
Упаковщик пэт бутылок в пленку своими руками
Обновлено: 08.07.2024
Продолжаю свои эксперименты по переработке различного мусорного пластика во что-то полезное для себя. Чуть ранее, я уже пробовал переплавлять пластик HDPE , из которого делают крышки для ПЭТ-бутылок , а также, из него часто делают различные емкости для всякой бытовой химии, шампуни и тому подобное.
Результатом я остался доволен. Но все же решил пробовать переплавлять и другие пластики. Возможно, какие-то из них окажутся в чем-то лучше, чем HDPE . Подробнее о моем первом опыте переплавки мусорного пластика читайте вот тут:
А сегодня, я покажу вам, как я пробовал переплавить ПЭТ-пластик , нарезанный мной из обычных пластиковых бутылок от разных напитков. Ранее, я уже писал о том, что я не выбрасываю ПЭТ-бутылки , а измельчаю их, сортирую по цветам и сохраняю, с целью дальнейшей переработки.
Вот, как раз сегодня, я сделал первую попытку переработать один из самых распространенных видов пластика.
Итак, приступим к переплавке. Для начала я поместил некоторое количество нарезанного пластика в углубления обеих полуформ и поочередно стал нагревать их на газовой плите. Предварительно, я приоткрыл окно и включил кухонную вытяжку на полную мощность.
Плавился данный пластик значительно дольше, чем HDPE . Я думаю, на это повлияла разная температура плавления данных материалов. У ПЭТ-пластика она выше. Периодически, я снимал каждую из полуформ с огня, чтобы дать ей немного остыть. В этот момент, я утрамбовывал получившуюся карамелевидную массу и добавлял новую порцию измельченного пластика.
Я наполнял полуформы до тех пор, пока пластик не заполнил их дополна и даже немного больше, с небольшой горкой. Чтобы при соединении обеих полуформ, пластик внутри максимально сжался и заполнил все, предоставленное ему, пространство.
Затем, я постарался, как можно быстрее, соединить обе полуформы между собой, пока пластик не успел остыть.
Собранную пресс-форму я сдавил двумя струбцинами. В результате этого сдавливания, излишки пластика показались из обоих каналов, которые в дальнейшем я буду использовать для заполнения этой пресс-формы при помощи плавильного аппарата, который, надеюсь, я скоро закончу.
Я дал форме минут 15 полежать в таком виде, чтобы обе порции размягченного пластика могли максимально сплавиться друг с другом. А потом, чтобы поскорее остудить пресс-форму, я положил ее в ковшик с холодной водой.
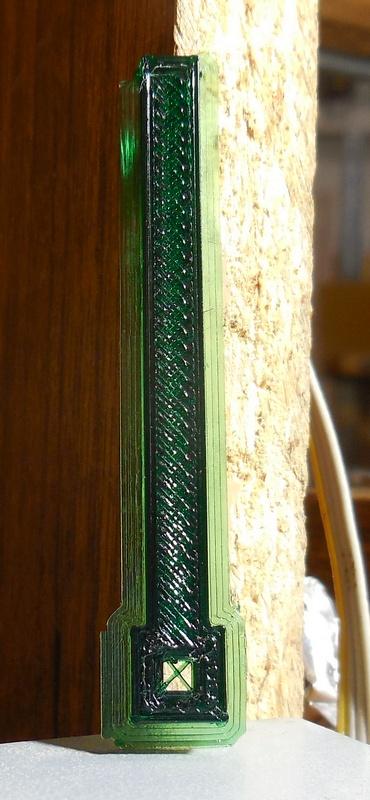
После полного остывания, я раскрутил болты и раскрыл пресс-форму. Но меня ждало разочарование. Моя деталь раскололась на 2 части
Видимо, в процессе нагрева пластика, я его немного перегрел, и он стал хрупким. Я слышал, что ПЭТ-пластик очень капризен к температуре. И что у него очень узкий температурный диапазон, при котором его можно плавить без потери свойств. Но я все же надеялся, что у меня получиться не дать ему перегреться. Не получилось.
Я для себя решил, что переплавлять данный пластик таким способом я больше не буду. Пока HDPE на его фоне, в плане переработки, куда более интересен. И плавится он быстрее, и перегреть его намного сложнее и готовая деталь из формы достается гораздо проще.
В дальнейшем, я хочу еще попробовать таким же образом переплавить полипропилен ( PP ). Он также, достаточно распространен. Это еще один пластик, который я собираю. И у него есть все шансы показать хорошие результаты в подобном опыте. Ну, а на этом пока что все.
Всем, кому интересны мои эксперименты, подписывайтесь на оба моих канала. Один из них, это данный Дзен-канал , а второй, это мой Ютуб-канал . На нем я также публикую разные свои поделки и эксперименты, но как вы понимаете, в видео-формате. Кстати, чуть ниже вы можете увидеть одно из моих предыдущих видео о том, как я делал данную пресс-форму.
Не забывайте оставлять свои комментарии и ставить лайки. Это очень важно для развития моих каналов.
Приятного просмотра. Спасибо за внимание и до новых встреч.
Если речь идет о наполненной таре, о сувенирной или групповой упаковке бутылок, то можно посмотреть подходящие для этого термоупаковочные линии в соответствующих разделах сайта. Здесь мы рассмотрим случай упаковки пустой тары в термоусадочную пленку или в готовые мешки. В том числе упаковка бутылок, картона, ящиков.

Подробности и спецификацию на данную и другие модели можно получить у наших консультантов, оставив запрос на обратный звонок или отправив ТЗ на электронную почту.
Упаковка картонной тары как правило подразумевает упаковку разложенных листов картона по одной, несколько штук или пачками. Мы разработали и серийно выпускаем термоупаковочные станки для выполнения любой из этих задач.

Пожалуй самая универсальная модель для упаковки гофрокартона как больших размеров, так и средних, это модель Альфапак-МРЭМ. Самое важное, что эта линия может осуществлять как витринную упаковку картона в тонкую прозрачную пленку, так и групповую упаковку пачек в полиэтилен.

Также мы можем предложить как более простые и бюджетные, так и полностью автоматические линии для упаковки гофроматериалов. Чтобы получить подробное предложение, пришлите ТЗ на электронную почту и мы пришлем подробную спецификацию.
Упаковка пластиковой тары. Ассортимент пластиковой тары настолько разнообразен по форме и размерам, что проще примлать запрос нашему специалисту, чтобы получить подробное предложение. Здесь приведем несколько примеров упаковочных машин, которые служат для термоупаковки изделий из пластиков.
Например, упаковка стаканчиков, полистерольных подложек, небольших пластмассовых контейнеров часто осуществляется на упаковочных машинах серии Альфапак-370.

А упаковка больших пластиковых емкостей, тазов и пр. может быть произведена на упаковочных машинах серии Альфапак-550ИН, Альфапак-720ИН, Альфапак-720LT.
Упаковка изделий, чей диаметр превышает 600 мм. и до 2500 мм. производится на аппаратах серии Альфапак-М.
Упаковка деревянной тары требуются, если нужна дополнительная защита от влаги и внешних повреждений. Так как размеры тары могут быть самыми разнообразными, то вам лучше отправит запрос нашим специалистам на электронную почту и указать размеры тары, которая требует упаковки. Мы предоставим вам подробную спецификацию на упаковочное оборудование под ваши задачи.
Один из примеров упаковки деревянной тары - упаковка бутылок в деревянные ящики. Если коробку упаковать еще и в тонкую термоусадочную пленку – это придаст продукту дополнительное преимущество – красивый внешний вид и защиту от рук. Этот вид упаковки можно произвести на термоупаковщиках серии Альфапак-370.
Упаковка металлической тары, например упаковка металлических и жестяных тубусов делается на аппаратах этой же серии.
На всех предлагаемых упаковочных линиях применены многонитиевые конструкции термоножа, позволяющие значительно улучшить качество сварного шва. В термотоннелях установлены воздуховоды оригинальной конструкции, обеспечивающие равномерное распределение температуры внутри термокамеры. Благодаря этому усадка пленки происходит равномерно по всей поверхности изделия, без перекосов и без ненужного перегрева самих пакуемых бутылок.
Кроме того, все линии оснащены системой регулировки натяжения конвейера, позволяющей значительно продлить срок службы оборудования и облегчающей проведение регламентных работ, а регулируемые ограничители перемещения рулона с термоусадочной (Т/У) пленкой позволяют использовать рулоны с пленкой разной ширины.
Для охлаждения поверхности готовых упаковок на линиях используется центробежный вентилятор повышенной производительности (Великобритания). Это значительно сокращает время, необходимое для охлаждения готовых упаковок, и исключает их деформацию при дальнейших перемещениях.
УПЛ3-70

Простая и надёжная линия (упаковщик и термотуннель) с производительностью до 70 упаковок в час.
УПЛ1-200

Наиболее популярная, относительно недорогая линия (упаковщик и термотуннель) с производительностью до 200 упаковок в час.
УПЛ1-300

Полуавтоматическая линия (упаковщик и термотуннель) с производительностью до 300 упаковок в час.
УПЛ4-350А

Полностью автоматическая линия упаковки (упаковщик и термотуннель) с производительностью до 350 упаковок в час.
УПЛ4-500А

Полностью автоматическая линия упаковки (упаковщик и термотуннель) с производительностью до 500 упаковок в час.
AU-10+TF

Автоматическая упаковочная линия (упаковщик и термотуннель) с производительностью до 600 упаковок в час.
AU-16+TF

Автоматическая упаковочная линия (упаковщик и термотуннель) с производительностью до 1000 упаковок в час.
AU-20+TF

Автоматическая упаковочная линия (упаковщик и термотуннель) с производительностью до 2000 упаковок в час.
УП-200
Стол-группиратор. Производительность – не менее 200 упаковок в час.
Термотоннель (термотуннель) для нагрева и усадки термоусадочной пленки на упаковку. Производительность – не менее 200 упаковок в час.
Сравнение моделей
Есть вопросы?
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Вот и пришло время второй статейки
Постараюсь написать про всё что удалось узнать в результате экспериментов.
1) Различие бутылок
Как оказалось бутылки отличаются не только физически, но и по свойству пластика из которого они сделаны.
Чем больше объём бутылки, тем тоньше у неё стенка, для пивной 3л, она составляет 0,25мм, в то время как у бутылки объёмом 1,5л она составляет примерно 0,4мм
С одной бутылки 1,5л выходит около 15г ленты
Самый жёсткий пластик у голубых бутылок (вода/минералка), при этом он самый текучий в расплавленом виде.
Белые и зелёные мягче, пластик более густой.
Пластик от пивных бутылок самый вязкий, в расплавленом виде примерно как абс, при этом пожалуй самый мягкий из всех.



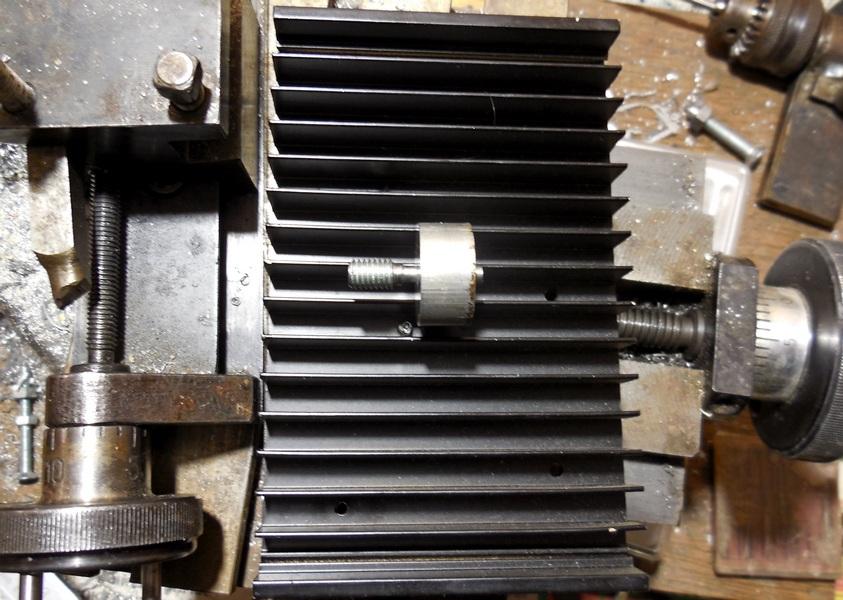
2) Самый лучший бутылкорез
Перелопатив весь интернет, я нашёл самый лучший бутылкорез, который очень легко режет, а самое главное точно, ширина полосы плавает не более чем на 0,1мм, а минимальная ширина полосы которую я отрезал, была всего 0,5мм
Фото оригинального устройства, ссылку на сам сайт давать не буду, кто захочет, тот сам найдёт через поиск.
У меня по сути тоже самое, только я применил подшипники с фланцем, который удобно затачивать.

3) Сушка наше всё!
сушить пэт нужно обязательно и очень хорошо, ибо в расплавленом виде влага действует как катализатор, пэт при этом теряет свои свойства, так бы происходит образование пузырей, при большом содержании влаги из экструдера лезет уже пена.
В конечном варианте сушу так : мотки ленты ложу в стекляную банку с силикагелем, закрываю крышкой и ставлю на батарею отопления.
Пример печати лентой без сушки

Для пэта очень важна температура на выходе из сопла, пластик должен быстро остыть до температуры ниже 70 градусов, иначе он кристаллизуется и почти полностью теряет прочностные свойства.
Печатать нужно на почти холодном столе (можно и на совсем холодном), я ставил температуру стола 35 градусов
Усадка у пластика низкая, как абс по углам не отходит от стола.
Стол покрываю абс соком, он к нему нормально липнет, другие варианты не пробовал.
Температура экструдера считаю оптимальной в 265 градусов, может отличатся в зависимости от типа бутылки и скорости печати.
5) Подающий механизм
Для печати простой лентой, на подающий ролик был надет кусок резинового тонкостенного шланга, пбо пэт очень хорошо скользит по латуни и как бы не зажимал пружину, ролик всё равно скользит по ленте.
Прижимной ролик с жёлобом заменён на обычный подшипник того же диаметра.
Быстро печатать лентой не выйдет, всё таки она довольна нежная, и быстро заталкивать её в экструдер не выходит.
Так же толщина ленты довольно сильно меняется, как в пределах одной бутылки, так и от бутылки к бутылке.
Приходится брать ту часть бутылок которая имеет одинаковую толщину стенки.
Требуется доработка экструдера, печатать выйдет только если подающей непосредственно стоит на голове (боудены в пролёте).
Длинна ленты у нас ограничена, большие изделия не напечатать.
7)Производим полноценный пруток!
Начал я с того что выточил новое сопло на экструдер, на его конце термобарьер и фланец под радиатор, что бы пластик застывал ещё в самом сопле.
Идея оказалась провальной, пластик просто застревал, не смотря на то что сопло сделано внутри в виде обратного конуса и было за полировано.
Давление расплава не хватало что бы выталкивать готовый пруток.
На тот момент я уже сильно устал и честно сказать желания продолжать у меня было очень мало, но после небольшого отдыха я всё же продолжил.
В своих постепенно истекающих запасах хлама был найден редуктор дворником трактора мтз :)
Как оказалось на него по креплению просто чудесно встаёт имеющийся у меня шаговый двигатель от принтера роботрон, формата нема 23
С помощью самодельного токарника к нему была приделана шестерня от того же роботрона, теперь она работает как вытяжной ролик.
Смонтировано всё на высококачественной доске от кровати, вытяжной механизм подключен к станку в место оси Z.
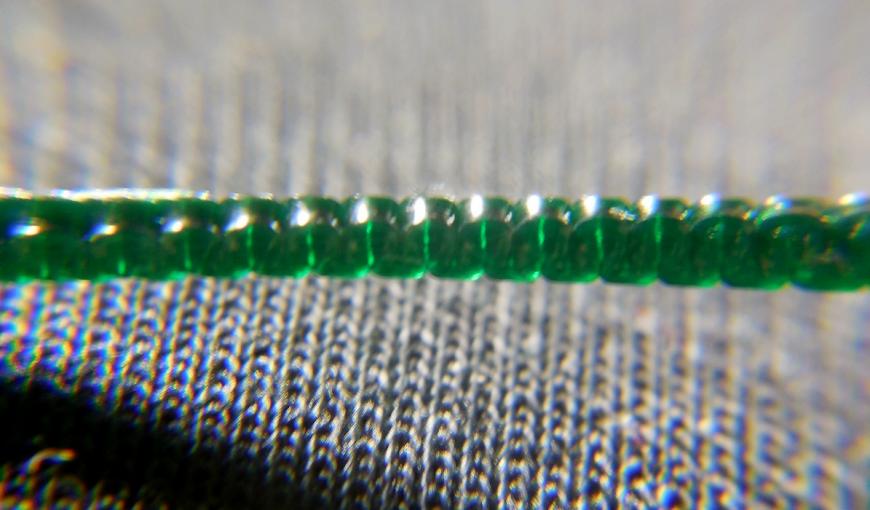
Подобрав скорость на входе/выходе и температуру, удалось получить очень интересный пруток, главная его особенность в том, что лента при его изготовлении, не плавится, а как бы спрессовывается и спекается.
Благодаря этому, удалось избежать кристаллизации, полученный пруток имеет диаметр чотко 1,8мм (такое было сверло).
Производительность пока не высокая, примерно 6см готового прутка в минуту, с другой стороны, за процессом следить не нужно, включил и пусть там себе жужит как говорится.
Данный пруток можно спаивать до неограниченной длинны, можно использовать на обычном принтере без каких либо переделок, по идее и с боуденом должно нормально ладить.
При его использовании пропала сопливость, с сопла пластик так не льёт как при использовании просто ленты.
Пока напечатал лишь две детальки, на днях сделаю больше прутка и устрою более полномасштабные тесты печати данным прутком.

Так же снял очень короткое видео с работающим устройством, так же даю ссылку на тест прочности, если кто то его не видел.
Читайте также: