
Как сделать матрицу из металла
Обновлено: 28.06.2024
Матрица – это штамп для выработки изделий. Их изготовление длительный ответственный процесс. Получаются они двумя способами – с помощью тяжелого пресса или выдавливания под воздействием высокой температуры. Имеет большое значение сфера их использования. Бывают такие виды:
- формовочные;
- вырубные;
- пробивные;
- гибочные.
Форма для использования на прессе
Изготовление матрицы для пресса имеет свои особенности и требования. От них зависит будущая форма.
- Для пресса, чаще всего изготавливают разъемные формы.
- Для придания круглой формы и пробивки отверстий, используют круглые изделия.
- Чтобы сделать деталь из листового железа объемной, используют формовочные матрицы.
- Если деталь в процессе работы требует гибки металла, используют гибочные матрицы.
Матрицы различаются по внешним признакам и назначению:
- бывают в виде круга;
- прямоугольника;
- слитными;
- разборными;
- профильными.
При изготовлении матрицы очень важно правильно подобрать металл. Твердость металла не должна быть меньше чем 57-65 HRC. В зависимости от сферы деятельности, используются разные виды металла:
- Низкоуглеродистая закаленная сталь применяется дляпроизводства небольших партий деталей.
- Твердые сплавы - инструментальная или легированная сталь, углеродистая применяется в серийном производстве.
- Высоколегированная сталь использует если нет термической обработки.
Процесс изготовления
Процесс изготовления матриц должен быть рассчитан очень точно. От этого зависит качество будущей детали. Все работы выполняются по чертежам. Каждый этап долженбыть сделан профессионально.
- Вначале на прессе или с помощью высокой температуры получают форму заготовки.
- Затем форма обрабатывается специалистами на токарном станке.
- Следующий этап – чистовая и термическая обработка.
- Последний этап – хромирование рабочей поверхности.
Изготовление матрицы сложный процесс. Большую роль имеют работы, выполняемые специалистами на оборудовании. От их квалификации зависит точность изделия. Для этого используются шлифовальные станки. Большое значение при изготовлении матриц имеет закалка в процессе изготовления. Это придает заготовке пластичность и прочность.
Наиболее легкие формы в изготовлении – это те, которые представляют собой тела вращения. Работы выполняются на фрезеровальных станках с ЧПУ, что позволяет сделать точные размеры, повысить качество.
Важно правильно подобрать материал для изготовления детали. От этого зависит стоимость и качество изделия. Мягкие металлы, медь, бронза для изготовления матриц не годятся. Специалисты нашей фирмы помогут разобраться во всех нюансах изготовления матрицы на заказ.

В данном обзоре мастер показывает, как своими руками из подручных материалов можно изготовить матрицу и пуансон. Предназначены они для гибки металла на самодельном прессе.

Для тех, кто постоянно изготавливает различные детали из металла, такая самоделка однозначно пригодится. При помощи матрицы и пуансона можно будет согнуть под углом 90 градусов полосу, пластину, квадратный пруток и другие изделия чермета.
Для изготовления самодельных матрицы и пуансона потребуется кусок толстого металла толщиной примерно 10-12 мм, два отрезка уголка, пара отрезков круглой трубы и две заготовки из профильной трубы прямоугольного сечения.

Основные этапы работ
Первым делом необходимо будет вырезать из толстого куска металла пластину прямоугольной формы. На одной из ее сторон нужно с помощью болгарки сделать клиновидный скос. Это и будет пуансон.

Затем от круглой трубы автор отрезает две заготовки, которые нужно приварить по краям пластины. Сварные швы надо будет зачистить болгаркой.

На следующем этапе автор приступает к изготовлению матрицы — для этого он использует два отрезка профильной трубы и два куска строительного уголка. Все заготовки надо сварить вместе.

В завершении останется только приварить по краям матрицы две направляющие из отрезков круглого прутка. На них потом надеваются две пружинки, а затем сам пуансон.

Подробно о том, как изготовить матрицу и пуансон для гибки металла на самодельном прессе, смотрите в видеоролике на нашем сайте.

И З Г О Т О В Л Е Н И Е М А Т Р И Ц
Стеклопластиковая формообразующая оснастка – матрицы.
Стеклопластик используется в качестве формовочного материала для многих целей. В изготовлении собственного стеклопластиковых изделий стеклопластиковые матрицы используются для ручного контактного формования, распыления, впрыска, холодного прессования и литья.
Стеклопластик используется в качестве формовочного материала также для:
— вакуумного формования стеклопластика;
— формового литья полиуретановой пены;
— литья бетона и пр.
Принципиальная конструкция стеклопластиковых матриц одинакова для всех этих способов применения. Разница – в выборе сырьевых материалов, а также в методах укрепления и фиксации рабочих инструментов. В зависимости от применения существуют различные специфические требования к стеклопластиковым матрицам, но следующие из них являются общими:
— постоянство размера;
— стабильность температуры;
— износостойкость;
— долговечность.
Формовочный материал и строение матрицы на практике не являются единственной гарантией долговечности, многое зависит от того, как обращаются с матрицей в ежедневной работе.
Если матрицы обрабатываются действительно точными инструментами и снабжены подъемными петлями, направляющими и съемниками, то они действительно долговечны.
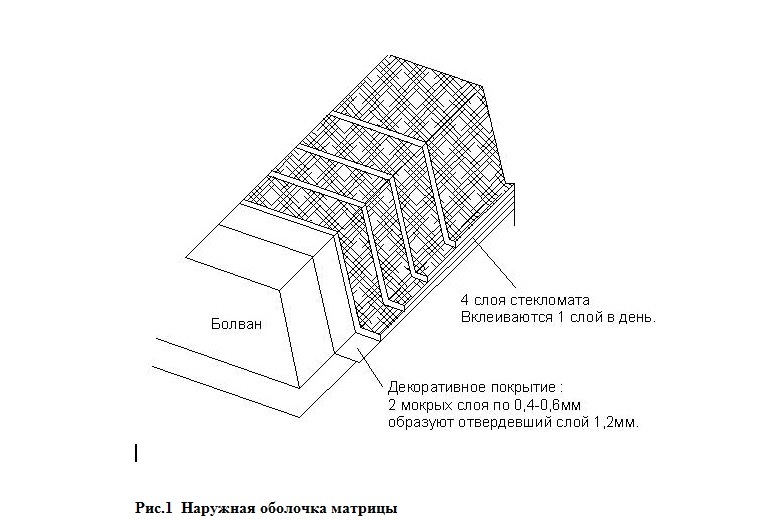
Независимо от того, для чего собираются использовать матрицу, она должна быть изготовлена из двух слоев: первый – декоративное покрытие наружной поверхности, второй – каркасный слой или внутренняя отливка.
Декоративное покрытие наружной поверхности является формообразующим слоем, и он является решающим с точки зрения функционирования матрицы. Каркасный слой или внутренняя отливка придает матрице прочность и жесткость. Всевозможные направляющие, ножки, ручки, съемники и т.п. необходимо также отформовывать или отливать в зависимости от применения матрицы.
КОНСТРУЦИОННЫЕ МАТЕРИАЛЫ ДЛЯ МАТРИЦ
Гелькоут для поверхности (защитно-декоративное покрытие) винилэфирный гелькоут матричный
Открытые и закрытые матрицы для ручного формования и распыления, впрыска, прессования и отливания, а также для методов, которые требуют высокой температуростойкости и механических воздействий.
Смола полиэфирная для изготовления матриц.
Тиксотропная, предварительно ускоренная, на изофталиевой основе, с высокой температурой размягчения (HDT). Используется во многих типах матриц.
Смола полиэфирная для изготовления матриц.
Тиксотропная, предварительно ускоренная. Предназначена для формообразующей оснастки, работающей в условиях высоких температур.
Смола полиэфирная общего назначения для ламинировании.
Тиксотропная, предварительно стимулированная, на ортофталиевой основе с низкой эмиссией стирола. Используется для ламинирования матрицы, ножек, направляющих и соответствующего крепежного формования. Используется также в качестве последнего слоя при формовании каркаса, когда необходимо достичь больших толщин формования.
50 % отвердитель МЕК – пероксид (ПМЭК, Бутанокс М 50)
Используется в качестве отвердителя для гелькоута (дозировка 1,5-2,5 %), полиэфирной смолы (дозировка 1-2 %).
ПОЛИРУЮЩИЕ МАТЕРИАЛЫ
Практически любые, рабочие.
РАЗДЕЛИТЕЛЬНЫЕ МАТЕРИАЛЫ
Разделительные воски и другие.
Воск для матрицы. С помощью воска получают блестящую поверхность разделения. Наносят ровным и тонким слоем вручную. Полируют в ручную, полировальной бумагой или тряпочкой.
Разделитель, спиртовой.
Раствор поливинилового спирта, который используют при изготовлении матриц, для предотвращения разрушительного воздействия стирола при вводе в эксплуатацию новых матриц, а также для изготовления таких частей, которые в дальнейшем будут подвергаться поверхностной обработке. Тонкий и ровный слой наносят замшей, тканью или другим соответствующим материалом.
КОНСТРУКЦИОННЫЕ МАТЕРИАЛЫ ДЛЯ МАТРИЦ
Укрепляющие и пробельные материалы
Стекловуаль 30 г/м2 . Легко устанавливающаяся и быстро промокающая, пригодна для первого слоя после декоративного покрытия, для предотвращения межслоевого проникновения волокон и прочих соответствующих дефектов поверхности.
Также можно использовать стекломатериал с плотностью 300-450 г/м2 . Если формование каркаса выполняют сэндвич-методом, то в качестве пробельного материала можно использовать бальзу, полиуретан, пенополеуретан. При этом необходимо помнить, что ячеистый пластик нуждается в изоляции, т.к. он специфическим образом влияет на особенности матрицы, а также на ее конструкцию и использование.
РАБОЧИЕ ПОМЕЩЕНИЯ И ПЛАНИРОВАНИЕ
Минимальное требование к рабочим помещениям при изготовлении матриц: температура на любой стадии не должна опускаться ниже 18 С. Такое же требование касается всех материалов, а также болвана. Нужно помнить, что выравнивание температуры одной банки полиэстера может длиться одну неделю и в том случае, если она поднята с пола, например, на погрузочную площадку.
Необходимо стремиться поддерживать нормальную температуру между +20 С и + 23 С.
Перед формованием стоит пожертвовать временем для планирования и принять во внимание следующие моменты:
— все требуемые материалы необходимо брать правильной температуры;
— увязать ход работы на разных стадиях;
— изготовление наружной оболочки длиться пять дней. Рекомендуется начинать в понедельник, используя конец недели для отвердения.
БОЛВАН (ФАЛЬШИЗДЕЛИЕ)
Первой стадией при изготовлении стеклопластиковой матрицы является сооружение болвана. Он может быть прототипом или изготовленным отдельно из древесины, гипса, металла или другого материала, на который не воздействует стирол. Болван должен сохранять свои размеры и его поверхность должна быть идеально обработана. Обработку поверхности болвана осуществляют грунтовкой, шпаклевкой, окраской лаком и последующей полировкой. Окраска лаком важна, прежде всего, тогда, когда болван изготовлен из какого-нибудь пористого материала, например, дерева, гипса или еще чего-либо подобного. В этом случае окраску лаком необходимо осуществить несколько раз.
При шпаклевке и окраске лаком необходимо использовать материалы, которые достаточно хорошо выдерживают воздействие стирола. Лучше всего это – полиэстер, но можно также использовать двухкомпонентную шпаклевку или лак. Из сильных лаков наиболее пригоден кислотвердеющий карбамид. Кроме того, можно использовать двухкомпонентный полиуретан, но он требует значительно большего времени застывания. Многие застывающие на воздухе шпаклевки и лаки не выдерживают воздействие стирола, поэтому их необходимо защищать, покрывая поверхность разделительной пленкой СРА 5 (раствор поливинилового спирта).
Обрабатывая поверхность, болвана необходимо обратить внимание на то, что возвышения на поверхности матрицы, образованные царапинами болвана, можно позднее удалить шлифованием, тогда как возвышения на поверхности болвана вызывают впадины на поверхности матрицы, которые удалять уже значительно сложнее.
ОБРАБОТКА РАЗДЕЛИТЕЛЬНЫМИ МАТЕРИАЛАМИ
Когда поверхность болвана готова и на ней ожидается блеск, лаку необходимо отвердеть в течение недели, не менее. Двухкомпонентному полиуретану необходимо отвердевать не менее двух недель. После этого поверхность болвана необходимо обработать разделительными материалами, например, натереть разделительным воском. Воск наносится тонким, ровным слоем на поверхность с помощью мягкого пористого кусочка пенопласта.
Рекомендации по нанесению воска зависят от производителя.
На обработанную разделительным составом поверхность болвана необходимо установить закладные детали (направляющие, съемники и т.п.), прикрепив их двусторонним скотчем или маленьким кусочком формовочного воска, разогретого предварительно в руках.
УСИЛЕНИЯ
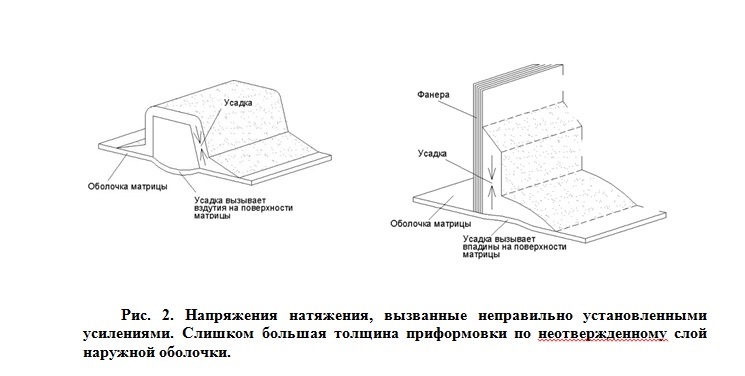
Работу с усилениями и рамами нельзя начинать прежде, чем наружная оболочка отвердеет не менее двух недель.
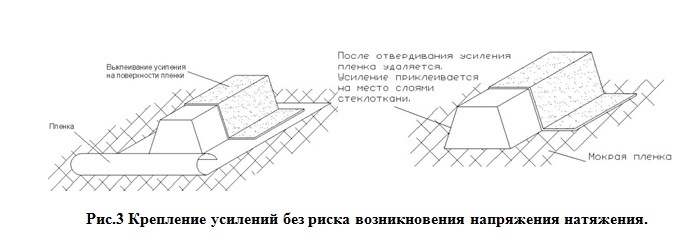
Когда речь идет о тонкостенных матрицах, чтобы не возникало напряжений натяжения, усиления и рамы следует приформовывать следующим образом:
Необходимо обозначить места установки усилений. Для этого приклеивается липкая лента, выдерживающая воздействие стирола, например, Mylar, Melinex, Hostaphan поверх меток. Приформовываются два слоя стеклоткани сатинового плетения поверх пленки и устанавливаются сердцевины усилений, картонные трубки, полиуретановые лоскутки или соответствующие элементы поверх стеклоткани. Приформовывается усиление и дается время на отвердение.
После отвердевания весь пакет отделяют и удаляют пленку. Очень хорошо получаются широколапые балки усиления. Далее необходимо отшлифовать на матрице поверхность и приклеить усиление на поверхность одним или двумя слоями стеклоткани сатинового плетения.
РАМЫ.
Для сведения к минимуму риска возникновения напряжений натяжения необходимо устанавливать полностью готовые рамы, сделанные из металлического уголка, стальной трубки и пр. материалов. Когда рама приформована к матрице, ее поверхность уже нельзя обрабатывать: шлифовать, полировать или сверлить. Различные части рамы необходимо обработать (отрезать, сгибать) так, чтобы они полностью подходили к матрице. Каждую часть временно приставляют к матрице до полного прилегания и соединяют вместе держателями, струбцинами и пр. так, чтобы раму можно было вытащить. В крайнем случае, различные части соединяют, точнее, прихватывают точечной сваркой.
Когда рама готова и временно собрана, ее снимают с поверхности матрицы и сваривают целиком. Высверливают все отверстия и устанавливают все элементы, необходимые при работе с матрицей.
После этого всю раму полностью очищают от жира и устанавливают обратно на поверхность матрицы для приформовки. Необходимо помнить, что у приформовываемых к матрице частей, должно быть стопроцентное прилегание. Все зазоры должны быть заполнены шпаклевкой до приформовки. Если прилегание полное и приформовываемые поверхности отшлифованы, достаточно двух слоев стеклоткани сатинового плетения и широких крепежных лопастей (речь идет о ширине приформовочного угольника) приформовки. При формовании необходимо помнить о тепловом расширении рамы.
Раму необходимо спроектировать так, чтобы она была местом крепления стойки и прочих необходимых для обработки матрицы деталей. Рама не должна быть только лишь кучей металла, а у каждой части должно быть собственное предназначение и определенное место.
РАЗДЕЛЯЕМЫЕ МАТРИЦЫ
Разделение матрицы необходимо осуществлять вдоль естественных линий раздела так, чтобы раздел следовал углу или аналогичному элементу. Разделяемые части необходимо снабдить вытяжными ручками для облегчения открытия матрицы.
Разделяемые матрицы, в которых линия раздела не должна просматриваться на изделии, необходимо изготавливать особенно тщательно. Обрабатывая большие матрицы, это может оказаться очень трудоемко. Во многих случаях приходится шпаклевать или шлифовать выделяющиеся линии раздела. Если большие половины матрицы перекрываются внахлест, то можно избежать шпаклевки, изготавливая т.н. формовочный край на месте раздела. Этот формовочный край можно шлифовать и полировать в дальнейшем и таким образом, можно избежать больших ошибок при стыковке частей матриц.

Разделительные крылья, замковые края не надо делать ровноповерхностными. Их недостатком является то, что закрывающая сила, которая держит части вместе, разделяется на две большие области и часто немного на сам разделительный край в котором нужна была бы значительно большая сила. Разделительные крылья нужно отформовывать так, чтобы сила сжатия была направлена непосредственно на саму разделительную линию или вблизи ее, насколько возможно.

Разделяемые матрицы изготавливают таким образом. На разделительную линию устанавливают временный фланец, после чего матрицу собирают в две стадии. Временный разделительный фланец необходимо натереть воском и обработать разделительным материалом так же, как и болван. Когда будет полностью изготовлена (отформована и отверждена) оболочка первой половинки матрицы, то можно снять временный фланец (крыло). Поверхность раздела готовой половинки матрицы после этого необходимо натереть воском и обработать разделительным материалом. Обработку необходимо производить аккуратно и осторожно, чтобы не отделить от болвана готовую половинку матрицы.
Формуя второй фланец, надо дать стеклоткани завернуться через край так, чтобы фланцы приклеились друг к другу снаружи. Это делается для того, чтобы фланцы не сломались и не разошлись бы до окончания формования. Разделительные фланцы необходимо сделать достаточно жесткими, чтобы их форма несмотря на силу сжатия, сохранялась при использовании матрицы.
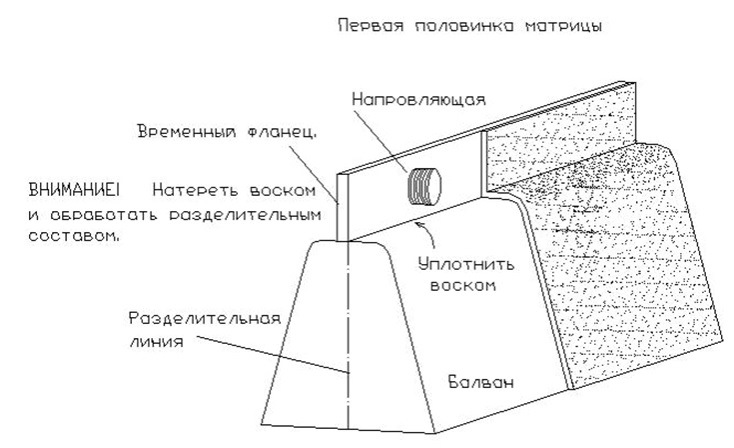

НАПРАВЛЯЮЩИЕ
Направляющие являются неизбежными деталями в разделяемых матрицах. Их главное значение – не направлять части матрицы, а удерживать их (эти части) на правильных местах. В больших матрицах длинные направляющие, которые требуют одноосного перемещения частей матрицы, являются не практичными. Если направляющим придать конусообразную форму, то матрицу можно будет запирать и открывать также в диагональном направлении.

ОБРЕЗНЫЕ КРОМКИ
В матрицы у которых края изготавливаемых частей подрезаются до окончательного затвердевания, можно заформовать стальные края. Обрезные кромки стоит делать с самого начала.
Если поверхность изделия находится вдоль одной прямой, то соответствующие стальные кромки можно сделать линиями раздела в разделяемой матрице. В изгибающихся линиях раздела это не очень пригодно, поскольку существует опасность, что касание будет не полным.
Хочу поделиться с Вами способом создания матрицы для тиражирования небольшой блесны из меди.
Предыстория
В самом начале пути в мир спиннинговой ловли был момент, когда казалось, что у меня есть та заветная блесна, которая всегда ловит. Не удивительно, что такой блесной стала китайская вариация известной уловистой блесны DAM Effzett в размере 32мм. При небольшом весе блесна имеет хорошую явно выраженную игру, а медная расцветка на тот момент нравилась как форели, так и щуке, на платных водоемах. Все бы было хорошо, но по своей глупости обрывал я ее очень быстро. Потом покупал новую, опять обрывал и так по кругу. В какой-то момент, я задумался о ее тиражировании…
Создание матрицы
Этап 01: Оттиск лицевой стороны блесны
Этап 02: Оттиск подложки
Этап 03: Заготовка для блесны
Изготовление блесны
Если Вы планирует оставить медный цвет, то чтобы медь не окислилась после того, как блесна доведена до нужного блеска, ее необходимо покрыть лаком. Если планируете красить, то лучше предварительно загрунтовать.
Подписывайтесь на канал и читайте новые статьи о рыбалке, приманках и снастях!
Читайте также: