
Тиски для чпу фрезерного станка своими руками
Добавил пользователь Евгений Кузнецов Обновлено: 18.09.2024
Самодельный ЧПУ фрезерный станок: подробности процесса сборки, обзор нужных комплектов и наборов, личный опыт. Откроем секреты сборки станка своими руками.
- Личный опыт
- Комплекты и наборы для сборки фрезеров с ЧПУ своими руками
- Руководство
- ШАГ 1: Ключевые конструктивные решения
- ШАГ 2: Основание и ось X-оси
- ШАГ 3: Проектирование козловой оси Y
- ШАГ 4: Схема сборки оси Z
- ШАГ 5: Линейная система движения
- ШАГ 6: Компоненты механического привода
- ШАГ 7: Выбор двигателей
- ШАГ 8: Конструкция режущего стола
- ШАГ 9: Параметры шпинделя
- ШАГ 10: Электроника
- ШАГ 11: Параметры контроллера Программного Управления
- ШАГ 12. Выбор программного обеспечения
Итак, вы решили построить самодельный ЧПУ фрезерный станок или, может быть, вы просто над этим только задумываетесь и не знаете с чего начать? Есть много преимуществ в наличии машины с ЧПУ. Домашние станки могут производить фрезерование и резать практически все материалы. Будь вы любитель или мастер, это открывает большие горизонты для творчества. Тот факт, что один из станков может оказаться в вашей мастерской, еще более соблазнителен.
Есть много причин, по которым люди хотят построить собственный фрезерный станок ЧПУ своими руками. Как правило, это происходит потому, что мы просто не можем позволить себе купить его в магазине или от производителя, и в этом нет ничего удивительного, ведь цена на них немаленькая. Или же вы можете быть похожи на меня и получать массу удовольствия от собственной работы и создания чего-то уникального. Вы можете просто заниматься этим для получения опыта в машиностроении.
Личный опыт
Когда я впервые начал разрабатывать, продумывать и делать первый ЧПУ фрезер своими руками, на создание проекта ушел примерно один день. Затем, когда начал покупать части, я провел небольшое исследование. И нашел кое-какие сведения в различных источниках и форумах, что привело к появлению новых вопросов:
- Мне действительно нужны шарико-винтовые пары, или обычные шпильки и гайки будут работать вполне нормально?
- Какой линейный подшипник лучше, и могу ли я его себе позволить?
- Двигатель с какими параметрами мне нужен, и лучше использовать шаговик или сервопривод?
- Деформируется ли материал корпуса слишком сильно при большом размере станка?
- И т.п.

К счастью, на некоторые из вопросов я смог ответить благодаря своей инженерно-технической базе, оставшейся после учебы. Тем не менее, многие из проблем, с которыми я бы столкнулся, не могли быть рассчитаны. Мне просто нужен был кто-то с практическим опытом и информацией по этому вопросу.
Каждый раз, когда у меня возникал вопрос, ответ на который я не знал, мне приходилось повторять тот же процесс. По большему счету это связано с тем, что у меня был ограниченный бюджет и хотелось взять лучшее из того, что можно купить за мои деньги. Такая же ситуация у многих людей, создающих самодельный фрезерный станок с ЧПУ.

Комплекты и наборы для сборки фрезеров с ЧПУ своими руками
Да, есть доступные комплекты станков для ручной сборки, но я еще не видел ни одного, который можно было бы подстроить под определенные нужды.
Также нет возможности вносить изменения в конструкцию и тип станка, а ведь их много, и откуда вы знаете, какой из них подойдет именно вам? Независимо от того, насколько хороша инструкция, если конструкция продумана плохо, то и конечная машина будет плохой.
Вот почему вам нужно быть осведомленным относительно того, что вы строите и понимать какую роль играет каждая деталь!

Руководство
Это руководство нацелено на то, чтобы не дать вам совершить те же ошибки, на которые я потратил свое драгоценное время и деньги.
Мы рассмотрим все компоненты вплоть до болтов, глядя на преимущества и недостатки каждого типа каждой детали. Я расскажу о каждом аспекте проектирования и покажу, как создать ЧПУ фрезерный станок своими руками. Проведу вас через механику к программному обеспечению и всему промежуточному.
В процессе обработки деталей из различных материалов на фрезерных станках практически всегда необходима фиксация обрабатываемого материала.
Именно для этих целей и используют тиски, которые освобождают от необходимости удерживать вручную заготовку, а использовать тиски.

Разновидности и назначение
Главными составляющими тисков являются две губки, которые находятся напротив друг друга. Одна губка плотно закреплена, а вторая перемещается, тем самым зажимая деталь. Фрезерные тиски применяются для перемещения детали лицевой стороной к мастеру, для создания детали в форме круга или для перемещения заготовки на 90 градусов. Их используют как в частных небольших мастерских (например, для изготовления фурнитуры), так и на крупном промышленном производстве для изготовления сложных деталей. По функционалу фрезерные тиски можно разделить на поворотные и неповоротные.
Поворотные
Такие станочные тиски наиболее популярны. Они позволяют менять угол наклона детали во время ее обработки, тем самым избавляя от необходимости закрепления заготовки в новом положении. Однако, здесь есть и свои недостатки. Большая подвижность детали неблагоприятно отражается на ее фиксации. Но этот недостаток, как правило, компенсируется другими параметрами, к примеру, снижением оборотов.
Фрезерные поворотные тиски в небольших мастерских используются в основном для изготовления небольших изделий, например, мебельной фурнитуры или ключей. В крупных производственных цехах такие устройства используют для изготовления деталей двигателей или других изделий, которые имеют сложную форму.

Поворотные тиски могут быть ручными, пневматическими и гидравлическими. Основанием ручных поворотных тисков служит ротационный диск, с помощью которого осуществляется поворот тисков вместе с зажатым в них материалом. На таком диске закреплены с помощью болтов ручные тиски. Расстояние между губками тисков регулируется вручную. Такие тиски используют в основном в небольших мастерских и для обработки хрупких предметов. Они имеют невысокую стоимость и очень практичны.
В основании пневматических тисков также находится ротационный диск. Тиски, прикрепленные на него, состоят из двух пластин и рельсы. К подвижной пластине тисков одним концом прикреплена герметическая трубка. Второй конец трубки соединен с насосом, который может быть электрическим или ручным. Сила зажима тисков регулируется именно насосом, который подает по трубке сжатый воздух.
Гидравлические тиски повторяют принцип действия пневматических, затем лишь исключением, что вместо воздуха по трубке подается жидкость. Как правило, используют воду, но для усиления сжатия используют более вязкие жидкости. Гидравлические тиски являются наиболее популярной разновидностью, их чаще используют в производстве.
Неповоротные
Неповоротные фрезерные тиски, судя по своему названию, не имеют поворотного механизма. Но несмотря на то, что они лишены такой важной функции, неповоротные тиски являются достойным конкурентом для поворотных. Все дело в том, что неповоротные тиски стоят намного дешевле, чем поворотные, поэтому пользуются хорошим спросом. Неповоротные тиски также бывают ручными, с пневматическим и гидравлическим приводом.

Технические требования по ГОСТ
- Нормальной точности (Н).
- Повышенной точности (П).
- Высокой точности (В).
Части подвижных тисков должны перемещаться плавно, без рывков и не заедать. На поверхностях тисков не должно быть дефектов, таких как трещин, вмятин, коррозии. Применяются требования к шероховатости поверхности, цене деления круговой шкалы в поворотных тисках, сроку службы, ресурсу по точности, безопасности тисков.

Критерии выбора
- При выборе нужно руководствоваться несколькими критериями.
- Функциональность. Тиски должны полностью соответствовать выполняемым операциям.
- Размеры. Зависят от размеров обрабатываемой детали. Чем больше размер инструмента, тем больше его масса.
- Материал изготовления. Для изготовления применяются прочные материалы, чем прочнее материал, тем больше вес имеет конструкция.
- Возможность поворота детали. В процессе изготовления иногда возникает необходимость повернуть деталь под другим углом.
- Качество сборки. Оценивается по внешнему виду, не должно быть перекосов.
- Срок гарантии. Гарантия свидетельствует о качестве изделия.
- Стоимость. Немаловажный фактор, влияющий на выбор. На стоимость влияют все вышеперечисленные факторы, а также популярность торговой марки.

Если изделие приобретается с целью интенсивной эксплуатации на крупном производстве, то лучше приобрести более дорогую модель. Для использования в небольших мастерских более целесообразно выбрать бюджетный вариант.
Для создания любой детали на фрезерном станке необходима точность, которой можно добиться, зафиксировав материал в определенном положении. Неподвижную фиксацию заготовки обеспечивают именно тиски, значительно облегчая работу мастера и повышая качество производимых изделий.
Здравствуй дорогой читатель, в этой статье хочу поделиться своим опытом постройки фрезерного портального станка с числовым программным управлением.

Подобных историй в сети очень много, и я наверное мало кого удивлю, но может эта статья будет кому то полезна. Эта история началась в конце 2016 года, когда я со своим другом – партнером по разработке и производству испытательной техники аккумулировали некую денежную сумму. Дабы просто не прогулять деньги (дело то молодое), решили их вложить в дело, после чего пришла в голову идея изготовления станка с ЧПУ. У меня уже имелся опыт постройки и работы с подобного рода техникой, да и основной областью нашей деятельности является конструирование и металлообработка, что сопутствовало идее с постройкой станка ЧПУ.
Вот тогда то и началась движуха, которая длиться и по сей день…
Продолжилось все с изучения форумов посвященных ЧПУ тематике и выбора основной концепции конструкции станка. Предварительно определившись с обрабатываемыми материалами на будущем станке и его рабочим полем, появились первые бумажные эскизы, в последствии которые были перенесены в компьютер. В среде трех мерного моделирования КОМПАС 3D, станок визуализировался и стал обрастать более мелкими деталями и нюансами, которых оказалось больше чем хотелось бы, некоторые решаем и по сей день.
Одним из начальных решений было определение обрабатываемых на станке материалов и размеры рабочего поля станка. Что касается материалов, то решение было достаточно простым — это дерево, пластик, композитные материалы и цветные металлы (в основном дюраль). Так как у нас на производстве в основном металлообрабатывающие станки, то иногда требуется станок, который обрабатывал бы быстро по криволинейной траектории достаточно простые в обработке материалы, а это в последствии удешевило бы производство заказываемых деталей. Отталкиваясь от выбранных материалов, в основном поставляемых листовой фасовкой, со стандартными размерами 2,44х1,22 метра (ГОСТ 30427-96 для фанеры). Округлив эти размеры пришли к таким значениям: 2,5х1,5 метра, рабочее пространство определенно, за исключением высоты подъёма инструмента, это значение выбрали из соображения возможности установки тисков и предположили что заготовок толще 200мм у нас не будет. Так же учли тот момент, если потребуется обработать торец какой либо листовой детали длиной более 200мм, для этого инструмент выезжает за габариты основания станка, а сама деталь/заготовка крепится к торцевой стороне основания, тем самым может происходить обработка торца детали.
Конструкция станка представляет собой сборное рамное основание из 80-й профильной трубы со стенкой 4мм. По обе стороны длинны основания, закреплены профильные направляющие качения 25-го типоразмера, на которые установлен портал, выполненный в виде трех сваренных вместе профильных трубы того же типоразмера что и основание.
Станок четырех осевой и каждую ось приводит в движение шарико-винтовая передача. Две оси расположены параллельно по длинной стороне станка, спаренных программно и привязанных к Х координате. Соответственно оставшиеся две оси – это Y и Z координаты.
Почему именно остановились на сборной раме: изначально хотели делать чисто сварную конструкцию с закладными приваренными листами под фрезеровку, установку направляющих и опор ШВП, но для фрезеровки не нашли достаточно большого фрезерно-координатного станка. Пришлось рисовать сборную раму, чтобы была возможность обработать все детали своими силами с имеющимися на производстве металлообрабатывающими станками. Каждая деталь, которая подвергалась воздействию электродуговой сварки, была отожжена для снятия внутренних напряжений. Далее все сопрягаемые поверхности были выфрезерованны, и в последствии подгонки пришлось местами шабрить.
Залезая вперед, сразу хочу сказать, что сборка и изготовление рамы оказалась самым трудоемким и финансово затратным мероприятием в постройке станка. Первоначальная идея с цельно сваренной рамой по всем параметрам обходит сборную конструкцию, по нашему мнению. Хотя многие могут со мной и не согласиться.
Многие любители и не только, собирают такого рода и размера (и даже большего) станки у себя в мастерской или гараже, делая целиком сварную раму, но без последующего отжига и механической обработки за исключением сверления отверстий под крепление направляющих. Даже если повезло со сварщиком, и он сварил конструкцию с достаточно хорошей геометрией, то в последствии работы этого станка ввиду дребезга и вибраций, его геометрия будет уходить, меняться. Я конечно могу во многом ошибаться, но если кто то в курсе этого вопроса, то прошу поделиться знаниями в комментариях.
Сразу хочу оговориться, что станки из алюминиевого конструкционного профиля мы тут пока рассматривать не будем, это скорее вопрос другой статьи.
Продолжая сборку станка и обсуждая его на форумах, многие начали советовать сделать внутри рамы и снаружи диагональные стальные укосины для добавления еще большей жесткости. Мы этим советом пренебрегать не стали, но и добавлять укосины в конструкцию то же, так как рама получилась достаточно массивной (около 400 кг). А по завершению проекта, периметр обошъётся листовой сталью, что дополнительно свяжет конструкцию.
Давайте теперь перейдем к механическому вопросу этого проекта. Как было ранее сказано, движение осей станка осуществлялось через шарико–винтовую пару диаметром 25мм и шагом 10мм, вращение которой передается от шаговых двигателей с 86 и 57 фланцами. Изначально предполагали вращать непосредственно сам винт, дабы избавиться от лишних люфтов и дополнительных передач, но без них не обошлось в виду того, что при прямом соединении двигателя и винта, последний на больших скоростях начало бы разматывать, особенно когда портал находится в крайних положениях. Учитывая тот факт, что длина винтов по Х оси составила почти три метра, и для меньшего провисания был заложен винт диаметром 25мм, иначе хватило бы и 16 мм-го винта.
Этот нюанс обнаружился уже в процессе производства деталей, и пришлось быстрым темпом решать эту проблему путем изготовления вращающейся гайки, а не винта, что добавило в конструкцию дополнительный подшипниковый узел и ременную передачу. Такое решение так же позволило хорошо натянуть винт между опорами.
Конструкция вращающейся гайки довольно проста. Изначально подобрали два конических шарикоподшипника, которые зеркально одеваются на ШВП гайку, предварительно нарезав резьбу с ее конца, для фиксации обоймы подшипников на гайке. Подшипники вместе с гайкой вставали в корпус, в свою очередь вся конструкция крепится на торце стойки портала. Спереди ШВП гайки закрепили на винты переходную втулку, которую в последствии в собранном виде на оправке обточили для придания соостности. На неё одели шкив и поджали двумя контргайками.
В качестве направляющих скольжения, были использованы профильные направляющие рельсового типоразмера 25мм, фирмы HIWIN. Под их установку были выфрезерованны установочные пазы для соблюдения параллельности между направляющими.
Опоры ШВП решили изготовить собственными силами, они получились двух видов: опоры под вращающиеся винты (Y и Z оси) и опоры под не вращающиеся винты (ось Х). Опоры под вращающиеся винты можно было купить, так как экономии ввиду собственного изготовления 4 деталей вышло мало. Другое дело с опорами под не вращающиеся винты – таких опор в продаже не найти.
Из сказанного ранее, ось Х приводится в движение вращающимися гайками и через ременную зубчатую передачу. Так же через ременную зубчатую передачу решили сделать и две другие оси Y и Z, это добавит большей мобильности в изменении передаваемого момента, добавит эстетики в виду установки двигателя не вдоль оси винта ШВП, а сбоку от него, не увеличивая габариты станка.
Теперь давайте плавно перейдем к электрической части, и начнем мы с приводов, в качестве них были выбраны шаговые двигатели, разумеется из соображений более низкой цены по сравнению с двигателями с обратной связью. На ось Х поставили два двигателя с 86-м фланцем, на оси Y и Z по двигателю с 56-м фланцем, только с разным максимальным моментом. Ниже постараюсь представить полный список покупных деталей…
Все электрические компоненты, кроме двигателей, шпинделя и конечных выключателей были смонтированы в электрическом металлическом шкафу. Все управление станком производится от персонального компьютера, нашли старенький ПК на материнской плате форм фактора ATX. Лучше бы, чуть ужались и купили маленький mini-ITX со встроенным процессором и видеокартой. При не малых размерах электрического ящика, все компоненты с трудом разместились внутри, их пришлось располагать достаточно близко друг к другу. В низу ящика разместил три вентилятора принудительного охлаждения, так как воздух в нутрии ящика сильно нагревался. С фронтальной стороны прикрутили металлическую накладку, с отверстиями под кнопки включения питания и кнопки аварийного останова. Так же на этой накладке разместили панельку для включения ПК, ее я снял с корпуса старого мини компьютера, жаль, что он оказался не рабочим. С заднего торца ящика тоже закрепили накладку, в ней разместили отверстия под разъемы для подключения питания 220V, шаговых двигателей, шпинделя и VGA разъем.
Все провода от двигателей, шпинделя, а также водяные шланги его охлаждения проложили в гибкие кабель каналы гусеничного типа шириной 50мм.
Что касается программного обеспечение, то на ПК размещенного в электрическом ящике, установили Windows XP, а для управления станком применили одну из самых распространенных программ Mach3. Настройка программы осуществляется в соответствии с документацией на интерфейсную плату, там все описано достаточно понятно и в картинках. Почему именно Mach3, да все потому же, был опыт работы, про другие программы слышал, но их не рассматривал.
Технические характеристики:
Рабочее пространство, мм: 2700х1670х200;
Скорость перемещения осей, мм/мин: 3000;
Мощность шпинделя, кВт: 2,2;
Габариты, мм: 2800х2070х1570;
Вес, кг: 1430.
Список деталей:
Профильная труба 80х80 мм.
Полоса металлическая 10х80мм.
ШВП TBI 2510, 9 метров.
ШВП гайки TBI 2510, 4 шт.
Профильные направляющие HIWIN каретка HGH25-CA, 12 шт.
Рельс HGH25, 10 метров.
Шаговые двигатели:
NEMA34-8801: 3 шт.
NEMA 23_2430: 1шт.
Шкив BLA-25-5M-15-A-N14: 4 шт.
Шкив BLA-40-T5-20-A-N 19: 2 шт.
Шкив BLA-30-T5-20-A-N14: 2 шт.
Плата интерфейсная StepMaster v2.5: 1 шт.
Драйвер шагового двигателя DM542: 4шт. (Китай)
Импульсный источник питания 48В, 8А: 2шт. (Китай)
Частотный преобразователь на 2,2 кВт. (Китай)
Шпиндель на 2,2 кВт. (Китай)
Основные детали и компоненты вроде перечислил, если что-то не включил, то пишите в комментарии, добавлю.
Опыт работы на станке: В конечном итоге спустя почти полтора года, станок мы все же запустили. Сначала настроили точность позиционирования осей и их максимальную скорость. По словам более опытных коллег максимальная скорость в 3м/мин не высока и должна быть раза в три выше (для обработки дерева, фанеры и т.п.). При той скорости, которой мы достигли, портал и другие оси упершись в них руками (всем телом) почти не остановить — прёт как танк. Начали испытания с обработки фанеры, фреза идет как по маслу, вибрации станка нет, но и углублялись максимум на 10мм за один проход. Хотя после заглубляться стали на меньшую глубину.
По игравшись с деревом и пластиком, решили погрызть дюраль, тут я был в восторге, хоть и сломал сначала несколько фрез диаметром 2 мм, пока подбирал режимы резания. Дюраль режет очень уверенно, и получается достаточно чистый срез, по обработанной кромке.
Сталь пока обрабатывать не пробовали, но думаю, что как минимум гравировку станок потянет, а для фрезеровки шпиндель слабоват, жалко его убивать.
А в остальном станок отлично справляется с поставленными перед ним задачами.
Вывод, мнение о проделанной работе: Работа проделана не малая, мы в итоге изрядно приустали, так как ни кто не отменял основную работу. Да и денег вложено не мало, точную сумму не скажу, но это порядка 400т.р. Помимо затрат на комплектацию, основная часть расходов и большая часть сил, ушла на изготовление основания. Ух как мы с ним намаялись. А в остальном все делалось по мере поступления средств, времени и готовых деталей для продолжения сборки.
Станок получился вполне работоспособным, достаточно жестким, массивным и качественным. Поддерживающий хорошую точность позиционирования. При измерении квадрата из дюрали, размерами 40х40, точность получилась +- 0,05мм. Точность обработки более габаритных деталей не замеряли.
Что дальше…: По станку есть еще достаточно работы, в виде закрытия пыле — защитой направляющих и ШВП, обшивки станка по периметру и установки перекрытий в середине основания, которые будут образовывать 4 больших полки, под объем охлаждения шпинделя, хранения инструмента и оснастки. Одну из четвертей основания хотели оснастить четвертой осью. Также требуется на шпиндель установить циклон для отвода и сбора стружки о пыли, особенно если обрабатывать дерево или текстолит, от них пыль летит везде и осаждается повсюду.
Что касается дальнейшей судьбы станка то тут все не однозначно, так как у меня возник территориальный вопрос (я переехал в другой город), и станком заниматься сейчас почти некому. И вышеперечисленные планы не факт что сбудутся. Не кто этого два года назад и предположить не мог.
В случае продажи станка с его ценником все не понятно. Так как по себестоимости продавать откровенно жалко, а адекватная цена в голову пока не приходит.
На этом я пожалуй закончу свой рассказ. Если что-то я не осветил, то пишите мне, и я постараюсь дополнить текст. А в остальном многое показано в видео про изготовления станка на моем YouTube канале.

Я давно хотел разместить серию постов по теме самодельных станков с ЧПУ. Но всегда останавливал тот факт, что Станкофф - станкоторговая компания. Дескать, как же так, мы же должны продавать станки, а не учить людей делать их самостоятельно. Но увидев этот проект я решил плюнуть на все условности и поделиться им с вами.
И так, в рамках этой статьи-инструкции я хочу, что бы вы вместе с автором проекта, 21 летним механиком и дизайнером, изготовили свой собственный настольный фрезерный станок с ЧПУ. Повествование будет вестись от первого лица, но знайте, что к большому своему сожалению, я делюсь не своим опытом, а лишь вольно пересказываю автора сего проекта.
Предисловие от автора
Уже в 12 лет я мечтал построить машину, которая будет способна создавать различные вещи. Машину, которая даст мне возможность изготовить любой предмет домашнего обихода. Спустя два года я наткнулся на словосочетание ЧПУ или если говорить точнее, то на фразу "Фрезерный станок с ЧПУ". После того как я узнал, что есть люди способные сделать такой станок самостоятельно для своих нужд, в своем собственном гараже, я понял, что тоже смогу это сделать. Я должен это сделать! В течение трех месяцев я пытался собрать подходящие детали, но не сдвинулся с места. Поэтому моя одержимость постепенно угасла.
В августе 2013 идея построить фрезерный станок с ЧПУ вновь захватила меня. Я только что окончил бакалавриат университета промышленного дизайна, так что я был вполне уверен в своих возможностях. Теперь я четко понимал разницу между мной сегодняшним и мной пятилетней давности. Я научился работать с металлом, освоил техники работы на ручных металлообрабатывающих станках, но самое главное я научился применять инструменты для разработки. Я надеюсь, что эта инструкция вдохновит вас на создание своего станка с ЧПУ!
Шаг 1: Дизайн и CAD модель
Все начинается с продуманного дизайна. Я сделал несколько эскизов, чтобы лучше прочувствовать размеры и форму будущего станка. После этого я создал CAD модель используя SolidWorks. После того, как я смоделировал все детали и узлы станка, я подготовил технические чертежи. Эти чертежи я использовал для изготовления деталей на ручных металлообрабатывающих станках: токарном и фрезерном.
Признаюсь честно, я люблю хорошие удобные инструменты. Именно поэтому я постарался сделать так, чтобы операции по техническому обслуживанию и регулировке станка осуществлялись как можно проще. Подшипники я поместил в специальные блоки для того, чтобы иметь возможность быстрой замены. Направляющие доступны для обслуживания, поэтому моя машина всегда будет чистой по окончанию работ.
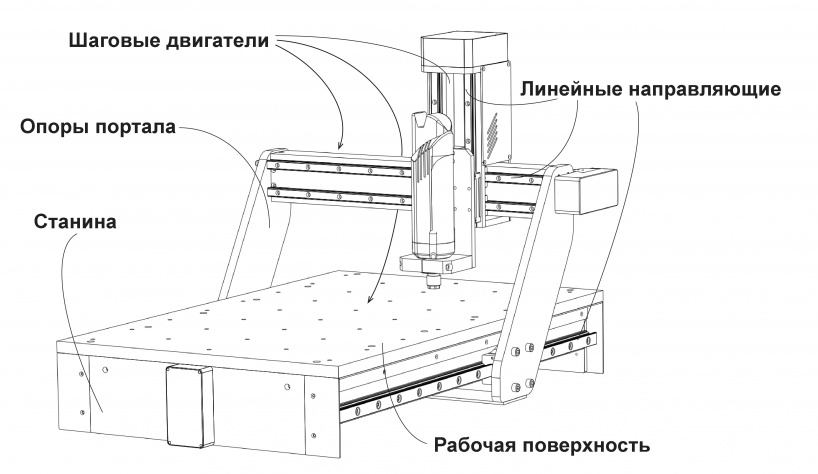
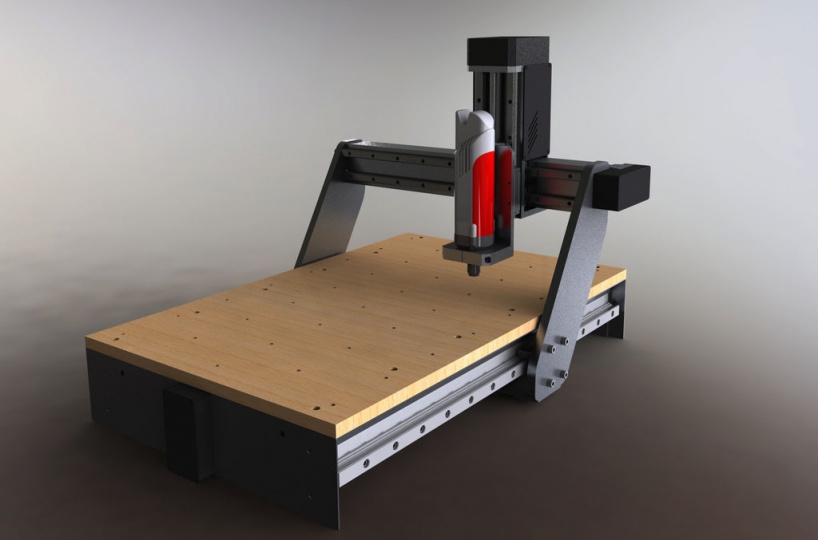
Шаг 2: Станина
Станина обеспечивает станку необходимую жесткость. На нее будет установлен подвижной портал, шаговые двигатели, ось Z и шпиндель, а позднее и рабочая поверхность. Для создания несущей рамы я использовал два алюминиевых профиля Maytec сечением 40х80 мм и две торцевые пластины из алюминия толщиной 10 мм. Все элементы я соединил между собой на алюминиевые уголки. Для усиления конструкции внутри основной рамы я сделал дополнительную квадратную рамку из профилей меньшего сечения.
Для того, чтобы в дальнейшем избежать попадания пыли на направляющие, я установил защитные уголки из алюминия. Уголок смонтирован с использованием Т-образных гаек, которые установлены в один из пазов профиля.
На обоих торцевых пластинах установлены блоки подшипников для установки приводного винта.
Станочные тиски предназначены для закрепления делатей и заготовок на фрезерных станках. Закрепление происходит за счет двух или более губок, расположенных параллельно. Неподвижная губка имеет винт, а вторая является опорой. Заготовка может крепиться в любом положении. Чем выше на станочные тиски цена, тем выше усилие зажима и габариты тисков.
Тиски для универсальных станков.
Бюджетные модели механических тисков. Простая и надежная конструкция. Первый выбор для универсально-фрезерных и вертикально-фрезерных станков.
Тиски 3-х кулачковые.
Предназначены для зажима тел вращения на фрезерных станках.
Тиски прецизионные для универсальных станков.
Повышенная точность исполнения, увеличенное усилие зажима заготовки. Механические конструкции и варианты с гидроподжимом детали. Мощное чугунное основание.
Синусные прецизионные тиски
Тиски прецизионные быстрозажимные
Основной особенностью быстрозажимных тисков является отсутствие сквозного центрального винта, что позволяет изготавливать такие тиски с возможностью зажима крупногабаритных деталей. Конструктивно обеспечивается быстрая переналадка на новую деталь за счет смены позиции зажимного механизма. Широкий ассортимент сменных губок тисков позволяет зажимать призматические и цилиндрические заготовки, а также детали из мягких материалов. Жесткое стальное основание. Мы поставляем быстрозажимные тиски нескольких производителей с принципиально одинаковой конструкцией, но небольшими различиями в исполнении.
Тиски прецизионные для станков с ЧПУ.
Усилие зажима от 5 тонн. Возможность зажима несколькими тисками, возможность установки вертикально и на боку. Сменные губки: призматические, с насечками, ступенчатые.
Читайте также: