
Трубогиб для медных трубок своими руками
Обновлено: 02.07.2024
Необходимость согнуть стальную трубу под определенным углом с нужным радиусом возникает не так уж часто. Но, если такая задача появляется, то при отсутствии специального оборудования неизбежно превращается в сложно разрешимую проблему.
В случае с трубами круглого сечения иногда помогают фитинги. Для прямоугольных и квадратных труб таких решений не существует. Предлагается только крепеж на болтах.
Задавать трубе изгиб путем ее сварки из отдельных сегментов – не лучший выход из положения. Это сложно, и как правило, ненадежно.
Самым технологичным десятилетиями проверенным вариантом был и остается трубогиб, позволяющий согнуть трубу любого сечения, не нарушая ее качественных и эксплуатационных характеристик.
Сделать такой компактный станок с механическим приводом можно своими руками. Поработать придется, но он того стоит. Купить трубогиб дешево не получится. Минимальная цена в магазинах более-менее стоящего на вид приспособления стартует от нескольких тысяч рублей. При этом о его качестве и эксплуатационном ресурсе можно только догадываться.

Что нужно для самодельного трубогиба
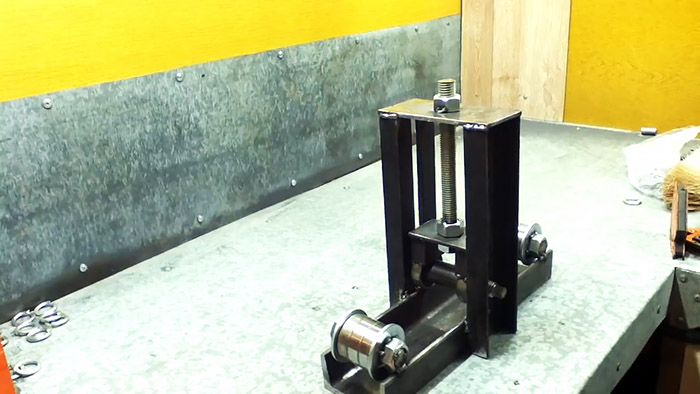
Самодельный станок как минимум на 50% будет состоять из подручных материалов. Что-то обязательно найдется в личном хозяйстве, что-то в гаражах у соседей. Купить скорее всего потребуется только 8 подшипников 303 серии. Они призваны выполнять функцию валов, что исключает необходимость в токарных работах. Стоят такие подшипники недорого, а если поискать, то можно найти вообще за копейки. Если и придется докупать какое-то железо, то по сравнению с магазинной ценой трубогиба, это почти ничего.
Точно понадобятся отрезок швеллера 80х40 мм, стальной уголок 25х25 мм, профильная труба 20х20 мм, строительная шпилька диаметром 18 мм, 6 шайб М18 с увеличенным внешним диаметром – 56 мм, 9 гаек на 18 и еще кое-какая мелочевка, но о ней в процессе.
Основной инструмент – болгарка, сварочный аппарат, дрель.
Порядок выполнения операций
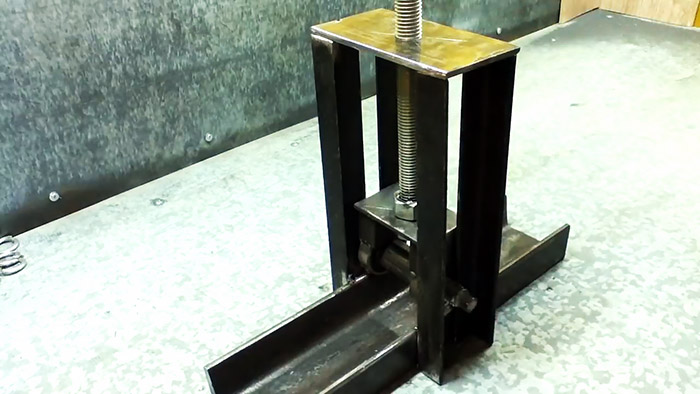
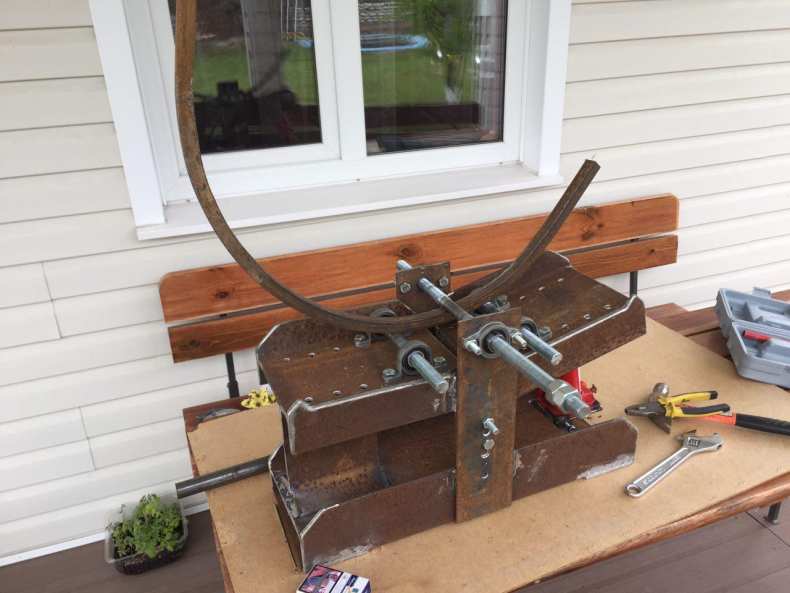
1. За основу конструкции берем швеллер 80х40 мм, размечаем и отрезаем заготовку примерно 40 см длиной.


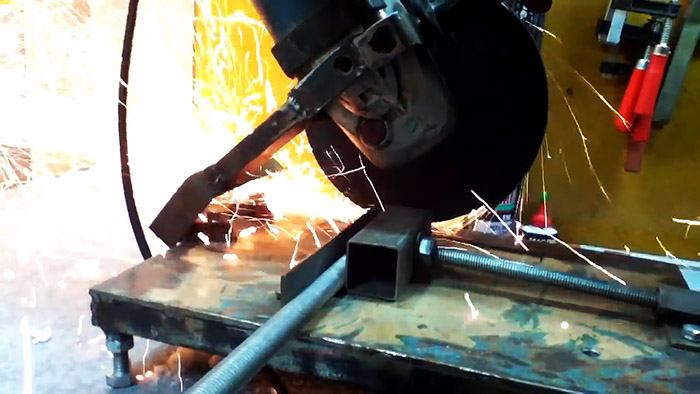
3. Болгаркой частично снимаем резьбу со шпильки – так чтобы на нее свободно, но плотно садились подшипники, внутренний диаметр которых составляет 17 мм.

4. Дисковой пилой или болгаркой отрезаем от шпильки три отрезка – они будут использованы для изготовления роликов. Длину отрезков берем с запасом (примерно 100-120 мм), учитывая ширину шайб, подшипников, гаек. Лишнее потом удалим.
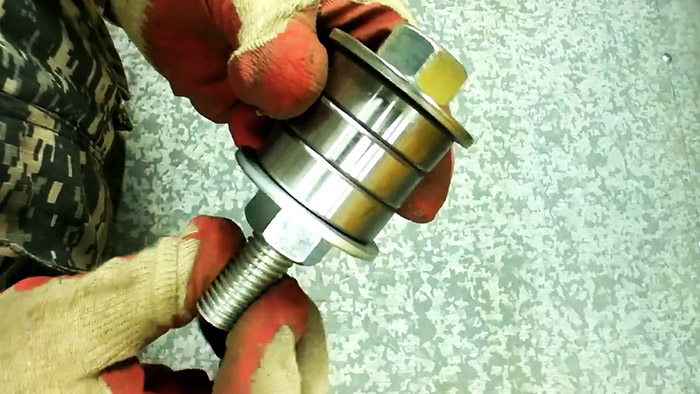
5. С помощью оправки и молотка задаем небольшую конусность шайбам – в пределах 1 мм, что обеспечит свободное вращение роликов.



10. Размечаем и нарезаем из уголка 25х25 мм четыре отрезка длиной 25 см для изготовления направляющих ведущего и прижимного роликов.

11. Привариваем отрезки уголков к основанию из швеллера, сохраняя зазор для оси ведущего ролика (вала).

12. На одну из уже подготовленных частей шпильки надеваем отрезок трубы диаметром 27 мм длиной 40 мм. Внутренний зазор заполняем гвоздями на 40 без шляпок.


15. Изготавливаем подвижную каретку путем сваривания в единую конструкцию двух отрезков профильной трубы 20х40х30 мм, прямоугольной стальной пластины 80х50 мм и вала с подшипниками.

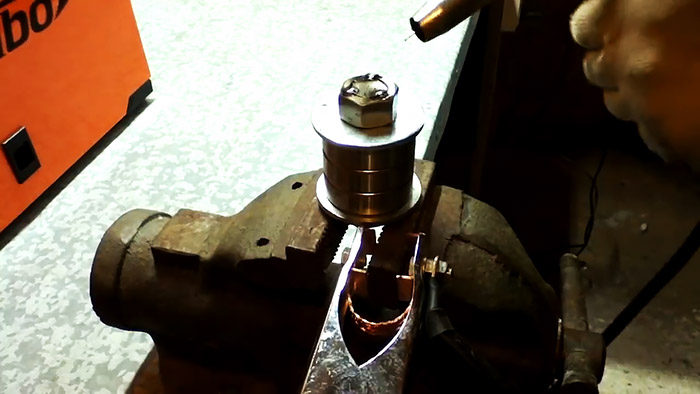
16. На пересечении диагоналей отмечаем керном центр и просверливаем в верхней части каретки отверстие диаметром 18 мм под шпильку с помощью сверла и развертки.

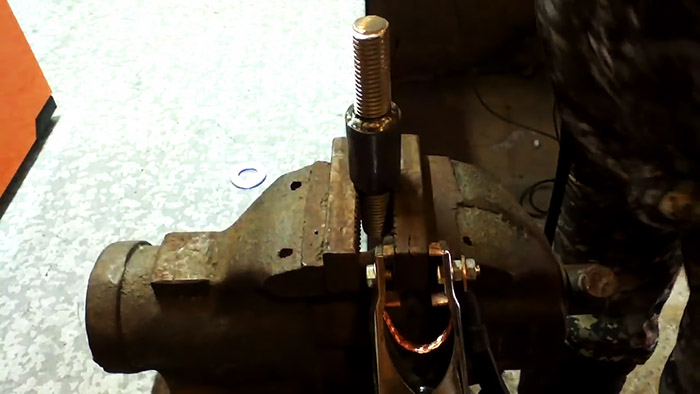
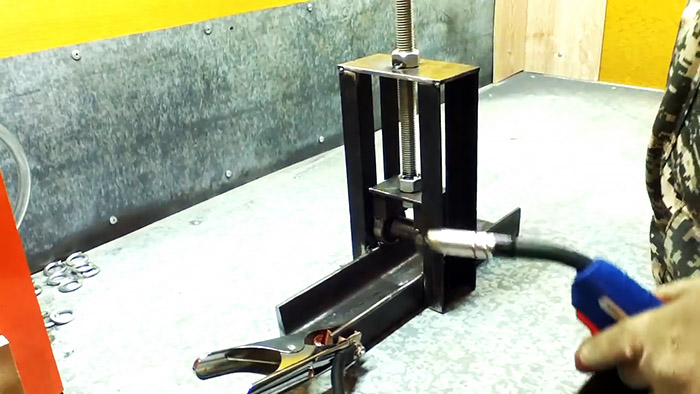
17. Собираем подъемный механизм, состоящий из шпильки и трех гаек М18, две из которых точечно привариваются к шпильке, продетой в отверстие площадки каретки.

18. Вырезаем из стального листа толщиной 5 мм прямоугольник примерно 70х130 мм, который будет использован в качестве упора для подъемного механизма. Отмечаем середину и просверливаем отверстие 18 мм по аналогии с основанием каретки.

19. Собираем изготовленные элементы в единую конструкцию. Для этого устанавливаем каретку с ведущим валом в направляющие.


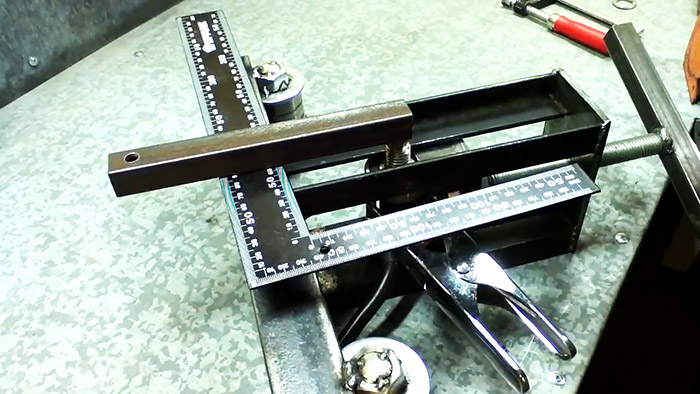
24. Из 20-25-сантиметрового отрезка профильной трубы 20х20 мм изготавливаем рычаг механического привода и привариваем его к ведущему ролику (шпильке). Ручку для привода можно позаимствовать от любого старого электроинструмента, предварительно просверлив под нее отверстие. Если таковой в наличии нет, можно вместо нее приварить к рычагу 12-14-сантиметровый отрезок трубы круглого сечения.

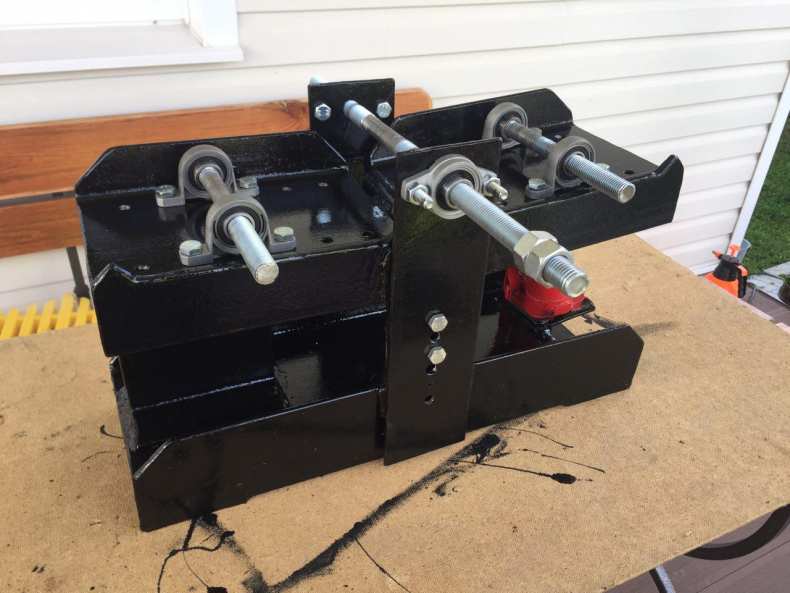
26. И наконец, финальный этап – покраска нашего трубогиба. Как же такому техническому шедевру ручной сборки не придать респектабельный вид.
Впрочем, это вопрос сугубо индивидуальный и подробно останавливаться на нем не будем. Отметим только, что предварительно нужно убрать напильником или болгаркой все шероховатости, хорошо обезжирить растворителем, покрыть грунтом. Но в любом случае, хоть душу и радует, на результат это никак не влияет.
Смотрите видео
В магазинах строительного инструмента в продаже можно встретить много заводских трубогибов, но приобретать такой инструмент, для того чтобы согнуть три-четыре трубы совсем неразумно.

А вот создать собственноручно этот интересный инструмент и применять его в быту может любой человек, который имеет некоторые знания в области физики и опыт в работе с самыми распространенными инструментами.
Содержание
Создаем трубогиб своими руками
Вариант №1 – ручной трубогиб
В общем-то устройство данного инструмента считается довольно-таки легким, а это говорит о том, что пользоваться подобным инструментом может даже человек, который не сталкивался с этими трубогибами.

Для изготовления вам понадобятся:
- Опорные катки;
- Стационарный ролик;
- Элементы шасси;
- Винт регулировки;
- Ручка (она будет приводить в движение весь механизм).

Этот трубогиб работает по принципу прокатного станка, как и большая часть всех инструментов, которые собираются своими руками. Все элементы конструкции в обязательном порядке создаются из стали или сплава алюминия, в том числе ролики опорные и упорный.






Это условие одно из самых важных, иначе при прокате трубы инструмент может искривиться или сильно деформироваться, поэтому полноценно он работать не сможет.

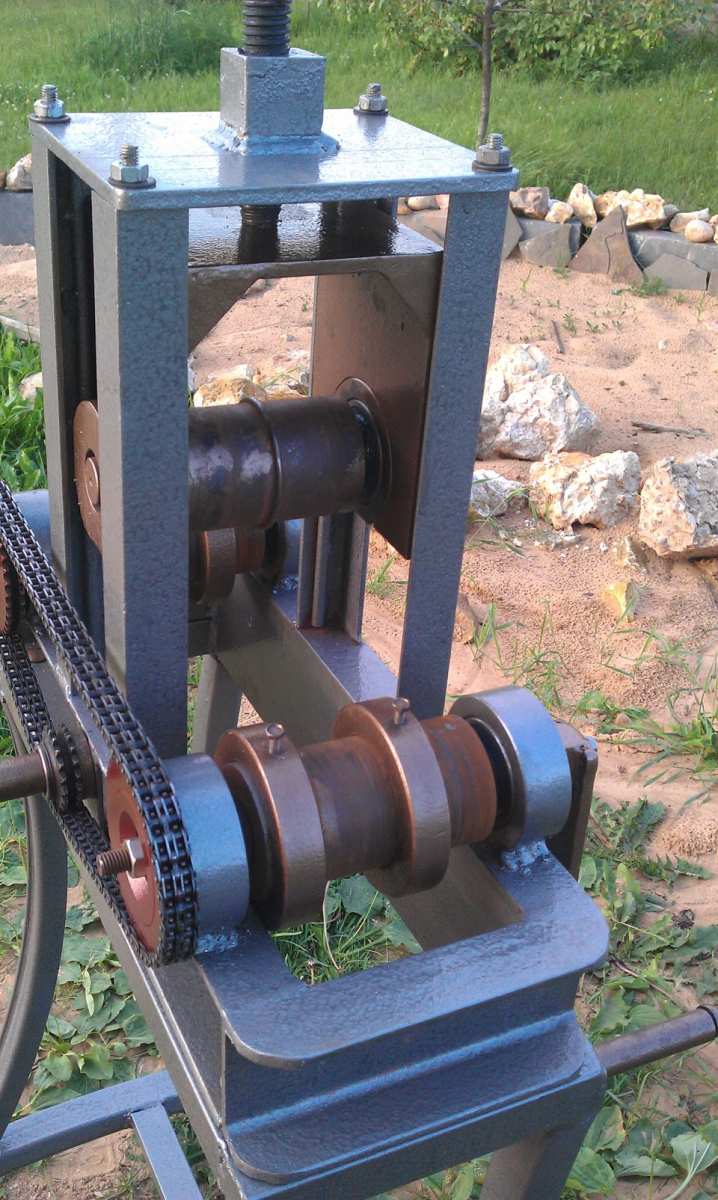
Вариант №2 – механизированный трубогиб повышенной эффективности
Этот вариант трубогиба был разработан простыми умельцами и любителями что-нибудь мастерить своими руками.

Для создания вам потребуется:
- Рама, сваренная из швеллеров;
- 2 прокатных ролика;
- 3 передаточных шестерни;
- Цепь;
- Редуктор и движок с механизмом ременной передачи.

Прокатные ролики смонтированы на прокатных роликах в подшипниковых элементах конструкции. Они приобретают крутящий момент благодаря шестеренкам, которые приведены в движение с помощью стальной цепи.

Вращение цепь берет от редуктора, который вращается при помощи электрического двигателя. Валы движка соединяются черед шкивы ремнем. В целом устроен данный трубогиб несложно, изменение угла сгибания осуществляется при помощи поджимного винта.

В целом такой инструмент не займет много места в гараже или дворе, поэтому есть смысл изготовить этот трубогиб.






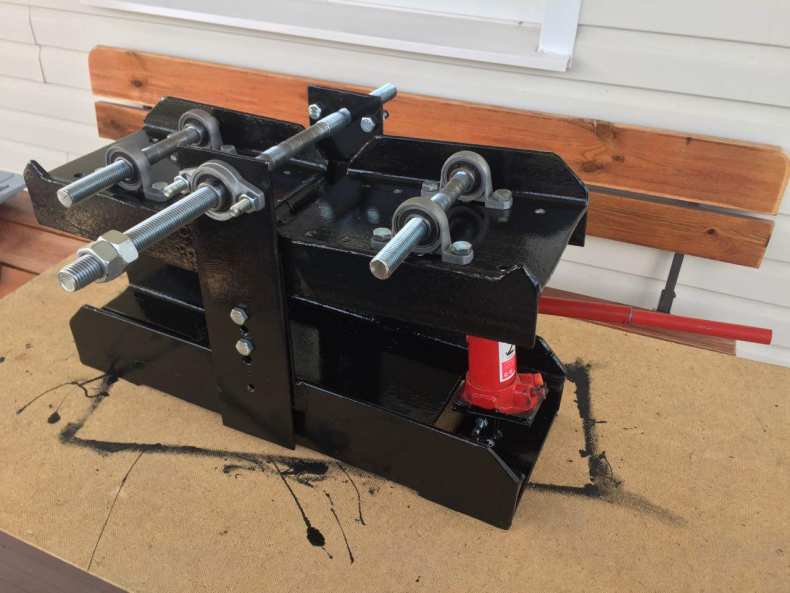
Вариант №3 – гидравлический вариант трубогиба
Конструкция с электроприводом – это по-настоящему крутой инструмент с высоким КПД. Однако, еще более крутым считается трубогиб, который оборудован приводом в виде машинного гидравлического домкрата.

Для создания мощного трубогибами вам понадобится::
- 3 обрезка широкого швеллера;
- 3 обрезка узкого швеллера;
- Петлевой замок;
- 3 ролика, смонтированных на подшипниковые узлы;
- Ручка направления трубы с фиксированной втулкой смещения;
- Гидравлический домкрат.
Ось опорного ролика следует соединить с рукояткой вращения, скрепляется этот узел штифтом.
Такая схема требует меньшего количества энергии для совершения полезной работы, по этой причине у данного трубогиба и КПД выше.





Сборка трубогиба (пошагово)
- Первым делом, конечно, подготавливается надежное устойчивое основание, это может быть стальной лист толщиной 1 см или бетонное основание с вмонтированными гайками для крепления прочих элементов конструкции.
- Далее выполняется монтаж боковых ведущих валиков установки.
- После этого можно приступить к установке подвижных частей станины.
- Потом следует выполнить проверку подвижных частей, к этой работе следует отнестись с особой ответственностью. Вы должны убедиться, что элементы конструкции не застревают при выполнении работы. Если не продиагностировать конструкцию, то она может сломаться при проверке с ведущим гидравлическим приводом.
- Затем приваривается стойка главного ведущего вала.
- Теперь выполняется этап работы по закреплению центральной стойки ведущего вала, вал следует закрепить болтами с контргайкой.
- В последнюю очередь прикрепляется приводная ручка.

Полезные рекомендации от мастера
- Если вы впервые решили гнуть трубы для какого-либо вида работы, следует взять во внимание некоторые нюансы этого процесса. Например, квалифицированные мастера точно ни в коем случае не станут жертвовать качеством сгиба чтобы немного сэкономить время.
- В процессе работы с трубогибом будет правильно сделать несколько слабых поджимов винта, но за 2 подхода к станку. Если же вы попытаетесь сделать всё за один подход, то вероятнее всего вы перегнете трубу, либо окажете на нее чрезмерное давление, то приведет к её разрыву.
- Чтобы вам было удобнее работать с трубогибом, необходимо создавать шаблоны из фанеры. В таком случае можно будет создавать определенные трубы для конкретного вида работ.
- Важно устанавливать прокатные ролики, которые идеально подходят для конкретного диаметра трубы, в таком случае при прокатке труба не сместится, а значит не изменится ее угол. Плюс ко всему вам не нужно будет часто поправлять трубу, смещающуюся от центра опорного ролика к боковой границе.






Если вы не можете изготовить своими руками шаблон по той или иной причине, то заведите небольшой блокнот. В него вы сможете записывать контрольные расстояния между прокатными и опорными роликами, в таком случае вы тоже будете получить трубу с нужным изгибом.

Единственный недостаток способа заключается в том, что в расстояние между валами бывает сложно измерить при помощи обычной рулетки.
Мы надеемся, что данная статья была для вас полезной и информативной, теперь вы сможете изготовить трубогиб своими руками. Желаем вам всех благ!
Превосходно выгибать трубки из меди можно используя специальные приспособления, одним из которых является трубогиб для медных труб.
Он применяется в зависимости от критериев работы, марки и габаритов материалов.
Трубогибы применяют при прокладывании систем водоснабжения, канализаций и других работах.
Преимущества медных труб
Медные трубы обширно употребляются почти во всех сферах нашей деятельности.
Достоинства вытекают из характеристик металла:
- применение для водоснабжения питьевой водой ввиду бактерицидных показателей;
- хорошо выносят физические факторы (удары, сгибы);
- при малых издержках на сервис и установки имеют длительный период работоспособности;
- невысокая стоимость, что влечет за собой экономию средств;
- хорошо поддаются обработке и монтажу;
- присутствие в торговой сети огромного выбора оборудования для изделий из меди, которые делают легким их монтаж;
- отсутствие каких–либо налетов на стенках металла;
- широкий температурный коридор от -200 до +200 градусов, отсутствие деформации при смене температур;
- хорошие противокоррозионные показатели.
Возьмите на заметку: трубам из меди характерны декоративные свойства, они хорошо смотрятся в любом интерьере.
Способы сгибания медных труб
Сгибание труб может проводиться в разных помещениях, в которых пространства для работы может быть как много, так и недостаточно. Для того, чтобы выполнение работ было возможным в любой обстановке, производят разные трубогибы.
Пружинный трубогиб
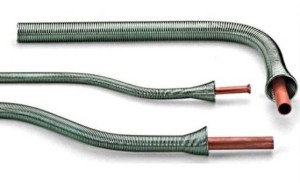
Устройство этого вида трубогиба элементарно. Он представляет собой прочную пружину, изготовленную из высококачественной пружинной стали с плотными витками. С одной стороны пружина немного шире, чем с другой (чтобы было удобней надевать и снимать).
Принцип работы очень прост. Пружина и медная трубка должны соответствовать друг другу по диаметру. Пружина, благодаря своей форме и материалу, не даст трубке сломаться или получить деформацию. Широким отверстием пружина надевается на медную трубку, и продвигается до мести сгиба. Надо взять руками пружину за края и согнуть до необходимого состояния. После сгиба снимаем пружину с медной трубки с того края, через который надевали.

- небольшая масса;
- простое устройство;
- удобство в применении при любом ограничении пространства.
- сгибание за счет прямой физической силы;
- высокая вероятность погрешности при выборе угла сгибания (перегиб или недогиб);
- протягивание к месту сгиба вдоль трубы, что очень неудобно в случае, когда место сгиба находится далеко от края;
- для разного диаметра медных труб необходимо иметь подходящую пружину.
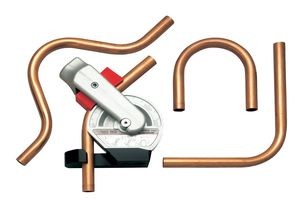
Механические трубогибы

Этот вид трубогибов существенно упрощает работу по изгибу. Они повышают приложенное рабочим усилие и имеют достаточно точный угол сгиба. Подразделяются на:
-
Сегментный трубогиб. Выглядит как маленький станок. На нем можно гнуть трубы диаметром до 42 мм. Наибольший угол сгиба составляет 180 градусов. Оснащается сменяемыми упорами под различные трубы.Трубку вставляют меж валиком и сегментом, к которому ее прикрепляют. Сегмент имеет вид половины диска. От вращения ручки сегмент приходит в движение. Вращаясь, он затягивает вокруг собственного корпуса трубку, и выгибает ее на необходимый угол.

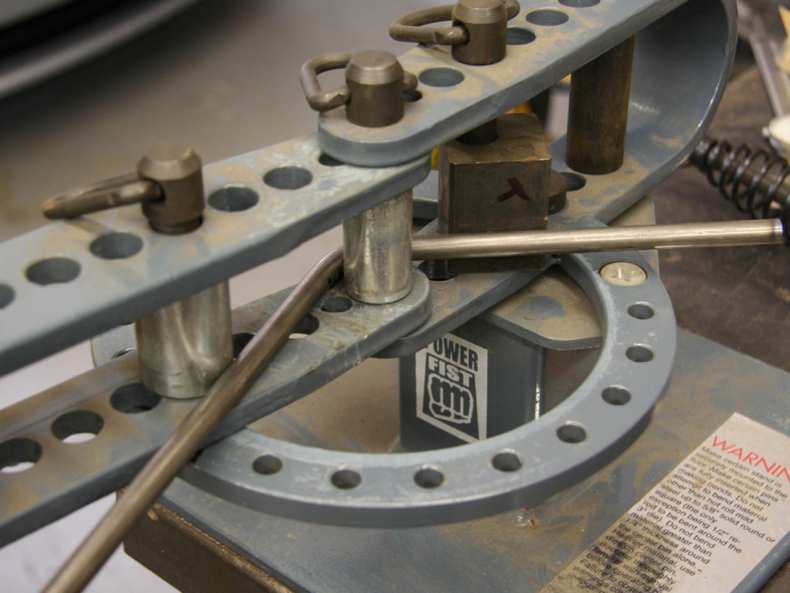
Трубогиб арбалетного типа

Достоинства рычажных трубогибов:
- маленькие физические нагрузки на рычаги;
- сгиб труб на четко выставленный угол в пределах до 180 градусов;
- небольшой вес;
- эстетический вид трубы после сгиба.
- на каждый диаметр трубы нужен свой рычажный инструмент;
- не может использоваться для труб большого диаметра.
Ручной трубогиб

Трубогиб ручной – это в большинстве случаев ручные устройства, которыми можно гнуть трубы диаметром от 5 до 125 мм.
Гибка медной трубы происходит при помощи особой ручной трубы-оправки с выставленным радиусом сгиба. Эта оправка может вставляться либо внутрь трубки, либо натягиваться с внешней стороны. Прикладывая физические усилия при натягивании оправки, медной трубке придается нужная форма сгиба. Чаще всего, оправка делается из стали. Чтоб внутреннюю часть после сгиба было проще вытягивать, к ней привязывают проволоку.
Это интересно: Универсальный ручной трубогиб своими руками: рекомендации по изготовлению и фото
Основным достоинством является его небольшая стоимость, но при всем этом достаточно действенный. Главный недостаток — большие физические усилия, которые необходимо приложить для сгиба труб.
Гидравлические трубогибы

Они очень похожи на арбалетные механические. Разница в том, что от движения рычагом гидравлическая система выполняет всю работу. На них можно сгибать трубы от 10 до 50 мм в диаметре. Наибольший угол сгиба составляет 90 градусов. В комплект такого трубогиба входят разные сегменты для гибки, которые могут меняться под трубы разных диаметров.
Главным достоинством является прикладывание минимальных физических нагрузок при сгибании. Недостаток – значительные габариты и большая цена. (О том, как как сделать гидравлический трубогиб своими руками, читайте здесь.)
Возможно, Вас заинтересует информация о самодельном трубогибе для круглой трубы.
О том, как сделать верстак своими руками, читайте в этой статье.
Изготовление трубогиба своими руками

Для того чтобы своими руками изготовить трубогиб, необходимо создать его основу. Основой будущего трубогиба послужит трубка с прямоугольным сечением стенок. Она должна быть такой толщины, чтобы выдерживать нагрузку с толщиной стенки не менее 3 миллиметров.
С края этой трубки на расстоянии 2-3 см от края необходимо сделать отверстие, размер которого должен быть равен размеру оси основного шкива (он будет служить для гибки труб).
Далее необходимо обозначить наибольший радиус загиба, который делает ваш трубогиб, и добавить 5 см. Отмерив эту длину, отрежьте лишнюю часть трубки. Стопор для трубки выглядит как шпилька, с одной стороны которой находится гайка, а с другой – стопор в виде буквы Т.

Закончив с основой, необходимо изготовить рукоятку трубогиба. Для этого необходимо иметь две железных пластинки толщиной от 4 мм. Ручка в последствие будет крепиться на ось основы, поэтому ширина пластинок должна быть одинаковой с диаметром оси. Для верности оставьте с каждой стороны расстояние 5-10 мм. Чтобы рукоятка приобрела прочность, эти пластины в нескольких местах можно сварить между собой.
Теперь можно собрать все устройство. Основу трубогиба зажмите тисками. Поместите на ось основы одну за другой пластинки ручки и шкив. В гайку на основе завинтите шпильку стопора. Самодельный трубогиб готов.
Сравнение арбалетного и пружинного трубогибов для медных труб смотрите в видео:
Обустраивая хозяйство, рано или поздно сталкиваешься с необходимостью изогнуть трубу. В городской квартире – реже, но тоже. Цены на трубогибочные инструменты и приспособления, что продажные, что арендные, не то чтобы непомерны, но, мягко говоря, не радуют. Поэтому желающих сделать трубогиб своими руками более чем достаточно, а назначение настоящей публикации – помочь им подыскать подходящую для своей конкретной цели конструкцию и дать действенные практические рекомендации по ее изготовлению.
Мастера-любители делают самые разнообразные установки для сгибания труб, от простейших приспособлений до настоящих гибочных станов, см. рис.:

Примечание: далее в статье рассматривается холодная плоская производственно-технологическая и, частично, декоративно-художественная гибка. Так что, если вы горите желанием наладить в собственном сарае массовое механизированное производство, ну, скажем, гиперболических змеевиков для самогонных аппаратов, то – см. где-то еще.
Дефекты гибки
Типичные дефекты гнутья труб показаны слева на рис.:

Дефекты сгибания круглых и профильных труб
Для бытовых и др. трубопроводов общего назначения допустимы тянучка и волна, вместе уменьшающие площадь просвета трубы не более чем на 10% в самом узком месте. На трубах для газов и хладоагентов любая тянучка и, особенно, волна, нежелательны, т.к. там могут оказаться микротрещины. Волна, пусть и небольшая, недопустима в трубчатых силовых элементах строительных конструкций и механизмов, поскольку резко и непредсказуемо уменьшает их несущую способность.
Главные правила
Правила выбора радиуса изгиба трубы RИЗГ и длины технологического хвостовика L сведены в табл.:

- Если разница реального и ближайших табличных значение поперечника трубы П более 10%, значения исходных расчетных величин вычисляем интерполяцией. В противном случае – берем ближайшее.
- Приводят табличный RИЗГ к относительной величине rИЗГ, т.е. выражают его в диаметрах трубы D или ее высотах H.
- Для труб диаметром до 10 мм из rИЗГ вычитают 1.
- Для труб диаметром от 11 до 15 мм из rИЗГ вычитают 0,85.
- Для труб диаметром от 16 до 24 мм из rИЗГ вычитают 0,75.
- Для труб диаметром от 25 до 40 мм из rИЗГ вычитают 0,65.
- Для труб диаметром более 40 мм из rИЗГ вычитают 0,5.
- Переводят относительный rИЗГ обратно в численный (миллиметровый) RИЗГ.
- От полученного значения RИЗГ берут ближайшее практически удобное большее.
Просто – радиус
Конкретный трубогиб разрабатывается под радиус изгиба в определенных пределах. Но для выбора прототипа конструкции сразу нужно знать только его очень обобщенное значение:
-
на малые радиусы RИЗГ о , вершина которого должна приходиться на центр кривизны башмака на его рабочем выходе. Тогда гибка под 90 о будет чистой, а, если приемлемы допустимые дефекты, то можно согнуть и калач.

Правильное расположение установочных отверстий обводных роликов в раме арбалетного трубогиба
Дорновые
Дорном называется гибочный шаблон (кондуктор), к которому заготовка не прижимается, но обводится по его ручью. Применяются дорновые (обводные) трубогибы, во-первых, если изгиб малого радиуса должен быть максимально чистым и точным. С этой целью ручной привод делается храповым с понижающей передачей или электрогидравлическим. Ручные рычажные дорновые трубогибы используются, во-вторых, если нужен недорогой инструмент для быстрой гибки более чем на 90 о с удовлетворительным качеством (заготовки скоб, калачи, змеевики).
Устройство и принцип действия ручного дорнового трубогиба с поворотным кондуктором и шестеренчато-храповым механизмом показаны слева на рис.:

Обводные трубогибы с поворотным кондуктором
Вальцовые
С неподвижным столом
Устройство вальцового трубогиба показано на рис.:

Устройство вальцового трубогиба с неподвижным столом

Чертежи вальцового трубогиба с неподвижным столом
Недостаток данной конструкции – установка нижних вальцов в прямых продольных пазах, лучше бы предусмотреть косые, как показано на врезке там же. Оперативность перенастройки станка заметно не снизится, зато несимметрия и сбои настройки в работе исключаются.
Еще о приводе

Неправильное и правильное выполние привода вальцового трубогиба
С ломающимся столом
Распределение технологических напряжений заготовки в трубогибе с ломающимся столом изначально немного асимметрично. Простая мера борьбы с этим – одна-единственная, организационная: не крутить привод слишком быстро, выжимая производительность. Зато, во-первых, можно гнуть не только на большие, но и на средние радиусы: пределы регулировки RИЗГ в трубогибе с ломающимся столом много шире. Это обстоятельство существенно и при неподвижном столе, поэтому некоторые мастера-механики делают вальцовые трубогибы с неперемещаемым верхним вальцом, а установку RИЗГ производят подъемом исходящего реечным механизмом, см. рис.:

Регулировка радиуса изгиба вальцового трубогиба перемещением исходящего вальца
Во-вторых, располагая квалифицированным помощником, можно гнуть с плавно переменным радиусом, напр., стрельчатые полуарки: один крутит привод (или регулирует электрический), а второй подкачивает домкрат. А зачем лишняя красота? Настоящая красота лишней не бывает. К примеру, теплицы на стрельчатых арках более чем актуальны в северных регионах, где Солнце и летом-то не поднимается высоко. Прим. +15-20% прибавки урожая и 10-12% экономии на освещении это уже красота экономическая, материально очень ощутимо выражающаяся.
Устройство, приблизительные размеры и некоторые конструктивные особенности вальцового трубогибочного станка с ломающимся столом показаны на рис.:

Устройство и размеры трубогиба с ломающимся столом для профтрубы
Установка ведомых вальцов скользящими в продольных пазах – довольно-таки ценная находка. Расширение диапазона регулировки RИЗГ это, как говорится, еще семечки: раздвигая нижние вальцы несимметрично от верхнего, можно компенсировать асимметрию растекания напряжений. В принципе, потратив массу времени и материала на опыты, можно построить установочную кривую или таблицу для разных RИЗГ, по которой станок настраивается на бездефектную гибку. Правда, возможность изготовления полуарок переменного радиуса при этом, скорее всего, пропадет или существенно сузится. Что, конечно, не есть хорошо.
Примечание: дополнительно об изготовлении вальцового трубогиба с ломающимся столом см. ролик:
Видео: вальцевый трубогиб с ломающимся столом
В заключение
Производство арочных и полуарочных деталей строительных конструкций из профтрубы дело довольно прибыльное и не требующее существенных затрат на старт. Поэтому напоследок см. видео в 2-х частях, как своими руками сделать вальцовый трубогиб уровня, близкого к профессиональному, для изготовления из профильных труб арок для теплиц и хозпостроек, ч. 1:
Читайте также: