
Как сделать квадрат из уголка
Обновлено: 07.07.2024
Очень важно понимать определенную последовательность действий при опиле любой формы, для того, чтобы это было быстро, симметрично и согласно правилам архитектуры.
Но помните, всегда, на этапе опила необходимо ориентироваться на центральную и боковую ось пальца.
1. Задаем длину. Пилку ставим к торцу свободного края и перпендикулярно центральной оси пальца (ось выводим по первой фаланге пальца), движения прямые, влево и вправо. Ракурс фронтальный.
5. Скругляем уголочки. Пилку ставим под углом 45̊ к спиленному уголку и делаем дугообразные движение. Ракурс боковой – фронтальный.

Во время производства не тяжелых металлоконструкций широко применяется профильная труба. Из нее создают металлокаркасы для козырьков, ограждений, навесов, теплиц, малых архитектурных форм, включая беседки, скамейки и так далее. При изготовлении конструкций нередко проводится сварка профильной трубы. Полезно будет узнать особенности выполнения этого процесса. Рассмотрим основы и способы сварки профтруб, применяемые электроды, нюансы приваривания под углом 90°, без прожога и соединения с круглым столбом.
Основы сварки профтруб
Профилированные трубы производятся со стенками разной толщины. При этом работать сложнее всего с тонкостенным металлопрокатом. Для качественного выполнения сварочного процесса нужно обладать знаниями и опытом. Поэтому необходимо разобраться, как проводится сварка тонкостенных труб. Во время этого процесса:
- используется ток 10-60 А;
- применяются электроды диаметром 0,5-2 мм;
- осуществляется только один проход электродом по месту соединения деталей.
Скорость сварки влияет на качество шва. Процесс нужно успеть завершить до того, как остынут кромки двух соединяемых заготовок.
Для качественного выполнения соединений также нужно знать, как правильно варить профильную трубу независимо от толщины стенок. При проведении таких сварочных работ необходимо учитывать, что во время процесса металл расплавляется и нередко заполняет или даже полностью перекрывает внутреннее пространство трубопроката. Если нужно сохранить пустотелость профтруб, требуется следить, чтобы капли не попадали во внутренние полости свариваемых деталей.
Кроме того, профилированные трубы при воздействии высокой температуры больше деформируются по сравнению с круглым аналогичным прокатом. Нужно также следить за правильным формированием валика шва и равномерно прогревать металл во время выполнения торцевых соединений для предотвращения появления в углах большого напряжения.
Способы сварки
Профессионалы хорошо знают, как варить профильную трубу разными методами. Поэтому они быстро и качественно выполняют поставленные задачи.
Сварка ручным дуговым способом
Этот метод часто используют специалисты. Данный способ прост в исполнении. Он позволяет получить качественный шов при использовании доступного оборудования.
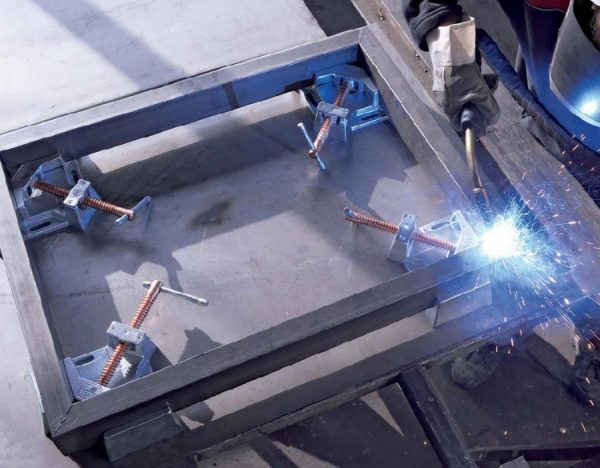
Для выполнения процесса специалисты используют инверторный или трансформаторный сварочный аппарат. Для повышения удобства проведения работ дополнительно могут применяться разные приспособления. Одними из них являются магнитные угольники. С их помощью удобнее сваривать трубные заготовки под нужным углом.
Нередко специалисты также используют центраторы. С их помощью удается быстро совместить оси деталей, когда они соединяются торцами. Применяются внешние и внутренние центраторы. Одной из разновидностей являются струбцины, позволяющие жестко закрепить изделия на ровной поверхности.
Ручная дуговая сварка используется для соединения профилированных трубных деталей с разными размерами сечения и толщиной стенок. Если профтрубы изготовлены из металла толще 4 мм, тогда их торцы предварительно зачищают, а потом обезжиривают.
Кроме того, необходимо еще знать, какими электродами варить профильную трубу, чтобы получить прочное соединение. Если толщина стенок не превышает 4 мм, тогда применяют стержни, у которых диаметр составляет от 2 до 3 мм. При этом сила тока на сварочном аппарате устанавливается в пределах от 50 А до 60 А.
Важно! Во время сварки тонкостенных профтруб не нужно предварительно формировать кромки. При этом необходимо соблюдать минимальный зазор между деталями. Сварочные процессы с помощью ручного дугового метода осуществляются вертикально, горизонтально и даже в нижнем положении.

Электродуговой сварочный процесс в защитном газе
Соединение профтрубы таким способом выполняется при использовании неплавящихся электродов. Метод применяется для сварки тонкостенных деталей, которые предварительно очищаются и обезжириваются.
Для правильного выполнения процесса нужно тоже знать, какими электродами варить профильную трубу 2 мм. При соединении такого проката применяют вольфрамовые прутки. Их диаметр должен быть 1 мм. Если же у металлопроката толщина стенки превышает 2 мм, тогда используют электроды, у которых размер сечения составляет 1,6 мм.
Правильно выбирать также нужно диаметр сварочной проволоки. Эта ее характеристика тоже зависит от толщины металла. Если она составляет 1 мм, тогда применяют проволоку диаметром от 1 мм до 1,5 мм. Когда толщина стенки профтрубы равна 2 мм – используют проволоку, у которой размер сечения составляет от 2 мм до 2,5 мм.
При выполнении самого процесса профессионалы удерживают электрод на минимальном расстоянии от места сварки. Это позволяет создать максимально короткую дугу, что улучшает проваривание и повышает качество сварного соединения. Электрод перемещают только в направлении шва. При этом не совершают поперечных движений.
Важно! Подача присадочного материала выполняется плавно. В противном случае происходит разбрызгивание. При этом максимальное количество расходуемого газа должно составлять 12 л/мин.
Важно также правильно устанавливать силу тока, когда выполняется электродуговая сварка профиля в защитном газе. Ее величина должна составлять 50-120 А. На выбор значения влияет толщина металла.
При выполнении электродугового сварочного процесса в защитном газе специалисты используют:
- блок и трансформаторный или инверторный источник питания;
- газовую горелку;
- баллон с газом;
- специальные резиновые шланги;
- редуктор.
При завершении электродугового сварочного процесса сначала уменьшают напряжение. При этом газ перекрывают не сразу, а только по истечении 15 секунд после отключения тока.

Газовая сварка
При использовании этого способа сварочных работ сначала выполняют нагрев места, где соединяются два отрезка трубы. Потом в эту рабочую зону осуществляют подачу присадочного материала. В результате происходит его расплавление и заполнение зазора.
Газовая сварка профтрубы может выполняться правым или левым способом. Во время реализации первого варианта присадочный материал перемещается за газовой горелкой. Данная техника отличается тем, что место соединения хорошо прогревается. При этом сварщику ничто не закрывает обзор. Он хорошо видит рабочую зону. Поэтому удается снизить расход газа и увеличить производительность. Технология в основном применяется при сваривании профтруб со стенками толщиной более 5 мм.
Вторая разновидность техники используется, когда осуществляется сварка тонкостенного металлопроката. Левый способ отличается тем, что присадочная проволока перемещается впереди газовой горелки.
Сварка инвертором
Этот вид работ представляет собой дуговую сварку при использовании специального аппарата. Он применяется в быту и производственных цехах. Оборудование отличается невысокой ценой, небольшими размерами и незначительной массой. Каждый сварщик должен знать, как правильно варить профильную трубу инвертором.
Видео описание
О технологии сварки постоянным током рассказано в видео:
Инвертор позволяет выполнять сварку труб с разной толщиной стенок. Оборудование идеально подходит для начинающих сварщиков. Ведь такие современные аппараты имеют импульсный режим работы.
Когда осуществляется сварка профильной трубы 2 мм инвертором, сила тока устанавливается в диапазоне от 50 А до 60 А. Если соединяется толстостенный прокат, тогда мастера увеличивают электроток.
При контакте электрода возникает электрическая дуга. В работе используются прутки с покрытием. Оно начинает гореть при возбуждении дуги. В результате происходит расплавление покрытия. Одна его часть перемещается на расплавленный металл, а другая – переходит в газовое состояние. Поэтому рабочая зона не контактирует с воздухом.
Сварка с помощью инвертора предотвращает залипание электродного прутка. При этом процесс выполняется при стабильной дуге, так как применяемое оборудование является источником постоянного тока. Поэтому получается высококачественный сварной шов.
Распространенные электроды для сварки профтрубы
При производстве профильной трубы часто используют низколегированную или углеродистую сталь. Такой металлопрокат сваривается с помощью следующих электродов:
- АНО-4 – популярная марка электродных стержней. Это универсальный расходный материал, который не требует предварительной прокалки. Эта разновидность электродов применяется со сварочными аппаратами разного типа.
- ОЗС-12 – стержни предназначены для получения высококачественного шва. Однако недостатком является низкая стойкость к влаге.
- УОНИ-13/55 – эти стержни использует большое количество профессионалов.
- МР-3С – данные электроды применяются, когда нужно повысить качественные свойства сварных швов.
Видео описание
Об электродных стержнях рассказано в видеоматериале:

Особенности сварки профильного трубного проката под углом 90°
Качественно соединить под прямым углом две детали из трубопроката удастся только специалисту. Ведь он имеет опыт и знает всю технологию, как сварить профильную трубу под 90 градусов. Сам процесс профессионал выполняет в следующей последовательности:
- обе трубы обрезаются в соответствии с расчетными размерами;
- для проведения работ выбирается и подготавливается ровная поверхность;
- прямой угол между двумя деталями фиксируется с помощью магнитных угольников или косынок;
- выполняется с помощью сварки черновое соединение;
- проверяется прямой угол между двумя трубами;
- осуществляется окончательная сварка металлопроката.
Видео описание
О простом способе сваривания профтруб под прямым углом рассказано в видеоролике:
Сварка без прожога профильной трубы
Чаще всего прожигается тонкостенный трубный металлопрокат. Причиной такой неприятной ситуации может служить неправильный выбор способа сварки изделий. Предотвратить любую ошибку можно, если доверить работу профессионалам. Ведь они хорошо знают, как правильно варить профильную трубу, чтобы не прожечь место соединения двух деталей.
Для максимального снижения вероятности прожога тонкостенного металлопроката используют электроды с диаметром не более 1,5 мм. При этом обязательно устанавливают на сварочном аппарате малую величину электротока и выбирают обратную полярность.
Рекомендуется также осуществлять процесс с отрывом. Другими словами, сварку нужно проводить короткими участками. Ее также можно выполнить точечным методом. Кроме того, лучше в трубы вставить металлический вкладыш, наружные габариты которого максимально приближены к внутреннему размеру соединяемых элементов.
Еще стараются максимально уменьшить расстояние между кромками свариваемых профильных труб. При этом стремятся по возможности быстро перемещать электродный стержень.
Видео описание
О сваривании профтруб без прожига рассказано в видео:
Сварное соединение профтрубы с круглым столом
Необходимость использования сварки во время соединения лаг из профильной трубы с металлическими столбами возникает при строительстве забора по периметру частной территории. В процессе возведения ограждения решается целый ряд вопросов. Надежный забор всегда построят специалисты. Ведь они хорошо знают, как приварить профильную трубу 40х20 к круглому столбу.
Обычно на опоры с круглым сечением сначала наваривают металлические площадки. Это может быть отрезок швеллера или уголка. Потом к ним крепят с помощью сварки поперечины из профтрубы. Во время фиксации лаг создают угловые швы. Особенностью их выполнения в горизонтальном направлении является то, что расплавленный металл стремится переместиться со столба на поперечину.
Во время создания углового шва существует большая вероятность непровара. Он может возникнуть в вершине угла или на любой кромке. Непроваренный участок нередко появляется на профильной трубе, когда сварочный процесс начинают с вертикальной опоры. Он образуется по причине стекания расплавленного металла на поверхность поперечины, которая еще не успевает нагреться до нужной температуры.
Чтобы исключить вероятность появления непровара, специалисты начинают сварку с лаги. При этом электрод размещают под углом 45° относительно поперечины, а во время его перемещения осуществляют легкие поочередные наклоны к вертикальной и горизонтальной плоскости.
Сварка каркаса из профильной трубы и круглых металлических столбов именно таким способом позволяет создавать прочные швы. Они могут быть одно- или многослойными.

Коротко о главном
Сваривание профтруб осуществляют током 10-60 А и с помощью электродов диаметром 0,5-2 мм, которыми чаще выполняют только один проход. Мастера могут использовать ручную дуговую, электродуговую в защитном газе, газовую сварку. Специалисты часто в работе применяют инвертор.
Одними из самых популярных электродов являются стержни АНО-4. Часто также используют ОЗС-12, УОНИ-13/55, МР-3С. Когда осуществляется сварка под 90°, сначала делают пару прихваток, а потом создают основной шов. Для исключения прожога металла применяют электроды диаметром не более 1,5 мм.
Сварку профтрубы к столбу начинают с горизонтально расположенной детали. Электрод держат под углом 45°, а перемещение стержня осуществляют при его поочередном наклоне к опоре и поперечине.

Металлическая дверь заводского производства – достаточно дорогое изделие, поэтому многие стараются изготовить своими руками конструкцию из стального листа и уголка или профильной трубы. Каркас из уголка сварить легче, благодаря толщине его полки 3-5 мм. Толщина стенки профильной трубы – примерно 1,5 мм, что может вызвать определенные трудности у мастеров, не имеющих большого опыта сварочных работ.
Изготовление чертежа
Перед тем как своими рукамисварить железную дверь из уголка и листа, необходимо изготовить чертеж.При его построении учитывайте следующие моменты:
-
Если высота двери превышает 2 м, то рекомендуется верх проема зашить металлическим листом. Если ширина – более 1,5 м, то необходимо зашить часть проема сбоку.

Элитный вариант для широких дверных проемов – 2 неподвижных остекленных блока по бокам.
Приобретение материалов
В большинстве случаев для этой цели используют:
- уголок 50х50 мм – для изготовления наружной рамы;
- уголок 40х40 мм – для внутреннего каркаса двери с утеплением, 25х25 мм – для не утепленной конструкции и устройства ребер жесткости;
- стальная полоса шириной 30-40мм, толщиной 2-4 мм – для фиксации конструкции к дверному проему;
- лист толщиной 1-3 мм – для полотна;
- металлические навесы;
- ручка;
- замок;
- для утепленной двери – фанера для внутренней обшивки, пенопласт, пенополистирол, пенопластовая крошка для устройства утеплительного слоя.
Совет! Если вы приобретаете стальной прокат на металлобазе, желательно сразу заказать металлообработку. Вам раскроят лист и уголок на специализированном оборудовании строго по размерам, что в дальнейшем значительно облегчит сборочно-монтажные работы.
Этапы монтажа
Сборочные работы осуществляют не на полу, а на металлическом верстаке с ровной поверхностью.
Этапы сборки стальной двери с каркасом из уголков
- Раскрой заготовок – производится самостоятельно или на металлобазе. Следует сразу определиться, как будет свариваться уголок, – напрямую или с подрезкой полок под углом 45°. Более популярен второй вариант.
- Выкладывают наружную раму на столе, вымеряют диагонали, которые должны быть одинаковыми.
- Приваривают углы. Сразу варить всю длину шва не рекомендуется, поскольку возможно коробление металла. Стыки прихватывают в 2-3 точках. Проверяют равенство диагоналей.
- Проваривают швы полностью.
- После остывания мест сварки их зачищают углошлифовальной машиной с двух сторон.

Приварка навесов

Для простоты открывания и закрывания двери внутрь таких навесов вставляют шарик от подшипника.
Основные правила приварки навесов:
Финишные мероприятия
Замок врезают в вертикальный отрезок каркаса, обрамляющего полотно. Высота его расположения – от 1 м от уровня земли.

Панель замка прикладывают к уголку, намечают ее расположение и по контуру болгаркой вырезают отверстие. На места прикручивания панели наваривают усиливающие пластинки.

Дополнительные мероприятия по утеплению двери
Для утепления двери вырезают панели теплоизоляционного материала (пенопласта, пенополистирола) по размерам ячеек между ребрами жесткости. Заполняют ими пустые пространства. Декоративную обшивку изготавливают из фанеры или другого листового материала – ламинированных или пластиковых панелей.

Гибка стальных уголков, по радиусу или в определенный угол, востребованный технологический процесс, позволяющий изготовить изделия заданных форм и параметров при помощи механического воздействия. Полученные заготовки широко используются в строительстве и становятся неотъемлемым элементом каркасов или металлоконструкций. В статье мастер сантехник расскажет, как это сделать.
Способы гибки уголка

Гибка уголка — это технологический процесс получения различных изделий заданных параметров и необходимых форм путем механического воздействия, в том числе на специальном профилегибочном оборудовании.
Получаемые при сгибании металлического уголка изделия находят широкое применение в различных сферах строительства. Они позволяют создавать надежные каркасы и различные металлоконструкции, которые способны при своей внешней легкости выдерживать значительные нагрузки.
Применяют несколько основных способов получения из металлического уголка конструкций заданной формы и профиля, а именно различают:
- Холодное сгибание;
- Горячее сгибание;
- Придание формы с помощью разрезания, сгибания и сварки готового изделия.
Холодное сгибание металлического уголка, в свою очередь, разделяется на:
- Свободную гибку — это когда уголок сгибают без применения специального оборудования;
- Сгибание с помощью вальцовочного механизма на специализированном профилегибочном станке.
Применение холодной гибки металлического уголка, в отличие от других способов, имеет определенные преимущества, а именно:
- Это наименее затратный метод придания металлу заданной формы, при этом не требуется использования дополнительного оборудования для разогрева, резки, сварки и последующей обработки металла;
- Получаемый в итоге каркас имеет большую прочность, так как при этом исключаются возможные дефекты, характерные при применении разогрева, резки и сварки;
- Готовые конструкции гарантированно служат больший срок из-за того, что при обработке сохраняется целостность структуры металлического профиля;
- Снижается вероятность возникновения очагов коррозии металла со временем.
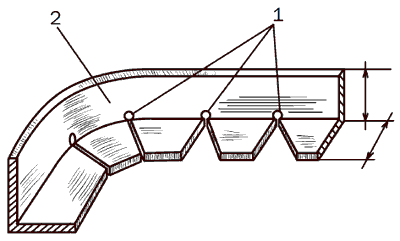
Сгибание уголка по радиусу
Гибка металлического уголка по радиусу достаточно сложная технологическая операция, так как любое сгибание — это одновременное сжимание внутреннего и растягивание внешнего слоя металла, а, в случае с профилем в виде уголка, такие процессы никак не могут протекать равномерно, что будет сопровождаться попыткой продольного смещения одного из этих слоев.
Непосредственно для металлического уголка применяют два основных способа сгибания в плоскости профиля — это когда одна из полок лежит в вертикальной плоскости, а другая в горизонтальной и ее сгибание будет:
- Вовнутрь радиуса кривизны деформации, при этом она будет сильно сжиматься;
- Наружу радиуса кривизны деформации, соответственно, она будет растягиваться.
Холодное сгибание металлического уголка методом вальцовки на специальном профилегибочном оборудовании позволяет согнуть как стальной уголок, так и профиль из алюминия, получая при этом изделия практически любого радиуса с идеальной формой.
В сюжете - Как согнуть уголок по радиусу
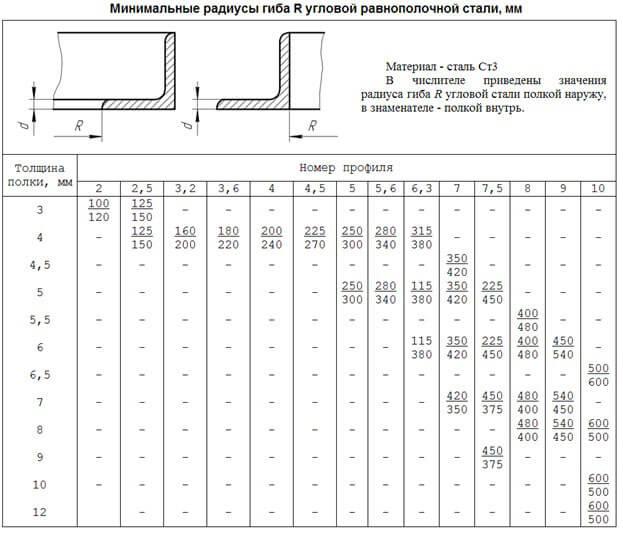
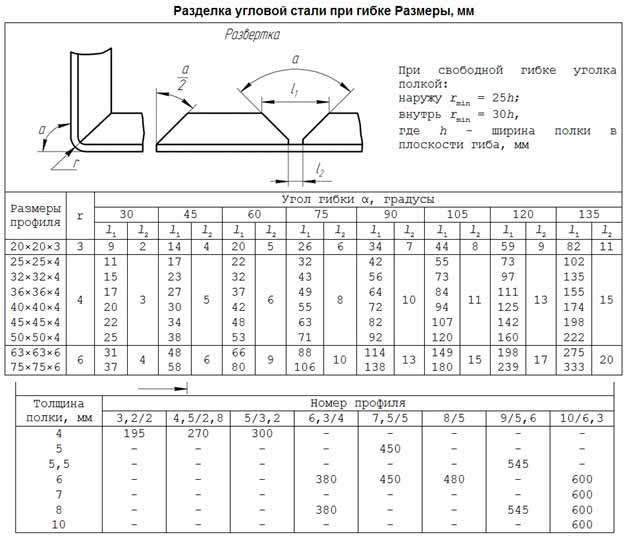
Стоит иметь в виду, что как для горячего, так и холодного способа сгибания существуют предельные величины радиусов, которые напрямую зависят от размера полок уголка и его толщины. Так, можно упрощенно рассчитать радиус, на который допустимо загибать уголок, согласно следующим значениям:
- Допустимый радиус для равнополочного уголка должен составлять минимальные 45 размеров ширины полки;
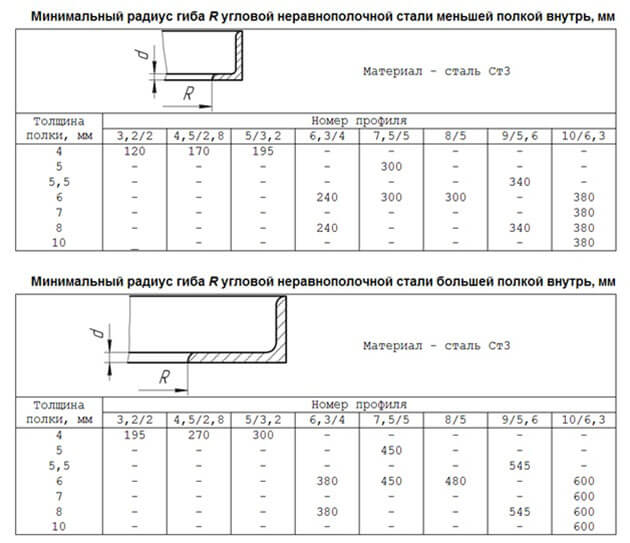
- Для неравнобокового профиля допустимый радиус не может быть меньше 45 размеров ширины полки для большей полки и 50 — для меньшей.
Но лучше и проще руководствоваться значениями, которые приведены в таблицах.

Как согнуть уголок в кольцо
Нагревать металл необходимо до половины значения температуры его плавления, так, к примеру, алюминиевый уголок придется нагреть как минимум до 250⁰ С, а стальной профиль — до 600⁰ С. Для этого вам понадобится горелка на природном газе или бензиновая паяльная лампа, а лучше всего воспользоваться сварочным ацетиленовым резаком, если уголок большого размера.
С помощью болгарки и сварочного аппарата тоже можно согнуть стальной уголок в кольцо, но для этого необходимо произвести достаточно точные расчеты, разметить и расчертить удаляемые сектора, согнуть и заварить швы.
К сожалению, как бы вы ни старались, в этом случае получиться круг в виде округлого многогранника.

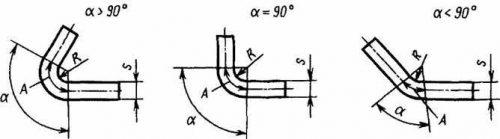
Практически все постройки имеют прямоугольную форму, поэтому самое частое действие с уголками — это необходимость их загнуть под 90⁰.
Согнуть уголки под 90⁰ для будущего каркаса достаточно просто. Сначала надо сделать в месте будущего сгиба развертку. Для этого на одной из полок отмечаем два угла в разные стороны от нормали по 45⁰ каждый и вырезаем их болгаркой. Аккуратно и медленно гнем уголок и свариваем место реза электросваркой, при этом рекомендуется предварительно нагреть место сгиба, чтобы вторая полка во время сгибания не треснула и не сломалась.
Допустимые расчетные размеры для того, чтобы правильно разметить и согнуть металлические уголки под 90⁰, приведены в таблице:
В сюжете - Как идеально согнуть любой уголок
В продолжение темы посмотрите также наш обзор Как заварить трубу с течью

Опубликовал(а): Олег Грищук
Обновлено: 02.04.2020
Если под рукой нет инвертора или вам просто нужно сделать из профильной трубы разборную конструкцию, рекомендуется использовать элементы с болтовым крепежом. С помощью таких крепежей можно собирать не только мобильные, но и стационарные конструкции. А для работы понадобится только набор слесарных инструментов с гаечными ключами!

5 легких способов соединить профильную трубу
Как соединить профильную трубу без сварки?
Есть несколько методов соединения, которые в зависимости от способа выполнения делятся на:
Рассмотрим каждый из способов более детально.

Есть разные способы соединения профильной трубы
Цены на профильные трубы
Способ №1. Краб-элементы

Краб-крепление для профильной трубы
Существуют такие виды краб-элементов:
Домашние мастера используют краб-системы, чтобы без сварки собирать:
На заметку! Еще краб-системы используют для временного соединения деталей при ремонте сварных конструкций. В целом, это достаточно надежный способ соединения, едва ли уступающий сварке по прочности.
- большой срок службы (до 50-ти лет);
- конструкции можно многократно собирать/разбирать;
- доступная стоимость краб-элементов;
- со сборкой справится даже неквалифицированный работник;
- универсальность.
- нельзя соединять трубы больше 40х40 мм;
- места соединений нужно защищать от коррозии, т. к. в них скапливается влага;
- трубы можно соединять лишь под углом 90 градусов;
- если возникнет большая нагрузка на разрыв, может произойти вытаскивание труб из краб-элементов;
- гайки нужно регулярно подтягивать.
Цены на краб-системы для профильных труб
Видео – Краб-системы для профильной трубы
Способ №2. Хомуты
Для соединения труб с ограждениями используются хомуты с болтами, состоящие из 2-х половин. Одна часть устанавливается на потолок/стену. Вставляется труба, ее положение фиксируется второй половиной за счет стягивание болтов. Данный способ соединения называется клипсой.

Хомут для соединения квадратных труб
Если правильно подобрать размеры, элементы собираются без провисов. С помощью регулируемых хомутов можно соединять трубы с любым сечением. Но важно помнить, что стальные профили нужно соединять хомутами из стали, а полимерные – элементами из пластика.
Способ №3. Фитинги
Если профильные трубы необходимо соединить с загибами и ответвлениями, на торцы ставятся специальные крепежи – фитинги. Есть фитинги для наружного и внутреннего применения, а по своему назначению они делятся на:
Алгоритм сборки выглядит следующим образом:
- вначале на торцы нужно надеть обжимные гайки;
- затем нужно установить кольца – зажимные/прижимные/уплотнительные;
- после этого надевается фитинг;
- в конце нужно затянуть гайки на торцах, чтобы скрепить детали.
Цены на соединитель для профильных труб
Способ №4. Фланцы
Такой крепеж состоит из пары прямоугольных или круглых металлических пластин с отверстиями под болты и трубы. Алгоритм сборки выглядит так:
Чтобы соединение получилось долговечным и надежным, при сборке нужно следовать нескольким несложным правилам.
- Прокладка должна быть одна, не больше, иначе снизится герметичность.
- Каждые один-два года состояние прокладки следует проверять.
- Гайки лучше закручивать диаметрально расположенными парами – это также повысит герметичность.
- Важно, чтобы прокладка не касалась болтов.
- Если собирается водопровод, то прокладки должны быть из картона, пропитанные олифой.
- Резьба болта не должна выходить из гайки больше, чем на ½ часть длины.
- Для герметизации стыков в отопительных системах используется асбестовый картон.
Какой способ соединения выбрать?
Выбирая способ соединения, учитывайте тип и назначение будущей конструкции:
- если выберите фитинги, то помните, что соединения все же лучше усилить сваркой по причине недостаточной прочности;
- краб-системы больше подходят для сборки небольших хозяйственных или садовых конструкций;
- фланцы применяют для профильной трубы большого сечения в конструкциях, которые часто приходится разбирать/собирать.
Покупая крепежные элементы, обращайте внимание не следующие моменты:
- первый этап работы – это создание эскиза, по которому будет подсчитываться количество требуемых материалов;
- не покупайте краб-элементы, стенки которых имеют толщину меньше 1,5 мм (такие не обеспечат требуемой прочности);
- крепежи не должны иметь вмятин, трещин, отклонений по размерам или конфигурации;
- детали с пятнами ржавчины или с поцарапанной поверхностью долго не прослужат;
- очень важен и производитель, отдавайте предпочтение продукции хорошо зарекомендовавших себя компаний.
Для создания построек своими руками оптимальным вариантом являются краб-системы. Но он применим далеко не во всех случаях, когда требуется собрать конструкцию из профильной трубы. К примеру, сварной трубопровод в стене или сварные ворота будут более надежными в эксплуатации.
Иногда сварка все же более предпочтительна
Видео – Как соединить профильную трубу без болтов и сварки
Читайте также: