
Управление контактной сваркой своими руками
Обновлено: 08.07.2024
Аппарат для контактной сварки и его применение для сварки в быту
Контактная сварка представляет собой соединение двух деталей в одно целое, которое происходит при помощи нагрева в месте сварки мощным кратковременным потоком электричества.
При этом одновременно происходит сжатие деталей в месте нагрева до возникновения пластической деформации. В промышленности этот вид соединения применяется достаточно широко, но в последнее время всё чаще мастера применяют его и в домашних мастерских.
Причем этим способом можно сваривать не только одинаковые металлы между собой, но и разные по составу.
Этот способ хорош и для ремонта инструмента, в том числе и садового, и для ремонта более крупных деталей, таких как кузов автомобиля. Особенно успешно применяется контактная сварка при соединении алюминия, который имеет свои особенности сварки.
Хорошо варить и сетку для ограды.
При контактной сварке меньший риск прожечь тонкий лист металла. В месте соединения деталей на точке их соприкосновения под воздействием тока металл расплавляется.
Сжатие этого места способствует переходу металла одной детали в другую. Затем подача тока прекращается, и металл кристаллизуется, образуя единое целое.
Компании, выпускающие такое оборудование, очень чутко реагируют на повышение спроса, поэтому в продаже сейчас можно найти бытовые приборы для сварки. Стоят они от 12000 рублей и не каждому по карману.
В то время как специалисты научились сами изготавливать такие приборы.
Как выглядит контактная сварка своими руками из микроволновки
Из микроволновой печи извлекается трансформатор, лучше, если он будет мощностью выше 700 Вт. В трансформаторе используем вторичную обмотку, снимая её так, что бы первичная осталась неповреждённой. В итоге нам нужно иметь ток, силой не меньше 500 А. Для этого усиливаем первичную обмотку, намотав на неё в зазоре изолированный провод, толщина которого около 1 см. Получится 2-3 витка.

Наматываем обмотку толстым проводом
Если у нас была мощность трансформатора около 1000 Вт, такой переделки будет достаточно, что бы варить пластины толщиной 3 мм.
Ток в момент сварки может увеличиваться до 1500 А. Для работы в квартире больше и не нужно, и так будут скачки напряжения. Если у вас частный дом, тогда мощность можно и увеличить.
Для увеличения мощности можно установить параллельно два трансформатора, тогда сварочный ток удваивается. Нужно обратить внимание на то, что бы не было подключения в противофазе. Для этого следят за тем, что бы направление витков на вторичной обмотке было одинаковое.
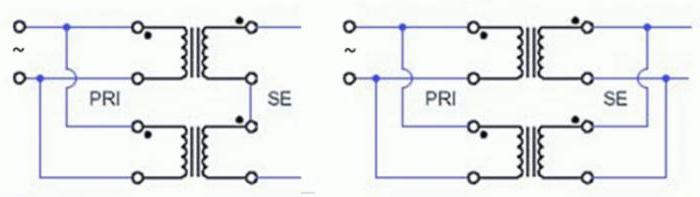
Схема сдвоенного подключения трансформатора.
Здесь указаны схема №1 и №2 для контактной сварки, изготовленной своими руками из двух микроволновок.
Нужно только, что бы вторичные обмотки трансформатора имели то же количество витков.
Реле времени для контактной сварки можно также собрать своими руками, руководствуясь, например, следующей схемой.
Можно собрать реле и совсем по простой схеме
Далее в вопросе, как сделать контактную сварку своими руками стоит вопрос электродов. Используя для этого медную проволоку, нужно обратить внимание, что её толщина должна соответствовать диаметру того провода, который идет от трансформатора, причем длина у проводов должна быть минимальной длины.
Как вариант, можно использовать и жало от паяльника б/у. В процессе выработки электроды нужно будет подтачивать, а затем и вовсе менять. Клещи для сжатия для контактной сварки, которые можно изготовить и своими руками или применить от другого оборудования, в месте сварки могут иметь разную конструкцию, но давления для бытового прибора будет достаточно до 30 кг. Причем, чем длиннее рычаг, тем меньше к нему нужно прикладывать усилий.
Как видно, изготовить оборудование для контактной и точечной сварки своими руками совсем не сложно.
Изготовление своими руками контактной сварки на конденсаторах
Конденсаторную контактную сварку есть смысл собирать своими руками в случае, если работы связаны с со сваркой цветных металлов или с привариванием небольшой детали к большей, что важно для домашних умельцев. Такой прибор имеет высокое напряжение при работе.
Конденсаторы – это батарейки, собранные определенным образом. Время прохождения тока очень мало, буквально 0,1 секунды, но при этом образуется дуга температурой, достаточной для расплавления металла. Место сварки сжимается прибором, в результате чего получаем прекрасный сварочный шов.
По видам они бывают транформаторными и безтрансформаторными.
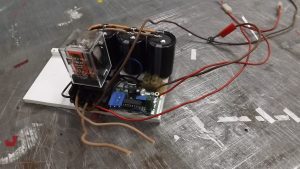
Собираем аппарат согласно схеме из конденсаторов
По сравнению с аппаратом, изготовленным из микроволновки, такой прибор не потребляет много электроэнергии. Кроме того, он не требует принудительного охлаждения. Скорость работы при вырабатываемом плотном сварочном токе вполне приличная.
Швы получаются аккуратные, что очень актуально в случае сварки тонкого или цветного металла.
Изготавливаем прибор следующим образом. Берем самую простую схему, например, следующую.
Первичную обмотку пропускаем через выпрямительный, диодный мост и подключаем её напрямую к источнику напряжения. С тиристора (это полупроводниковый прибор), который имеет кнопку для пуска, на мостовую панель проходит сигнал. Конденсатор через тиристор подключается к выпрямительному мосту и на первичную обмотку. Для его зарядки включаем специальную дополнительную цепь, имеющей диодный мост и трансформатор.
Емкость конденсатора, который и является источником импульса, должна быть в пределах от 1000 до 2000 мкФ, а первичная обмотка должна быть изготовлена из проволоки, немногим меньше 1 см, примерно 0,8 см, его обматываем в 300 витков. Сердечник изготавливаем из трансформатора Ш40 размером в 7 см.
Что бы изготовить вторичную обмотку, используем медную шину, 10 обмоток будет достаточно.
Используя конденсаторы, выбор которых ограничивается только мощностью- 10В, а также напряжением 15 В.
Затем изготавливаем зажим и электроды, как указано в предыдущей статье, только в размерах, соответствующих данному прибору.
Прибор для контактной сварки на конденсаторах своими руками готов
Изготовление прибора для контактной сварки из инвертора своими руками
Можно изготовить контактную сварку своими руками, используя сварочный инвертор. При этом получаем на выходе низкую потребляемую мощность при достаточных основных рабочих показателях.
Появляется возможность сварки тонких листов при достаточно низкой цене аппарата, который в итоге получается и простая конструкция, которой не сложно работать.
Есть и недостатки.
Вся конструкция не совсем надежная, так как делают её без расчетов. Поэтому её использовать как профессиональное оборудование не получится, к тому же регулировка имеет небольшой диапазон.
Сам корпус слабый и не имеет защиты от ударов, влаги и прочее.
Собираем аппарат, например, по приведенной схеме. Можно и слегка изменить её но принцип соединения силовой части, выключателя, цепи управления, а также защиты. Из инвертора используются трансформатор, блок питания. Нужна система управления и сам выключатель
В первой обмотке подключаются сварочный трансформатор и тиристорный пускатель.
Вторичная обмотка не нужна, её удаляют, особо церемониться с ней не нужно, можно использовать молоток и зубило.
Далее первичную обмотку усиливают намоткой второго слоя проволокой толщиной 2 -3 см. Её обязательно изолируют. Это может быть как специальная изоляционная бумага, так и специальный лак. Как и в первом случае, важно правильное направление обмоток. Проверяем все при помощи обыкновенного вольтметра.
Проверяем силу тока, она не должна быть выше 2000 А.
Электроды выбираем немного меньше, чем толщина кабеля. По составу это может быть медь, медный сплав с добавлением хрома или с медными наконечниками.
Соединяют электроды для контактной сварки своими руками при помощи или пайки или при помощи болтов и гаек. Пайку используют для маломощного оборудования. При соединении электродов с кабелем болтами, последние желательно использовать медными.
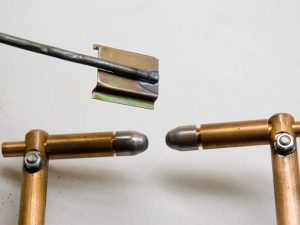
Пример соединения электродов
Изготовление такого прибора всегда оправдано и целесообразно.
Внимание покупателей подшипников

Варианты сборки аппаратов для контактной сварки своими руками из печи СВЧ и инвертора. Основные узлы и детали приборов. Типовые схемы, пошаговые инструкции. Виды и способы изготовления электродов.

Контактная точечная сварка имеет множество технологических преимуществ, позволяющих выполнить прочное соединение. Для ее использования не требуется специального обучения и навыков. Данный способ отличается неоспоримым достоинством: агрегат для контактной сварки своими руками можно соорудить из деталей печи СВЧ либо инвертора с применением подручных средств.

Узлы и детали контактной сварки
Оборудование для контактной точечной сварки, изготовленное по приведенной ниже схеме, применяется для работы:
- с проволокой либо прутьями сечением до 4 мм;
- с плоскими изделиями до 1 мм.

Технические характеристики прибора:
- сеть питания переменного тока: 220 В, 50 Гц;
- напряжение без нагрузки – от 4 до 7 В;
- наибольший пульсирующий ток контактной сварки – до 1500 А.
Устройство составляют регулировочная цепь, силовой узел и автовыключатель АВ-1, использующийся для отключения прибора при чрезмерных нагрузках. Силовой блок состоит из трансформатора Т2 и электропускателя на тиристорах типа МТТ4К, выполняющего подсоединение к цепи первичной обмотки.
На первичной обмотке Т2 присутствует 6 выходов, посредством переключения которых выполняется последовательная настройка сварочного тока обвивки вторичной. Стабильно соединенным с общей цепью остается лишь один вывод, остальные являются регулировочными и запитываются по одному.
Модуль МТТ4К, выпускающийся серийно, является тиристорным ключом, коммутирующим нагрузку через выходы № 1 и 3 при закорачивании контактов № 4 и 5. Пускатель предназначен для нагрузок напряжением менее 0,8 кВ и силой тока менее 0,08 кА.
В состав управляющего узла включены:
- блок питания;
- узел управления;
- реле К1.
В качестве блока питания возможно применение трансформаторных устройств на 220 В мощностью до 20 Вт, имеющих на вторичной обвивке напряжение 20–25 В. Для выпрямления тока предполагается применение выпрямителя КЦ402 либо его аналога.
Реле К1 предназначено для закорачивания элементов № 4 и 5 при поступлении напряжения от управляющей цепи к обвивке. Для К1 используется любое реле с напряжением, равным 15–20 В.
Инструкция по созданию контактной сварки из СВЧ-печи
Важнейший параметр контактной сварки из микроволновки – длительность влияния на подлежащие обработке заготовки.
Цепь управления точечной контактной сварки
Настройка длительности и регулирование параметров контактной сварки выполняется посредством:
- емкостных устройств электролитических с напряжением заряда от 50 В;
- коммутаторов П2К с отдельной фиксацией;
- резисторов R1 и R2;
- кнопки КН1 с двумя контактами: нормально-замкнутым и нормально-разомкнутым.
При подключении АВ1 производится зарядка емкостных элементов, подключающихся к питающему блоку и управляющей цепи через П2К. Срок их службы повышается благодаря лимитации тока зарядки посредством R1. Зарядка осуществляется через нормально-замкнутый контактный блок КН1.
Этот узел при нажиме КН1 разъединяется, выполняется отключение цепи, емкости по нормально-замкнутой цепь подсоединяются к К1, который срабатывает от тока разрядки конденсаторов.

Блок разъединенных нормально-замкнутых элементов КН1 не позволяет К1 запитаться от блока напрямую. Чем выше общий емкостный объем, тем больше времени требуется для их разряжения, К1 продолжительнее соединяет контакты № 4 и 5 элемента МТТ4К, и, следовательно, длительность импульса сварки увеличивается. При полной разрядке емкостей происходит отключение реле и прекращение функционирования оборудования. Для подготовки прибора к последующим импульсам следует отжать КН1.
Разрядка конденсаторов производится переменным резистором R2, служащим для регулировки импульса.
Особенности модернизации трансформатора
В каждой микроволновой печи присутствует магнетрон. Имеющийся в СВЧ-печке трансформатор имеет меньше витков на первичной обвивке и больше – на вторичной, на которой величина напряжения может доходить до 2 кВ. Удвоитель, если он конструктивно предусмотрен, увеличивает напряжение в 2 раза. Такое свойство особенно важно для сооружения аппарата контактной сварки.

При изъятии трансформаторного устройства нельзя допустить его повреждения. После снятия корпуса микроволновки элемент демонтируется с места закрепления. Для контактной точечной сварки требуются лишь магнитопровод и первичная обмотка трансформатора, подключающаяся к сети. Она обладает малым числом витков и утолщенным проводом.
Вторичная обвивка не потребуется, ее следует аккуратно удалить ударами молотка по зубилу, стараясь не причинить вреда первичной обвивке. Если в микроволновке имеются шунтирующие устройства, их также следует демонтировать. Магнитопровод может не приклеиваться, а устанавливаться на сварке, тогда лучше применить ножовку либо стамеску.

Затем необходимо изготовить новую вторичную обвивку. Для нее потребуется провод сечением от 1 см². Можно взять несколько проводков, но требуемая площадь должна быть сохранена.
При необходимости изготовления оборудования для контактной сварки большей мощности единственного трансформирующего элемента будет недостаточно. Тогда следует совместить два прибора, для чего понадобятся две микроволновки. Провод при этом нужно наматывать поочередно через обе катушки, число витков одинаковое во избежание получения противофазы.
Чем выше мощность трансформатора, тем значительнее может получиться скачок сетевого напряжения при пробном запуске контактной сварки.
Подготовка элементов управления
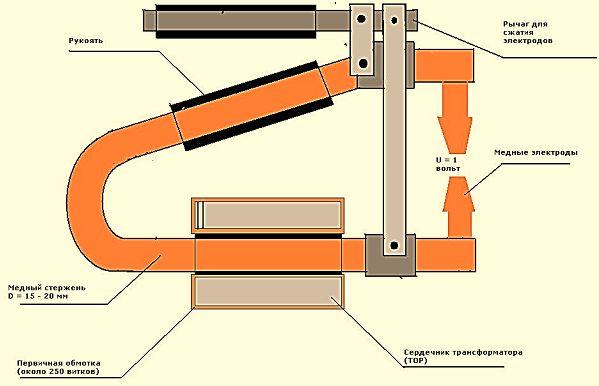
Основные органы, регулирующие работу устройства для сварки контактным методом, – рычаг управления и выключатель. С их помощью создается необходимое усилие на соединяемых заготовках и клещах.
От нажатия зависит прочность создаваемого соединения, потому рекомендуется установить рычаг максимально возможной длины. Повышения прилагаемого усилия можно добиться применением винтов и рычагов, фиксирующихся на рукоятке.
Также нужно иметь в виду необходимость надежного закрепления контактной сварки, возможно, для таких целей придется приобрести струбцину.
Рубильник ставится в цепь первичной обвивки. Если поставить его во вторую, то не избежать создания повышенного сопротивления, провоцирующего приварку друг к другу электродных стержней, а не соединяемых элементов. Во вторичной обвивке течет ток значительно большей величины, выдержать который сможет не каждый автомат.
Для охлаждения контактной точечной сварки можно установить кулер от ПК. Нельзя пренебрегать необходимостью регулярных пауз в работе для остывания всех частей аппарата.
Процесс сборки контактной точечной сварки из инвертора
Изготовить прибор для контактной сварки можно своими рукам из сварочного аппарата. Полностью весь инвертор не нужен, из него вынимаются только основные элементы: выключатель, трансформатор с блоком питания и система управления.

С трансформатора удаляется вторичная обмотка, вместо нее создается новая из медного провода сечением не менее 200 мм². Она укрывается термобумагой, поверх которой накладывается лак для фиксации и улучшения изоляции.
Обе обмотки следует заземлить, так как контакт с находящимися под напряжением элементами из-за высокой мощности тока может быть смертельно опасным. Необходимо следить за плотностью укладки витков, в противном случае между ними могут образоваться замыкания – провода перегреются и перегорят.
Также при сборке аппарата для контактной точечной сварки необходимо предусмотреть охлаждение трансформатора. Для этого можно использовать обдуваемые вентиляторами радиаторы.
Емкости конденсаторных устройств, имеющихся в некоторых моделях инверторов, для контактной сварки может не хватить, потому при необходимости следует приобрести подходящие по своим характеристикам элементы.
Изготовление электродов для контактной сварки
Для эффективного функционирования контактной точечной сварки требуется использование электродов, параметры которых соответствуют особенностям выполнения конкретных работ. Диаметр электродов не должен быть меньше сечения проводков, использующихся для сопряжения с силовым узлом. Для их изготовления применяются медные прутки либо жало, снятое с паяльника.
При сварке контактным способом электроды постепенно изнашиваются и требуют регулярной подточки. По мере износа их придется заменить.
Электроды выполняют следующие функции:
- прижимают детали;
- проводят сварочный ток;
- отводят излишки тепла.
При сопряжении прибора для сварки с электродами следует минимизировать количество соединений, подбирать провода как можно меньшей длины во избежание потерь мощности.
Электроды для контактной сварки делятся на прямые и изогнутые.
- плоскими;
- заостренными;
- конусообразным.
Наиболее распространены наконечники в виде конуса, при этом чем меньше соединяемые сваркой элементы, тем острее подбирается кончик.
Для недопущения окислений соединение электродов с проводами осуществляется спайкой.
Получилось ли у вас собрать самостоятельно аппарат для точечной контактной сварки из печки СВЧ или инвертора? С какими трудностями вы столкнулись, какой опыт приобрели? Поделитесь, пожалуйста, своим мнением в комментариях.
Аппараты для точечной сварки не так часто используются в быту, как дуговые, но иногда без них невозможно обойтись. Учитывая, что стоимость такого оборудования начинается от $450-$470, рентабельность его покупки вызывает сомнения.

Бытовой аппарат для точечной сварки CBA-1,5AK
Выход из такой ситуации – контактная точечная сварка своими руками. Но, прежде чем рассказать, как самостоятельно сделать такое устройство, давайте рассмотрим, что представляет собой точечная сварка и технологию ее работы.
Кратко о точечной сварке
Данный тип сварки относится к контактным (термомеханическим). Заметим, что к такой категории также относят шовную и стыковую сварку, но их реализовать в домашних условиях не представляется возможным, поскольку для этой цели понадобится сложное оборудование.
Сварочный процесс включает в себя следующие этапы:
- детали совмещают в необходимом положении;
- закрепляют их между электродами аппарата, которые прижимают детали;
- производится нагрев, в результате которого за счет пластического деформирования детали прочно соединяются между собой.
Производственный аппарат точечной сварки (такой как показан на фото) способен в течение минуты совершить до 600 операций.

Оборудование для машинной точечной сварки
Технология процесса
Чтобы нагреть детали до необходимой температуры, на них подается кратковременный импульс элетротока большой силы. Как правило, импульс длится в от 0,01 до 0,1 секунды (время подбирается исходя из характеристик металла, из которого изготовлены детали).
При импульсе металл расплавляется, и между деталями образовывается общее жидкое ядро, пока оно не застынет, свариваемые поверхности необходимо удерживать под давлением. Благодаря этому, остывая, расплавленное ядро кристаллизируется. Рисунок, иллюстрирующий процесс сварки, показан ниже.

Иллюстрация процесса точечной сварки
Обозначения:
- A – электроды;
- B – свариваемые детали;
- С – ядро сварки.
Давление на детали необходимо для того, чтобы при импульсе по периметру ядра расплавленного метала образовался уплотняющий пояс, не позволяющий вытекать расплаву за пределы зоны, где происходит сварка.
Обратим внимание, что для обеспечения надежного соединения, а также качества шва, предварительно необходимо обработать поверхности деталей в местах, где будет происходить сварка. Это делается для удаления оксидной пленки или коррозии.
Когда требуется обеспечить надежное соединение деталей толщиной от 1 до 1,5 мм, применяют конденсаторную сварку. Принцип ее действия следующий:
- блок конденсаторов заряжают электротоком небольшой силы;
- разряд конденсаторов производится через соединяемые детали (силы импульса достаточно для обеспечения необходимого режима сварки).
Такой тип сварки применяется в тех сферах промышленности, где необходимо соединить миниатюрные и сверхминиатюрные компоненты (радиотехника, электроника и т.д.).
Говоря о технологии точечной сварки следует отметить, что с ее помощью можно соединять между собой разнородные металлы.
Примеры самодельных конструкций
В интернете есть много примеров создания аппаратов, производящих точечную сварку. Приведем несколько наиболее удачных конструкций. Ниже показана схема простого устройства для точечной сварки.

Пример принципиальной схемы аппарата
Для реализации нам понадобятся следующие радиодетали:
Необходимо сделать отступление, чтобы рассказать, как изготовить трансформатор TR1. Он изготавливается на базе железа Ш40, с толщиной набора 70 мм. Для первичной обмотки потребуется провод ПЭВ2 Ø0,8 мм. Количество витков в обмотке – 300.
Чтобы сделать вторичную обмотку, понадобится медный многожильный провод Ø4 мм. Его допускается заменить шиной, при условии, что ее сечение будет как минимум 20 мм 2 . Количество витков вторичной обмотки – 10.
Видео: контактная сварка своими руками
Приведем схему более мощного аппарата, у которого сварочный электроток импульса будет в пределах от 1,5 кА до 2 кА.

Схема аппарата с силой импульса до 2 кА
Перечислим используемые в схеме компоненты:
- номиналы сопротивлений: R1-1.0 кОм, R2-4.7 кОм, R3-1.1 кОм;
- емкости в схеме: С1-1.0 мкФ, С2-0,25 мкФ. Причем, С1 должен быть рассчитан под напряжение не менее 630 В;
- VD1-VD4 диоды – диоды Д226Б, допускается замена на зарубежный аналог 1N4007, вместо диодов можно поставить диодный мост, например, КЦ405А;
- тиристор VD6 – КУ202Н, его необходимо поместить на радиатор, площадью не менее 8 см 2 ;
- VD6 – Д237Б;
- F — плавкий предохранитель на 10 А;
- К1 – это любой магнитный пускатель, у которого имеется три пары рабочих контактов, а обмотка рассчитана на ~220 В, например, можно установить ПМЕ071 МВУХЛЗ AC3.
Теперь расскажем, как сделать трансформатор ТR1. За основу взят автотрансформатор ЛАТР-9, такой, как показан на фотографии.

Используемый за основу автотрансформатор
Обмотка в этом автотрансформаторе насчитывает 266 витков, сделана она медным проводом Ø1,0 мм, ее мы будем использовать в качестве первичной. Аккуратно разбираем конструкцию, чтобы не повредить обмотку. Вал и прикрепленный к нему передвижной роликовый контакт демонтируем.
Дале нам необходимо изолировать контактную дорожку, с этой целью очищаем ее от пыли, обезжириваем и покрываем лаком. Когда он просохнет дополнительно, изолируем всю обмотку, используя лакоткань.
В качестве вторичной обмотки используем медный провод с площадью сечения как минимум 80 мм 2 . Важно, чтобы изоляция этого провода была термостойкой. Когда все условия соблюдены, делаем им обмотку из трех витков.
Настройка собранного устройства сводится к градированию шкалы переменного резистора, регулирующего время импульса.
Рекомендуем перед тем как приступать к сварке, установить опытным путем оптимальное время для импульса. Если длительность будет излишней, детали будут прожжены, а если меньше необходимой — прочность соединения будет ненадежной.
Как уже писалось выше, аппарат способен выдать сварочный электроток силой до 2000 А, что позволяет сваривать стальной провод Ø3 мм или листовую сталь, толщина которой не превышает 1,1 мм.
У многих домашних мастеров возникают проблемы с проведением сварочных работ. Основной причиной является отсутствие практических навыков работы со сваркой, а также отсутствие сварочного аппарата. Наилучшим выходом из положения может стать контактная сварка своими руками, которую вполне возможно изготовить и освоить самостоятельно, без каких-либо особых теоретических знаний и навыков. С помощью контактной сварки можно соединять между собой стальные трубы, медные и алюминиевые провода, а также другие элементы и конструкции.
Самодельная точечная контактная сварка
Прежде чем приступать к непосредственному изготовлению аппарата, необходимо заранее уточнить, как можно самому сконструировать и собрать контактную сварку. Такая сварка может применяться не только в домашних условиях, но и в небольших мастерских.
Принцип действия устройства довольно простой. При использовании контактной сварки создаются сварные соединения деталей. Соприкасающиеся элементы в точке касания нагреваются электрическим током, проходящим через них. Одновременно к зоне соединения прикладывается сжимающее усилие. Параметры контактной сварки зависят от теплопроводности материала, размеров деталей, мощности сварочного оборудования. Напряжение в силовой сварочной цепи должно быть низким – от 1 до 10 вольт, время сварки составляет от 0,01 до 3-4 секунд. Работы проводятся при высоком токе сварочного импульса – от 1000А и более. Зона расплавления металла должна быть очень маленькой, а сжимающее усилие в точке сварки достигать значения 10-100 кг.
Соблюдение установленных параметров и технических условий является залогом высокого качества сварных соединений. Наиболее простой конструкцией считается сварочный аппарат с переменным сварочным током, сила которого не регулируется. В основе управления соединением деталей лежит изменяющаяся продолжительность поступающего электрического импульса. Для этой цели можно использовать простейшее реле времени, или вообще обойтись без него, регулируя подачу обычным выключателем.
В целом изготовить самому контактную точечную сварку достаточно легко. Основной узел – трансформатор – можно взять от старой микроволновой печи, телевизора, инвертора и других устройств. У выбранного трансформатора обмотки перематываются под необходимое рабочее напряжение и выходной сварочный ток.
Все виды электрических соединений должны выполняться качественно и обеспечивать хороший контакт. Используемые провода должны иметь сечение, соответствующее протекающему по ним току. Особое внимание следует обратить на силовую часть, расположенную между электродами клещей и трансформатором. В случае плохого контакта в этих местах возможны большие потери энергии, а также возникновение неисправностей, вплоть до искрения.
Почему мигает выключенная лампа - как устранить мигание энергосберегающей лампы при выключенном свете
Аппарат контактной сварки своими руками
Большинство сварочных операций, выполняемых в домашних условиях, предполагают работу с листовым металлом, толщиной не более 1 мм. Диаметр прутков и проволоки не превышает 4 мм. Поэтому контактная сварка своими руками, схема которой будет рассмотрена ниже, должна быть рассчитана именно на эти параметры. Сварочные аппараты работают от сети переменного тока, напряжением 220 вольт, частотой 50 Гц. Выходное напряжение, образующееся на концах контактно-сварочного механизма, составляет 4-7 вольт. Максимальное значение импульсного сварочного тока – до 1500 ампер.
На принципиальной электрической схеме представлены основные части устройства. В состав аппарата входит силовая часть, цепь управления и автоматический выключатель (АВ1), с помощью которого включается питание и обеспечивается защита при аварийных ситуациях.
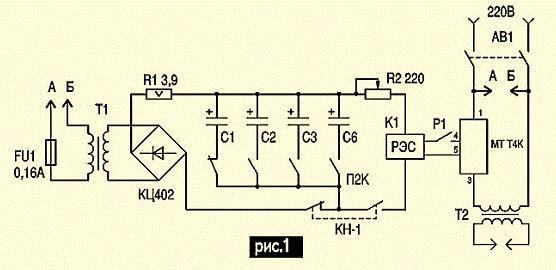
Все элементы схемы представлены на рисунке 1. Сюда же входит сварочный трансформатор Т2 включенный в цепь с бесконтактным тиристорным однофазным пускателем МТТ4К. С помощью этого пускателя первичная обмотка трансформатора подключается к питающей цепи.
Схема обмоток сварки с указанием количества витков отображается на рисунке 2. В первичной обмотке имеется шесть выводов, которые можно переключать и регулировать выходной сварочный ток во вторичной обмотке ступенчатым способом. Самый первый вывод всегда подключен к сети, а остальные пять применяются для регулировочных процессов. После выбора нужного режима, к сети подключается только один из них.
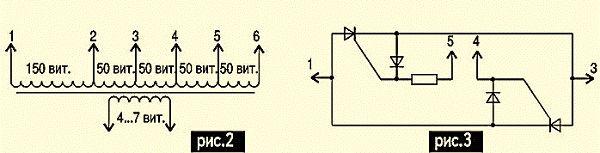
Пускатель МТТ4К изображен отдельно на рисунке 3. Данный модуль выполнен в виде тиристорного ключа. Когда его контакты № 4 и 5 замыкаются, происходит коммутация нагрузки через контакты № 1 и 3, включаемые в разрыв цепи первичной обмотки трансформатора Т2. Максимальная нагрузка пускателя, на которую он рассчитан, составляет 800 вольт, а сила тока – до 80 ампер.
В состав схемы управления входит блок питания, сама цепь управления и реле К1. Для блока питания может применяться любой трансформатор с мощностью не выше 20 ватт. Он работает от сети 220В и выдает на вторичной обмотке значение напряжения от 20 до 25В. Функцию выпрямителя выполняет диодный мост, например, КЦ402 или другой элемент с такими же параметрами. Для создания выпрямителя можно использовать и отдельные диоды.
С помощью реле К1 выполняется замыкание контактов № 4 и 5 в ключе МТТ4К во время подачи напряжения от управляющей цепи на обмотку его катушки. Поскольку коммутируемый ток, протекающий через контакты ключа № 4 и 5, довольно слабый, не более 100 мА, то вместо реле К1 можно воспользоваться любым слаботочным реле, которое срабатывает при напряжении 15-20В.
Устройство и работа цепи управления
В сварочном аппарате цепь управления служит своеобразным реле времени. При включении К1 на заданный временной промежуток, задается, таким образом, время, в течение которого электрический импульс будет воздействовать на свариваемые детали. В состав цепи управления входят электролитические конденсаторы С1-С6, с напряжением заряда не менее 50 вольт, переключатели П2К с независимой фиксацией, а также кнопки КН1 и два резистора R1 и R2.

Емкость конденсаторов составляет: для С1 и С2 – 47 мкФ, С3 и С4 – 100 мкФ, С5 и С6 – 470 мкФ. Контакты кнопки КН1 должны быть: один – нормально-замкнутый, другой – нормально-разомкнутый. Когда включается автоматический выключатель АВ1 начинается зарядка конденсаторов, подключенных через П2К к блоку питания и цепи управления. С помощью резистора R1 выполняется ограничение начального зарядного тока, в связи с чем срок эксплуатации емкостей существенно увеличивается.
Зарядный ток в этот момент протекает через нормально-замкнутый контакт кнопки КН1. После нажатия на эту кнопку, происходит размыкание нормально-замкнутой контактной группы, после чего цепь управления отключается от блока питания. Далее замыкается нормально-разомкнутая контактная группа, в результате чего заряженные емкости подключаются к реле К1. В этот момент происходит разрядка конденсаторов и под действием тока срабатывает подключенное реле.
Поскольку нормально-замкнутые контакты находятся в разомкнутом состоянии, реле не может быть запитано напрямую от блока питания. От времени разряда конденсаторов зависит продолжительность замкнутого состояния контактов 4 и 5 в ключе МТТ4К и, соответственно, продолжительность сварочного импульса. После полной разрядки конденсаторов реле К1 отключается, и сварочный процесс прекращается. Для подготовки сварки к следующему циклу, кнопку КН1 нужно отпустить. Сама разрядка конденсаторов осуществляется через переменный резистор R2, с помощью которого более точно регулируется продолжительность сварочного импульса.
Трансформатор для контактной сварки своими руками
Основной силовой частью контактной сварки является трансформатор. За основу берется готовое трансформаторное устройство, используемое в различных приборах и оборудовании и рассчитанное на 2,5 А. Старая обмотка удаляется, а на торцах магнитопровода устанавливаются кольца, материалом для которых служит тонкий электрокартон.

Готовые кольца подгибаются по границам внутренней и внешней кромки, после чего поверх колец магнитопровод обматывается лакотканью в три слоя и более. Первичная обмотка изготавливается из проводов, диаметром 1,5 мм. Лучше всего использовать провода с тканевой изоляцией, чтобы обмотка более качественно пропиталась лаком. Для вторичной обмотки потребуется многожильный провод диаметром 20 мм в кремнийорганической изоляции.
Количество витков рассчитывается в зависимости от запланированной мощности сварочного аппарата. Первичная обмотка делается с промежуточными выводами, а после наматывания пропитывается лаком. Поверх нее наматывается один слой хлопчатобумажной ленты, который также пропитывается лаком. После этого сверху укладывается вторичная обмотка, для пропитки которой также потребуется лак.
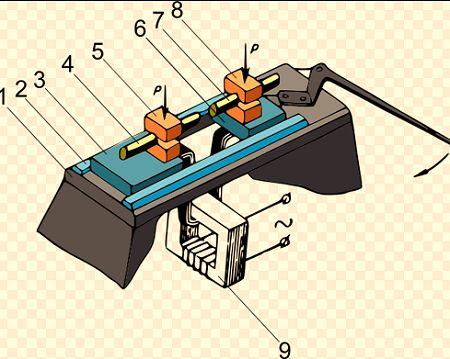
Изготовление и установка клещей
В большинстве случаев ручная контактная сварка оснащается специальными клещами. Они могут монтироваться стационарно, непосредственно в корпус устройства или делаться выносными, аналогично конструкции ножниц. Первый вариант обеспечивает более надежную изоляцию, хороший контакт во всей цепи, от трансформатора до самих электродов. Стационарные клещи изготавливаются и подключаются к аппарату значительно проще, чем выносные.

Однако без увеличения длины подвижного рычага прижимное усилие будет незначительным. Длинные ручки существенно легче сделать на выносной конструкции. Кроме того, выносные клещи более удобные, поскольку ими можно работать на определенном расстоянии от сварки. Усилие таких клещей развивается в соответствии с длиной ручек. Особое внимание следует обратить на качество изоляции в точке подвижного соединения. Обычно для этих целей используются текстолитовые втулки и шайбы.
При изготовлении клещей необходимо заранее рассчитать вылет их электродов. Этот вылет является расстоянием от корпуса аппарата или точки подвижного соединения до электродов. От него полностью зависит основная техническая характеристика, которой будет обладать самодельная контактная сварка: максимальное расстояние от кромки металлического листа до места сваривания. Для изготовления электродов клещей используется медь в прутках или бериллиевая бронза. Многие мастера пользуются жалами от мощных паяльников. Так или иначе, диаметр электродов не должен быть меньше чем у проводов, подводящим ток.
Читайте также: