
Сварка ацетиленом своими руками
Добавил пользователь Владимир З. Обновлено: 04.10.2024
Поэтому, начиная варить металлические заготовки ацетиленом, нужно в первую очередь убедиться, что наконечник (его номер) соответствует форсунке, через которую будет подаваться горючая газовая смесь.
Технология сварки
Перед тем как варить ацетилен сваркой, необходимо открыть подачу ацетиленового газа до появления резкого специфичного запаха. Горелка поджигается, после чего надо постепенно добавлять кислород до образования устойчивого синего пламени. Обратите внимание, что на каждом баллоне: ацетиленовом и кислородном установлены редукторы. Так вот при подаче обоих газов на ацетиленовом баллоне должна устанавливаться подача под давлением 2-4 атм, на кислородном до 2 атм. Повышать давление нет смысла, потому что это приведет к неправильной регулировке горючей смеси.
Когда производится сварка черных металлов, то обычно сварщики устанавливают так называемое нейтральное пламя. Состоит оно из трех частей, которые четко видны невооруженным глазом:
- Внутри располагается ядро, оно имеет яркий голубой окрас нередко с зеленоватым оттенком.
- Далее идет восстановительное пламя. Это так называемая рабочая область, имеющая бледно-голубой окрас.
- И сверху располагается факел пламени. И он тоже является рабочим.
Всего специалисты отмечают четыре разновидности пламени ацетиленовой сварки, но именно нейтральный вид используется чаще всего. Его нужно правильно настроить. И если настройка была проведена неграмотно, то сварка ацетиленом будет не варить металл, а резать его. Очень важно не допустить, чтобы пламя горелки было длинным и с оранжевым концом. Такое пламя вводит в нагретый металл углерод в избытке. А этот химический элемент для сварочного процесса – не самый лучший показатель.
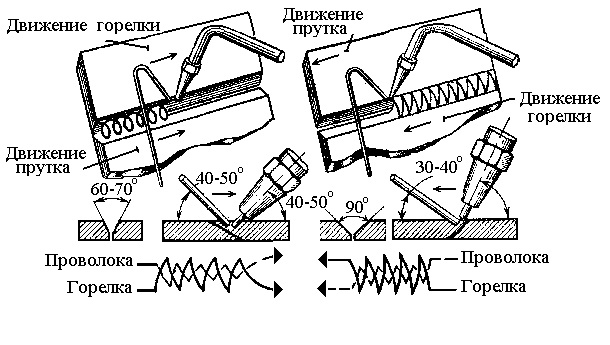
Способы сваривания
Во втором случае, наоборот, перед горелкой движется присадочный стержень. Обычно таким способом сваривают заготовки из толстого металла. Потому что сам процесс расплавления основного металла и присадки происходит одновременно, и смешанный расплавленный металл полностью заполняет сварную ванну. Но самое важное при таком способе соединения необходимо добиться равномерного смешивания двух металлов. Если взаимное проникновение будет слабым, то и шов получится некачественным.
Кстати, взаимопроникновение металлов, по-научному пенетрация, может выглядеть чисто внешне некрасиво, но при этом прочность соединительного шва будет максимально высоким. И, наоборот, красивый шов не обеспечивает высокое качество сварного соединения. В этом случае красота может оказаться обманчивой. Но чтобы результат был гарантированно качественным, необходимо устанавливать зазор между заготовками по минимуму, а также проводить предварительные прихватки с той же целью – уменьшение зазора.
Особенности газовой сварки
Ацетилено-кислородная сварка имеет три основных параметра, от которых зависит качество конечного результата. Это мощность огня (пламени), это под каким углом к сварочной поверхности располагается горелка, диаметр используемого присадочного прутка.
Мощность пламени горелки выбирается в зависимости от теплофизических свойств металла и от толщины свариваемых заготовок. Зависимость такая: чем толще детали, чем выше у их металла теплопроводность и температура плавления, тем больше должна быть и мощность пламени горелки. Последняя определяется расходом газовой смеси. Чем больше расход, тем выше мощность. Для каждого вида металлов выбирается свой мощностной показатель. Существуют формулы, по которым он определяется. Основная зависимость – это толщина свариваемых заготовок.
- Для черных металлов (сталь и чугун) мощность располагается в пределах (100-150)n, где n – это толщина детали.
- Для цветных металлов, к примеру, для меди – диапазон равен (150-200) n .
Мощность пламени, как и расход газов, имеет единицу измерения – л/час.
Что касается угла наклона горелки, то она также изменяется в зависимости от толщины соединяемых изделий. К примеру, если толщина варьируется в диапазоне от 1 до 15 мм, то угол наклона будет изменяться от 10 до 80°. И чем толще металл, тем больше угол наклона. Но в самом начале сварки необходимо угол наклона выдерживать максимальным, даже до 90°, потому что при таком значении будет быстрее нагреваться соединяемые детали, плюс быстрее сформируется сварочная ванна.
Диаметр присадочного стержня также выбирается в зависимости от толщины заготовок. Формула определения проста: половина толщины плюс один миллиметр. К примеру, если свариваются между собой детали толщиною 4 мм, то для их соединения необходима присадка диаметром 3 мм.
Плюсы и минусы
К преимуществам газовой сварки можно отнести:
- Полная независимость от электричества.
- Возможность изменять температуру сварочной ванны только за счет изменения угла направления пламени, то есть, расположения горелки.
- Возможность избегать прожогов, изменяя расстояние от сварочной поверхности до горелки.
- Аппарат и все оборудования для ацетиленовой сварки мобильно.
Но есть у данной технологии и свои минусы.
- Небольшая производительность сварочного процесса.
- Достаточно большая площадь нагрева, что чаще всего отрицательно влияет на сам основной металл.
- Для проведения сварных работ требуется сварщик с высокой квалификацией.
- Редко используется в промышленных объемах.
Чаще всего же сварка ацетиленовым газом применяется для соединения тонкостенных заготовок. К примеру, для стыковки тонкостенных труб, где невозможно изнутри использовать флюс или защитный газ. Обязательно ознакомьтесь с видео-уроком, правила ведения ацетиленовой сварки.
Сварка ацетиленом — давно известная технология создания прочных, эстетичных швов. Освоив этот метод, можно легко применять его как на черных, так и на цветных металлах, даже если работать нужно с какими-то сложными, экспериментальными сплавами. Но, чтобы использовать сварку ацетиленом, нужно узнать технологию процесса, его особенности. А перед тем, как переходить к практике, лучше сначала изучить теорию.

Принцип ацетиленовой сварки
Суть метода заключается в применении ацетилена в качестве горючего газа. Делают его из воды и карбида кальция, что изначально смешивались в особом генераторе. Помимо этого устройства в состав сварочного аппарата входили:
- баллон с кислородом;
- горелка, снабженная рукояткой с вентилями;
- шланги.
Именно вентилями регулировались оба используемых газа, они должны были сочетаться в правильной концентрации. Но так как приходилось постоянно менять воду и карбид, и сливать после того, как ацетиленовая сварка завершена, технический состав немного изменился. Теперь генераторы уже не используются, на их место пришли баллоны, которые еще на стадии производства заполнены ацетиленом под нужным давлением.

Плюсы и минусы
Среди преимуществ сварки ацетиленом и кислородом:
- Не требуется подключение к электричеству.
- Все оборудование мобильно.
- Можно проводить сварку даже на улице, а также в местах, где обычная сварка не эффективна.
- Легко избежать прожогов, просто удаляя горелку от детали.
- Можно менять степень нагревания сварочной ванны, регулируя направление пламени.
- Качество сварных швов выше, они прочнее, визуально смотрятся аккуратнее.
- Не нужно делать операционный стык.
- Стоимость расходных материалов, а также оборудования невысока.
Недостатки у такого метода сварки тоже есть:
- Площадь нагрева больше, чем при другой сварке, это может повлиять на всю деталь.
- Редко применяется для промышленных объектов.
- Длительность выше, чем у электрической сварки.
- Требуется высокий разряд от сварщика.
- Взрывоопасность высокая из-за применения ацетилена и кислорода.
- Автоматизировать процесс не получится.
- Нельзя сваривать внахлест.
Также нужно помнить, что сваривать детали этим методом может производить только человек с высокой квалификацией, так как это продвинутый уровень.
Технология сварки ацетиленом
Чтобы ацетиленовая сварка была выполнена правильно, необходимо соблюдать технологию. Она описана в следующих шагах:
- Все оборудование проверяется на целостность.
- Подготавливается рабочее место и детали, которые нужно соединить.
- Открывается подача ацетилена, пока не возникнет запах.
- Поджигается горелка.
- Добавляется кислород до появления стабильного пламени синего цвета.
- Давление газа ацетилена обычно устанавливается на 2–4 атм, кислорода — до 2 атм, не выше.
- После можно переходить к сварке.
Существует четыре вида пламени, которое используется при сварке ацетиленом. Все четыре нужно уметь правильно настраивать, иначе горелка вместо сварки начнет портить материалы, с которыми работает.
Основным видом пламени является нейтральный, который состоит из трех элементов:
- Голубого ядра с зеленоватым оттенком.
- Восстановительного пламени светло-голубого окраса, который называется рабочей областью.
- Факела, который также участвует в варке шва.
Неправильная настройка нейтрального пламени приводит к тому, что пламя начинает не сваривать металлы, а резать их, и в нагретый металл поступает слишком много углерода. Это плохо для любого сварочного процесса. Поэтому нужно не допустить, чтобы пламя удлинилось и имело оранжевый наконечник — это явный признак того, что настройка неверна.
Способы сварки
То, насколько хорошо смешались металлы, трудно понять визуально, так как некрасивые швы могут быть и у очень прочных соединений, а красивые — у не особенно надежных. Поэтому стоит делать как можно меньший зазор между заготовками, а также проводить для большего уменьшения пространства между зазорами прихватки, тогда в качестве шва не будет сомнений.
Параметры, влияющие на качество сварного шва
Чтобы добиться высокого качества шва, нужно учесть на три базовых характеристики, от которых оно зависит. Это:
- Мощность пламени, которым плавится металл.
- Угол, под которым горелка обрабатывает сварочную поверхность.
- Диаметр присадочного прутка.
Первый параметр, мощность, зависит от физических свойств и размеров деталей, которые предстоит сварить ацетиленом. Зависимость проследить легко — чем толще металл, а также чем выше его теплопроводность, тем мощнее должна быть горелка. Мощность же самого устройства определяется расходом газа, чем он больше, тем горелка лучше.
Но здесь мало выбрать самую мощную горелку и использовать ее постоянно, так как иногда излишняя мощность только навредит, поэтому нужно обращать внимание на вид металла. Здесь можно сделать расчеты подходящей мощности по формуле x*n, где:
- N — это в обоих случаях толщина детали;
- X — это числовой коэффициент, который для черных металлов находится в пределах 100–150, а для цветных — 150–200.
Мощность пламени измеряется в л/час.

Угол сварки ацетиленом тоже зависит от толщины металла. Чем они тоньше, тем больше угол наклона. Сначала, вне зависимости от толщины, нужно держать горелку под углом 90°, чтобы быстрее нагреть поверхность, сформировав сварочную ванну. После толщина будет в диапазоне от 1 до 15 мм, а угол наклона, соответственно, от 80 до 10°.
Диаметр прутка также подбирается под толщину металла. Он рассчитывается по формуле, где к половине толщины детали добавляют один миллиметр.
Нужно также учитывать, что с первого раза качественный шов не получить. Хорошо варить ацетиленом с кислородом под силу только опытному сварщику с хорошо набитой рукой.
Оборудование и материалы
Ацетилено-кислородная сварка потребует таких инструментов:
- Баллоны с газами.
- Присадочный материал, подбирающийся в зависимости от рабочего металла, его толщины и иных параметров.
- Исправная горелка.
- Молоток, плоскогубцы.
- Иглы для чистки горелки.
- Металлическая щетка, а также специальные составы для очистки, обезжиривания поверхности рабочих деталей.
- Набор ключей, чтобы прикрепить редукторы и штуцера.
Газовая сварка ацетиленом стала популярной не зря. Она проста для хорошо подготовленного сварщика, не так дорога, не требует сложного оборудования. А швы получаются очень прочными, даже когда соединить нужно сложные конструкции. Главное, знать, как варить ацетиленом, а обо всех теоретических особенностях этого процесса говорится в этом материале.

Газовая сварка является одним из видов и способов соединения металлов и их сплавов под действием высокой температуры. Сегодня поговорим об основах, ее технологии способах и приемах, достоинствах и недостатках. Данная статья будет полезна начинающим газосварщикам желающим освоить эту нелегкую профессию, а также опытным мастерам, желающим подкрепить свои знания в этой области.
Принцип ацетиленовой сварки
Суть метода заключается в применении ацетилена в качестве горючего газа. Делают его из воды и карбида кальция, что изначально смешивались в особом генераторе. Помимо этого устройства в состав сварочного аппарата входили:
- баллон с кислородом;
- горелка, снабженная рукояткой с вентилями;
- шланги.
Именно вентилями регулировались оба используемых газа, они должны были сочетаться в правильной концентрации. Но так как приходилось постоянно менять воду и карбид, и сливать после того, как ацетиленовая сварка завершена, технический состав немного изменился. Теперь генераторы уже не используются, на их место пришли баллоны, которые еще на стадии производства заполнены ацетиленом под нужным давлением.

Принцип сварки ацетиленом с кислородом
Кислород
При обычной температуре и давлении газ не имеет цвета и запаха. Для сварочных работ востребован технический кислород, добытый из воздуха и обработанный в воздухоразделительных установках, трех сортов:
- высшего, чистота по объему – 99,5%;
- 1-го – 99,2%;
- 2-го – 98, 5% .
Остаток составляют аргон и азот.
При смешении горючих газов или паров горючих жидкостей с кислородом в определенных пропорциях начинается интенсивное горение с выделением большого количества тепла.
Внимание! При использовании кислородных баллонов необходимо соблюдать предельную осторожность из-за высокого давления внутри них. Есть еще одна опасность – высокая активность газа при контакте с органическими веществами (маслами или жирами). Чистый кислород – очень сильный окислитель, который при взаимодействии с углеводородами вызывает возгорание с большим выделением тепла, что провоцирует взрыв.
Сколько кислорода содержится в баллоне 40 л? Номинальное давление газа в баллоне при +20°C – 14,7 МПа (по ГОСТу 5583). В таких условиях в него вмещается 6,3 м3 кислорода, по массе – 8,3 кг.
Плюсы и минусы
Среди преимуществ сварки ацетиленом и кислородом:
- Не требуется подключение к электричеству.
- Все оборудование мобильно.
- Можно проводить сварку даже на улице, а также в местах, где обычная сварка не эффективна.
- Легко избежать прожогов, просто удаляя горелку от детали.
- Можно менять степень нагревания сварочной ванны, регулируя направление пламени.
- Качество сварных швов выше, они прочнее, визуально смотрятся аккуратнее.
- Не нужно делать операционный стык.
- Стоимость расходных материалов, а также оборудования невысока.
Недостатки у такого метода сварки тоже есть:
- Площадь нагрева больше, чем при другой сварке, это может повлиять на всю деталь.
- Редко применяется для промышленных объектов.
- Длительность выше, чем у электрической сварки.
- Требуется высокий разряд от сварщика.
- Взрывоопасность высокая из-за применения ацетилена и кислорода.
- Автоматизировать процесс не получится.
- Нельзя сваривать внахлест.
Также нужно помнить, что сваривать детали этим методом может производить только человек с высокой квалификацией, так как это продвинутый уровень.
Назначение флюсов для газовой сварки
При нагревании во время сварочного процесса медь, алюминий, магний и сплавы на их основе интенсивно взаимодействуют с кислородом воздуха или сварочного пламени. В результате на металлической поверхности образуются оксиды, температура плавления которых превышает температуру плавления основного металла. Оксидная пленка значительно усложняет сварку.
Технология сварки ацетиленом
Чтобы ацетиленовая сварка была выполнена правильно, необходимо соблюдать технологию. Она описана в следующих шагах:
- Все оборудование проверяется на целостность.
- Подготавливается рабочее место и детали, которые нужно соединить.
- Открывается подача ацетилена, пока не возникнет запах.
- Поджигается горелка.
- Добавляется кислород до появления стабильного пламени синего цвета.
- Давление газа ацетилена обычно устанавливается на 2–4 атм, кислорода — до 2 атм, не выше.
- После можно переходить к сварке.
Сварка в домашних условиях
Сварка алюминия в домашних условиях обладает рядом особенностей. Рассмотрим их:
- Все работы нужно проводить в хорошо проветриваемых помещениях с низкой влажностью воздуха. Сварку можно проводить на улице в теплое время года (температура воздуха должна быть не менее 10 градусов). Если на улице недавно был дождь, то сварочные работы противопоказаны (лишняя влага в воздухе негативно влияет на шов).
- Сварочный стол должен быть пустым. Уберите с него посторонние металлические объекты, химически активные вещества, пластиковые изделия. Перед работами стол необходимо вымыть и вытереть насухо, чтобы избежать контакта расплавленного металла с водой.
- При выборе газа предпочтительней чистому аргону (без гелия), поскольку он обладает более высокой температурой детонации. Проволоку и компоненты сварочного аппарата (инвертор, горелка) не рекомендуется держать на столе. Это же правило распространяется на запасные компоненты аппарата.
- Если для очистки пленки Вы применяете химическое травление, то процедуру рекомендуется выполнять на открытом воздухе.
- Сварочные работы следует проводить в защитной рабочей одежде. Не забудьте также купить защитные очки, чтобы не повредить глаза. Если сварку Вы проводили на открытом воздухе, то по ее завершении детали нужно занести в помещение. Запрещено касаться шва до его полного остывания.
Обратите внимание, что многие алюминиевые изделия, которые можно встретить в продаже, не из чистого алюминия, а из дюралюминия (сплав с добавлением магния, меди, марганца). Сварка дюралюминия в домашних условиях отличается. У этого сплава немного отличаются физико-химические свойства (температура плавления, теплоемкость, текучесть). Перед проведением работ рекомендуется выполнить пробную сварку. Оптимальным методом сварки дюралюминия является аргонная технология в среде аргоно-гелиевой смеси.

Способы сварки

Способы сварки
То, насколько хорошо смешались металлы, трудно понять визуально, так как некрасивые швы могут быть и у очень прочных соединений, а красивые — у не особенно надежных. Поэтому стоит делать как можно меньший зазор между заготовками, а также проводить для большего уменьшения пространства между зазорами прихватки, тогда в качестве шва не будет сомнений.
Какая сварочная проволока применяется для газовой сварки?
Для сварки в качестве присадочных материалов применяют обычно проволоку, прутки и гранулы с химическим составом, аналогичным свариваемому металлу. Их температура плавления должна быть равна или ниже, по сравнению с обрабатываемым материалом. Поверхность проволоки – чистая, без ржавчины, масел, окалины. Проволока для газосварки и наплавки производится в соответствии с тем же стандартом, что и для дуговой сварки, – ГОСТом 2246.
Как поступить, если нет возможности достать сварочную проволоку требуемого состава? Для работы с нержавеющей сталью, медью, латунью или свинцом в порядке исключения используют полоски из материалов такой же марки, как и свариваемый металл.
Как выбрать проволоку в соответствии со свариваемым материалом и эксплуатационным назначением изготавливаемой продукции?
- Для ответственных сварных металлоконструкций и изделий рекомендуется применять марганцевую и кремнемарганцевую проволоку: Св-08ГА, Св-10Г2, Св-08ГС, Св-08Г2С.
- Для низколегированных марок используют низколегированную проволоку, содержащую хром.
- Для чугуна предназначаются прутки, выпускаемые по ГОСТу 2671. Они делятся на марку А, востребованную для горячей сварки с общим предварительным подогревом изделия, и Б – для сварки с местным подогревом. Марки НЧ-1 и НЧ-2 используют для низкотемпературной газосварки литых элементов.
- Для сварки алюминия и сплавов на его основе предназначена проволока, соответствующая ГОСТу 7871: Св-А1, Св-АМц, Св-АК-5, Св-АМг.
- Для меди и ее сплавов выпускается присадочная проволока, регламентируемая ГОСТом 16130 (М1, МСр1), или прутки М1р и М3р.
Оборудование и материалы
Ацетилено-кислородная сварка потребует таких инструментов:
- Баллоны с газами.
- Присадочный материал, подбирающийся в зависимости от рабочего металла, его толщины и иных параметров.
- Исправная горелка.
- Молоток, плоскогубцы.
- Иглы для чистки горелки.
- Металлическая щетка, а также специальные составы для очистки, обезжиривания поверхности рабочих деталей.
- Набор ключей, чтобы прикрепить редукторы и штуцера.
Газовая сварка ацетиленом стала популярной не зря. Она проста для хорошо подготовленного сварщика, не так дорога, не требует сложного оборудования. А швы получаются очень прочными, даже когда соединить нужно сложные конструкции. Главное, знать, как варить ацетиленом, а обо всех теоретических особенностях этого процесса говорится в этом материале.
Достоинства и недостатки
Сварка ацетиленом применяется в производстве различного оборудования вот уже порядка ста лет. И надо отметить, что эта технология актуальна, до сих пор несмотря на то, существует множество оборудования для выполнения электрической сварки, в том числе и с применением защитных газов.
Рекомендуем! Применение алюминотермитной технологии для сварки рельс на железной дороге
При применении ацетиленовой сварки используется искусственный газ ацетилен, что при переводе с латыни, по иронии судьбы, означает уксус.

Ацетиленовая сварка представляет собой вид газопламенной сварки. Начало ее широкого применения в промышленности для термического соединения металлов пришлось на начало прошлого века. А вот к концу того же столетия наметилось заметное падение использования как газопламенной сварки вообще, так и на ее разновидности на основе ацетилена, что вполне объективно обусловлено технологическим прогрессом, выразившимся в развитии и доступности других видов и способов сварки металлов.
Принцип ацетиленовой сварки
Принцип работы газопламенной сварки основан на высокотемпературном горении газов, в основном таких, как углеводороды с добавлением чистого кислорода.

При применении ацетиленовой сварки используется искусственный газ ацетилен, что при переводе с латыни, по иронии судьбы, означает уксус.
Вся особенность ацетилена, как химического вещества, заключается в строении его молекулы C2H2, которая имеет, кроме двух слабых водородных связей, еще и неустойчивую, но высокоэнергетическую тройную связь между атомами углерода.
Ацетилен получается при простой химической реакции карбида кальция СаС2 с водой. А вот само производство карбида кальция имеет довольно дешевый, с точки зрения промышленного производства, способ. Его получают путем прокаливания негашеной извести СаО и кокса (практически чистого углерода) в специальных печах. Получаемое при этом серое вещество с характерным запахом чеснока и является необходимым сырьем для дальнейшего получения газа ацетилена.
Особенности технологии
Дешевизна промышленного производства исходного сырья в виде карбида кальция и высокая температура пламени при горении с чистым кислородом в 3150⁰ C стали определяющими факторами в превосходстве ацетиленовой сварки над другими видами газопламенной сварки.
Так, при сравнении температуры горения ацетилена и других газов, хорошо вырисовывается его явное преимущество перед ними:

Приведем еще несколько особенностей ацетилена, выраженных в его свойствах:
- температура кипения составляет -83⁰ C, что способствует сравнительно легкому хранению в сжатом или сжиженном состоянии;
- при температуре в -90⁰ C ацетилен затвердевает;
- хорошо растворяется в воде и полностью поглощается органическими растворителями;
- может самопроизвольно взрываться при превышении температуры в 500⁰ C и при достижении давления в 2 атмосферы, но при определенных условиях.
Плюсы и минусы
Одной из особенностей использования газопламенной сварке на основе ацетилена является наличие большого количества как достоинств, так и недостатков.
| Плюсы | Минусы |
|---|---|
| самая высокая температура пламени горения смеси с чистым кислородом | необходимость в высококвалифицированном сварщике и опыте работы с газопламенной сваркой |
| возможность использования в полевых условиях за счет простого способа получения горючего газа на специальных генераторах непосредственно в месте проведения сварочных работ | высокая взрывоопасность, отсюда — особые условия по технике безопасности |
| способность сваривать чугун, медь, латунь и бронзу | возможность возникновения пережогов и перегревов из-за большой зоны термического нагрева, приводящих к значительным деформациям свариваемых деталей |
| возможность применения для соединения различных видов металлов, имеющих разные температуры плавления | эффективен только при сварке изделий до 5 мм толщиной |
| универсальность, работает с разными металлами | нет возможности механизировать и автоматизировать процессы газопламенной сварки |
| возможность плавной регулировки температуры пламени | большая загазованность места проведения работ |
| в сравнении с другими газами для газопламенной сварки, ацетилен является наиболее эффективным | невозможно обеспечить качественное соединение высоколегированных сталей |
Оборудование для ацетиленовой сварки
Так как процесс ацетиленовой сварки основывается на горении смеси газов один, из которых ацетилен, а другой — кислород, то для возможности проведения такого технологического процесса потребуется:
- Емкость для хранения кислорода. При мобильной версии оборудования — это стандартный кислородный баллон сине-голубого цвета для хранения и транспортировки сжатого кислорода на 40 л. Причем существует и более облегченная версия на 10 л. На промышленном производстве, при наличии собственной кислородной станции, подачу кислорода осуществляют по системе кислородопроводов.
- Емкость для генерации или хранения ацетилена. Для этого в одном варианте использовались стандартные баллоны для хранения и транспортировки сжатого газа серого цвета или сниженного, но уже красного цвета. В этом случае ацетилен вырабатывался промышленным способом, а баллоны заправлялись на специальных газогенераторных станциях.

Но наиболее широкое распространение имели так называемые газогенераторы, которые служили для генерации ацетилена непосредственно на месте проведения сварочных работ из карбида кальция. Такой аппарат представлял собой небольшую герметичную емкость, в свою очередь состоящую из двух объемных отделений: внешнего и внутреннего, имеющих общую нижнюю полость.
- Дополнительное газобаллонное оборудование, состоящее из резиновых кислородных шлангов, как правило, рассчитанных на 10-16 атм и газовых редукторов для каждого вида газа в отдельности. Причем ацетиленовый редуктор имел черный цвет и все резьбовые соединения левосторонней направленности, а вот кислородное оборудование было синего цвета и могло накручиваться только правосторонней резьбой.
Эта резьбовая особенность разделения принадлежности оборудования к тому или иному газу была сделана в целях техники безопасности, чтобы при подготовке сварочного оборудования к работе сварщик случайно не перепутал шланги и редуктора, так как это могло привести к аварийной ситуации.
- Сварочные горелки, представляющие собой систему трубок с запорно-регулирующими кранами, смесительной камерой и соплом. Так же, как и на редукторах, каждый вид газа имеет свой собственный штуцер с левой или правой резьбой соответственно.
Сегодня этот вид сварки практически уходит в небытие, оставляя за собой прочные позиции в ювелирной промышленности и точном приборостроении.
А раньше, в 70-90 годах прошлого столетия, ацетиленовый генератор, сделанный своими руками из баллона обычного углекислотного огнетушителя, был одним из самых распространенных и доступных сварочных аппаратов для ремонта кузовов автомобилей в условиях простого гаража.
Если у вас есть свой опыт использования ацетиленовой сварки, то поделитесь им в блоке комментариев.
Читайте также: