
Утеплитель стола 3д принтера своими руками
Обновлено: 06.07.2024
Вы купили 3D принтер, настроили его, все замечательно. Но вот незадача, деталь постоянно отклеивается от стола. Что делать? Я закупился множеством различных клеев и скотчев, чтобы сравнить различные методы и расставить все точки над И.
Вообще я долго не понимал смысл всех пирогов, которые делают у себя любители 3Д печати на столе — стекла, бумага, скотч, клей, пиво, лак для волос. Осталось только колбасу с яичницей положить на стол и тогда точно все прилипнет как надо. Давайте поочередно разберемся в этих вопросах 3Д печати и сравним различные методы для борьбы с отклеиванием деталей.
Зачем нужно стекло на стол 3Д принтера?
Вообще стекла используют как правило для двух случаев: если стол 3D принтера неровный или если не хотят пачкать стол. Минусы есть: принтеру сложнее нагреть стол до нужной температуры, повышенный износ ремней, а при больших скоростях печати — высокая нагрузка на шаговые двигатели. Плюс есть еще вероятность того, что стекло треснет, если оно не боросиликатное.
Blue tape 3M или синий скотч
Этот метод появился достаточно давно за рубежом. Дело в том, что данный тип скотча имеет на внешней стороне некое покрытие, которое сильно увеличивает адгезию плюс скотч сам по себе защищает стол и никакое стекло не нужно. Но есть проблема. В России этот скотч почти нигде не купить. Нет, есть, конечно, магазины, которые продают его по 2000 рублей, но давайте пока поищем что-то более бюджетное.
Малярная лента
Конечно! Раз у нас этого скотча нет, то давайте займемся импортозамещением и наклеим обычную малярную ленту на стол. Одна беда — ни PLA, ни ABS пластик не клеится к ней. Более того, при нагреве стола — она деформируется, а именно расстояние между стыками наклеенной ленты начинает сильно увеличиваться в ходе печати. Вообщем малярная лента не пойдет даже для простой защиты стола.
Малярная лента для наружных работ
Такая лента в строительных магазинах как правило имеет синий цвет, однако не нужно ее путать с синим скотчем 3M. Детали к ней клеятся также плохо как и к обычной. Однако она не деформируется под действием температуры, что уже хорошо. В качестве защиты поверхности стола она подойдет.
Клей-карандаш
Лак для волос
Наносил его как на чистый стол, так и на малярную ленту. Результатом остался недоволен. Все отклеилось. Есть вероятность, что проблема в производителе, так как одному из моих клиентов подошел данный способ. Отмывается он уже не так просто.
ABS Juice
Различные ленты для 3Д-печати в Китае
Закупил несколько штук разных на Алиэкспрессе. Часть из них оказались откровенным шлаком, однако два вида лент стали моими фаворитами.
Каптон — лучший вариант для ABS
Каптоновая лента является всего-лишь термоустойчивой лентой. Зачастую вы ее можете увидеть на обратной стороне стола 3Д принтера. С помощью нее приклеивают датчики температуры. Она отлично зарекомендовала себя при печати ABS-пластиком. Я клеил ее на стол, а на нее еще клей-карандаш. Деталь держалась намертво. Правда клеить ее сложновато стык в стык. Поэтому закупил себе широкую 100-миллиметровую.
Купить каптоновую ленту 40 мм можно тут:
Купить каптоновую ленту 100 мм можно тут: купить в COMPONENTS.VIRAND
Лучший метод для борьбы с отклеиванием деталей от стола PLA изделий
Звучит, наверное, слишком громко. Но после всех этих испытаний я сделал для себя именно такой выбор. Данная лента легко клеится, не деформируется под воздействием температуры, не пахнет (что очень важно для дома), детали из PLA пластика держатся намертво. А самое главное, что я теперь не парюсь по поводу того, что деталь отклеится и целые часы 3D печати пойдут насмарку. Лично я остановился именно на этом варианте и всем советую. Однако данная лента не очень крепко держит ABS.
В зависимости от того, какой пластик будет использоваться во время печати, может понадобится подогрев рабочего стола 3D-принтера. К тому же у бюджетных аппаратов такая функция не всегда есть. Поэтому многие делают нагревательный стол своими руками.
Нагревательный стол для 3D-принтера
Подогревательный стол является рабочей поверхностью, состоящей из нескольких слоев, один из которых имеет нагревательный элемент. На нагревательном столе и печатает принтер.
Нагреватель обычно имеет змеевидный рисунок.
Зачем нужен подогрев?
Использование стола с подогревом во время трехмерной печати является простым и надежным способом защиты готовых изделий от неравномерного остывания, из-за которого часто происходит деформация детали. Даже на самом дешевом принтере можно получать модели хорошего качества, применяя нагревающуюся рабочую поверхность.
Из чего сделать стол для 3D-принтера своими руками?
Виды нагревательных столов:
- Текстолитовый. Это наиболее доступный по стоимости вариант. Текстолитовый стол состоит из текстолитовой плиты с нанесенными на нее медными дорожками. Чаще всего на них подается питание в 12 или 24 В. Напрямую печатать на текстолитовом листе не получится, так как он достаточно гибкий и деформируется во время нагрева. Сверху на него крепится стекло для придания жесткости и выравнивания поверхности.
- Алюминиевый. В алюминиевых столах тоже используется текстолит, но вместо стекла сверху укладывается алюминиевый лист.
- Силиконовый. Может быть гибким или жестким, в зависимости от конструкции. Он состоит из нагревательного элемента, который залит термостойким силиконом.
Пошаговая инструкция
Проще всего сделать стол на основе силикона. Для этого понадобится подготовить такие материалы:
- нихромовая проволока диаметром 0,2 мм;
- листы картона;
- монтажный скотч;
- гвозди с маленькой шляпкой;
- стекло;
- термостойкий силиконовый герметик.
- Несколько листов картона укладываются друг на друга и скрепляются скотчем.
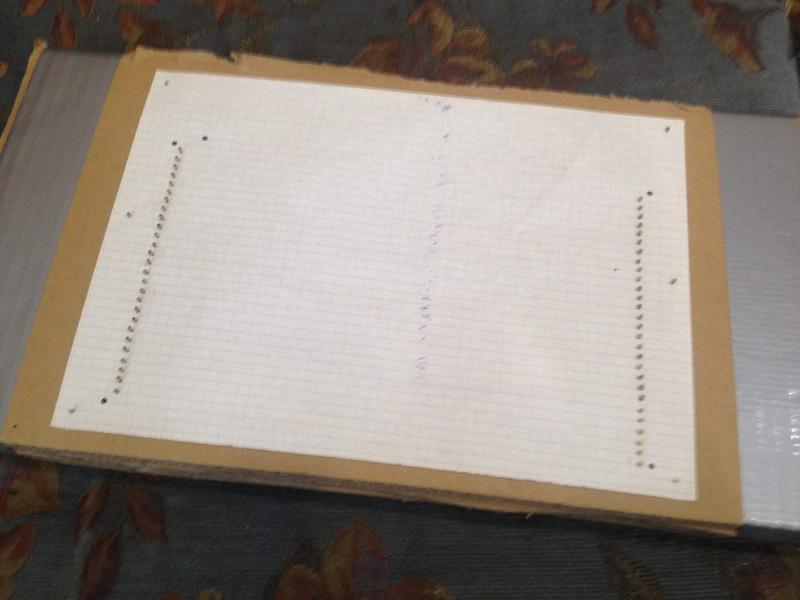
- С помощью гвоздиков прикрепляется обычный лист в клетку.
- К гвоздикам приматывается нихромовая проволока зигзагом с небольшой натяжкой.
- Шляпки утапливаются и выравниваются.
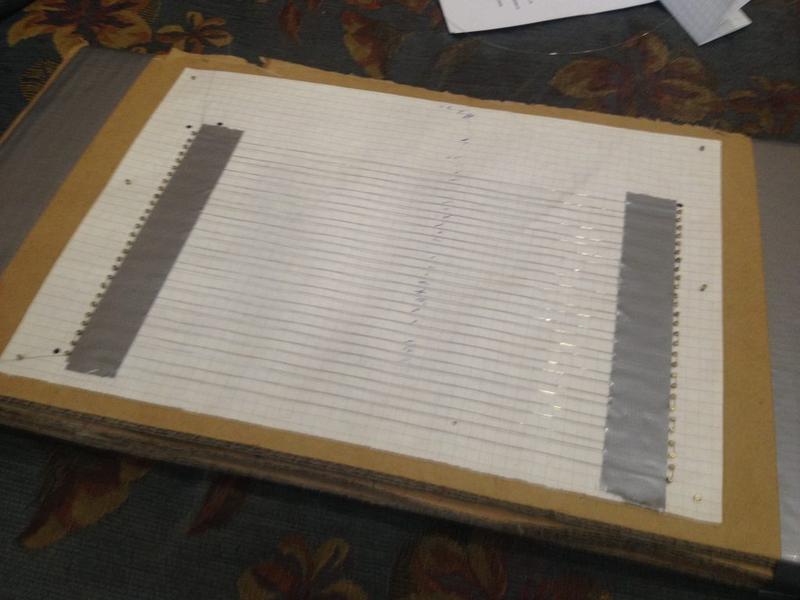
- По бокам (рядом со шляпками) приклеиваются полоски скотча.
- Гвоздики аккуратно вытаскиваются, чтобы все осталось на своих местах.
- Бумага тоже осторожно убирается.
- Стекло протирается спиртом. После этого полученная конструкция приклеивается к стеклу. Сначала нужно приклеить одну полоску, а затем вторую с натяжкой.

- Все обильно смазывается термостойким герметиком (кроме скотча). Слой должен быть не менее 2 мм.
- После высыхания липкая лента снимается и пустые места тоже замазываются силиконом.

- К конца проволоки припаивается провод для подключения к сети.
Ошибки и способы их избежать
Важно правильно рассчитать длину и толщину проволоки. В ином случае будет либо перегрев (что приведет к замыканию или перегоранию проволоки), либо слишком слабый нагрев. Для расчетов можно использовать специальные онлайн-калькуляторы. В них вписывается требуемая мощность и напряжение сети.
Самостоятельно сделать нагревательный стол для 3D-принтера достаточно просто. Все материалы доступны. Самодельное изготовление особенно актуально для тех, у кого бюджетные модели принтеров.
Вы купили 3D принтер, настроили его, все замечательно. Но вот незадача, деталь постоянно отклеивается от стола. Что делать? Я закупился множеством различных клеев и скотчев, чтобы сравнить различные методы и расставить все точки над И.
Вообще я долго не понимал смысл всех пирогов, которые делают у себя любители 3Д печати на столе — стекла, бумага, скотч, клей, пиво, лак для волос. Осталось только колбасу с яичницей положить на стол и тогда точно все прилипнет как надо. Давайте поочередно разберемся в этих вопросах 3Д печати и сравним различные методы для борьбы с отклеиванием деталей.
Особенности 3D-печати с использованием PLA и ABS
Для того чтобы осуществлять печать, необходим специальный полимерный материал. Для работы на различных моделях принтеров применяют разные материалы. Чтобы понять, какой материал необходимо использовать для вашего оборудования, уточните информацию у специалистов или консультанта в магазине.
Наиболее распространёнными полимерами для распечатки являются PLA и ABS, к особенностям которых, можно отнести следующие характеристики:
- изготовлены из природных материалов — ABS из нефти, а PLA из сельскохозяйственных культур и продуктов их переработки;
- хорошо поддаются обработке и могут принимать самые различные формы и размеры, задаваемые программой;
- способны окрашиваться и менять степень прозрачности изделия;
- прочность, при сохранении пластичности деталей;
- растворимость — позволяет склеивать детали и сглаживать края заготовок.
Также отличительной чертой является хорошая плавкость материала. Однако низкая температура плавления является минусом и может испортить качество распечатываемой детали.

ВНИМАНИЕ! Если первый слой заготовки растекается или сильно выходит за пределы стола, в дальнейшем конструкция тоже будет иметь плохую форму. Лучше сразу остановить работу и начать заново.
Что делать, если PLA отклеивается от стола принтера
Если вы столкнулись с подобной проблемой: при работе деталь не прилипает к поверхности стола, нужно попробовать сделать следующее:
- Отрегулируйте температуру, подаваемую из сопла. При сильном нагреве могут плавиться нижние слои, что вредит всей конструкции.
- Установите минимально допустимое расстояние от стола до печатающего станка. Высота не должна быть меньше диаметра сопла.
- Произведите калибровку и регулирование печатающей головки для первого слоя. Если деталь не крепится к столу, измените силу нажима и количество подаваемого материала на нижние слои.
- Подберите и произведите замену стола. Лучше выбрать материал с хорошей адгезией (прилипанием): картон, пиво, оргстекло.
- Попробуйте пропечатать первые уровни сплошными для создания специальной подложки, на которой будет крепиться будущая деталь. В конце работы можно аккуратно удалить нижние слои и края.
- Следите за тем, чтобы заготовка не выходила за пределы рабочего поля. Уменьшите размеры фигуры или расширьте поле.
При отсутствии эффекта, можете поменять настройки системы при печати. Но, скорее всего, придётся обратиться к мастеру по ремонту оборудования. Опишите проблему, воспользуйтесь гарантией для бесплатной диагностики и устранения неполадок.
Проверьте качество пластика
Проблема пластиковая нить хрупкая и ломается в руках. При печати слои ложатся неравномерно, шероховато, частые пропуски и подтеки, слышны щелчки и хлопки. (Случается с ABS и PLA)
PLA и ABS гигроскопичны, то есть впитывают влагу из окружающей среды. Влажный пруток становится более ломким и хрупким. Может ломаться руками при сгибе. Такой филамент, если не сломался в механизме подачи экструдера, поступая в горячий хотэнд за доли секунды нагревается до температуры кипения воды, в следствие чего даже малое содержание влаги мгновенно закипает и вырывается наружу, создавая при этом характерный взрыв. Внешне такой пластик не будет отличаться от здорового, но он будет более хрупким и ломким. Качественный PLA и ABS не должен ломаться руками без усилия.
Решение просушите катушку с пластиком
- Поместите филамент в электрическую духовку на 2-3 часа и температуре 70 °C. Можно для этих целей использовать закрытую камеру принтера с подогревом стола.
- Храните не используемый пластик в герметичной коробке или пакетах с влагопоглотителем. Правильная фабричная упаковка для PLA и ABS — герметичный вакуумный пакет с пакетиком силикагеля. Влагопоглотитель не высушит пластик, но отлично защитит от излишней влаги.
- Используйте не гигроскопичные марки пластика SBS и HIPS — они не впитывают влагу, могут сколько угодно храниться без риска испортиться.
Проблема пластик вытекает из сопла экструдера.
Для марок некоторых производителей очень сложно подобрать походящую температуру экструдера. Капризная печать, слои ложатся не равномерно, качество печати оставляет желать лучшего. Это не идеальный пластик, все что остается делать — при каждой загрузке пластика подбирать температуру экструдера.
Решение приобретайте качественные материалы проверенных производителей.
Печать на подложке 3M
Используйте Самоклеющееся термоустойчивое покрытие 3M — один из самых простых и быстрых способов добиться отличных распечаток из PLA, как впрочем ABS, SBS или HIPS.
Раньше повсеместно использовался синий скотч 3M — не верх совершенства, но его было очень просто использовать, пока не перестал производиться. Но иногда во время печати ваша деталь могла отодрать скотч от стола, и в таких случаях объект будет иметь искажения.
Используйте вышеупомянутую полдложку, с которой меньше проблем.
Печать на подогретом столе
При печати на стекле исключительно важно выставить уровень стола и экструдера на правильную высоту. Если экструдер будет находиться слишком далеко от стола, PLA не прилипнет ВООБЩЕ; если слишком близко – стекло полностью заблокирует экструдирование материала, и он опять-таки не прилипнет ВООБЩЕ.
Если ваш первый слой не прилипает
- Проверьте уровень стола.
- Убедитесь, что печатающая головка находится достаточно близко, чтобы она качественно выдавливала первый слой. Зазор между соплом и поверхностью стола проверяется обычным листом бумаги. Лист толжен пролезать через это расстояние, но не застревать.
- Убедитесь, что вы достаточно прогнали экструдер перед началом печати, так что филамент поступает на стол в течение всего процесса печати первого слоя. В программе slic3r вы можете выставить количество обходов до 4 или 5, в зависимости от детали.
- Протрите стекло денатуратом.
Когда все настроено правильно, стекло – это самый лучший вариант для работы с PLA. На нем получается замечательный блестящий нижний слой, а подогрев стола обеспечивает то, что все выйдет гладко и ровно.
Прочие поверхности для печати
Печать на прозрачной самоклеющейся пленке для стола 3д принтера
Прозрачная полиэстеровая самоклеящаяся пленка с перманентным термоустойчивым клеевым слоем. Наклейте пленку на печатный стол. Эта плёнка намного плотнее и прочнее каптонового скотча, поэтому печатать можно намного дольше, выдерживает высокие температуры. Brim (Кайма) не нужен — шестерни без Brim это здорово. Держится дольше каптона.
Печать на каптоновой ленте
Печать на поликарбонат
Смена филамента
При смене цвета PLA:
- Выставьте на холодном экструдере температуру в 80 °C и дождитесь нагрева.
- Когда температура достигнет 80 °C, удалите из экструдера находящийся в нем филамент. Вы можете вытянуть его руками, или же может потребоваться реверсивная подача.
- Если у вас возникли проблемы с удалением филамента, увеличьте температуру до 100 °C и повторите попытку.
- Увеличьте температуру еще и обычным способом заправьте новый филамент.
- Прогоняйте его через экструдер до тех пор, пока он не начнет выходить чистым, т.е. только нового цвета. Если вы переходите с более темного цвета (например, черного) на более светлый (например, белый или натуральный), прогоняйте подольше, чтобы убедиться в отсутствии темных загрязнений:
- Прочистите шестерню экструдера и выдуйте все частицы из входа в него.
- Распечатайте что-нибудь, по поводу чего вам не жалко, если там будет немного предыдущего цвета, или прогоните экструдер в течение нескольких минут. Этот процесс может занять от 10 до 15 минут, прежде чем вы с уверенностью сможете отметить, что темный материал больше не подмешивается к светлому.
Что делать, если что-то не так
Есть несколько ключевых моментов, которые следует проверить, если распечатки не получаются. Но перед тем как мы рассмотрим решения, мы должны дать краткую характеристику симптомам.
- Убедитесь, что экструдер находится на правильной высоте. Установите ограничитель или сам экструдер на высоту 0.
- Убедитесь, что стол выровнен. Зазоры во всех точках калибровки между соплом и столом должны быть приблизительно в толщину листа бумаги.
- Проверьте температуру экструдирования (вам может понадобиться увеличивать ее с шагом в 5 градусов)
- Проверьте натяжение филамента.
- Прочистите шестерню подачи филамента
- Убедитесь, что на принтер поступает достаточный поток данных. При печати с компьютера, убедитесь, что он не перегружен и нормально отправляет команды на принтер. Если тормозит принтер, обычно это означает, что перегружен он.
- Печатайте с SD-карты. На некоторых принтерах вы можете попробовать печатать с SD-карты. Часто это помогает принтеру получать достаточно данных и работать более плавно.
- Приобретите более качественный PLA. Мы обнаружили, что качество исходного материала может оказывать существенно влияние на качество печати. Покупка более качественного PLA может помочь в достижении лучших результатов. Тем не менее, не спешите все сваливать на PLA. При правильных установках и достаточном терпении любителям трехмерной печати удавалось успешно работать с самыми разнообразными материалами, многие из которых обладали очень низкой вязкостью и имели очень большие неоднородности. Вы должны уметь добиваться от детали по крайней мере функциональности – пусть даже и с филаментом немного более низкого качества.

Недавно ведущими производителями были презентованы специальные принтеры, печатающие детали, фигуры и различные элементы в формате 3D. Данный вид техники очень сложно сконструирован, а характеристики его работы соответствуют самым последним достижениям в области высоких технологий. Для того чтобы качественно обслуживать оборудование, нужно разбираться в принципе его работы и внутренней конструкции.
Для обычной печати достаточно прочитать инструкцию и руководство по эксплуатации устройства. Там описан подробный план действий по включению и сопряжению с компьютером. Но иногда при работе могут возникать различные неполадки, для решения которых может потребоваться серьёзный ремонт. Сегодня мы поговорим об одной из распространённых проблем в распечатке 3D деталей. Речь пойдёт о плохом прилипании материала к столу принтера. Данная проблема мешает созданию деталей и нарушает работу всего устройства.
Подогреваемый стол для 3d принтера необходимый что-бы расплавленный пластик лучше прикрепился и во время печати не скрутился и не отстал от платформы. При оптимальной температуры нагретый пластик немного расширенный, а при охлаждении он сжимается и если поверхность будет очень холодная, наша деталь превратиться в брак. Нагревательный стол для 3d принтера имеется отверстие по центру для термистора, если используете материал ABS - выставляем в настройках подогрев 100-110°C, для PLA не много меньше 50-70°C. Все равно каждый будет настраивать стол mk2b под себя и тестировать подходящую температуру, ток потребления в среднем 5А.
Пример подключение 12 В питания - плюс припаиваем к значению 1, минус к 2 и 3. Дальше берем светодиод 3В и резистор 620-800 Ом и соединяем как указано на картинке. Теперь когда будет происходит нагрев, светодиодный индикатор заработает . По центру с помощью термоскотча (он может выдерживать до 300°C) приклеиваем по центру термистор.
Что-бы не перегревать Ramps 1.4, будем подключать по другому, например через автомобильное реле 30А (смотрите фото). Таким образом мы только управляем включением, выключением, а наше реле уже пропускает более высокий ток. Если решили только собирать, инструкция по сборке 3d принтера.
Очень частые претензии после покупки такие как кривой стол 3d принтера, если смотреть сбоку, пластина немного выгнутая. Да, такое бывает, но в этом нет ничего страшного! Крепление стола 3d принтера - с помощь 4 пружинок и болтов крепим на ось Y и притягиваем пружины, постепенно он будет выправляться, в дальнейшем будет калибровка стола 3d принтера. Для этого, ось Z опускаем в самый низ, а ось X перемещаем в любой угол стола mk2b и подтягиваем или отпускаем пружинку, такие действия проделываем с каждым углом, что-бы расстояния между соплом и стеклом было одинаковое.
Стекло для стола 3d принтера берем силикатное стекло (обычное) толщиной 4 мм и прижимаем по краям держателями для офисной бумаги. Стол для 3d принтера купить можно по ссылкам ниже, там и другие комплектующие. Ещё одно, снижаем теплопотери и ускоряем нагрев, снизу стола mk2b утепляем не горючими материалами, подложки из пробок, алюминиевый скотч и тд.
Лак для 3d принтера нужен для лучшего прилипания модели, можно использовать не только специальный, рекомендую смотреть в сторону тех, которые легко перезаправляются. Смотрите в конце видео показываю один из них, поработали с печатью, закончился, залили и снова пусть принтер работает. Лак для волос для 3d принтера можно использовать ка каждый, с некоторыми пластик не держится, другие схватываеться на минуту и дальше отстает деталь. Экспериментируйте!
Читайте также: