
Как сделать карту раскроя металла
Добавил пользователь Владимир З. Обновлено: 05.10.2024
Единая система технологической документации
ФОРМЫ И ПРАВИЛА ОФОРМЛЕНИЯ ДОКУМЕНТОВ НА ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ РАСКРОЯ МАТЕРИАЛОВ
Unified system for technological documentation. Forms and rules of making documents on technological processes of material laying-out
МКС 01.110
25.020
Дата введения 1986-01-01
Постановлением Государственного комитета СССР по стандартам от 18 декабря 1984 г. N 4506 дата введения установлена 01.01.86
ПЕРЕИЗДАНИЕ. Апрель 2003 г.
Настоящий стандарт устанавливает виды, формы, правила оформления и комплектность следующих технологических документов (далее - документов), применяемых при различных методах проектирования единичных, типовых и групповых технологических процессов (операций) раскроя материалов на заготовки или детали (далее - раскроя материалов):
- карты технологической информации раскроя материалов механической обработкой;
- карты технологической информации (КТИ) раскроя материалов термической резкой (кислородной, кислородно-флюсовой, плазменно-дуговой, воздушно-дуговой, дуговой и лазерной);
- ведомости деталей, изготовленных из отходов (ВДО).
1. ФОРМЫ И ПРАВИЛА ОФОРМЛЕНИЯ КТИ И ВЕДОМОСТИ ДЕТАЛЕЙ, ИЗГОТОВЛЕННЫХ ИЗ ОТХОДОВ
Допускается применение МК (формы 1, 3 и 5) в случае описания в МК операций других методов обработки, например штамповки, механической обработки резанием, с операциями раскроя материалов.
1.2. Формы КТИ применяют для указания информации дополнительно к имеющейся в МК, где описывают действия, выполняемые в технологической последовательности операций (переходов), указывают данные по средствам технологического оснащения и трудозатратам.
1.3. В зависимости от способов раскроя материалов следует применять следующие формы КТИ:
- 1 и 1а или 2 и 2а - для раскроя материалов механической обработкой;
- 3, 3а, 4, 5 - для раскроя материалов термической резкой (кислородной, кислородно-флюсовой, плазменно-дуговой, воздушно-дуговой, дуговой и лазерной).
1.3.1. При автоматизированном проектировании документов с использованием максимальной значности печатаемых символов (до 128) алфавитно-цифровых печатающих устройств (АЦПУ) ЭВМ допускается изменять ширину формата документов до 332,8 мм (при шаге печатающих устройств, равном 2,6 мм).
Изменять ширину формата документов следует за счет изменения размеров граф: 12 и 26 - для форм 1 и 1а; 12, 26, 29 и 44 - для форм 3, 3а, 4 и 5; 26 - для форм 6 и 6а.
Формам документов, предназначенным для автоматизированного проектирования, следует присваивать обозначения тех же форм документов, которые применяют при неавтоматизированном проектировании.
Пример построения форм 7 и 7а для САПР ТП приведен в приложении 1.
1.4. Графы форм КТИ следует заполнять построчно с привязкой к соответствующим служебным символам, указанным в табл.1.
Обозначение служебного символа
Содержание информации, вносимой в графы,
расположенные на строке
Информация о применяемом основном материале и исходной заготовке, о применяемых вспомогательных материалах с указанием наименования и кода материала, кода единицы величины, единицы нормирования, о количестве на изделие и норме расхода
Информация о применяемой при выполнении операции технологической оснастке
Информация о режимах
Информация об обозначении детали, изготовляемой из отходов материала, коэффициенте использования материала применяемого отхода; указания по использованию отходов и т.п.
1.5. В форме КТИ раскроя материалов термической резкой установлена зона со служебным символом Р, в блоки которой следует записывать информацию о режимах термической резки материалов.
В зависимости от способа термической резки в форму КТИ необходимо включать следующие блоки:
- Р1 (черт.1) - для кислородной и кислородно-флюсовой резки.

При включении блока Р1 форме КТИ следует присваивать номер 3 и наименование: "КТИ кислородной и кислородно-флюсовой резки материалов".
- Р2 (черт.2) - для плазменно-дуговой, воздушно-дуговой и дуговой резки.

При включении блока Р2 форме КТИ следует присваивать номер 4 и наименование: "КТИ плазменно-дуговой, воздушно-дуговой и дуговой резки материалов";
- Р3 (черт.3) - для лазерной резки.

При включении блока Р3 форме КТИ следует присваивать номер 5 и наименование: "КТИ лазерной резки материалов".
Включение блоков Р2 или Р3 в форму КТИ раскроя материалов термической резкой следует производить за счет уменьшения количества строк со служебными символами М и Ц.
1.6. ВДО (формы 6 и 6а) следует применять для указания данных о деталях, изготовленных из отходов материала.
1.7. Графы форм КТИ и ВДО следует заполнять в соответствии с табл.2.
Наименование (условное обозначение) графы
Содержание информации, вносимой в графу
Обозначение служебного символа и порядковый номер строки.
Запись выполняют на уровне одной строки, например М02
Допускается при указании номера строки в пределах от 01 до 09 применять вместо 0 знак , например М2, Б4
Наименование, сортамент, размер и марка материала, обозначение стандарта, технических условий.
Запись выполняют на уровне одной строки с применением разделительного знака дроби "/"; например лист Б-ПН 4х1000х2500 ГОСТ 19903-74/Ст 3сп ГОСТ 14637-79*
* На территории Российской Федерации действует ГОСТ 14637-89. - Примечание изготовителя базы данных.
Код основного или вспомогательного материала по классификатору.
Код единицы величины (массы, длины, объема и т.п.) детали, заготовки или вспомогательного материала по классификатору СОЕИ
Единица нормирования, на которую установлена норма расхода основного или вспомогательного материала, например 1, 10, 100
Код исходной заготовки по классификатору.
Допускается указывать вид заготовки (лист, рулон и т.п.)
Профиль и размер
Профиль и размер исходной заготовки. Информацию по размерам следует указывать исходя из имеющихся размеров, например лист 1,0х710х1420. Допускается профиль не указывать
Масса исходной заготовки
Общее количество деталей, получаемых из одной исходной заготовки
Количество заготовок, получаемых из одной исходной заготовки
Коэффициент раскроя материала исходной заготовки в процентах
Дополнительная информация об исходной заготовке (заготовках)
Номер заготовки или детали на эскизе раскроя материала
Номер на эскизе используемого отхода материала, применяемого на детали другого обозначения
Обозначение детали (по конструкторскому документу), для которой раскраивают материал
Обозначение детали (по конструкторскому документу), изготовляемой из отходов материала
Масса детали по конструкторскому документу
Масса используемого отхода материала
Количество деталей из заготовки, полосы, прутка, рулона и т.п.
При изготовлении бланков форм КТИ допускается графу разделять на несколько отдельных граф вертикальными отрезками прямой линии и присваивать им соответствующие наименования, например "Из полосы", "Из заготовки", "Из ленты" и т.п.
Количество деталей, изготовленных из используемых отходов
Используемая длина заготовки на определенное количество деталей;
длина реза при термической резке материала.
При необходимости одновременной записи информации о длине заготовки и длине реза допускается информацию о длине реза записывать в графе 26
Кроме того, предварительно сформированная карта раскроя поможет вам правильно оценить требуемое количество материала. Следовательно, пользователь сможет заранее узнать сумму, необходимую на реализацию текущего проекта.
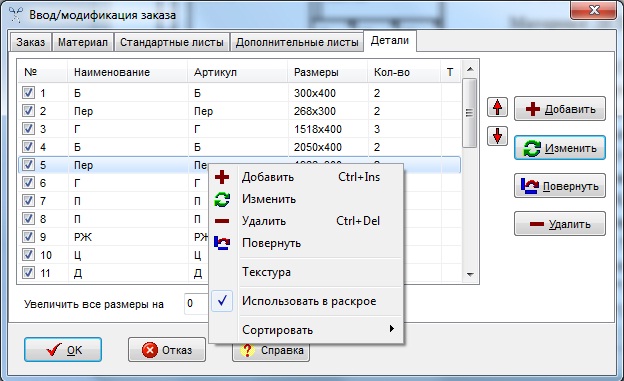
Разберемся с этим более подробно с помощью программы Cutting 3. Данное программное средство отличается комфортной эксплуатацией и простотой. Главное рабочее поле программы условно разделяется на две зоны. Еще несколько вкладок имеется в нижней части экрана, как на рисунке ниже.
Раскрой заполняется с правой стороны. Первое рабочее поле отобразит цветовую гамму. Пользователь может задать необходимый цвет для каждого рабочего листа. Аналогичным образом заполняется информация по количеству и параметрам. Далее нужно будет воспользоваться полем Вращения, задав один из трех возможных признаков вращения. Как показывает практика, непосредственное вращение оказывается полезным в основном в тех случаях, когда в обычном виде детали не получается расположить на листе.
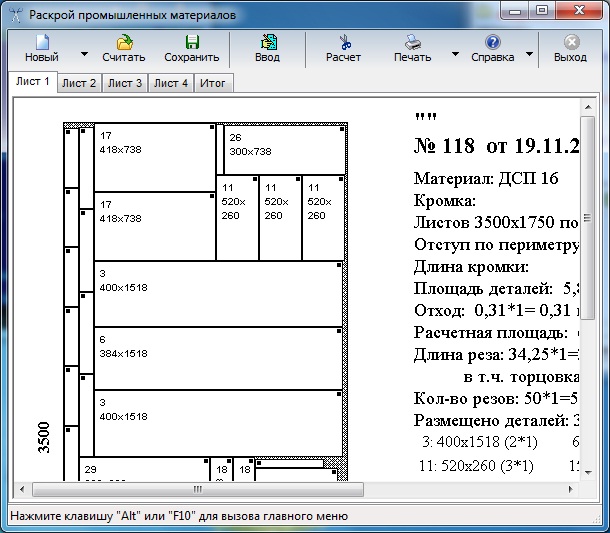
Запустить выполнение расчета можно нажатием клавиши F9. В итоге это позволит нам получить следующее изображение:
Оно отображает все рабочие листы, а также детали, изображенные на них. Повторное нажатие запустит работу компьютера, чтобы предложить конструктору несколько интересных вариантов раскроя. Когда размещение той или иной детали вам не по душе, вы всегда можете изменить его по своему усмотрению. Зажав левой кнопкой мышки требуемый объект, его нужно перенести на нижнее поле, а затем установить на более подходящее место.
Если изначально для обрабатываемой детали был задан признак, позволяющий вращать её, один клик правой кнопки мышки запустит изменение ориентации объекта. Теперь мы можем воспользоваться клавишей запуска на печать. Рабочее поле отобразит будущий распечатанный лист.
Карта раскроя необходима мастеру для чёткого понимания необходимого количества материала и экономного распила листов ЛДСП. Но не всегда имеется под рукой удобная программа. И поэтому я решил рассказать возможно для кого-то очевидные вещи.
У профессионалов всегда под рукой удобный софт, но человеку, который самостоятельно рассчитал первую тумбочку, тоже необходимо раскроить материал. И он не будет из-за 10 деталей устанавливать программу. И поэтому я сейчас расскажу как просто раскроить любой формат.
Для этого необходимо определиться с форматом листа. Самые распространённые форматы ЛДСП — 2750*1830, 2800*2070, 2440*1830. И конечно нужна деталировка изделия.Также следует знать, что первым размером в деталировке пишется высота детали, а вторым ширина. Это важно если материал имеет структуру
Рисуем прямоугольник и проставляем размеры листа по сторонам. Текстура на листе расположена по длине листа, она же высота и первая цифра формата. Следует задавать зазор, примерно по 15 мм от края, с каждой стороны формата листа. Толщина пила 3 мм.
Раскрой ведут сквозным пропилом и поэтому создаётся сложность размещения заготовок на поле листа. Существует три вида раскроя — продольный, поперечный и смешанный. Чаще всего мебельщики используют продольную карту раскроя. Потому-что остаются ходовые обрезки, для дальнейшего использования.
Первым делом выделяем из спецификации деталь с наибольшим размером, с неё и начинаем кроить лист. Т.е. подбираем к этому размеру близкие по габаритам заготовки. Часто, что в деталировке присутствуют несколько одинаковых деталей. Из них и формируем первую полосу кроя.
Затем переходим к меньшим размерам и располагаем детали в полосу с похожими размерами. Для того, чтобы обрезки получились с наименьшей площадью. Путём сложения и вычитания заполняем весь лист, вырисовывая полосы кроя, с прямоугольниками внутри. Не забываем проставлять размеры.
Работая в цехе по производству мебели, я частенько встречал профессиональных распиловщиков, которые безо всяких программ, в уме, кроят лист, получше любой программы. И поэтому, тренируйте мозги — это полезно!
Если Вам понадобится деталировка корпусной или встроенной мебели , обращайтесь. Мы обязательно обсудим условия сотрудничества и придём к единому мнению. За умеренный процент за свой труд, подготовлю для Вас подробный проект , в назначенные сроки.
. из свободно распространяемого офисного пакета LibreOffice. При этом ни к созданию макросов, ни к написанию пользовательских функций, ни к программированию вообще обращаться нет необходимости!
И все-таки – почему в данном случае стоит попробовать использовать не Excel, а Calc?
Структура задачи и терминология.
- Генерация всех возможных схем раскроев.
- Поиск на основе сгенерированных схем оптимального раскройного плана.
В представленной далее программе генерация схем раскроев выполняется автоматически! Это существенно упрощает работу, защищает от ошибок и экономит время при значительном количестве типоразмеров деталей и схем раскроев.
Поиск плана раскроя осуществим тремя способами:
Определимся с терминологией и ограничениями:
- Заготовки – это исходный материал в виде рулонов, прутков, полос, стержней и т.д. одинаковой длины.
- Детали – это элементы, которые необходимо получить, разрезав исходные заготовки на части.
- Схема раскроя – один из вариантов раскроя заготовки, при котором длина отхода всегда меньше длины самой короткой детали.
- План раскроя – это перечень схем раскроя с количеством их повторений.
- *Ширина реза равна нулю.
Пример.
Условие задачи:
Бумагоделательная машина производит рулоны (заготовки) шириной 5600 мм.
Нужно найти план раскроя для нарезки 13 типоразмеров конечных рулонов (деталей), используя минимальное количество исходных рулонов (заготовок).
Ширины конечных рулонов (размеры деталей) и их необходимое количество — в таблице слева.
Скриншот программы:
Область для генерации схем раскроев имеет размер 13×213 ячеек, что обусловлено исключительно условиями этой конкретной задачи, и может быть изменена и в ширину и в высоту в сторону увеличения или уменьшения по желанию пользователя с соответствующей корректировкой формул.
К сожалению, качественно показать на скриншоте всю область программы для раскроя затруднительно. Скачайте файлы по ссылке под рисунком для детального просмотра листов Calc и Excel с программами.
В ячейках с желтой заливкой – не защищенные от изменений формулы. Будьте внимательны! Изменять значения можно только в ячейках со светло-бирюзовой заливкой.

Прошу уважающих труд автора скачать файлы с программой после подписки на анонсы статей. Подписные окна расположены в конце статьи и наверху страницы.
Ссылки на скачивание файлов с программой:
Правила ввода исходных данных:
В светло-бирюзовые ячейки записываем исходные данные из условия задачи:
- длину исходных рулонов – заготовок — Lз ;
- длины конечных рулонов – деталей — Lдi ;
- количество конечных рулонов – деталей — Nдi .
Длины деталей Lдi следует вписывать в порядке уменьшения размеров, слева – направо:
Внимание! Если типоразмеров деталей в другой вашей задаче будет меньше 13, например 10, то, чтобы не переделывать каждый раз поле схем раскроев, в первые 3 ячейки для длин деталей следует записать значения больше размера заготовки, а их количество указать равным нулю:
А > Lз
Решение:
После ввода всех исходных данных программа для раскроя автоматически сгенерирует 213 схем, решив, таким образом, первую подзадачу.
Действия пользователя при решении второй подзадачи – поиск оптимального плана раскроя — подробно описаны в статье о линейном раскрое в Excel. Эти действия полностью идентичны при работе со всеми тремя вышеназванными надстройками. Повторять их здесь нет смысла, так как, перейдя по ссылке, можно получить подробную, развернутую инструкцию.
Единственное, что следует дополнительно настроить:
Ответ:
Минимум из 73 заготовок (исходных рулонов) можно изготовить все детали (конечные рулоны) с долей отходов всего 0,401%! В плане раскроя используется 12 схем раскроев. Время поиска решения – менее 10 секунд! (План раскроя показан выше на скриншоте программы.)
Ответ в Википедии: 73 заготовки; 0,401% отходов; в плане – 10 схем раскроев.
Итоги.
Существует несколько решений — планов раскроя с 13, 12, 11, 10 схемами раскроев, состоящих из 73 заготовок.
В таблице ниже представлены решения, найденные с использованием разных программ и надстроек. При расчетах в Excel и Calc использовались линейные механизмы поиска.

Все программы справились с поставленной задачей – нашли раскройные планы, обеспечивающие минимальное количество отходов.
В случае необходимости минимизировать количество схем раскроев в плане стоит применить нелинейные алгоритмы надстроек из списков механизмов поиска решения.
Не используя специальных программ с помощью свободной программы LibreOffice Calc или MS Excel можно эффективно решать весьма громоздкие задачи по линейному раскрою погонажных материалов.
Возможности программы для раскроя можно существенно расширить под соответствующие задачи, увеличив количество типоразмеров деталей и пространство для схем раскроя. Ограничивающими факторами расширения являются только размеры листа программы Calc или Excel, производительность процессора и … здравый смысл.
Статьи с близкой тематикой
Отзывы
-
Андрей 12 Июн 2019 09:59
Здравствуйте. Работаю инженером-конструктором. Расчеты зубчатых и звездочек очень пригодились. Остальное осваиваю в своей практике. Большое Вам спасибо за труд.
Огромное Вам спасибо за то что делитесь своими знаниями. Благодаря вашим статьям многому научился.
Больше спасибо за труд и доходчивые объяснения. Я изучал линейное программирование, но мы пользовались программой POM fow Windows для решения задач на минимум и максимум. Тогда еще не было такого пакета в Excel. Применение расчета позволило мне съэкономить более 150 тыс. рублей при расчете бруса на дом, так как фирма сознательно завышала объем.
Спасибо Андрей, Юрий и Антон за теплые отзывы.
Благодарю вас! Отличную работу проделали!
Александр, большое спасибо за очень грамотные расчеты, которые мне очень помогают. Проектирую оборудование для инвалидов: подъемники по лестничным маршам, эвакуаторы и т.п. С уважением, Николай.
Здравствуйте. С файлом xlsx бывает возникают вопросы.
Скачайте файл ods и откройте в LibreOffice — там всё работает правильно.
Скачал LibreOffice, действительно работает. Дело в том, что в файле Excel в желтых ячейках отсутствуют формулы.
Теперь возникла другая проблема. В LibreOffice в вашем примере, если поставить длину исходной заготовки 12000 (вместо 5600), то в столбце R количество заготовок в решении есть и отрицательные, и дробные.
Увеличив длину исходной заготовки до 12 метров Вы получили задачу, в которой не 213 схем раскроя, а гораздо больше. Поле программы нужно расширять. Прочтите внимательно текст статьи.
Программа позволяет на предприятиях по производству мебели создавать план раскроя листового типа. Программа простая в использовании на любом компьютере.
Функционал программы.
- С помощью программы можно быстро изготовить рулонные и листовые материалы;
- Программа рассчитана на работу пользователя с любым опытом работы с компьютером;
- Есть функция раскроя с удалением лишних кусков листа;
- Поддерживается ОС Windows, начиная с версии XP и завершая версией 10.
Пользователь может указывать подходящие размеры, производить расчеты, создавать и сохранять проекты. Дополнительное удобство создается путем добавления всей информации о заказе в базу данных. В ходе работы можно внести информацию о деталях, материале и готовности заказе. При указе параметров пользователем программа сообщает о правильности данных. Чертежи можно наносить на дерево, стекло и металл, исключая лишние затраты материала.
В базе данных хранится вся информация, поэтому весь не переработанный материал идет на вторичное использование.
Особенности программы заключается в следующем:
- Каждая деталь имеет символьное название;
- Есть возможность добавить дополнительный набор листов к основному при следующей обработке;
- При расчете можно объединить заказы для экономии расходных материалов;
- Для каждого материала имеется база данных. При выборе необходимого материала программой предлагается параметры листа.
Описание программы.
Программу Раскрой пользователь может скачать бесплатно. В начале работы необходимо задать параметры деталей, которые будут вырезаться. Программа при этом подбирает необходимые параметры для предотвращения образования большого количества излишек материала.
Все резы, которые производятся во время работы, осуществляются по горизонтали или по вертикали. При расчете раскроя программа автоматически ведет учет определенного материала.
Программа снабжена удобным интерфейсом на русском языке, легким в использовании для любого пользователя. Данная программа существенно сэкономит время и поможет произвести различные расчеты проекта. На любом этапе есть возможность внесения изменений в параметры, что значительно оптимизирует процесс резки материала. С программой вероятность совершения любых ошибок значительно сокращается. Для фирм, занимающихся резкой стекла, дерева и иного материала такая программа просто необходима.
| Разработчик | Andrey Kusnetsov |
| Лицензия | Бесплатно |
| ОС | Windows XP/Vista/7/8/10 32|64-bit |
| Язык | Русский |
| Категория | САПР |
| Скачиваний | 769 раз |
Читайте также: