
Сверло глубокого сверления по металлу своими руками
Добавил пользователь Владимир З. Обновлено: 05.10.2024
Точное сверление. Даже без разметки. Даже неподходящим сверлом. И даже дрелью с биением патрона. И все это быстро. Около 200 отверстий я просверлил, и ни одно из них не оказалось дыркой. Как такое возможно? Сейчас расскажу.
Однажды я купил шкаф в Икее. Как любят шведы, продавался он в картонной коробке, в виде стопочки досок и пакетика с фурнитурой. Быстренько его собрав, я решил, что эти доски мало чем отличаются от мебельного щита из Леруа Мерлен, только нарезаны по нужному размеру и просверлены отверстия под крепеж — а цена выше в несколько раз. При этом нарезать листовой материал можно в том же Леруа почти за спасибо.
Потом мы делали ремонт и долго не могли решить, куда пристроить стиральную машину. В ванной ей не хватало места, кухню хотелось освободить для более важных вещей, в прихожей она не смотрелась… Вот если б спрятать ее в тумбу, это решило бы проблему. Но где взять тумбу с внутренним размером 60 см? Готовой нигде не продается, и я решил смастерить ее сам. Тот первый опыт был не вполне удачный. Тумба собиралась на эксцентриковых стяжках и конфирматах (это такие шурупы для дсп). Для эксцентриковой стяжки нужно просверлить два отверстия в перпендикулярных плоскостях с пересекающимися осями. Пару раз я промахнулся со сверлением, отверстия пришлось рассверливать, чтобы все совпало, а, стало быть, появились люфты. Одно отверстие и вовсе вышло сквозным, чуть пол не просверлил. Тумбу я конечно собрал, но появилось понимание, что не все так просто. А тумба при отжиме машинкой подпрыгивает и дребезжит.
И тут грянул новый ремонт. На этот раз требовалось соорудить мега-шкаф. Он должен быть широким (более 2 м.) глубоким (76 см. в глубину), сделан должен быть из березовой фанеры 21мм, и самое главное — нижняя часть не должна иметь цоколь. Идея состоит в том, чтобы в нижнюю секцию шкафа вкатывались тумбы на колесиках. Это здорово упрощает загрузку вещей в такой глубокий шкаф. Позволяет быстро выкатить, скажем, тумбу с инструментами и прикатить ее к месту ремонта. Или тумбу с книгами к письменному столу. И не бегать за каждой мелочью в шкаф. Вот примерно так это должно выглядеть:

(дверцы и ящички/полочки условно не нарисованы, но они будут)
Конечно, такие ноги мигом разъедутся без крепления к единому основанию, и шкаф рухнет. Чтобы этого не произошло, шкаф монтируется на несущую стену дома, всю нагрузку несет она. Это снимает вопрос задней стенки. Это позволит при необходимости заменить напольное покрытие, не вытаскивая шкаф из комнаты. Просто выкатываем тумбы, снимаем нижнюю часть перегородок, а остальной шкаф продолжает висеть на стене.
Все эти мои хотелки, все вместе и каждая по отдельности, отпугивали потенциальных изготовителей шкафа. Фирм, изготавливающих мебель полно, но почти все гонят шкафы из дсп 16 мм, глубиной 600, все по более-менее стандартным чертежам, а заказчику позволительно лишь выбрать цвет дсп и узор на створке. Так стало ясно, что всю работу предстоит сделать мне самому. Но старая травма с тумбой под стиралку давала о себе знать, и на этот раз я решил не оставить себе шансов на ошибку. Базовые элементы крепежа всей конструкции — двойная эксцентриковая стяжка и винт с бочкообразной гайкой. А это значит, что сверлить придется много и сверлить нужно точно. Поэтому был приобретен герой моего обзора: кондуктор для сверления под эксцентриковую стяжку.
Кондукторов для сверления торца доски много. Есть параллелограммного типа, есть такие типа рогатки (долго объяснять, своей фотки у меня нет, а чужие прикладывать к обзору тут не разрешают, так что найдете в интернете, если надо), в общем выбор большой. Но кондуктор, который позволял бы сверлить сразу два отверстия именно под стяжку, я нашел только этот. Посмотрим, что же мне прислали:
Жесткий пластиковый кофр, внутри поролоновая подкладка и инструменты в пакетиках.



Два сверла по дереву на 8 и на 10 мм, одно сверло форстнера на 15 мм, ограничительные муфты для них, несколько шкантов, ключ для гаек, шестигранный ключ для фиксации ограничительных муфт, и собственно сам прибор.

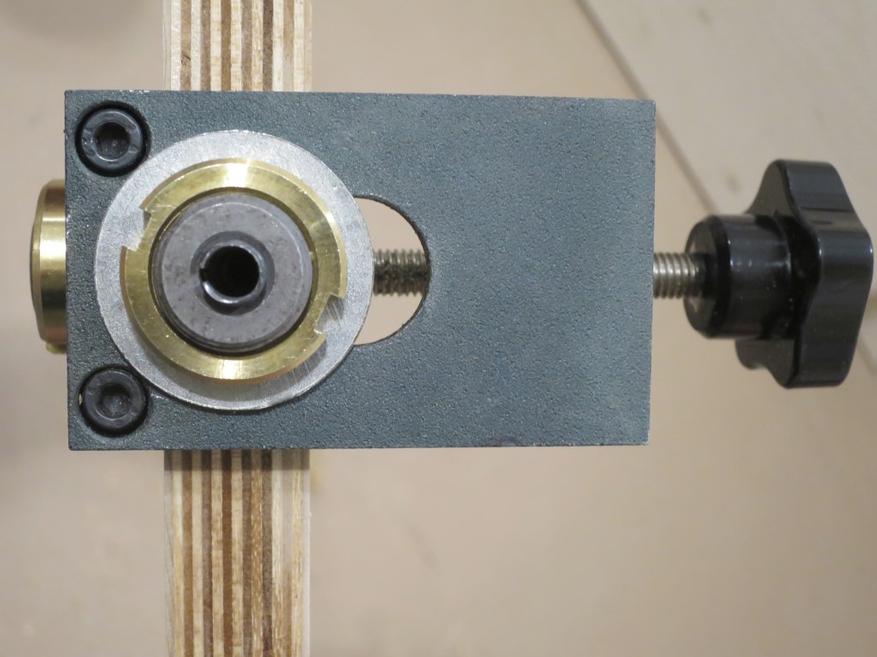
Вот он. Штука довольно увесистая, из литого металла, скорее всего чугуна. Фиксируется на доске винтовым зажимом. На дешевых струбцинах тарелка держится за счет развальцовки винта, со временем она отваливается или продавливается, винт начинает царапать доску. Здесь такого не произойдет. Тарелка из толстой стали, она гладкая и ровная, фиксируется винтом. Время показало, что ей можно зажимать даже окрашенную доску из мягкого дерева, следов не остается.

Максимальная толщина зажимаемой доски порядка 50 мм.

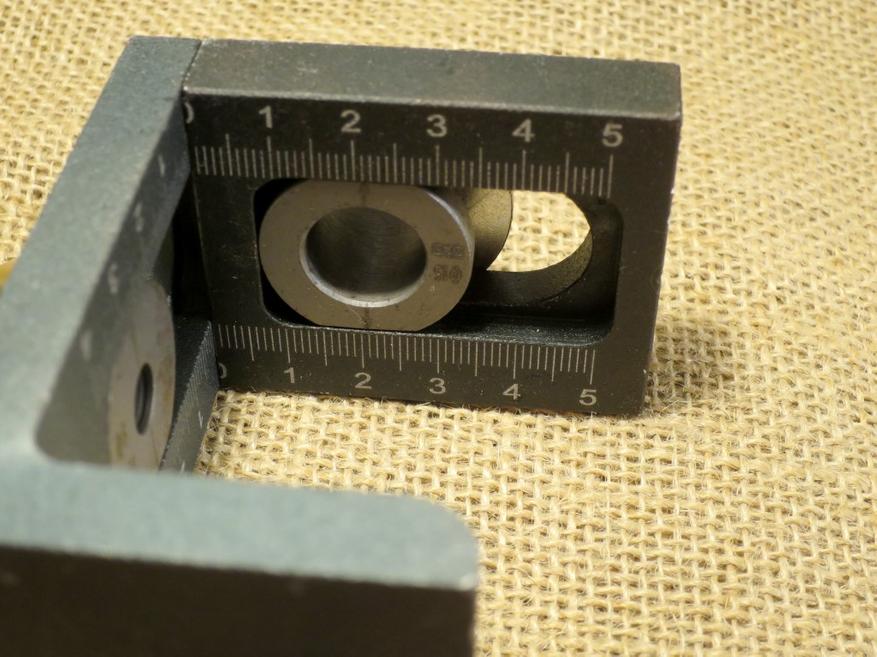
В прорезях корпуса перемещаются и фиксируются гайками две втулки. Одна для сверления 8 мм, со стороны торца доски.

Минимальный отступ оси сверлимого отверстия от поверхности доски — 5 мм.
Максимальный — 37 мм.
Шкала на раме выполнена гравировкой, т.е. не сотрется со временем.
Торец втулок немного утоплен в корпус кондуктора, буквально на долю миллиметра. Это дает возможность перемещать втулку даже когда струбцина зажимает доску. Разумеется, для этого надо ослабить фиксирующую гайку.

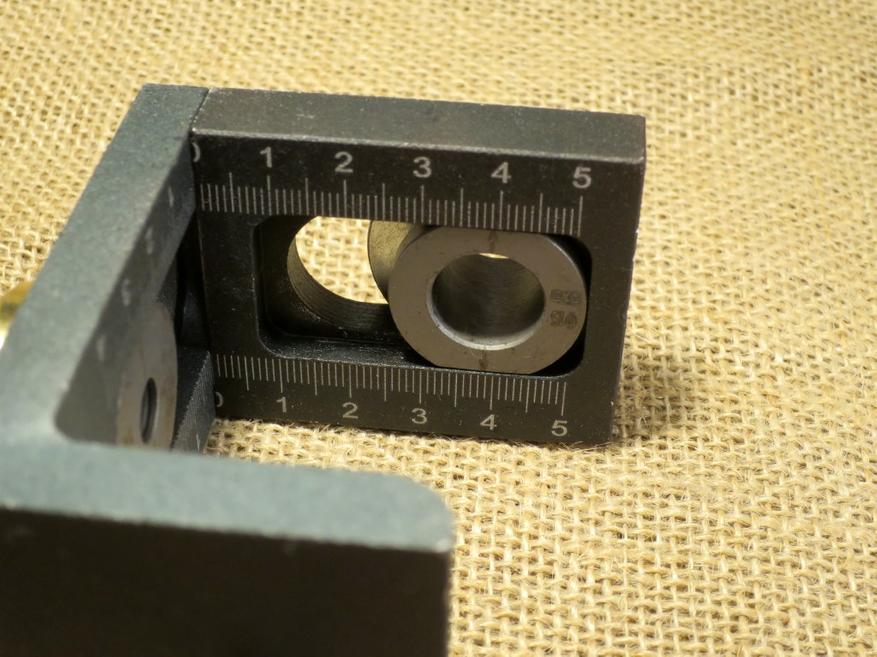
На другой плоскости кондуктора выполнена точно такая же прорезь для втулки под сверление на 15 мм.

Минимальное расстояние от торца доски до оси сверления — 21 мм. Можно и меньше сделать, просто установив струбцину не вплотную к краю доски.
Максимальное расстояние — 39 мм.
Ну что ж, приступим к испытаниям девайса. Перво-наперво, попробуем установить двойную эксцентриковую стяжку. Она позволяет соединять фанеру почти незаметно. Кроме того, с ними можно сделать и крестообразные соединения листов фанеры. Вот как выглядит стяжка:
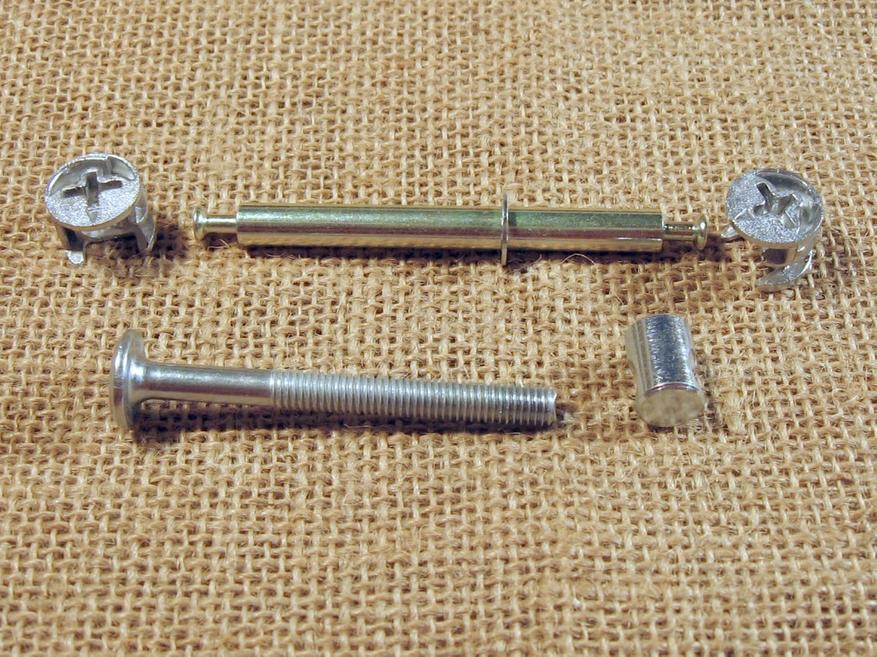
Вставляем эксцентрики в отверстия на поверхности доски, вставляем штифт в отверстие на торце, соединяем торец к торцу, поворачиваем эксцентрики так, чтобы они захватили концы штифтов, подтягиваем, готово!
Винты с бочками — для Т-образных соединений. Сверлим 10 мм на одной доске, 7 мм с ее торца и на поверхности другой, вставляем в одно отверстие бочонок, в другое винт, соединяем, закручиваем, все.

Да, но как просверлить 7 мм? Втулка идеально соответствует сверлу 8 мм, сверло на 7 в ней болтается. У меня под рукой оказался переходник для фрез с 1/4 дюйма на 8 мм. А 1/4 дюйма — это 6,35 мм. Уже что-то. Вот этот переходник.

Стоит 100 с чем-то рублей.
Он из каленой стали, встает плотно во втулку 8 мм и в него практически без зазора входит сверло 6,45 мм. Это сверло для сверления отверстий для резьбы М8.
Ну а потом рассверлить 6,45 до 7 — дело техники. Если совсем уж не наваливаться на дрель, отверстие рассверлится точно по оси прежнего.
Вот такой комбинацией я и стал пользоваться. Конечно, проще было бы сверлить на 8. Но мне не хотелось добавлять лишние люфты. В угоду простоты частичной разборки шкафа мне пришлось отказаться от шкантов, и эти штифты, которые, вообще говоря, должны работать только на растяжение, у меня будут нагружены еще и на срез.
Чтоб набить руку, я начал с обрезков фанеры. Попробовал соединить три кусочка буквой Т.
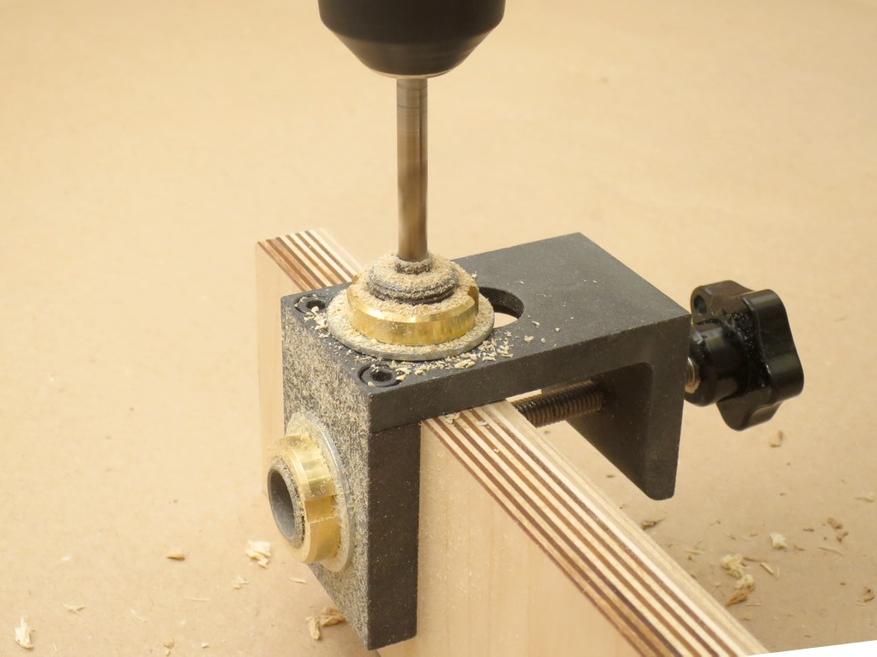
Сперва сверлим сверлом форстнера с поверхности, чтобы потом легче отводилась стружка из более глубокого торцевого отверстия.

Потом сверлим с торца.
Повторяем все то же самое со второй дощечкой.
Вот что получилось:

Наконец, сверлим насквозь центральную дощечку. Собираем:
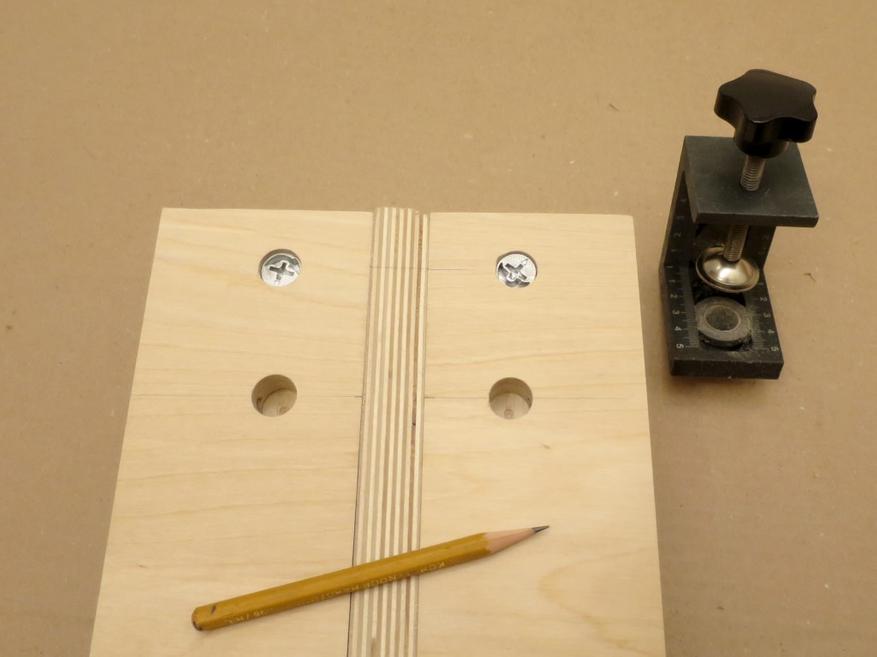
Как видите, получилось у меня только со второго раза. С первого я ошибся с размером и просверлил отверстия под эксцентрики слишком близко. Они при самой тугой затяжке не обеспечивали достаточного сжатия досок.
Края всех отверстий аккуратные. Теперь этим сверлом форстнера я проделал уже более 60 отверстий.

Сверло поизносилось, конечно, но и теперь деревянные волокна не рвет.
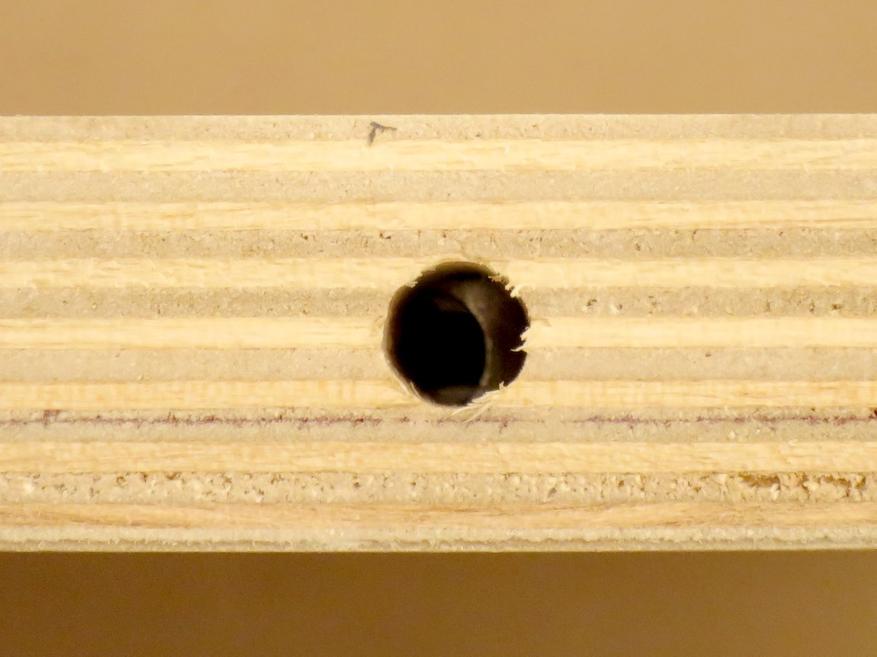
Вот одно из последних отверстий:
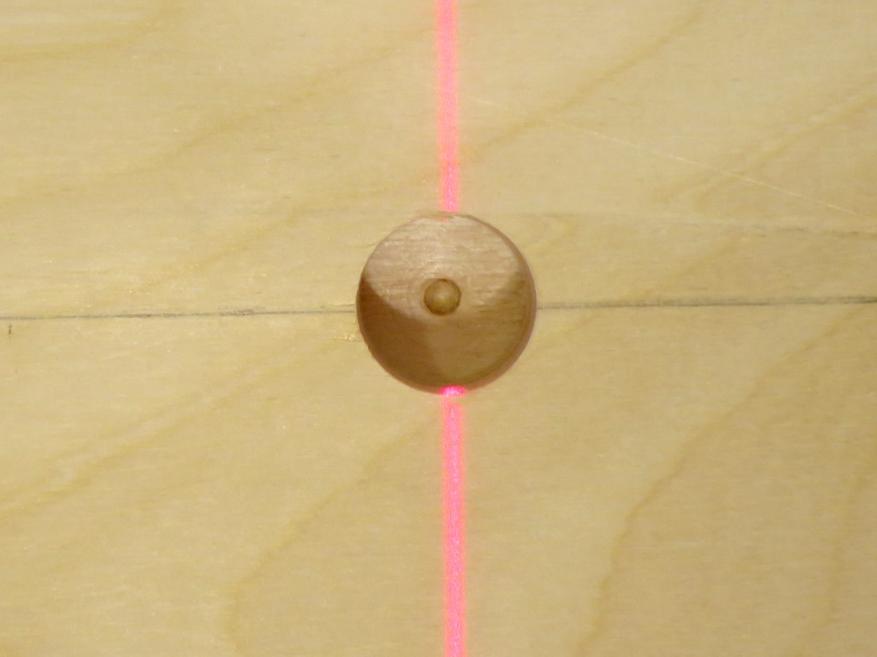
Я сверлил и уже покрашенную фанеру, края ровные.
Отверстия с торца тоже получаются отличные. Вот виден в глубине установленный эксцентрик.
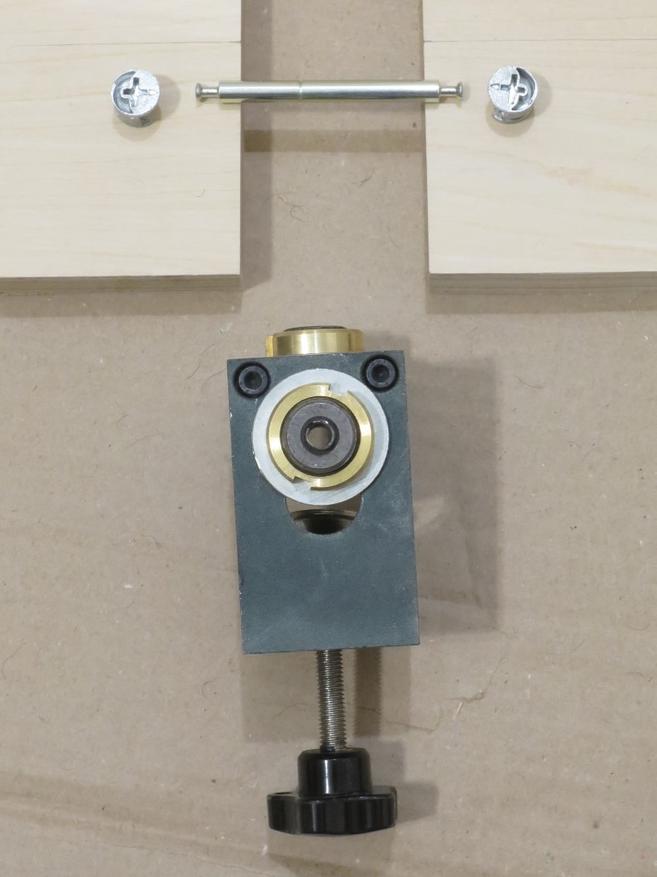
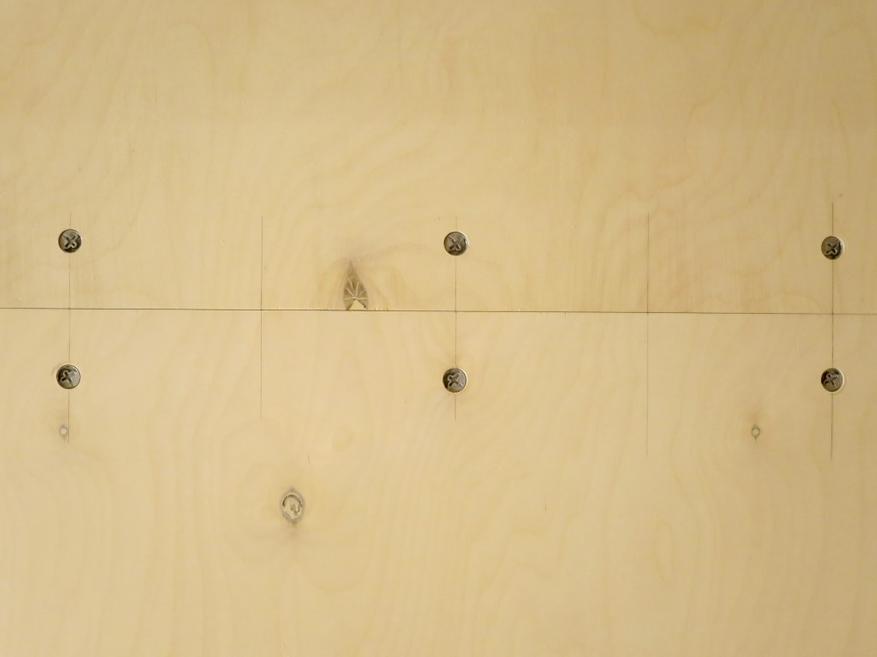
Самое главное — отверстия получаются неизменно соосные. Я вставил сверло и приложил ГОСТовский уголок:

В другой плоскости:

И вот что получилось в результате:
Думаю, это самый критически важный кондуктор для изготовления корпусной мебели. Он поможет не только сделать отверстия под эксцентриковый крепеж, но и под бочки, конфирматы, шканты, т.е. всю ту работу, для которой, вообще говоря, предназначен самоцентрирующийся кондуктор. Но у этого больше функционал за счет сверления второго отверстия. Так что если вы не профессионал, и работаете не на поточном производстве, но этот кондуктор для вас. Все остальное, что мне понадобится – вырезание отверстий под петли и ручки, в принципе можно сделать вообще без кондуктора.

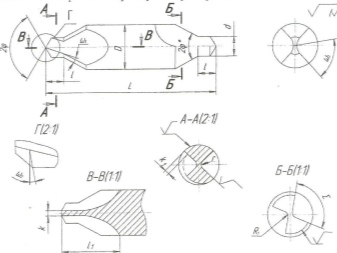
Пушечное сверло представляет собой инструмент, при помощи которого выполняется сверление сквозных и глухих отверстий, отличающихся значительной глубиной. Отверстия данного типа выполняются в валах различного назначения, в шпинделях, а также в других деталях, характеризующихся значительной длиной. С этой целью используются не только пушечные сверла, но и, в частности, однокромочные и двухкромочные сверла с внутренним отводом стружки. Сверление с помощью последних отличается невысокой производительностью, но при этом выполняемые глубокие отверстия характеризуются высокой чистотой, точностью геометрических параметров и прямолинейностью.

Как правильно выбрать инструмент
Выбирая сверла для глубокого сверления, следует учитывать целый ряд факторов:
- диаметр и глубину отверстия, которое необходимо выполнить;
- характеристики обрабатываемого материала;
- тип оборудования, которое будет использоваться для выполнения обработки.

Схема расчета длины сверла при работе на универсальном станке
Следует иметь в виду, что аппарат, на который будет устанавливаться такое сверло, должен быть предназначен именно для глубокого сверления.
Перед началом сверления следует выбрать оптимальную скорость вращения и подачи режущего инструмента, а также обеспечить его эффективное охлаждение. Для обработки материалов, которые в процессе их резания образуют длинную стружку, лучше всего использовать сверло с полированными стружечными канавками.

Сверла ружейные могут быть одно- или двухстроннего резания
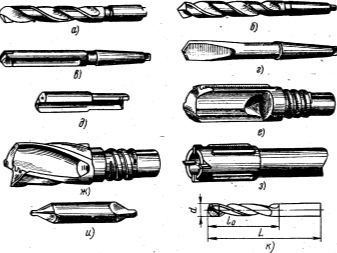
Существуют следующие виды режущего инструмента, которые используются для выполнения глубоких и очень точных отверстий:
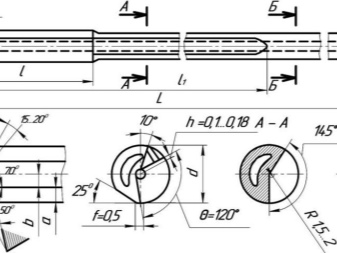
- пушечное – на рабочей части инструмента есть канавка, выполненная в виде буквы V; она необходима для того, чтобы отводить из отверстия отработанную металлическую стружку;
- эжекторное – этот инструмент применяется для станков, у которых режущий элемент расположен в горизонтальном направлении;
- ружейное – вариант, который оснащен пластинами из твердосплавной стали, которые располагаются на промежуточных и основных режущих пластинах;
- ружейные – с режущими частями и поверхностями, выполненными из стали и твердых сплавов;
- ружейные – у которых твердосплавные режущие пластины закреплены на корпусе методом пайки;
- спиральные – имеющие хвостовик, который представлен в форме цилиндрического строения.


Ружейные и пушечные сверлильные инструменты являются однорезцовым вариантом. Благодаря им можно просверлить отверстие, параметры которого по диаметру находятся в диапазоне от 0,5 мм до 10 см.
При работе сверло нагревается, остудить его можно путем подачи смазочно-охлаждающей жидкости в специальное пространство, расположенное внутри рабочей части сверла. Ружейные и пушечные сверла, пластины для резки у которых изготовлены из стальных твердых сплавов, имеют рабочий хвостовик с конфигурацией в виде конуса. Такая форма направляет режущий инструмент более точно в область выполнения сверления.

Критерии выбора
Размерные параметры и технические характеристики ружейных и пушечных сверлильных инструментов регламентируются стандартами ГОСТ, согласно которому эти сверла относятся к изделиям длинной серии. Использование сверла возможно только на специальном станке, предназначенном для выполнения глубокого сверления. При выборе конструкции сверла нужно учитывать требуемые параметры отверстия – его диаметр и длину. Для качественного выполнения задачи большое значение имеет скорость подачи сверла, а также тип его хвостовой части.


Основными рекомендациями, учитываемыми при выборе сверлильного инструмента, являются следующие:
- при выполнении отверстия, длина которого будет составлять более 400 мм, рекомендуется применять 2 сверла с различными показателями размерности; сначала нужно воспользоваться инструментом, размер которого составляет 9,95 на 800 мм, а затем отверстие расширяют сверлом, размер которого чуть больше и составляет 10 на 400 мм;
- если во время сверления металл дает длинный тип стружки, нужно выбирать режущий инструмент, имеющий длинные и полированные канавки для ее отвода;
- если требуется обрабатывать мягкие сплавы металла, например, алюминий, то следует применять режущий инструмент, в конструкции которого предусмотрено одно режущее лезвие, заточенное под углом 180°;
- содержание смазочного компонента в охлаждающей жидкости должно быть на уровне не менее 10% от общего объема этого состава;
- если обработке подвергается мягкий материал, то выходить на предельные скоростные обороты сверла необходимо поэтапно и делать это нужно в 3 приема; кроме того, отверстие выполняется также поэтапно – сначала делается пилотное сверление инструментом меньшего диаметра, а затем сверлом нужного размера отверстие расширяется;
- при смене одного диаметра сверла на другой размер остановить вращение инструмента можно при помощи включения на 1–2 секунды подачи под высоким давлением смазочно-охлаждающего состава; после выполнения отверстия по заданным параметрам сверло отключают, переставая подавать в его отверстие охлаждающий состав.


Чтобы правильно выбрать сверло для выполнения глубоких отверстий, важно учитывать не только его размеры, равные размерам отверстия, но и характеристику металлического сплава, а также тип сверлильного оборудования, на котором будут выполняться работы.
Начинать работу нужно на минимальных скоростях вращения сверла, при этом важно с самого начала обеспечить для него подачу смазочно-охлаждающей жидкости.


О том, как выполняется сверление глубоких отверстий ружейными сверлами HAMMOND, смотрите далее.
Ступенчатое сверло 5-мм vs гетинакс. Рассверливаем, сохраняем соосность.
Ступенчатые сверла, на самом деле, гениальное изобретение в мире расходников. С одной стороны, они позволяют сверлить отверстия довольно большого диаметра при фиксированном хвостовике, не меняя сверла, с другой-такое сверло самоцентрируется уже по первому отверстию, поэтому все последующие получаются соосными. Давненько я делал обзор на ступенчатые дюймовые сверла , набор привлек меня универсальностью и чемоданчиком. Пользуюсь ими очень часто по древесным материалам, но есть определенные трудности, когда нужно не просто рассверлить отверстие соосно, но и сделать его определенной глубины под конкретный метрический диаметр. А как известно, глубина отверстия соответствует высоте ступени сверла, а сверла перовые, форстнера, как правило, не дюймовые, соответственно, отцентрировать их в отверстии, рассверленном дюймовым ступенчатым сверлом не очень-то получится.
Я не люблю ступенчатые сверла со стандартным шестигранным хвостовиком 6,3 мм, во-первых, он не силовой, во-вторых- нет надобности в нем. Поэтому заказ был сделан в пользу цилиндрического хвостовика.
Сверло приехало просто в пакете, и невооруженным глазом повреждений не испытало:
Качество изготовления хорошее, лазерная маркировка диаметров четкая. Одна фигня-цифры постоянно забиваются опилками, их приходится чистить в работе:
Диаметр хвостовика оказался 13 мм, имейте в виду, если у вас дрель с патроном до 10 мм, придется искать патрон до 13 мм. Хотя в хозяйстве дрель под 13 мм должна быть всегда.

Если сравнивать с дюймовым, то отличается покрытие, хвостовик короче и диаметр больше — 13 мм против 9,5 мм у дюймового. К тому же у дюймового мне хвостовик нравится наличием 3-х широких граней на нем:
Одно из применений, как я уже сказал, это рассверливание отверстий без нарушения соосности. Как пример, имеется центральное отверстие из-под коронки 6,3 мм:

Требуется рассверлить его с двух сторон на 15 мм и 12 мм на определенную глубину с сохранением соосности и аккуратности краев, например для посадки на вал:

Сделать это легко, я рассверливаю деталь ступенчатым сверлом до диаметра основного сверла:

Затем рассверливаю в глубину другим сверлом:


Ступенчатое сверло отлично подходит для получения различных углублений для крепежа:
Материал, который я сверлил в данном случае-текстолит- ПТ толщиной 16 мм (слоистый листовой прессованный материал на основе хлопчатобумажной ткани и термореактивного связующего)
Сверло конечно же не бьёт, сверлит чистенько. Разницы в качестве между дюймовыми и метрическим я не заметил.
В данном случае показано сверло с диаметрами 5-7-10-12-15-17-20-22-25-27-30-32-35 мм
Я не стал его показывать, ибо одно и то же, а использовал в работе именно то, что в обзоре.
Это сверло будет отличным дополнением хотя-бы потому, что у него высота промежуточной ступени 5 мм, ну и шаг в 1 мм:

Глубокое сверление

Вид механической обработки черных металлов путем резания отверстий вращающимися механизмами называют сверлением.
Различают простое и глубокое сверление.
Во втором случае глубина отверстия должна быть более 10 см., или размером вглубь более 5 исходных диаметров (5*d). При помощи сверл получают отверстия различной глубины и диаметра или многогранного сечения.
Обработка заготовки с целью ее сверления может производиться несколькими способами:
- Заготовка вращается, при этом одновременно производится продольная подача не вращающегося сверлильного инструмента;
- Заготовка не вращается, зафиксирована;
- Одновременное вращение заготовки и инструмента.
Все эти способы широко применяются на практике. Наибольший спрос на процесс глубокого сверления есть в следующих сферах: металлургия, производство труб, нефтегазовая и аэрокосмическая промышленность, выпуск плит теплообменников и бойлеров и многие другие. Наиболее часто применяют следующие детали с глубокими отверстиями: роторы, валы, оси, втулки, гильзы, цилиндры, бандажи, металлические скорлупы и многое другое.
Выполним полный комплекс работ по механической обработке металла:
Гидроабразивная резка
Фрезерные работы
Токарные работы
Слесарные работы
Подача жидкости является обязательным этапом технологического процесса, так как:
- Обеспечивается эффективный отвод стружки из зоны резания по отводным каналам;
- Уменьшается сила трения между трущимися частями;
- Производится отвод тепла, которое образуется в процессе длительного сверления, обеспечивая тем самым сохранности сверла от прогорания;
- Осуществляется дополнительная обработка отверстия.
С увеличением глубины сверления возрастают трудности с обработкой отверстия.
Для глубокого сверления применяют специальный инструмент, оборудование и способы обработки.
Простые сверла и дрели для этого не подходят, так как не удастся достичь точности сверления по всему диаметру, заданной шероховатости поверхности, прямолинейность отверстия.
Важным параметром также является сохранение поверхности углубления с минимальным отклонением от округлости.
Применение традиционного инструмента делает процесс глубокого сверления низкопроизводительным, трудоемким, а в некоторых случаях (зависит от глубины отверстий) – невозможным.
На практике в машиностроительной сфере используют специализированное оборудование с технической оснасткой, с дополнительным применением специальных режущих и прочих вспомогательных инструментов.
Нередко требуются нестандартные приспособления для выполнения технологических приемов.
Для выполнения сквозных и глухих отверстий большой глубины применяются так называемые пушечные и ружейные сверла. Отверстия, выполненные данным типом режущего инструмента, используются в деталях различного типа, длина у которых довольно большая. Например, это может быть коленчатый вал того или иного назначения или шпиндель. Обычное сверло для выполнения таких задач не подходит, поэтому пушечные и ружейные сверла востребованы в определенном сегменте промышленного производства. Рассмотрим подробнее особенности ружейного сверла, пушечного и других видов, ГОСТ и критерии выбора.

Особенности
Если длина высверливаемого отверстия составляет показатель, равный пяти диаметрам режущего инструмента, то такое отверстие можно считать глубоким. Выполнение глубоких и точных отверстий является сложной процедурой, для которой характерна большая трудоемкость и высокий профессионализм оператора. В процессе выполнения сверления режущий инструмент охлаждают специальной жидкостью, подающейся в рабочую область сверла под напором давления.
Такой охлаждающий состав является одним из составляющих элементов гарантии качества осуществляемой работы.


Для точного выполнения глубокого отверстия ружейное сверло важно правильно расположить, относительно рабочей поверхности. Чтобы облегчить этот процесс, применяется так называемая втулка кондукторная, она не дает режущему инструменту отклоняться в процессе работы. Если такой втулки нет, из ситуации можно выйти, просверлив сначала отверстие меньшего диаметра, а затем расширить его другим номером сверла до требуемых размеров.
Ружейные сверлильные инструменты делают из высокопрочного стального сплава. Примечательно, что такой режущий инструмент имеет скорость вращения в 10 раз превышающую скорость обычного сверла, применяемого для сверления неглубоких отверстий. Режущий инструмент применяется для выполнения отверстий в насосных установках, в корпусе форсунки или шатуна.
Во время работы длинным инструментом нередко возникают сложности, связанные с отводом отработанной в процессе сверления стружки, поэтому всегда существует риск схода сверла с заданной ему траектории сверления. Еще одной особенностью этого инструмента является то, что его нельзя вращать с предельной скоростью, если режущий инструмент не погружен в полость обрабатываемой им детали. Такая оплошность приводит к тому, что у режущего инструмента смещается рабочая часть с заданной траектории, необходимой для точного выполнения сверления.


Существуют следующие виды режущего инструмента, которые используются для выполнения глубоких и очень точных отверстий:
- пушечное – на рабочей части инструмента есть канавка, выполненная в виде буквы V; она необходима для того, чтобы отводить из отверстия отработанную металлическую стружку;
- эжекторное – этот инструмент применяется для станков, у которых режущий элемент расположен в горизонтальном направлении;
- ружейное – вариант, который оснащен пластинами из твердосплавной стали, которые располагаются на промежуточных и основных режущих пластинах;
- ружейные – с режущими частями и поверхностями, выполненными из стали и твердых сплавов;
- ружейные – у которых твердосплавные режущие пластины закреплены на корпусе методом пайки;
- спиральные – имеющие хвостовик, который представлен в форме цилиндрического строения.


Ружейные и пушечные сверлильные инструменты являются однорезцовым вариантом. Благодаря им можно просверлить отверстие, параметры которого по диаметру находятся в диапазоне от 0,5 мм до 10 см.
При работе сверло нагревается, остудить его можно путем подачи смазочно-охлаждающей жидкости в специальное пространство, расположенное внутри рабочей части сверла. Ружейные и пушечные сверла, пластины для резки у которых изготовлены из стальных твердых сплавов, имеют рабочий хвостовик с конфигурацией в виде конуса. Такая форма направляет режущий инструмент более точно в область выполнения сверления.
Критерии выбора
Размерные параметры и технические характеристики ружейных и пушечных сверлильных инструментов регламентируются стандартами ГОСТ, согласно которому эти сверла относятся к изделиям длинной серии. Использование сверла возможно только на специальном станке, предназначенном для выполнения глубокого сверления. При выборе конструкции сверла нужно учитывать требуемые параметры отверстия – его диаметр и длину. Для качественного выполнения задачи большое значение имеет скорость подачи сверла, а также тип его хвостовой части.
Основными рекомендациями, учитываемыми при выборе сверлильного инструмента, являются следующие:
- при выполнении отверстия, длина которого будет составлять более 400 мм, рекомендуется применять 2 сверла с различными показателями размерности; сначала нужно воспользоваться инструментом, размер которого составляет 9,95 на 800 мм, а затем отверстие расширяют сверлом, размер которого чуть больше и составляет 10 на 400 мм;
- если во время сверления металл дает длинный тип стружки, нужно выбирать режущий инструмент, имеющий длинные и полированные канавки для ее отвода;
- если требуется обрабатывать мягкие сплавы металла, например, алюминий, то следует применять режущий инструмент, в конструкции которого предусмотрено одно режущее лезвие, заточенное под углом 180°;
- содержание смазочного компонента в охлаждающей жидкости должно быть на уровне не менее 10% от общего объема этого состава;
- если обработке подвергается мягкий материал, то выходить на предельные скоростные обороты сверла необходимо поэтапно и делать это нужно в 3 приема; кроме того, отверстие выполняется также поэтапно – сначала делается пилотное сверление инструментом меньшего диаметра, а затем сверлом нужного размера отверстие расширяется;
- при смене одного диаметра сверла на другой размер остановить вращение инструмента можно при помощи включения на 1–2 секунды подачи под высоким давлением смазочно-охлаждающего состава; после выполнения отверстия по заданным параметрам сверло отключают, переставая подавать в его отверстие охлаждающий состав.


Чтобы правильно выбрать сверло для выполнения глубоких отверстий, важно учитывать не только его размеры, равные размерам отверстия, но и характеристику металлического сплава, а также тип сверлильного оборудования, на котором будут выполняться работы.
Начинать работу нужно на минимальных скоростях вращения сверла, при этом важно с самого начала обеспечить для него подачу смазочно-охлаждающей жидкости.

О том, как выполняется сверление глубоких отверстий ружейными сверлами HAMMOND, смотрите далее.
Давно хотел проверить, насколько заявленные производителем характеристики сверла отвечают реальности. Покупал его для сверления стекла и плитки , о чем уже писал несколько месяцев назад, но на металле тогда не опробовал. Сегодняшний пост как раз о "стальном" эксперименте. Для проверки подобрал то, что не жалко испортить: полотно по металлу, старую ножовку, древний кухонный нож и плоский напильник. Решил, что если с этими инструментальными сталями сверло справится, буду считать его отличным.
Работал перовым сверлом немецкого производства от бренда S&R на 6 мм длиной 100 мм. Сверлил дрелью практически без перерывов, один образец за другим.
Ножовка рабочая, время от времени пилю ей не толстые бруски и рейки для каркасов. Но одно лишнее отверстие, думаю, ей уже не повредит. Это еще советский инструмент, даже не помню, откуда он у меня, просто есть.
Сверлил отверстие в ножовке секунд 30 или около того, на удивление, получилось просверлить на много быстрее, чем ожидал. Края ровные, разве что чуток дольше по времени в сравнении с первым полотном, вот и вся разница. Идем дальше.
Третьим был нож, которым пользуюсь в основном как скребком и то не часто. Толщина нержавейки в нем у основания 1,5 миллиметра. Взял для сравнения и разнообразия. Третий этап длился дольше первых двух, но тоже все закончилось хорошо. Отверстие проделано без происшествий и по тому же алгоритму, что и ранее. Как и прежде, сверло после решения задачи чувствовало себя хорошо.
Толщина этого напильника 3 мм примерно. Все шло нормально почти до самого конца, но уже после того, как отверстие частично было просверлено, видимо из-за неаккуратного наклонного движения, кончик сверла немного сломался и с обратной стороны уже досверливал без острия, хотя дело довести до конца все-таки удалось. Потом придется немного его подточить и еще послужит. Но главное, что перовое сверло справилось с запланированным объемом работ и сделано это было без пауз.
В общем, отличный инструмент. И даже другим могу теперь его рекомендовать, как универсальный вариант. Также пишите, как и чем у вас получалось сверлить стали.
Короткое видео о том, как это было.
Читайте другие увлекательные материалы и подписывайтесь на канал.
Читайте также: