
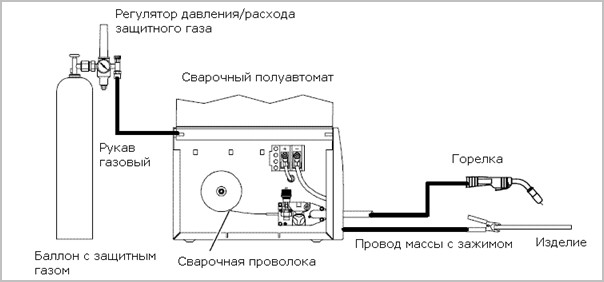
Сварка алюминия полуавтоматом своими руками
Добавил пользователь Владимир З. Обновлено: 13.09.2024
Полуавтоматическая сварка алюминия— один из популярнейших методов сварки металлов, на поверхности которых образуется оксидная пленка. Существует множество других методов, но сварка алюминия полуавтоматом в среде защитного газа является самым эффективным и доступным для домашних умельцев.

Чтобы выполнить работу правильно, нужно знать не только технологию сварки, но и все особенности металла. Новичкам порой непросто сварить детали из алюминия, и они задаются множеством вопросов. В этой статье мы постараемся ответить на них, а также подскажем, что нужно для качественной сварки.
Основные нюансы и сложности
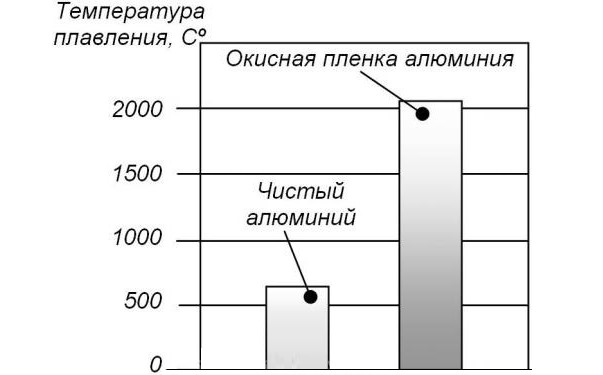
Самое главное, что вам стоит знать перед сваркой алюминия — это наличие на поверхности металла стойкой оксидной пленки. От нее как раз все беды. Оксидная пленка обладает тугоплавкими свойствами. Для ее плавления необходима температура большая, чем для плавления самого алюминия. Именно по этой причине у всех новичков швы получаются неровными и хрупкими.
Также сварка алюминия полуавтоматом в среде защитного газа или с применением любого другого доступного сварочного аппарата усложняется тем, что у алюминия относительно невысокая температура плавления, при этом он хорошо проводит тепло. Именно при сварке алюминия легче всего ошибиться с настройками аппарата и деформировать металл из-за высокого значения тока.
Эта проблема решается правильным выбором режима сварки. А вот проблема оксидной пленки решается предварительной подготовкой металла. Для этого необходимо тщательно зачистить поверхность металла с помощью металлической щетки. А лучше взять для этой цели ручную шлифмашинку.

Также в магазинах можно найти специальные средства и флюсы, ухудшающие активные свойства пленки. Мы рекомендуем использовать оба способа сразу. Также рекомендуем перед сваркой немного подогреть детали в печи. Если печи нет, подойдет газовая горелка, но времени вы потратите в два раза больше.
Выбор полуавтомата для сварки алюминия
Сварка по алюминию возможна многими способами. Даже ручным, с использованием плавящихся электродов. Но это очень трудоемкий процесс, при этом качество шва будет неудовлетворительным. Мы рекомендуем использовать в своей работе импульсный сварочный аппарат. А именно, полуавтоматы для TIG сварки.
Именно TIG сварка полуавтоматом позволяет выполнить работу быстро и качественно, если вам предстоит работа в домашних условиях. Вы можете купить для этих задач простенький инвертор (MIG), если шов не очень ответственный. Но если нужно выполнить работу качественно, то мы рекомендуем приобрести хороший аппарат, работающий в широком диапазоне сварочного тока.

Для сварки алюминиевой детали помимо полуавтомата вам понадобятся вольфрамовые электроды и защитный газ. Обычно в качестве газа используется аргон или углекислота, иногда смесь аргона и гелия.
В отдельных случаях при сварке полуавтоматом в среде углекислого газа (или любого другого инертного вещества) может использоваться только сварочное оборудование. Конечно, качество шва будет заметно хуже, но если вам нужно быстро что-то починить, то нет нужды перевозить тяжелый баллон с газом.
Для сварки полуавтоматом без газа вам понадобится специальная порошковая проволока. При плавлении она выделяет испарения, обладающие свойствами, схожими с защитным газом. А вообще сварка полуавтоматом без газа — это вполне экономичный способ выполнить сварку в труднодоступном месте.
Теперь перейдем к отдельным нюансам, связанным с выбором самого полуавтомата. Полуавтомат сварочный для работы с алюминием должен соответствовать некоторым важным критериям. Во-первых, диаметр отверстия шланга, из которого будет подаваться алюминиевая сварочная проволока, должен быть больше диаметра проволоки.
Это легко объяснить: проволока для сварки алюминия полуавтоматом при нагреве может расширяться. И если диаметр отверстия равен диаметру проволоки, то она в ответственный момент может просто перестать правильно подаваться в сварочную зону. В худшем случае она вовсе застрянет, и вы потратите уйму времени, чтобы извлечь ее.
Длина самого шланга, через который подается алюминиевая сварочная проволока, не должна превышать трех метров, чтобы не деформировать проволоку внутри. Постарайтесь не изгибать и не скручивать шланг с проволокой. Ведь алюминий — металл, легко поддающийся деформации.
Сварочная проволока для полуавтомата находясь и двигаясь в шланге также может деформироваться от избыточной силы трения. Чтобы этого избежать убедитесь, что канал подачи проволоки покрыт тефлоном. Также сварочная проволока для полуавтомата должна подаваться механизмом, снабженным четырьмя роликами. Такой механизм не замнет и не деформирует проволоку в процессе работы.
Если для вас важнее качество шва, а не скорость работы, то выбирайте TIG сварку в аргоне. Если скорость важнее качества, то смело приобретайте инверторный сварочный аппарат для работы с алюминием. Такое оборудование стоит дешевле и порой вам действительно не стоит переплачивать за ненужные функции.
Настройка полуавтомата
Мало выбрать аппарат для сварки алюминия, нужно еще правильно его настроить. Как мы писали ранее, именно от правильной настройки во многом зависит исход вашей работы. Скорее всего, вы не сможете с первого раза подобрать правильные настройки, поскольку это дело опыта. Вы можете просмотреть десятки обучающих видео и прочесть статьи, но этого недостаточно. Нужен свой опыт.
Однако, мы попробуем упростить вам задачу первого знакомства со сварочным полуавтоматом и дадим несколько рекомендаций, которые всегда работают. Прежде всего, сварочный полуавтомат для сварки алюминия обладает своими функциями. В стандартном полуавтомате вы можете настроить силу тока, значение напряжения, скорость подачи проволоки и полярность.
Не существует каких-то определенных универсальных настроек, которыми вы сможете сварить любые детали. Здесь нужно отталкиваться от толщины. В качестве примера возьмем деталь из алюминия толщиной 2 миллиметра. Мы рекомендуем варить такой металл, установив напряжение не более 15 вольт, силу тока можно установить в пределах от 100 до 150А.
Скорость подачи проволоки устанавливайте исходя из скорости своей работы. Если вы новичок, то установите минимальную скорость на вашем сварочнике. Хоть сварка алюминия и должна производиться быстро. Полярность устанавливайте прямую (если варите с применением газа). Если работаете без газа, то устанавливайте, соответственно, обратную полярность.
Если у вас профессиональный или полупрофессиональный полуавтомат с возможность работы в четырехтактном режиме, то включите его. Это заметно улучшит качество шва.
Технология сварки
Технология сварки алюминия полуавтоматом— последнее, что вам нужно узнать для качественного результата. Вы разобрались в нюансах, выбрали сварочное оборудование и настроили его? Значит, пора приступать к работе.
Как мы писали ранее, для начала нужно металл подготовить. Тщательно зачистите поверхность, комбинируя способы зачистки. Не должно быть очагов коррозии, следов грязи, пыли или масла. Обезжирьте поверхность металла с помощью растворителя.

Убедитесь, что наконечник шланга подачи проволоки большего диаметра, чем сам присадочный материал. Загрузите проволоку в механизм подачи, подготовьте газ и включите сварочный аппарат. Ели пользуетесь методом TIG сварки, то подготовьте электроды.
Зажгите дугу. Следите, чтобы на протяжении всей сварки она горела стабильно. Расстояние между сварочной ванной и дугой должно быть не более 15 миллиметров. Также старайтесь следить за скоростью подачи проволоки. Если чувствуете в себе уверенность, то увеличьте скорость. Но не нужно ставить максимальное значение, поскольку металл не сможет как следует провариться.
Ведите дугу ровно, старайтесь формировать шов равномерно. После того, как работа будет окончена, плавно отведите дугу в сторону. Не нужно сразу прекращать подачу газа, подождите 10 секунд и только затем закройте вентиль на баллоне. Это защитит еще горячий шов от воздействия кислорода.
Вместо заключения
Сварка проволокой в защитном газе и с применением полуавтомата — это не самый простой, но экономный и вполне выполнимый в домашних условиях метод. Конечно, нужно учесть множество нюансов. Это не контактная сварка, для которой не требуется ничего, кроме оборудования и самих деталей. Здесь необходимо четко соблюдать технологию сварки и постараться избежать ошибок.
Если вы начинающий сварщик, посмотрите дополнительные обучающие видео, чтобы лучше понять суть данного метода сварки алюминия. Ну а опытные сварщики могут поделиться своим опытом в комментариях к этой статье. Желаем удачи в работе!
Алюминий широко используется в самых различных сферах промышленности, а поэтому будет не лишним знать, [как проводится сварка алюминия полуавтоматом], и какая должна для этого использоваться технология.
Популярность алюминия можно объяснить сразу несколькими факторами.
В первую очередь, этот металл имеет достаточно высокие эксплуатационные свойства и сравнительно небольшой вес.
Во-вторых, он обладает высокой надежностью, а изделия из него получаются прочными и долговечными.
Между тем алюминий относится к тем материалам, которые сложно поддаются различным видам обработки, в том числе и при необходимости выполнить сварное соединение.

Этот металл имеет некоторые свои характерные особенности, которые необходимо обязательно учитывать при выполнении какой-либо его обработки.
Сварка алюминия производится исключительно полуавтоматом, при этом может выполняться либо с использованием газа аргона, либо без него.
Сам процесс сварки этого металла полуавтоматом достаточно сложный, а технология выполнения работ требует определенных навыков и умения.
В этом случае для сварки используется специальная проволока и аппарат импульсной сварки.
Кроме этого, если сварка производится в аргоне, то дополнительно необходимо иметь соответствующее оборудование для подачи газа. Для того чтобы самостоятельно выполнить сварку алюминия, необходимо постараться освоить процесс выполнения работ, хорошо изучить технологию и знать особенности самого материала.
Характерные сложности выполнения работ
Алюминий широко востребован в самых разных сферах промышленности, в том числе и в таких, как кораблестроение, самолетостроение, а также автомобилестроение.
Он поддается самым разным видам обработки, при этом существуют определенные тонкости и нюансы, на которые следует обязательно обращать внимание.
Для сварки этого универсального металла используется исключительно сварочный полуавтомат.
Основной сложностью проведения данного вида работ является образование на поверхности металла оксидной пленки.
Это происходит из-за взаимодействия алюминия с атмосферным воздухом и может негативно сказаться на качестве соединения.
Удаление продуктов окисления производится путем последующего использования некоторых химических составов.
Кроме этого, непосредственно перед началом сварки полуавтоматом поверхность алюминия следует в обязательном порядке обработать различными типами флюсов, а также хорошо зачистить, для чего используется жесткая щетка с металлической щетиной.
Следует учесть и то, что технология варки данного вида металла в некоторых случаях подразумевает использование газа, а это значит, что помимо полуавтомата потребуется дополнительное оборудование.
Выполняя сварное соединение на поверхности алюминия, следует помнить, что образуемая полуавтоматом дуга не должна перегревать металл, а электрод прилипать.
В противном случае могут образоваться дефекты, которые будет очень сложно счистить.
Перед началом самостоятельной сварки алюминиевой поверхности, рекомендуется для начала потренироваться и получить минимальные навыки выполнения соответствующей работы.
Для получения сварного соединения на поверхности алюминия при помощи газа необходимо иметь под рукой сварочный полуавтомат, оборудование для газовой сварки, нагревательный прибор.
Кроме этого, потребуется алюминиевая проволока в бухтах, которая будет выступать в качестве электрода.
Если работа выполняется без использования защитного газа, то в этом случае используется специальная проволока, а также принудительная подача к сварному соединению флюса, который и выступает в качестве защиты от образования оксидной пленки.
И в том, и в другом случае используется особая технология сварки, которая позволяет получить качественное и прочное соединение двух отдельных алюминиевых поверхностей.
Основные особенности
Как правило, сварка алюминия полуавтоматом выполняется специальными плавящимися электродами.
Работу следует выполнять при помощи подкладок с так называемой формирующей канавкой. По сравнению со всеми остальными, данный процесс имеет много положительных моментов.
В первую очередь, такой сварочный процесс отличается своей высокой производительностью.
Этот показатель значительно повышается в том случае, когда металл имеет большую толщину.
Сам сварочный процесс происходит при постоянном токе, имеющем обратную полярность. Горение образующейся дуги происходит непосредственно в парах плавящегося материала.
Следует отметить то, что образующееся на поверхности сварочной ванны катодное пятно в процессе работы подвергается непрерывному воздействию ионов металла, которые в свою очередь выделяют большое количества тепла.
Это приводит к тому, что образующаяся оксидная пленка начинает разрушаться. При этом разрушению подвергаются только тонкие образования. Для избегания образования более грубых образований еще на этапе подготовки к обработке алюминий следует обработать либо механическим способом, либо химическим.
В процессе сварки алюминия с использованием полуавтомата, формирование шва на поверхности металла идет за счет расплавления проволоки и образования жидкого металла, который и заполняет все пространство в районе кромок.
Производить сварку металла можно в самых разных положениях в пространстве, в том числе и в горизонтальном.
Рекомендуется для выполнения сварки алюминия использовать полуавтоматы, в которых предусмотрен тянущий подающий механизм.
В некоторых отдельных случаях используется сварочный импульсной дуговой аппарат.
В этом случае вместе со сварочным током одновременно образуется определенный импульс, который помогает значительно снизить время нахождения металла в жидком состоянии.
Использование данного вида сварки дает возможность увеличить механические параметры выполняемого соединения, а кроме этого, сама работа становится более легкой.
На видео, которое размещено в разделе, подробно показан процесс сварки алюминия с использованием полуавтомата.
Сварка без газа
Метод получения сварного соединения на поверхности алюминия с использованием полуавтомата, но без газа, считается относительно новым.
В этом случае принципиальная схема используемого аппарата имеет замкнутый контур, в состав которого в обязательном порядке входят заземление, непосредственно сам переносной инвертор, а также специальный электрод.
Кроме этого, в процессе работы в автоматическом режиме осуществляется подвод присадочного электрода.
В большинстве случаев соединение выполняется встык, а медная проволока используется в качестве наплавляющего материала.
При выполнении данного вида сварки с использованием полуавтомата для защиты сварочной ванны используют специальный флюс.
Он вводится в расплавленный металл в момент, когда идет формирование сварочного шва.
В этом случае подвод специальной флюсовой проволоки осуществляется непосредственно через суппорт к самой электрической дуге.
В момент своего сгорания проволока равномерно покрывает всю площадь сварочной ванны.
Данный вид сварки без использования газа в настоящее время активно используется в промышленной сфере для выполнения различного вида задач.
Сварка полуавтоматом алюминиевых поверхностей без использования газа обладает большим количеством самых разных преимуществ.
В первую очередь, такое соединение имеет высокое качество, а сам процесс выполнения работ обладает хорошей функциональностью.
Следует отметить и то, что такая сварка алюминиевых поверхностей не только проста в использовании, но и стоит относительно недорого.
Выполнение сварного соединения без использования газа на полуавтомате считается безвредной операцией, которая не оказывает негативного влияния на экологию.
Полученный таким образом шов на поверхности алюминия, отличается высокой надежностью и функциональностью.
Использование аргона
Наиболее часто алюминиевые поверхности сваривают между собой при помощи полуавтомата в аргоновой среде, которая выступает в качестве защитного слоя от атмосферного воздуха, препятствуя тем самым образованию в сварочной ванне различных окислов.
Данный метод не отличается своей высокой производительностью, однако качество получаемого в итоге шва не вызывает никаких сомнений.
В полуавтоматах для варки с использованием аргона в большинстве случаев используется переменный ток, который и образует дугу.
Это позволяет при необходимости осуществлять плавную регулировку, как чистоты и ампеража, так и температуры.
Следует отметить и то, что такие полуавтоматы импульсной сварки должны обязательно поддерживать импульсный режим.
На видео ниже показан процесс сварки алюминия полуавтоматом с использованием аргона.
Сварка алюминия является достаточно сложным процессом в технологическом отношении.
Такая обработка, как правило, производится с использованием полуавтоматов, как в защитной газовой среде, так и без нее.
При выполнении сварки алюминия не стоит забывать и о мерах безопасности.
Кроме этого, чтобы получить качественный и прочный шов на поверхности металла, необходимо в точности соблюдать технологию выполнения работ и использовать только качественные составляющие.
Алюминиевые конструкции отличаются небольшим весом, устойчивостью к коррозии и простотой монтажа с помощью метизов.
Сварка этого материала также возможна, но выполнить операцию очень непросто с применением обычных сварочных материалов и устройств. Для качественного соединения алюминия методом сварки, иногда применяются полуавтоматические приборы.
Как выполняется сварка алюминия полуавтоматом и какие применяются материалы, будет рассказано далее.
Особые свойства алюминия
Для правильного выполнения сварочных операций следует знать особенности данного материала. Среди наиболее важных физико-химических свойств алюминия можно назвать следующие:
- не изменяет цвет при нагреве;
- алюминий и его сплавы обладают слишком широким диапазоном температур плавления;
- теплопроводность металла в несколько раз выше, чем у стальных сплавов.
Неопытному сварщику следует помнить о вышеперечисленных особенностях металла и соблюдать меры предосторожности, чтобы не получить травму либо не повредить свариваемую поверхность.
При выполнении сварочных работ необходимо учитывать образование окисной плёнки, которая плавится при значительно большей температуре, чем основной металл.
Чтобы произвести расплавление окисного слоя и при этом не повредить металлическую поверхность, рекомендуется правильно подготовить материал, а также придерживаться основных правил сваривания легкоплавкого металла.
Основные правила качественной сварки алюминия
Сварка алюминия имеет особенности, которые должны учитываться при работе.

Основные задачи стоящие перед сварщиком:
- Удалить с свариваемой поверхности оксидную плёнку. Для этой цели можно воспользоваться механическим способом. Работа может быть выполнена обычной металлической щёткой. Ещё можно избавиться от тугоплавкой плёнки химическим путём или включить на сварочном аппарате импульсный режим работы. Полуавтомат с импульсным режимом работы позволяет обеспечить лучшее удаление оксидного слоя посредством мгновенного нагрева поверхности до температуры плавления.
- Обеспечить нагрев металла в необходимом диапазоне температур. Сложность сваривания алюминия заключается в том, что при более высокой теплопроводности металла, неподготовленный специалист может допустить серьёзную ошибку, которая заключается в чрезмерном нагреве небольшого участка свариваемой поверхности. В этом случае может образоваться моментальный прожёг алюминия с невозможностью восстановления прежней геометрии заготовки. Чтобы не допустить подобной ситуации, сварщику необходимо уметь правильно выбирать режим подачи проволоки и её размер.
- Предотвратить коробление металла при остывании. Алюминий обладает значительной линейной усадкой при остывании, поэтому чтобы не допустить деформации металла в месте образования сварного шва, необходимо заканчивать сварочный процесс меньшим током. Начинать сварку, наоборот, необходимо с подачей большей силы тока для быстрого проплавления оксидной плёнки.
Сварка алюминия с помощью аргона
Соединение алюминия в среде аргона имеет неоспоримые преимущества перед методом в котором используется специальная порошковая проволока для сварки без газа.
Видео: технология соединения без газа.
Работа с алюминием в среде защитного газа позволяет получить более качественный шов, который обеспечит абсолютную герметичность между свариваемыми деталями.
Хорошего результата при использовании аргоновой сварки можно достичь только в том случае, если будет правильно настроен полуавтомат и приобретены качественные расходные материалы. Квалификация мастера также имеет большое значение для выполнения аргоновой сварки.
Если работа производится впервые, то в качестве пробного варианта рекомендуется вначале поэкспериментировать на ненужных алюминиевых деталях.
Процесс выполнения сварочной операции должен производиться в такой последовательности:
- Удалить с помощью металлической щётки или растворителя оксидную плёнку.
- Прогреть свариваемые детали до +150-300 градусов в зависимости от толщины.
- Поднести горелку к свариваемой поверхности, зажечь дугу и произвести сваривание металла.
- По завершении сварки алюминия необходимо погасить дугу и дождаться полного прекращения подачи газа.
При осуществлении сварки в среде углекислого газа последовательность действий не будет меняться, но сложность выполнения работ существенно увеличится, по причине чрезмерного образования оксидной плёнки во время сваривания металла.
Вне зависимости от вида инертного газа применяемого для сварки алюминия, горелка над соединяемой поверхностью должна перемещаться очень плавно.
Процесс сваривания этого вида металла не является сложным, но только при условии, если сварочный полуавтомат для сварки алюминия был правильно настроен. Большое внимание следует уделить выбору присадочных материалов применяемых для соединения.
Настройка аппарата и применяемые материалы
Если будет правильно выполнена настройка полуавтомата можно добиться ровного шва и отсутствие участков со сквозным прожогом металла.

Прежде всего необходимо правильно выставить напряжение и силу тока. Примерные значения следующие:
- при толщине свариваемого металла 2 мм — напряжение 15 В;
- сила тока 140-150 А.
Приведённые выше значения настройки сварочного аппарата являются усреднёнными и могут быть скорректированы как в большую, так и в меньшую сторону в процессе выполнения сварочных работ.
Сварка алюминия постоянным током обратной полярности
Применение переменного тока для сварки алюминия применяется наиболее часто, но не менее качественно выполнить работу можно с использованием постоянного тока обратной полярности.
Данный вариант аргоновой сварки алюминия осуществляется в такой последовательности:
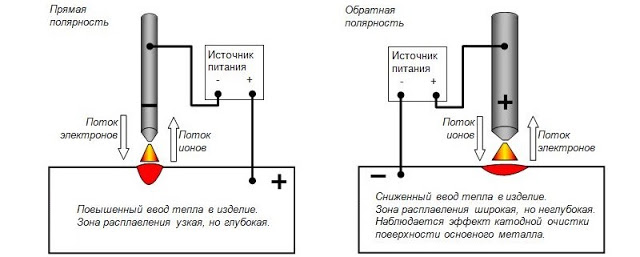
- К свариваемым деталям подключается отрицательный контакт, а к электроду положительный.
- Включают подачу защитного газа.
- Осуществляют сваривание металла при вертикальном наклоне горелки не более 20 градусов.
При выполнения сварочной операции постоянным током обратной полярности рекомендуется не отрывать горелку от свариваемой поверхности более чем на 15 мм иначе возможно затухание дуги. Технология выполнения операции не допускает попадания кислорода в сварочный шов, что позволяет выполнить качественное соединения без образования пустот и примесей внутри металла.
В качестве инертного газа данным методом используется аргон или любой другой инертный газ.
Плюсы и минусы аргонового соединения
Сварка алюминия полуавтоматом в аргоне своими руками имеет как плюсы, так и существенные недостатки.
- Преимуществом метода является возможность более качественно управлять процессом дугового разряда, не допуская чрезмерного нагрева металла, в тоже время максимально быстро расплавляя алюминиевую поверхность в месте соединения. Благодаря использованию инертного газа удаётся получить более качественный шов лишённый пористости и посторонних включений.
- Недостатком метода является высокая стоимость оборудования и расходных материалов.
- Если необходимо выполнить небольшой объём работ, то дешевле, быстрее и проще воспользоваться услугами профессиональных сварщиков.
Метод соединения алюминиевых деталей требует правильной подготовки материалов и настройки оборудования, что непросто сделать самостоятельно начинающему мастеру. Если принято решение освоить аргоновую сварку алюминия самостоятельно, то советы и видео представленные в статье позволят правильно осуществить основные настройки оборудования и подобрать расходные материалы.

Сварка алюминия полуавтоматом – это процесс, требующий не только наличия определенных навыков, но и знания особенностей данного материала, варить который достаточно непросто. В статье мастер сантехник расскажет, о правилах сварки алюминия полуавтоматом.
Алюминий — пожалуй самый капризный металл

Основная сложность соединения алюминиевых деталей при помощи сварки заключается в том, что на поверхности данного металла всегда присутствует тугоплавкая оксидная пленка, которую необходимо удалить. Если пренебречь этим требованием, то варить алюминий будет очень сложно, а полученное соединение будет обладать очень низким качеством.
Сварка алюминия полуавтоматом или с использованием любого другого оборудования осложнена еще и тем, что данный металл отличается очень высокой теплопроводностью и невысокой температурой плавления. Именно из-за этого заготовки из алюминия при сварке часто прожигаются и деформируются.
Чем отличается сварка алюминия полуавтоматом от аргонодугового (TIG) метода

Основных отличий всего несколько:
- Главное отличие этих двух методов заключается в типе используемого электрода. Для аргонодуговой сварки используются электроды из тугоплавкого вольфрама, а при MIG-сварке применяется алюминиевая проволока.
- Кроме того, аргонодуговой метод предназначен лишь для ручной сварки.
- Аргонодуговой сваркой завариваются более ответственные участки из-за более высокой прочности соединения.
- Сварка вольфрамовым электродом (TIG) требует больше денежных затрат на расходные материалы (комплектующие).
Преимущества сварки алюминия полуавтоматом
У сварки алюминия полуавтоматом есть несомненные преимущества, а также некоторые особенности. К ним относятся:
- Высокая производительность. По сравнению с аргонодуговой сваркой скорость возрастает в три раза.
- Простота. Этот метод значительно проще, чем аргонодуговой, им легко может овладеть даже любитель.
Требования к оборудованию и расходным материалам

Чтобы окончательно разобраться с вопросом, можно ли полуавтоматом варить алюминий, необходимо четко уяснить дополнительные требования к используемому оборудованию и расходным материалам:
- Ток должен иметь обязательно обратную полярность, потому что в таком случае оксидная пленка не разрушается.
- Механизм подачи проволоки должен иметь четыре ролика, так как мягкий алюминий легко сминается при возникновении сопротивления в момент подачи. Важно, чтобы ролик был U-образный, гладкий и без насечек.

- Диаметр проволоки должен быть меньше, чем у наконечника, так как при нагреве алюминий расширяется сильнее, чем сталь.
- Желательно использовать чистый аргон в качестве инертного газа, так как в этом случае обеспечивается максимальное качество сварного шва.
- Сварочная горелка должна иметь специальный тефлоновый рукав для того, чтобы уменьшить трение алюминиевой проволоки.
- Сварка MIG/MAG алюминиевых сплавов рекомендуется на толщинах более 3мм и важно использовать формирующую подкладку с канавкой.
Как правильно выбрать полуавтомат для сварки алюминия

На выбор полуавтомата для сварки может повлиять ряд факторов:
- В каких условиях будет происходить работы, возможности и тип электросети (220-380 В). Например, устройство будет использоваться для частных нужд или бизнеса (кузовные работы и т. д.). Для каждого конкретного случая требуется свое постоянное напряжение сети;
- Жесткие требования к качеству шва. Для мелкого ремонта: конструкции общего назначения (ворота, декоративные элементы интерьера квартиры, калитки) подойдет бытовой вариант полуавтомата, но если предполагается использовать агрегат для сварки ответственных конструкций (водопровод, газовые трубы, отдельные элементы торговых павильонов) потребуется профессиональный аппарат;
- Требуемая толщина, длина шва;
- Вид материалов, с которыми предстоит работать. Для работы по алюминию потребуется агрегат с возможностью подсоединения баллона с инертным газом (аргоном).
Все варианты можно условно разбить на такие основные группы:
- Бюджетные;
- Среднего класса;
- Среднего класса с импульсным режимом;
- Промышленные модели с импульсным режимом.
Эти модели прекрасно подходят для использования в быту. Они отличаются компактными размерами, небольшим весом и способны работать от обычной сети напряжением в 220 Вольт. Если вы намерены заниматься сварочными работами периодически, для собственных нужд, их возможностей будет вполне достаточно.
Примерами моделей этой группы могут служить Сварог EASY MIG 160 или Сварог PRO MIG 160. Вторая модель может работать в двух- и четырех тактовом режиме и обеспечивает форсаж дуги.
Полуавтоматы среднего класса
Обладают более выдающимися техническими характеристиками (большим током, плавностью регулирования тока и скорости подачи проволоки). Но они, как и бюджетные модели, нуждаются в некоторых корректировках – настройке горелки и замене роликов.
Среди прочих моделей можно отметить финский KEMMPI MinarcMIG EVO 200 и американский Lincoln Electric Speedtec 200C.
Полуавтоматы среднего класса с импульсным режимом
Представляют собой многофункциональные устройства со множеством встроенных программ сварки. Наличие импульсного режима обеспечивает высочайшее качество сварного шва, а надежные комплектующие гарантируют длительность использования.
Прекрасными образцами моделей этой группы являются Helvi TP 220 и EWM Picomig 180 Puls.
Промышленные модели с импульсным режимом
Работают от напряжения 380 В, оснащены системой жидкостного охлаждения. Обеспечивают максимальную производительность труда во время сварки при высоком качестве шва. Просты в управлении и разработаны на основе новейших технологий.
Достойными представителями этой группы являются EWM Phoenix 501 Puls и EWM Phoenix 401.
Подготовка к сварке
Любая работа начинается с подготовки, пренебрегать этим моментом не стоит. Если предполагается вести работу с толстыми деталями, то сначала требуется зашкурить свариваемые поверхности. При сварке небольших элементов, их можно зачистить металлической щеткой (иногда поставляется в комплекте) или наждачной бумагой с фракцией Р25-40 (для тканевых основ), Р120-240 (для бумажной основы). Обозначение зависит от завода изготовителя, в примере приведены обозначения отечественного производителя.
После шлифовки необходимо ликвидировать налет, убрать оксидную пленку и обезжирить материал с помощью ацетона или другого похожего по составу вещества. Кроме этого, может потребоваться расшивка кромок, если толщина заготовки более 5 мм. Это необходимо для того, чтобы обеспечить максимальную глубину проварки, так как некоторые свойства материала ухудшают этот показатель.
Чтобы улучшить и усилить соединение конструкции, края деталей желательно зашлифовать или обрезать под углом в 30-45 градусов (зависит от толщины). Далее полученные после обработки края можно обработать флюсом, чтобы обеспечить дополнительную защиту, а также избежать образования оксидной плёнки.
После того, как проведены подготовительные работы, можно приступать к сварке.
Технология сварки алюминия

В процессе работы следует наблюдать за расположением горелки относительно свариваемой поверхности. Рекомендуемый угол наклона составляет 10-15 градусов. Газ начинает подаваться за 5-7 секунд до начала сварочных работ, отключение происходит через аналогичный промежуток времени. Это необходимо для того, чтобы газ успел подготовить оптимальный для сварки микроклимат.
Движение горелки должно осуществляться только вдоль шва. Поперечное движение может привести к хрупкости свариваемой поверхности.
При сварке вертикальных швов предпочтительнее использовать сварку на подъем для лучшей газовой защиты.
При завершении сварочного шва на конце может появиться небольшой кратер, чтобы его заплавить требуется понизить сварочный ток за 1-1,5 см до конца шва.
Читайте также: