
Сварка угольным электродом своими руками из подручных
Добавил пользователь Евгений Кузнецов Обновлено: 16.09.2024
Мир сварочных технологий очень широк и разнообразен. Чтобы получать привлекательный результат, нужно знать все о каждом варианте отдельно. Хороший специалист обязан, в частности, представлять еще и процесс сварки угольным электродом, его тонкости и нюансы.
Особенности
Стоит учитывать следующие нюансы:
- очень малую разницу между точками кипения и плавления (3800 и 4200 градусов соответственно);
- непригодность для работы в режиме обратной полярности (он крайне неустойчив);
- сравнительно низкий (в сопоставлении с металлическим плавким электродом) КПД;
- высокую чувствительность дуги к внешним воздействиям, в том числе и к магнитным полям.
Минусы такой сварки, однако, компенсируются:
- пригодностью угольных электродов при резке и пайке;
- широким разнообразием самих сварочных режимов;
- пригодностью для обработки самых разных металлов, включая особо тугоплавкие разновидности сплавов.
Разновидности электродов
Круглые
А еще есть несколько видов таких электродов, которые заслуживают отдельного разбора.
Полукруглые
Электрод в форме полукруга обычно имеет диаметр от 10 до 19 мм. Такие изделия часто рекомендуют, чтобы нарезать металлические заготовки. Именно полукруглые электроды используют большинство самодеятельных и профессиональных сварщиков. Шов имеет оптимальную форму. Создавать кромку электродом полукруглого исполнения несложно.
Прямоугольные
Полые
Нечасто можно встретить и такой вид электродов. Их типичный размер составляет от 5 до 13 мм. Именно подобное решение подойдет для формирования U-образных линий канвы. Также полые конструкции отлично применяют при вакуумной сварке. Давление в рабочей камере при этом не должно превышать 665 Па.
Подготовка
Металл перед угольной сваркой нужно тщательно подготовить. Любые поверхности зачищают основательно. Если есть существенные неровности, их придется зашлифовать. Силу тока надо настраивать очень тщательно. Она должна строго соответствовать диаметру применяемых электродов.
Горелку и все шланги обязательно очищают, приводят в порядок. Каждый сварщик лично осматривает все используемое оборудование. При обнаружении сколько-нибудь существенных неполадок их надо устранить. Если этого сделать нельзя, придется остановить работу и воспользоваться услугами по капитальному ремонту. Нельзя заниматься сваркой в неудобных тесных условиях (впрочем, это относится не только к использованию угольных электродов).


Технология
Сварка медных проводов в домашних условиях возможна как на переменном, так и на постоянном токе. Его напряжение составляет 12-36 В. Обязательное требование — возможность регулировать ток. Подобным требованиям отвечает основная масса сварочных инверторов. Но наилучшим вариантом все равно остается специализированная модель, предназначенная для электриков.
Мощность такой аппаратуры для сварки медных проводов колеблется от 1 до 1,5 кВт. Мощность можно понизить до 30 или поднять до 120 А. Такая техника легче типового инвертора и относительно компактна. Края сварочных кабелей оборудуются особым держателем под угольные электроды. Впрочем, когда уже есть подходящий типовой инвертор, специальный аппарат покупать необязательно.
Заменить стандартный держатель электрода способен всякий мощный зажим, надо лишь изолировать ручки.


В некоторых случаях применяют точечную контактную сварку (продолжительностью не более 2 секунд). Соединение бытовых проводов возможно при помощи простого трансформатора мощностью 0,5 кВт. Напряжение на вторичной обмотке должно варьироваться от 12 до 36 В. Именно к этой обмотке подключают держатель для электрода и проводов. Опытным путем было выяснено такое оптимальное значение силы тока:
- 2 жилы по 1,5 кв. мм – 70 А;
- 3 жилы того же сечения — 80 А;
- 3-жильный кабель на 2,5 кв. мм – от 90 до 100 А.
Подавать ток от 100 до 120 А нужно, чтобы сварить четырехжильный провод сечением 2,5 кв. мм. Но это правило работает не всегда. Каждый производитель может добавлять в продукцию свои особые примеси сообразно рецептуре. Это прямо влияет на теплопроводность и на электрические свойства материала. Точно подобрать параметры работы можно путем экспериментов с отрезами.
Изоляцию следует снимать осторожно. Жилы не должны быть повреждены. Перед скручиванием их стоит зачищать наждаком и снимать жир ацетоном. Торцам скруток следует придавать плоскую форму. Передержка дуги крайне вредна, она может привести к пережогу меди.


Сварку меди своими руками можно выполнять только на постоянном токе прямой полярности. Использование обратной полярности грозит не просто неустойчивым горением, но и быстрым исчерпанием ресурса графитового электрода. Важно: полярность сварочных машин проверяют всякий раз перед запуском. Часто перемагничивание обесценивает маркировку, сделанную на заводе. Рекомендуется применять для работы с медью угольные электроды.
Оптимальная длина электрода составляет от 0,12 до 0,15 м. Слишком длинная рабочая часть наращивает омическое сопротивление. Он перегреется и быстрее сгорит. Чтобы сэкономить время при перестановке электродов и сократить их нагрев рекомендуется затачивать эти инструменты. Сильно выгоревший или перегревшийся электрод не вытаскивают, просто разворачивают держатель.


Знатоки советуют использовать пару параллельно подсоединяемых держателей. В результате надежно предотвращается чрезмерный разогрев как самих держателей, так и электродов. Металл присадки — в идеале бронза БрОФ9-0,3. Несколько худших механических параметров можно достичь при помощи БрКМ2З-1, меди М1. Но БрКМ2З-1 отлично проявляет себя при приварке вспомогательных деталей и наваривании металла.
Иначе поступают при сварке свинца. Общее то, что нежелательно применять ток обратной полярности. Кромки зачищают до блестящего состояния. Ширина зачищаемой полосы — минимум 0,03 м от границ швов. Для двусторонней сварки изделий толщиной не более 0,01 м скосы можно и не делать.
С помощью угольных электродов можно выполнить сварку тонкого металла. Работать придется максимально быстро. Никаких норм для траекторий движения нет — что поможет ускорить работу, то и правильно. Чрезмерно нагревать тонкий металл нежелательно.
Требуется варить на малых токах и создавать короткую дугу.



Вот еще несколько рекомендаций:
- заботиться об отводе тепла и использовании подкладок;
- располагать листы без зазоров;
- делать короткие прихватки через 0,07-0,1 м;
- использовать струбцины и прочие приспособления.
О том, как сваривать угольным электродом, смотрите в следующем видео.

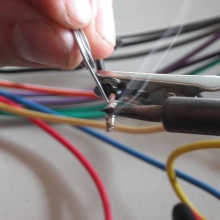
В современном соединении проводов все больше находит применение угольный электрод для сварки концов медных проводов. Этот способ заменяет устаревший метод спаивания медных жильных скруток. При этом не требуется применение припоя и флюса.
Задача сварки такая же, как и при пайке – это обеспечение надежного и долговечного контакта между двумя, а то и несколькими проводами, так как обычным соединением добиться этого невозможно. На поверхности меди со временем непременно появляется пленка из-за окисления. После процесса сваривания место соединения жил сваривается отличительно, чем при спаивании, спайка происходит лишь на кончике. Однако и такой образованный контакт при завышенной нагрузке предотвращает перегрев сваренных жил кабелей.
Графитовый электрод для сварки

Из-за своих технических характеристик графитовый электрод легко режется, медленнее расходуется, не растрескивается при сварке.
Как показывает практика, сварка жил проводов производится в распределительных коробах. Расположение коробок довольно высоко, поэтому вам для сварки необходимо будет использовать сварочное переносное оборудование.
Применяют для этих целей промышленные аппараты, применение которых целесообразно в профессиональном плане. Если есть возможность, то можно собрать сварочный аппарат самому. Однако, для большинства отлично подойдут аппараты инверторного типа, которые в большом ассортименте представлены в магазинах. Они компактны, мобильны, легки и к тому же есть регулировка нужного вам тока сварки.
Типы электродов для сварки медных жил проводов
При сварке медных жил должны применяться соответствующие электроды. Об угольных электродах мы уже упоминали. Существует также графитовый тип электродов. В качестве электрода в домашнем обиходе могут быть применены стержни батареек, щетки коллекторных двигателей и подобные изделия, которые выполнены из графита.
Графитовые и угольные электроды обладают общим сходством: и у тех, и у других температура плавления в 4 раза превышает порог плавления самой меди. Из-за этого свойства расход электродов при соединении электропроводки очень низок.
Обратите ваше внимание на тот факт, что электрод нагревается до высокой температуры мгновенно, поэтому есть риск перегрева свариваемого вами материала, что, в свою очередь, может нарушить изоляцию в кабеле. Эти факторы необходимо знать сварщику, чтобы быть достаточно аккуратным при монтаже электропроводки.
Различия графитовых и угольных электродов
Несмотря на схожесть графитовых и угольных стержней при монтаже проводки, характеристики их различаются:

- первое различие – это цена. Изделия графитовые более доступны;
- если стержень из угля абсолютно черный, то электрод из графита обладает серо-темным цветом с металлическим оттенком;
- сварка с применением угольного электрода требует от сварщика определенного навыка, так как угольный стержень создает дугу огромной температуры, которая может привести к разрушению свариваемой скрутки. В то же время огромные температурные показатели происходят при заниженном токе. Исходя из этого, угольные электроды пригодятся сварщику со слабым сварочным аппаратом;
- тем, кто владеет инверторным аппаратом, который оснащен регулятором силы тока, лучше применять графитовые стержни. При работе с ними требуется меньшая квалификация мастера. Кроме этого, соединение жил проводов после их применения отличается большей прочностью, лучшим качеством, повышенной сопротивляемостью к окислению, нежели после процесса сварки углем.
Регулирование силы тока во время сварки
Регулировка тока вовремя сварки проводов происходит в приделе от 30 до 120 ампер (в этом диапазоне работает большинство инверторных сварочных аппаратов). В любом случае вам придется подбирать опытным путем точный ток сварки, так как:

- Каждый инвертор имеет свои особенности.
- Напряжение вашей сети может не соответствовать 220 Вольтам.
- Химический состав медных жил проводов может отличаться из-за разных производителей.
- К тому же вам не помешает потренироваться, чтобы работа прошла как можно качественнее и быстрее.
Вам необходимо знать значения силы тока, при которых производится соединение жил проводов, имеющих различное сечение:
- во время сваривания двух жил диаметром 1,5 мм 2 , инвертор необходимо настроить на 70 ампер;
- три провода этого же сечения сваривается при отметке тока на инверторе от 81 до 91 ампер;
- сила тока для сварки трех жил диаметром 2,5 мм 2 необходима в диапазоне от 81 до 101 ампера;
- четыре жилы по 2,5 квадратных миллиметра свариваются с выставленным диапазоном силы тока от 101 до 121 ампера.
Как необходимо сваривать жильные скрутки

Чтобы не допустить возможное расплавление изоляции провода, к основанию свариваемой скрутки надо прикрепить радиатор, выполненный из металла. Отводить тепло от скрутки вам поможет зажим с большой площадью контакта, улучшающей процесс теплообмена. Лучше всего, чтобы радиатор был выполнен из меди, так как у этого металла высокая теплоотдача.
Перед началом самого процесса сваривания жил проводов, необходимо провести подготовительные работы, которые включают в себя процесс освобождения проводов от изоляции и оболочки. Длина при этом оголенных жил должна быть примерно 100 миллиметров, в этом случае скрутка будет не более 50 миллиметров.
Во время скручивания жил необходимо добиться их плотного прилегания друг к другу. При этом торцы жил должны быть на одном уровне, иначе при сваривании жила одного из проводов может оказаться за пределами сварного шва. Если после сварки один конец жилы получился длиннее остальных, его необходимо откусить с помощью бокорезов.
Необходимые знания техники безопасности
При выполнении работ необходимо знать и соблюдать меры безопасности:
- провода, на которых производится сварка медных жил, должны быть предварительно обесточены;
- обязательное использование средств индивидуальной защиты (спецодежды, перчаток, маски, спецобуви);
- место, где вы производите сварочные работы, необходимо очистить от предметов, которые могут воспламениться;
- так как в распределительном щите или коробке находятся более двух скруток, не стоит торопиться и сваривать следующею, так как вы можете получить ожог;
- лучше дождитесь, когда остынет первая сваренная вами скрутка;
- после выполнения сварных работ скрутки необходимо заизолировать. Это можно выполнить термоусадочной трубкой или изолентой. Термоусадка надевается на провода и затем с помощью фена подогревается.
Выполняя наши рекомендации по сварке жил проводов, процесс соединения пройдет без проблем. Надеемся наша статья станет вам полезной инструкцией.
Когда возникает необходимость проведения сварочных работ обойтись без электродов невозможно. Сегодня на рынке представлен огромный ассортимент сварочных электродов различного типа. Однако нередко возникают ситуации, когда нужно срочно наложить шов, а под рукой не оказывается подходящего расходного материала для сварки. В этом случае можно сделать электроды своими руками из стальной проволоки.

Необходимые материалы и инструменты
Для изготовления сварочных электродов своими руками в домашних условиях понадобятся такие подручные материалы:
- моток стальной проволоки диаметром 2-3 мм;
- жидкое стекло (силикатный клей);
- порошковый мел или известняк.

Приобрести данные материалы можно в строительном магазине. Никаких специальных инструментов или оборудования для сооружения электродов не потребуется, все элементы, необходимые для этой самоделки, доступные и почти всегда имеются под рукой.
В зависимости от выбранного способа сушки самодельных электрических проводников потребуется также бельевая веревка с прищепками или электрическая духовая печь. Для испытания полученных заготовок также понадобится инверторный (сварочный) аппарат.

Точечная контактная сварка
Точечная или иначе контактная сварка — это надежный метод соединения металлических деталей, совпадающих по конфигурации и составу. Их соединение осуществляется вследствие мгновенных касаний электродом, при которых происходит сильное разогревание поверхности в этом месте. Благодаря простоте процесса и небольшим затратам на расходные материалы в виде электродов, такой способ соединения приобрел большую популярность.
Точечная сварка может применяться только для соединения деталей небольшой толщины. Электроды, применяемые для контактной сварки, по внешнему виду имеют большое отличие от обычных видов расходников. Электроды для точечной сварки своими руками выполняются с учетом специфики этого способа сварочного процесса. Материал для их изготовления следует подбирать подобный тому, из которого состоят соединяемые изделия. Схожий состав необходим для получения качественного результата.
Наиболее часто бывают нужными электроды прямой формы. Однако, в некоторых случаях, например, для работы в труднодоступных местах, требуются электроды сложной формы.

Изготавливая электроды для контактной сварки своими руками, предварительно надо выполнить их модель в полную величину. Это позволит еще на стадии проектирования учесть все имеющиеся недочеты.
Как сделать своими руками

После того, как все материалы будут подготовлены, можно приступать непосредственно к процессу изготовления сварочных электродов:
-
Подготовьте проволоку. Для этого выровняйте низкоуглеродную сталь и порежьте ее на прутики длиной 25-35 см. Точная длина подбирается индивидуально, в зависимости от особенностей сварочного аппарата и личных предпочтений.



После того, как готовое изделие немного подостынет, его можно заряжать в инверторный аппарат и применять по назначению.
Как сделать самодельный электрод для сварки меди?
Медь – один из древнейший известных металлов, которым пользовались еще несколько тысяч лет назад. Многие его считают универсальным и до сих пор, поэтому широкое применение меди в наше время никого не удивляет. Смотря на широкое применение меди Вы, может быть, задумаетесь над сваркой какого-нибудь медного изделия.
Медь обладает рядом прекрасных качеств, которые не свойственны другим металлам. К ним относится высокая электро- и теплопроводность, коррозионная устойчивость и пластичность. Также к ее техническим качествам можно отнести эстетичность, из-за которой металл очень востребован в декоративной отделке.
Итак, сварка меди – это очень востребованное дело, потому что медь имеет широкое применение. Однако электроды для сварки меди стоят немалых денег, и многие люди находят выход в изготовлении самодельных электродов, для собственного пользования. Для того чтобы произвести сварку меди Вам нужно очистить медную поверхность металла от окисления, потому что медь – это сильноокисляемый металл. Также при сварке меди Вам нужно использовать всевозможные присадки, например кремний или фосфор.
Так как у меди плохие литейные свойства, то рекомендуется использовать присадочные материалы. В основном используются материалы, в которых в большом количестве содержится фосфор, цинк, иногда серебро и т.п. Для сварки меди практически всегда используются угольные электроды, которые славятся своей невысокой ценой и качеством.
Для того чтобы сделать электроды для сварки меди своими руками Вам нужно, прежде всего, запастись всеми материалами, которые нужны для того, чтобы сделать правильное покрытие. Это такие материалы: ферромарганец 50%, плавиковый шпат 10%, жидкого стекла 20% и 8% ферросилиция. Все эти составляющие нужно тщательно перемешать и нанести на электродный стержень одинаковым слоем. Сам стержень должен быть сделан из медного прута длиной 30 – 40 сантиметров.
Нанести слой покрытия Вы можете, просто окунув его в раствор или сделать специальное приспособление, которое будет оппресовывать стержень. Однако многие люди не идут на такие жертвы и покупают обычные угольные электроды или наносят покрытие способом окунания стержня в жидкую массу покрытия. После нанесения покрытия на электрод ему нужно дать время на засыхание, а потом его требуется поместить в специальную печь для прокалки электродов при температуре 500 – 600 градусов в течение 50 минут или одного часа.
Эффективность самоделки

Такие самодельные электроды и внешне, и по эксплуатационным характеристикам отличаются от заводских. Они имеют более светлый окрас и сильнее осыпаются в процессе сварки, однако это обычно никак не сказывается на процессе приваривания. При использовании заготовки из стальной проволоки сварочный шов будет образовываться, однако из-за отсутствия в составе обмазки шлакообразующих элементов шлака не будет, электрод станет прилипать к металлу, а процесс сварки будет нестабильным. Также существует вероятность того, что проводник и вовсе не станет гореть.
Таким образом, можно сделать выводы, что самодельные сварочные электроды могут выручить, когда другого способа сделать шов нет. Однако по возможности все же рекомендуется использовать для сварки оригинальные электрические проводники, которые помогут достичь гарантированно качественный результат.
Особенности сварки алюминия в домашних условиях
Все, кто хоть раз в жизни варил алюминий, знают, что это очень непростое дело. На поверхности металла есть оксидная пленка, которая затрудняет процесс сварки. С этой проблемой справятся электроды для сварки алюминия своими руками.
Но прежде чем начать работу, нужно тщательно очистить поверхность. Удалите загрязнения и проведите комплексную подготовку металла к сварке. Так вы улучшите качество швов и они прослужат дольше.
Для качественной сварки деталей из алюминия нужен сварочный аппарат, выдающий постоянный ток и подключенный в обратной полярности. Если вы используете электроды для дуговой сварки алюминия, то обратите внимание на силу тока. Этот параметр должен быть установлен на маленьком значении.

Следуйте нашим рекомендациям, чтобы выполнить работу качественно:
- Если вам нужно сварить толстые детали, то примерное место шва нужно как следует прогреть перед сваркой. Это делается с помощью обычной газовой горелки.
- Обязательно очистите шов от шлака и обдайте его кипятком.
- После того, как шов остынет, еще раз очистите его с помощью жесткой щетки. Не пренебрегайте этим советом, поскольку оставшийся шлак может способствовать образованию коррозии.
Преимущества и недостатки ручной сварки чугуна
Любой процесс имеет свои положительные и отрицательные стороны. Главное, чтобы в данной технологии преобладали преимущества.

Изготовление электродов методом опрессовки
Поэтому на предприятии, которое имеет виды на дальнейшее развитие и расширение, предпочтительнее применить технологию производства электродов, методом опрессовки. Так как продукт, полученный таким способом, максимально соответствует современным требованиям и нормам, предъявляемым к сварочным материалам.
Опрессовка – это изготовление электродов сварочных с помощью специальных прессов, где они подвергаются воздействию высокого давления (от 300 до 650 кгс/кв. см). Процесс заключается в протаскивании металлической заготовки (электродной проволоки) сквозь отверстия, находящиеся в цилиндре установки, который наполнен обмазочным раствором.
Готовая продукция проверяется на наличие брака, зачищаются торцы. Только после этого электроды маркируются и упаковываются. Отходы, оставшиеся после работы бракоочистного станка, отправляются на переработку, а затем запускаются в производство следующей партии продукции.
Для организации мини цеха необходима линия по производству электродов средней мощности, включающая:
- питатель прутковый;
- ГЭП – гидравлический электродообмазочный пресс;
- зачистная установка.
Дополнительные устройства:
- МПЭ – механизм подачи электродов;
- МЗТ – механизм зачистки и транспортировки;
- ПРА – правильно-рубильный автомат, оснащенный приемным бункером и размотчиком проволоки;
- БП – брикет-пресс;
- МОБ (10) – механизм очистки сырых бракованных электродов;
- МС (50) – мокрый смеситель.
Цена оборудования для электродов варьируется от 6 800 000 до 8 000 000 руб.
Следует отметить, что обмазка – необходимая составляющая электрода, способствующая равномерному оплавлению свариваемых металлов. А корка шлака, образующаяся в процессе сварки, перекрывает доступ кислорода к соединительному шву, что позволяет избежать быстрой потери температуры на свариваемых поверхностях. В итоге получается идеально ровный шов, без пузырьков и микротрещин.
Виды электродов для сварки чугуна
Для сварки чугунных изделий применяются особые виды электродов. Если за основу их изготовления была взята стальная проволока, то, электроды по чугуну маркируются следующим образом — СВ-08 А и СВ-08. Существуют и так называемые универсальные типы электродов для чугуна.
— электродами данной марки можно получить ровное и прочное сварочное соединение на чугуне и изделиях из него. Электроды ЦЧ-4 применимы для сварки практически под любой температурой.
— для их изготовления служит низкоуглеродистая проволока, на которую в процессе изготовления электродов ЭМЧС наносится трёхслойная обмазка. Благодаря этому, во время горения электрода образуется газозащитный слой, который защищает сварочный шов от образования пузырьков воздуха и окисления.
Электроды Ficast NiFe K
— особый вид электродов для сварки чугуна и стали вместе. Представляют собой железоникелевые стержни для высококачественной сварки чугуна со сталью.
— электроды данной серии изготавливаются из дорогостоящего сплава, в состав которого входит: медь, никель и монель-металл. Благодаря использованию этих электродов по чугуну, шов легко поддаётся дальнейшей обработке, на нем не образуется пор и трещин.
Производство графитированных электродов
Более сложным считается производство угольных электродов, изготовление которых требует большого количества энергии (ток 60-120 кА), сложного дорогостоящего оборудования и времени. Это обуславливает высокую стоимость готовой продукции.
Угольные или графитированные электроды выполняются из следующих материалов:
- малозольный нефтяной кокс (около 85%);
- электродный бой (около 15%);
- каменноугольного пека (в качестве связующего вещества).
Компоненты проходят этапы дробления, прокаливания, измельчения, разделения по фракциям, дозирования и смешивания. Далее электродная масса обрабатывается в мощных горизонтальных прессах. Полученные зеленые электроды сушатся, обжигаются и графитизируются.
Обжиг проводится в течение 12 – 33 дней при температуре от 1525 до 1625 К без доступа кислорода. В результате каменноугольный пек превращается в кокс, обеспечивая увеличения теплопроводности и электропроводности готовой продукции, а также улучшения механических характеристик электродов.
Графитизация длится более 100 часов при температуре от 2700 до 2900 К.
Самой затратной частью проекта является приобретение производственной линии. Поэтому перед тем, как купить оборудование для производства сварочных электродов, необходимо тщательно проанализировать состояние рынка в регионе открытия, рассчитать сумму стартовых вложений и выбрать оптимальную технологию изготовления.
Желательно предварительно найти клиентов, которыми обычно являются:
- специализированные магазины;
- фирмы, занимающиеся изготовлением металлоконструкций;
- частные мастерские.
Сэкономить можно, купив бывшее в употреблении оборудование. Но в этом случае нужно тщательно проверить документацию (техническое состояние, количество ремонтов), узнать о причинах продажи.
Электродная проволока
Желательно, чтобы проволока была близка по составу к свариваемому металлу. Иначе велик риск, что шов получится недолговечным и некачественным. А то и вовсе сразу развалится.
Сегодня выпускается 56 марок электродной проволоки. Все они имеют различный химический состав. Разделить их можно на три основные группы.
Первая группа — углеродистая проволока. Углерода в ней содержится до 0,12 процента. Такой проволокой сваривают мало и среднеуглеродистую сталь.
Вторая группа — проволока для сварки низколегированной стали. В ней содержатся никель, хром, молибден, титан, марганец и другие химический элементы. Ну и в третью группу входит высоколегированная проволока.
Правильно выбрать марку проволоки могут специальные таблицы. По содержащимся в них условным обозначениям нетрудно просчитать подходящий химический состав проволоки.
Электродная проволока выпускается диаметром от 0,3 до 12 миллиметров. Чаще всего используется диаметром от трех до шести миллиметров. Проволока всегда должна быть очищенной.
В радиолюбительской практике нередко возникает необходимость что-либо приварить или сильно разогреть. Например, это может понадобится, когда нужно отремонтировать магнетрон, восстановить термопару или проделать отверстие в стальной пружине.
Я много лет для этого использую Вольтову дугу и графитовые стержни, извлечённые из обычных карандашей.

Желаю всем творческих успехов и новых самоделок!
Современные строительные электроинструменты достигают высокой производительности и эргономичности благодаря использованию мощных бесщеточных электродвигателей и литий-ионных аккумуляторов. Для реализации сложных алгоритмов питания таких двигателей и управления ими компания Infineon предлагает микросхему интеллектуального драйвера управления трехфазным бесщеточным двигателем 6EDL7141, MOSFET BSC007N04LS6 из семейства OptiMOS 6, а также отладочную плату EVAL6EDL7141TRAP1SH.
ага, ампер 150 ему. )))
а вообще, есть такое дело как "сварка неплавящимся электродом" (угольным, графитовым или вольфрамовым).
Компания Mornsun выпустила три серии источников питания с креплением на DIN-рейку в форм-факторе Home Automation на популярные значения выходной мощности 30, 60 и 100 Вт (серии LI30-20/PR2, LI60-20/PR2, LI100-20/PR2). Эти источники питания относятся ко второму поколению продукции (R2) и характеризуются высокой надежностью и хорошей стоимостью.
Сварочный аппарат, это просто источник питания с ограничением по току. При использовании электрода, изготовленного из грифеля от обычного простого карандаша, не стоит подавать сварочный ток более 10-12 Ампер.
а вообще, есть такое дело как "сварка неплавящимся электродом" (угольным, графитовым или вольфрамовым).
Интересовался насчет угольных электродов, так и не нашел, видно мало кто их использует.
(планировал сетевые провода в коробках сваривать,в итоге просто запаял)
Не, у меня все 200 А, но регулировка тока присутствует, поэтому вопрос читать "пробовал кто?"
Интересовался насчет угольных электродов, так и не нашел, видно мало кто их использует.
(планировал сетевые провода в коробках сваривать,в итоге просто запаял)
В распай коробках раньше провода сваривали,примерно таким способом.Транс на 500 ватт,36вольт,и подходящая щетка от електромотора.Варили медь и даже алюминий.
Вот медные жилы, например (скрутки в р/коробках), свариваю тр-ром 500 вт при пом. самодельного пистолета со встроенным угольным электродом от киноустановки. Тугоплавкие металлы варить не догадывался. Надо попробовать. Отжигать плоские пружины, думаю , моим устройством вполне удастся.
Можно, только электроды понадобятся помощнее. Угольные хорошо, но их сложно найти. Хотя у меня из прошлого и лежит несколько штук. Но, зато, я могу подсказать, где можно взять здоровенные графитовые стержни. Они почти всегда валяются на конечных троллейбусных остановках, (там где расположена диспетчерская, комната приёма пиши и т.д). Бери и придавай любую форму. Можно даже щётки выпилить, тем более, что графит легко обрабатывается.
Что да проводки, так никогда её не варил. Всегда делал скрутки и никогда не было проблем. Просто скрутки нужно делать правильно, подлиннее и плотными, равномерными. При скрутке медных и алюминиевых проводов, первые обязательно залудить. Для изоляции использовать хлопчатобумажную изоляционную ленту, лучше на синтетическом клее, а не на битуме (к сожалению сейчас ленту на таком клее пролают в основном лавсановую, а она не годится).
Читайте также: