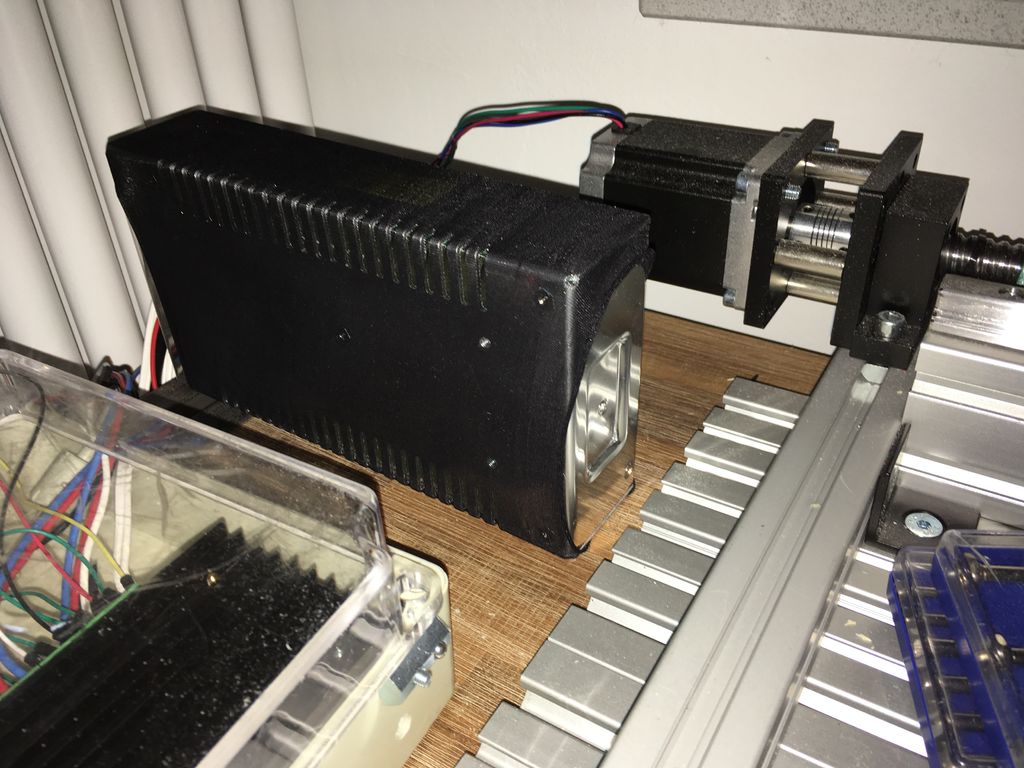
Я долго думал над решением для защиты блока питания степперов и преобразователя частоты от мелких алюминиевых деталей. Существует много решений, когда преобразователь устанавливается очень высоко или на достаточном расстоянии от фрезерного станка. Основная проблема в том, что эти устройства выделяют много тепла и нуждаются в их активном охлаждении. Мое окончательное решение — прекрасные колготки моей девушки. Я разрезал их на кусочки по 30 см и использовал в качестве защитного шланга, что очень просто и обеспечивает хороший воздушный поток.
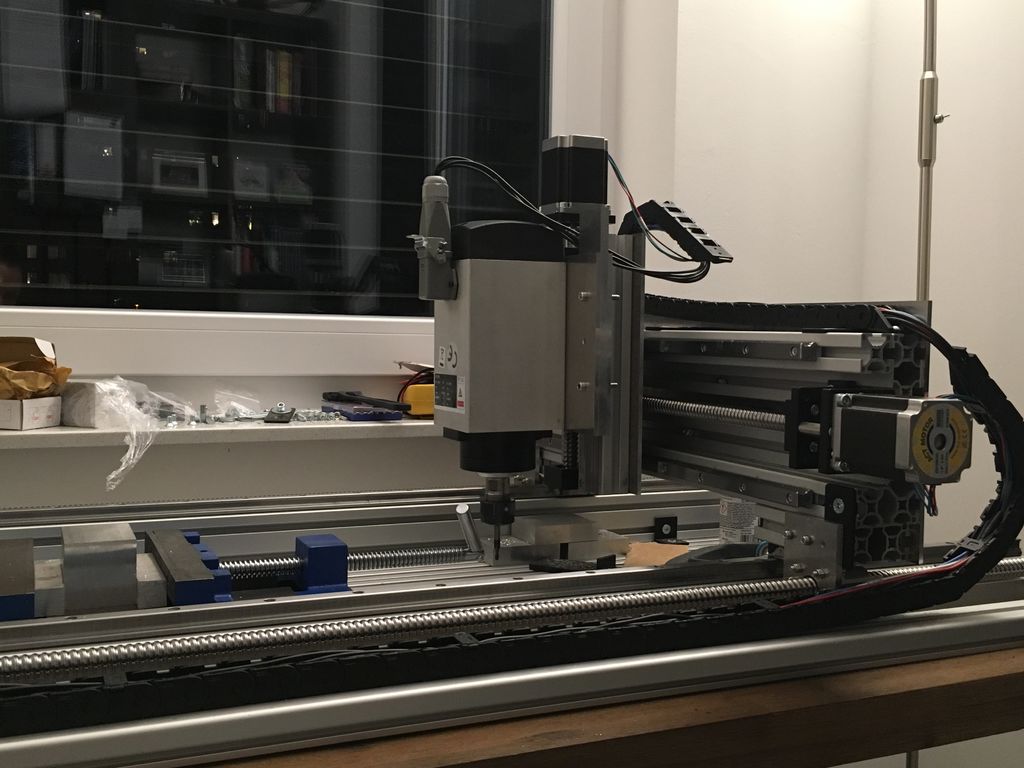
Шаг 4: Шпиндель

Выбор подходящего шпинделя требует много исследований. Сначала я подумал о том, чтобы использовать стандартный шпиндель Kress1050, но, поскольку у него всего 1050 Вт на скорости 21000 об / мин, я не могу ожидать большой мощности на более низких скоростях.
Для моих требований к сухому фрезерованию алюминия и, возможно, некоторых стальных деталей мне нужна мощность на 6000-12000 об / мин.
Вот почему я, наконец, выбрал частотно-регулируемый привод на 3кВт из Китая (вместе с конвертером) за 25 тыс. рублей.
Качество шпинделя очень хорошее. Он довольно мощный и простой в настройке. Я недооценил вес в 9 кг, но, к счастью, моя рама достаточно крепкая и с тяжелым шпинделем проблем нет. (Высокий вес является причиной для привода оси Z на 2,7 А)
Шаг 5: Работа завершена

Готово. Машина работает очень хорошо, у меня было несколько проблем с шаговыми драйверами, но в целом я действительно доволен результатом. Я потратил около 120 тыс. руб., и у меня есть машина, которая точно соответствует моим потребностям.
Первый фрезерный проект был отрицательной формой в POM (Parallax occlusion mapping). Станок отлично справился с задачей!
Шаг 6: Доработка для фрезерования алюминия

Уже в POM я увидел, что крутящий момент на Y-образном подшипнике немного велик, и машина изгибается при высоких усилиях вокруг оси Y. Вот почему я решил купить вторую рейку и соответственно модернизировать портал.
После этого почти нет люфта из-за усилия на шпинделе. Отличное обновление и, конечно, стоит своих денег (10 тыс. рублей).
Теперь я готов к алюминию. При работе с AlMg4,5Mn я получил очень хорошие результаты без какого-либо охлаждения.
Шаг 7: Заключение
Создание собственного станка с ЧПУ на самом деле не ракетостроение. У меня относительно плохие условия работы и оборудование, но имея хороший план работ нужно всего несколько бит, отвертка, зажимы и обычный сверлильный станок. Один месяц в CAD и на план покупок, и четыре месяца сборки, чтобы завершить установку. Создание второго станка прошло бы намного быстрее, но без каких-либо предварительных знаний в этой области мне пришлось много узнать о механике и электронике за это время.
Шаг 8: Детали
Здесь вы можете найти все основные части станка. Я бы порекомендовал сплавы AlMg4,5Mn для всех алюминиевых пластин.
Электрические:
Я купил все электрические части на Ebay.
- Arduino + GRBL-Shield: ~ 1500 руб.
- Шаговый драйвер: 1000 руб.\шт
- Блок питания: 3000 руб.
- Шаговые двигатели: ~ 1500 руб.\шт
- Фрезерный шпиндель + инвертор: 25 тыс. руб.
- Линейные подшипники: ссылка
- Линейные рельсы: ссылка
- Шариковые циркуляционные шпиндели: ссылка
- 2x1052mm
- 1x600mm
- 1x250mm
- Фиксированные подшипники шпинделя + держатель степпера: ссылка
- Плавающий подшипник: ссылка
- Шпиндельно-шаговые соединения: заказал китайские муфты за 180 руб.\шт
- Нижние профили: ссылка
- Х-профили для рельсов: ссылка
- Y-образные профили для установки степпера / шпинделя оси X: ссылка
- Профиль на линейном подшипнике X: ссылка
- Задняя панель / Монтажная панель: 5 мм алюминиевая пластина 600×200.
- Y-профили: 2x ссылка
- Z-профиль: ссылка
- Z-монтажная пластина: 5 мм 250×160 Алюминиевая пластина
- Z-скользящая пластина для крепления шпинделя: 5 мм 200×160 Алюминиевая пластина
Шаг 9: Программное обеспечение
Попользовавшись CAD, затем CAM и, наконец, G-Code Sender я очень разочарован. После долгих поисков хорошего программного обеспечения я остановился на Estlcam, которое является очень удобным, мощным и очень доступным (3 тыс. рублей).
Он полностью перезаписывает Arduino и самостоятельно контролирует шаговые двигатели. Есть много хороших задокументированных функций. Пробная версия обеспечивает полную функциональность программного обеспечения, лишь добавляя время ожидания.
К примеру, поиск края. Нужно просто подключить провод к контакту Arduino A5 и к заготовке (если не металлическая, то используйте алюминиевую фольгу, чтобы временно покрыть ее). С помощью машинного управления вы можете теперь прижимать инструмент для фрезерования к рабочей поверхности. Как только цепь замыкается, машина останавливается и устанавливает ось на ноль. Очень полезно! (обычно заземление не требуется, потому что шпиндель должен быть заземлен)
Шаг 10: Усовершенствование
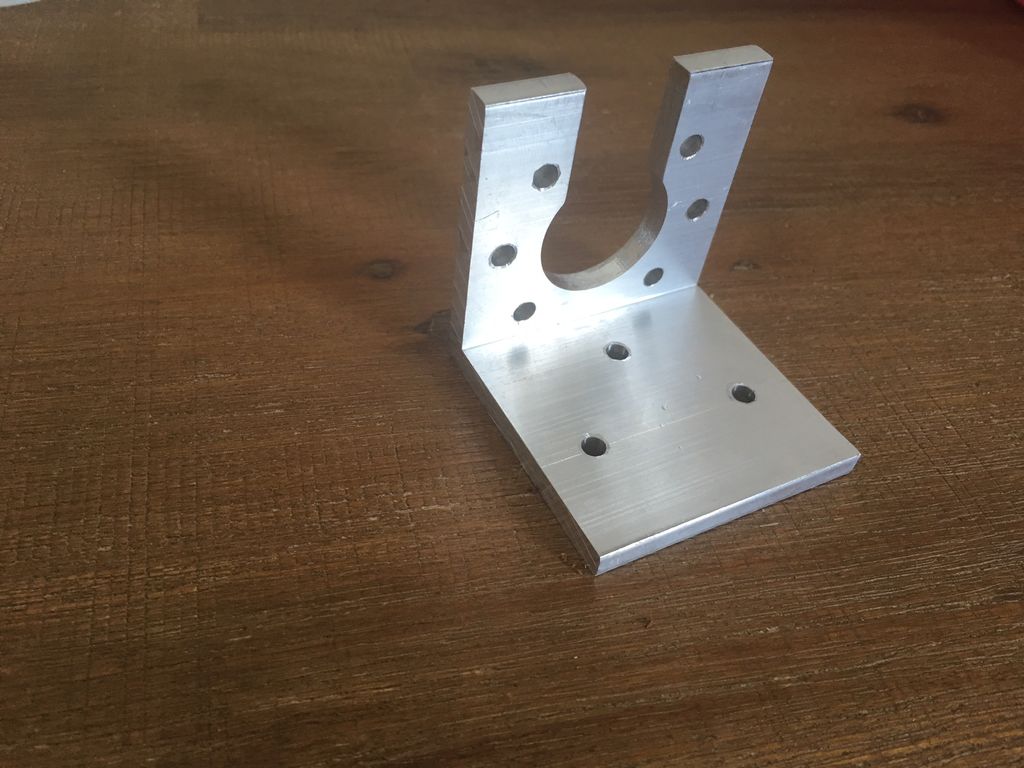
До настоящего времени оси Y и Z имели временные пластиковые кронштейны для передачи усилий гаек шпинделя и соответственно перемещали фрезерный шпиндель.
Пластиковые скобы были из прочного пластика, но я им не слишком доверяю. Представьте, что скоба оси Z будет тормозить, фрезерный шпиндель просто упадет (очевидно, в процессе фрезерования).
Вот почему я теперь изготовил эти кронштейны из алюминиевого сплава (AlMgSi). Результат прилагается на картинке. Они теперь намного прочнее, чем пластиковая версия, которую я сделал раньше без фрезерного станка.
Шаг 11: Станок в работе
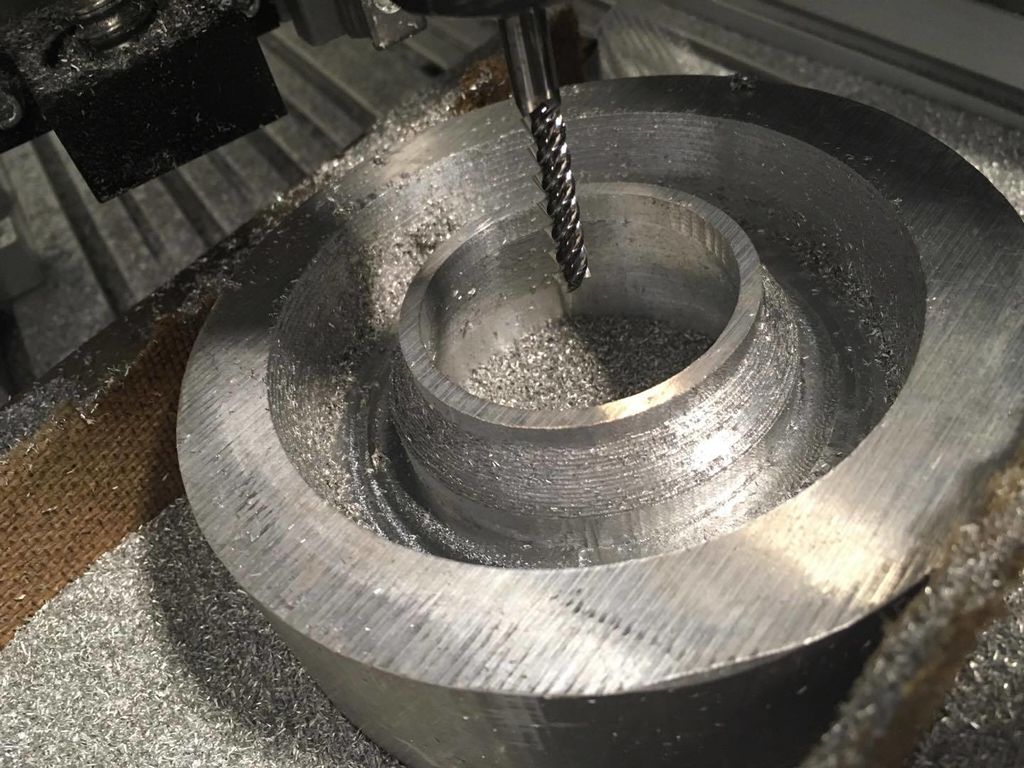



Теперь с небольшой практикой ЧПУ станок по дереву своими руками уже дает очень хорошие результаты (для хобби). На этих снимках изображено сопло из AlMg4,5Mn. Я должен был фрезеровать его с двух сторон. На последнем фото то, что получилось еще без полировки или наждачной бумаги.
Я использовал фрезу VHM 6 мм с 3 лопостями. Я понял, что 4-6-миллиметровые инструменты дают очень хорошие результаты на этом станке.
Рассказываю как сделать какую-либо вещь с пошаговыми фото и видео инструкциями.

В интернете не так много готовых проектов по которым можно самостоятельно собрать себе станок с чпу.
- Многие жаждут денег за подобные конструкции, которые по сути ничего из себя не представляют.
- Поэтому я взял какой-то станок, который нашел на авито и на его базе, точнее по фоткам, быстренько "спроектировал", а точнее нарисовал станок.
- Мой проект поможет тем, кто хочет самостоятельно своими руками собрать фрезерный станок с чпу.
- Причины могут быть разные, нет денег на готовый или просто хочется построить что-то своими руками.
В любом случае данная статья для Вас.
Написать эту статью подтолкнуло очередное заявление одного "производителя"
Некоторые “спецы” продают станки чпу и их комплектующие дешево, пытаясь, как мне кажется, заработать на неосведомленности жаждущих заполучить такой волшебный станок для своих столярных целей. Я говорю о фрезерных станках с чпу по дереву, так как по моему разумению, они не годятся для коммерческого использования и причиной тому - время затрачиваемое на обработку изделия, а большинство нуждается в таком станке в коммерческих целях.
Если у вас много времени, то эта статья поможет сэкономить денег, если вы вдруг решите собрать такой станок.
В данной статье вы получите полную информацию по механике трех-осевого станка портального типа, вы найдете чертежи и файлы для передачи на производство или самостоятельного изготовления элементов и комплектующих станка.
Сложности и трудности
Основная сложность - это подбор нужных комплектующих под свои желания рабочего поля станка.
Сделано все под готовые детали с алиэкспресс. По сути вы получаете готовый конструктор и проблем со сборкой возникнуть не должно.
План действий по сборке фрезерного станка
1. Определяем размеры станка
- Размер рабочего поля станка зависит от ходовых винтов
- Винты со стандартной разделкой концов продаются на али комплектами.
- В комплект входит: винт, гайка, крепление гайки, муфта и держатели винтов.
Данный станок имеет следующие размеры:
- оси Y: винт 700мм, профиль 685мм.
- соединительный профиль 685мм
- оси X: винт 500мм, профиль 455мм.
- ось Z: винт 300мм
при этих параметрах
- рабочее поле станка: X-295мм Y-480мм Z-160мм. размеры без установленных концевиков.
Пример
для увеличения размеров по оси Y
берем винт 1500мм, тогда длина профиля составит 1485мм (1500-700+685=1485) увеличиваем ось X (портал)
для винта длиной 1200мм понадобится профиль длиной 1155мм (1200-500+455=1155)
а длина соединительного профиля составит 1385мм (685+(1200-500)=1385) при таких винтах получаем станок с рабочим полем X-995м Y-1280мм Z-160мм


2. Металлические части
- Станок состоит из 14 разных частей 6мм конструкционной стали Ст3. Части собираются посредством сварки, для позиционирования используется шип-паз, с его помощью без труда собираются элементы в единую деталь.
- Кликнув по картинке в описании можно посмотреть номер и количество деталей необходимых для сборки станка.
- Элементы детали рекомендую заказывать на лазерной резке. Малые отверстия КЕРНИМ для дальнейшего просверливания отверстий и нарезания резьбы.












3. Алюминиевый профиль
- Металлический профиль 60х60 30 серия нарезаем в размер в зависимости от длины выбранного ходового винта.*
- Выбираем длину винта и получаем длину профиля для каждой оси. Как посчитать я писал выше.
- Для соединения сварных деалей с профилем используются Т-образные гайки
- Винты М5,M6,M8,М10



4. Комплектующие с АЛИ
- Четыре винта 1605 (ШВП) разной длины (оси Х,Y,Z)
- Четыре гайки 1605
- Четыре муфты с диаметрами 10мм и 8мм
- Четыре крепления гайки
- Четыре фиксируемые опоры FK12
- Четыре Шаговых мотора серии NEMA23 на 18кгс
- Цилиндрические рельсы SBR20 на ось X,Y SBR16 на ось Z
- Подшипники SBR20UU на X,Y (8 шт.) SBR16UU на Z (4 шт.)
ШВП - Шариковинтовая передача 1605, где 16 его диаметр, а 5 шаг на 1 оборот.
* профиль тоже можно посмотреть на алиэкспресс





5. Сборка деталей
- Предварительно во всех элементах нарезаем резьбу согласно чертежам.
- Сборка элементов производится посредством шип-паза, после сборки и фиксации - провариваем.
- Провариваем без фанатизма, иначе поведет и все будет кривое.
- Варим на прихватки либо завариваем шип-паз или комбинируем.
5.1. Собираем "углы" крепления основоной рамы станка
Для сборки необходимо собрать из деталей 1,2,3,4 угловые элементы рамы станка с чпу, чертеж прилагается.
Предварительно нарежьте резьбу согласно чертежу.

Обратите внимание, что "углы" собираются зеркально



5.2. Собираем стойки портала
Стойки портала для станка с чпу собираются аналогично угловым элементам, берем детале 5,6,7,8 и внимательно собираем.
Cледите за тем с какой стороны устанавливаете маленькие детали, на Деталь 5 устанавливается мотор приводящий в движение каретку по оси.
Предварительно нарежьте резьбу согласно чертежу.


5.3. Собираем ось Z станка своими руками
Основу оси Z собираем из деталей 9,12,13, смотрим на картинку и внимательно собираем, не перепутайте.
Предварительно нарежте резьбу согласно чертежу.



Фиксируйте свариваемые детали, к примеру можно взять квадратную трубу и притянув к ней струбцинами детали получим угол 90 градусов. Даже если не получится идеального угла, муфта соединения вала мотора с ШВП (винтом) имеет мягкую вставку, которая компенсирует не соосность.
6. Собираем сам станок
Все элементы готовы и теперь осталось только собрать-скрутить все детали в одно целое, чтобы получить станок на который впоследствии установить чпу систему. В данном варианте это либо MACH 3,4 или LinuxCNC
Алюминиевый конструкционный профиль собирается на Т-гайках, поэтому берем горсть гаек и винтов я использую с внутренним шестигранником (DIN 912). Берем винты класса прочности 8.8 они есть в любом хозмаге.
6.1. Собираем левую и правую часть оси Y
- 1. устанавливаем угловые элементы.
- 2. Собираем направляющую, на цилиндрический рельс SBR20 одеваем две каретки SBR20UU и прикручиваем его к алюминиевому профилю 60х60 винтами М6.
- 3. Тиким же образом собираем вторую направляющую.
- 4. Все теми же винтами М8 соединяем обе направляющие между собой заранее подготовленным профилем, который задает длину оси X, получаем основание станка. Не затягиваем.
- 5. В угловые элементы устанавливаем фиксируемые опоры винтов FK12, крепим на винты М5.
- 6. Берем винт с накрученной на него гайкой, одеваем крпеление гайки к стойке и прикручиваем его на 6 винтов М5.
- 7. Концом с резьбой устанавливаем винт ШВП 1605 в опору FK12 слегка фиксируя гайкой на опоре.
- 8. Шаговый двигатель NEMA 23 c надетой на вал муфтой, устанавливаем на свое место. Крепим винтами М5. Смотрим рисунок.
- 9. Затягиваем гайку, фиксирующую винт на опоре FK12 и фиксируем муфту на винте ШВП и валу двигателя, затягивая винты на соответсвующих половинках муфты.




6.2. Портал фрезерного станка, ось Х
- 1. Соответвующие стороне стойки портала крепим на подшипники SBR20UU на винты М5. Гайку ШВП (SFU1605) не прикручиваем к стойке.
- 2. Устанавливаем заготовленный для портала профиль и прикручиваем его винтами М8, Не затягиваем.
- 3. Прокатываем портал в одну сторону до упора и подтягиваем винты М8 основной рамы станка.
- 4. Прокатываем портал в противоположную сторону и подтягиваем винты основной рамы станка.
- 5. Проверяем как перемещаяется портал, прокатывая его из стороны в сторону. Нужно добиться плавного перемещения портала по всей длине оси Y. После чего протягиваем винты основной рамы станка.
- 6. Собираем направляющую оси X, на цилиндрический рельс SBR20 одеваем две каретки SBR20UU и прикручиваем его к конструкционному профилю сечением 60х60 винтами М6.
- 7. В правую часть портала устанавливаем опору винта FK12, прикручиваем винтами М5.
- 8. Собираем винт, накручиваем на него гайку, на гайку одеваем крпеление и прикручиваем его на 6 винтов М5.
- 9. Концом с резьбой устанавливаем винт ШВП 1605 в опору FK12, слегка фиксируя гайкой на опоре.
- 10. Шаговый двигатель NEMA 23 c надетой на его вал муфтой устанавливаем на свое место. Крепим винтами М5. Смотрим рисунок.
- 11. Затягиваем гайку фиксирующую винт на опоре FK12 и фиксируем муфту на винте ШВП, на валу двигателя не фиксируем.




6.3. Ось Z фрезерного станка
- 1. Опору FK12 устанавливаем снизу платформы оси Z, крепим на винты М5.
- 2. Устанавливаем основу оси Z на подшипники SBR20UU, крепим винтами М5. Подтягиваем винты.
- 3. Прокатывая влево, подтягиваем винты крепления профиля к стойке, прокатывая вправо, подтягиваем винты крепления правой стойки.
- 4. Регулировкой добиваемся плавного движения оси X, затягиваем винты крепления профиля к стойкам.
- 5. Одеваем подшипники SBR16UU на цилиндрические рельсы SBR16, крепим их через проставки Деталь 14 к основе оси Z винтами М5
- 6. Прикручиваем Деталь 10 на подшипники SBR16UU, подтягиваем винты.
- 7. Перемещая каретку оси Z, добиваемся плавного хода, фиксируем винты крепления цилиндрического рельса и Детали 10.
- 8. Устанавливаем винт с гайкой и модулем крепления гайки к подвижной пастине крепения шпинделя. Фиксируем финт гайкой на опоре.
- 9. устанавливаем двигатель с муфтой.
- 10. Устанавливаем крепление шпинделя. В данном варианте используется проставка под брекет шпинделя.




Ну вот, собственно, и вся сборка станка чпу своими руками которую осилит любой желающий.
Ведь здесь от вас требуется только сварка и нарезание резьб. Ну может, еще подрезать цилиндрические рельсы.
- Не забудьте протянуть все винты.
- Если нужно, установите концевики, гибкий кабель-канал.
- Если лень нарезать резьбы, используйте винты с гайками.
Что можно доработать
- Добавить крепления гибкого кабель-канала.
- Увеличить жесткость, например добавить перемычек или сделать "жертвенный" стол из фанеры 18мм
- Проработать стойки портала и конструкцию оси Z, облегчив всю конструкцию.
Заключение
Этот станок может собрать каждый.
Я постарался до мелочей рассказать и показать как и из чего можно все это собрать.
- Габарит станка вы выбираете сами, только не надо делать длинные станки с таким конструктативом.
- Такой станок - прекрасная возможность познакомиться с обработкой материалов резанием. Вы узнаете на каких режимах сможет работать станок с таким конструктативом, сколько времени будет занимать изготовление той или иной детали, 3д картины и тд.
И уже потом сделаете вывод на собственном опыте (как это сделал я собрав второй станок) первый тут), что вы хотите от фрезерного станка с чпу и будете понимать, что могут и что не могут станки супербюджетного ценового диапазона.
И не будете вестись на всякие там уловки, что этот станок все сделает за вас, он позводлит вам сделать все то о чем вы только мечтали.
Мое любимое изречение продаванов таких станков "хотите мы можем поставить такой шпиндель, а хотите в пять раз мощнее". И ни один не спрашивает, а что вы будете на нем резать. Мощьный шпиндель на дохлом станке не сможет раскрыть весь потенциал, и так со всеми элементами станка. (это касаемо дешевых полусамодельных станков коих пруд пруди)
Станок - это железяка и очень непростая, когда дела касается нагрузок, огромную работу нужно провести, чтобы заставить его работать правильно.
Все в этой статье - мое собственное мнение, основанное на личном опыте постройки и обслуживании своих станков и модернизации станков от таких "супер-пупер" производителей.
Я не являюсь супер специалистом в данной области и у меня нет никаких ученых степеней, но есть 5 летний опыт работы на своих двух самодельных станках.
Успехов тем, кто хочет собрать свой станок!
Если понравиться статья ПОДЕЛИСЬ в соцсетях! пусть как можно больше желающих собрать станок своими руками получат такую возможность.
Кому лень отрисовывать каждую деталь станка и собирать предлогаю готовую сборку Сборка станка с чпу в solidworks
Как научиться работать на станке с ЧПУ?
Умение работать на станке открывает перед человеком большие возможности. В этой статье Вы найдете краткую базовую информацию о том, что необходимо знать при работе на станке, с какими трудностями может столкнуться оператор станка и как лучше построить свое обучение.
Для начала работы придется освоить управление станком. Сейчас существует множество различных систем числового программного управления (Mach3, Linux CNC, USB CNC, Rich Auto, Fanuc, OSAI, Sinumerik, OSP, Heidenhain и многие другие). Все они отличаются внешне, имеют определенные различия в функционале, обладают своими преимуществами, недостатками, нюансами, но, в то же время, все они работают по одному и тому же принципу. Достаточно изучить одну систему ЧПУ, чтобы понимать принцип работы всех остальных.




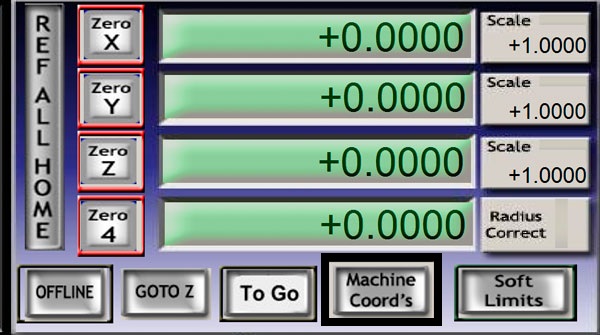
ПЕРЕКЛЮЧЕНИЕ РЕЖИМА ОТОБРАЖЕНИЯ КООРДИНАТ В MACH3
Такая система нулевых точек очень удобна при выполнении управляющих программ на станке с ЧПУ. В ходе выполнения программы всегда возникает необходимость делать вспомогательные перемещения (точка смены инструмента, точка "парковки" инструмента). Сделать это в нулевой точке, настроенной оператором, проблематично, так как ее мы настраиваем индивидуально для каждой обработки в зависимости от расположения заготовки на столе. Это означает, что нам при каждом изменении нулевой точки пришлось бы заново отмерять координаты до всех вспомогательных позиций и вручную прописывать их в программе. Чтобы этого избежать, все подобные вспомогательные перемещения осуществляются в машинной системе координат, так как она неизменна и координаты любой точки в ней всегда одни и те же. Обработка же самой детали происходит относительно нулевой точки настроенной оператором в зависимости от расположения заготовки. Для переключения между системами координат (нулевыми точками) во время выполнения управляющих программ используются специальные команды, которые закладываются в постпроцессор при его настройке.
Любая система ЧПУ имеет три основных режима работы:
1. Ручной режим управления ( Manual ). Когда оператор управляет станком с пульта или с клавиатуры.
2. Режим ручного ввода данных ( Manual Data Input ). Когда оператор управляет станком путем покадрового ввода команд в консоль и их выполнения. Например, включить шпиндель со скоростью вращения 15000 об/мин (S15000 M3), переместиться в определенную координату с подачей 5000 мм/мин (G1 X50 Y50 F5000) и т.д.
3. Автоматический режим управления ( Auto ) – это основной режим работы станка с ЧПУ в котором происходит автоматическое выполнение управляющих программ. Оператор всегда имеет возможность прервать выполнение программы, возобновить ее выполнение, начать выполнение с заданного кадра, внести в программу корректировки и т.д.
Для комфортной и уверенной работы на станке оператору предстоит освоиться с этими режимами работы, научиться настраивать нулевые точки, измерять инструмент, производить его смену, быстро совершать аварийный останов станка при необходимости, возобновлять работу станка после аварийных остановов и внезапного отключения электричества и т.п.

Помимо этого обязательно следует освоить коды управляющих программ. Знание G-кодов и M-кодов, умение читать программу позволяют не только самостоятельно вносить правки в управляющий код не отходя от станка, но и помогают избежать десятков вопросов в ходе работы. Если же этих знаний не будет, то любая ошибка может оказаться для оператора непонятной, и, чаще всего, он не сможет решить проблему самостоятельно.
Для изучения всех этих вопросов существуют специальные мануалы (инструкции). Если речь идет о работе с системой ЧПУ станка, то для каждой системы ЧПУ существует свое "Руководство по эксплуатации", которое всегда можно найти в свободном доступе. Если речь идет об изучении программирования (G-коды, M-коды), то и по этой тематике есть огромное количество книг, инструкций, статей в интернете и изучить этот вопрос при желании не составит труда. G-код основан на едином стандарте, поэтому он одинаков для всех систем ЧПУ (если не считать систему Heidenhain), однако отличия и нюансы все равно существуют. Чтобы учесть такие особенности, можно обратиться к "Руководству по программированию", идущему к конкретной системе ЧПУ.
В качестве примера приведу мануал по системе Mach3 (прямая ссылка на скачивание документа с официального сайта разработчиков Mach3), который включает в себя как вопросы, связанные с эксплуатацией этой системы управления, так и информацию по программированию с помощью G-кодов и M-кодов, применительно к этой системе управления.
С наилучшими пожеланиями!
Автор: Дмитрий Головин Наверх
Читайте также: