
Столярные соединения своими руками
Добавил пользователь Дмитрий К. Обновлено: 18.09.2024
При изготовлении мебели, дверей и других изделий из дерева, используются несколько видов столярных соединений. И хотя разновидностей таких соединений сотни, самых распространенных всего 10-20. Зная способы сборки, можно сделать любую мебель своими руками, даже в условиях маленькой домашней мастерской.
Здесь представлен далеко не весь список столярных соединений, но и этих в принципе достаточно для изготовления качественной мебели.
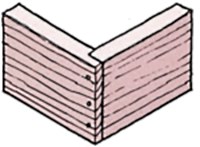
1. Угловое соединение встык.
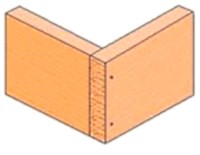
Используется для сборки углов корпусной мебели. Это самый простой вариант сборки, он подходит для изготовления изделий не только из дерева но и из ЛДСП (ламината). Кромки деталей совмещаются углом и притягиваются саморезами или евриками (конфирматами). Таким способом можно собрать мебель из столярных щитов, статья тумбочка под телевизор.
Нужно знать два самых важных момента для использования такой технологии. Торцы деталей должны быть отпилены точно под углом 90* и обязательно надо рассверлить отверстия под саморезы в верхней детали, чтобы заготовка не лопнула. Подобную связку при необходимости можно усилить с помощью установки деревянного бруска внутри угла или металлических уголков. Дополнением могут служить и вставные круглые шипы, шканты. По теме статья столик для спальни.
2. Стыковка, сплачивание двух деталей по кромкам.
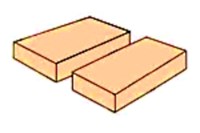
Чтобы получить большую поверхность детали, заготовки (делянки) соединяются кромка к кромке. Самый лучший вариант пристрагивание и склеивание деталей. Но есть и другие способы соединения. Это может быть фрезеровка кромок для соединения паз — гребень (шпунтованные доски), установка в кромки круглых вставных шипов (шкантов) или плоских вставных шипов (сплайнов). Еще для сплачивания досок используется установка на щит поперечных брусков ласточкин хвост, или просто прямоугольных притянутых саморезами.
3. Рамочное угловое соединение.

Применяется для сборки столярных коробок и рамок для картин, фото и зеркал. Кроме того так собираются коробки дверей и других фрагментов мебели. При этом углы запиливаются под углом 45* и склеиваются. Это соединение недостаточно прочное, поэтому обязательно нужно сделать усиление угла плоскими вставными шипами. Шипы можно делать как внутренние, в заранее пропиленные пазы, так и наружные, где паз пропиливается после склеивания рамки. Вставные шипы использовались для сборки большой рамы, чтобы сделать зеркало в спальне. Другой способ усиления применяется при сборке дверных коробок из магазинных деталей, там торцы запиливаются под углом, а затем притягиваются саморезами снаружи коробки. Устанавливаем двери своими руками, статья дверная коробка. Такой способ соединения используется и для сборки других деревянных изделия, смотри рамки своими руками.
4. Угловое соединение в полдерева.
От торца детали отмечается ширина другой детали, делается пропил по разметке и зачистка площадки фрезером или стамеской, на глубину половины толщины детали. Далее детали мажут клеем, стыкуют и сжимают для склеивания.
Конечно такой вариант сборки сделать намного проще, чем полноценный шип и паз. Но при этом надежность такой сборки будет ниже, хотя для некоторых изделий этого вполне достаточно. Такой способ сборки подойдет и для изготовления небольших рамочек для фотографий, если хорошо склеить, то рамка будет держаться много лет. Похожий вариант сборки в статье табурет своими руками.
5. Соединение в четверть.
Угол собирается примерно тем же способом что и в пункте №1. Но при этом на одной детали выбирается четверть, в которую устанавливается торец другой детали. Такое решение применяют по необходимости, например если нужно спрятать торцы детали на фасадной стороне изделия. При сборке деревянных изделий места стыка мажутся клеем и затем притягиваются саморезами. Подобное соединение без шурупов или шкантов не достаточно прочное. Подробнее в статье ящичное соединение.
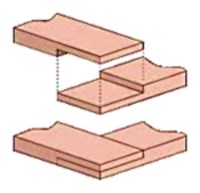
6. Торцевое соединение в паз.
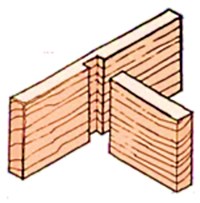
Такая сборка подойдет для установки в корпус мебели дополнительной расскрепляющей полки. Это бывает нужно если вы делаете большой шкаф и вам надо усилить устойчивость корпуса. По разметке на пласти детали пропиливаете ножовкой и выбираете стамеской паз, по ширине точно равных толщине полки и по глубине на половину толщины стенки. Подобный вариант часто выбирается при сборке стеллажей или установке ступеней лестницы в тетивы.
7. Ящичное соединение ласточкин хвост.
8. Многошиповое ящичное соединение.
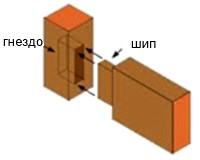
9. Шиповое соединение.
Пожалуй самый распространенный и популярный способ сборки деревянных изделий. Используется для сборки столярных рамок при изготовлении мебели и дверей. Шиповое соединение самое прочное и качественное из всех известных. Такой вариант так же доступен для ручного изготовления, на торце одной детали размечается и выпиливается пилой — наградкой шип, а на другой задалбливается долотом и стамеской гнездо. Как сделать шипы, статья шиповое соединение.
Правда сейчас вручную никто уже не работает. Шип делают с помощью стационарного или ручного фрезера, а гнездо задалбливают на долбёжном станке. Чаще всего долбёжка — это специальный сверлильный станок, где патрон со сверлом установлен горизонтально. На картинке глухой коренной шип, но есть и другие варианты. В некоторых случаях используются плоские и круглые вставные шипы, как в статье подставка для цветов.
Для изготовления деревянных оконных рам применяют открытый шип, там выдалбливается не гнездо, а выпиливается открытая проушина. Ещё способ вклейка вставного плоского шипа, в этом случае на обеих деталях долбятся гнезда и к ним делаются шипы, подходящие по толщине, длине и ширине.
В качестве шипов можно использовать куски мебельной фанеры. Есть ещё круглые вставные шипы — шканты. Они могут пригодиться для ремонта домашней мебели, статья ремонт стула.
Современные способы соединения деревянных деталей, например кондуктор для сверления, не могут дать такую же прочность и долговечность столярным изделиям. как классические варианты. Но они отличаются быстротой и простотой сборки мебели.

Профессиональная разметка с помощью точных инструментов
Плотные соединения изделий из дерева начинаются с аккуратной и точной разметки. Это особенно важно, если вы изготавливаете соединения вручную и линии разметки служат ориентирами для инструментов. Точность механической обработки зависит от аккуратной настройки упоров, стопоров, вылета и наклона пильных дисков и фрез. Далее описаны шаги, которые помогут добиться великолепных результатов. Для этого не требуется уникальное оборудование, но следует выбирать инструменты, которые гарантируют аккуратность и эффективность. Кроме того, выработайте привычку соблюдать следующие правила при измерениях и разметке.

Не всегда удается точно выровнять конец линейки с торцом заготовки, поэтому в такой ситуации лучше, как говорят, пожертвовать нулем. Совместите с торцом следующее порядковое деление и отметьте размер в соответствии с ним.
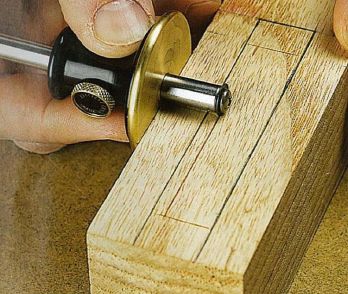
Чтобы провести тонкую линию параллельно грани заготовки, используйте рейсмус. Показана разметка контура гнезда на стойке после определения положения конца перекладины

Острый нож оставляет тончайшую линию, обеспечивая высокую точность разметки. В некоторых случаях углубленная линия становится также стартовой позицией для стамески

Когда нужно измерить толщину заготовки и пазового диска или ширину паза, электронный штангенциркуль избавит от ошибки, показывая точный размер
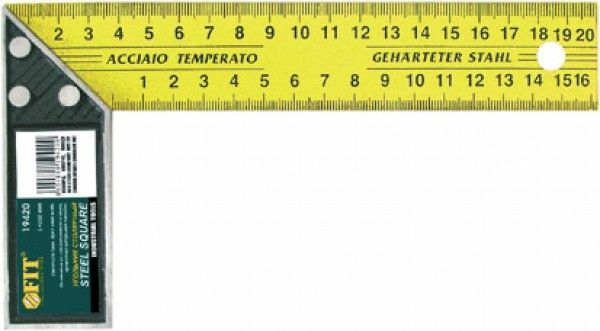
Убедиться, что упоры станка установлены точно под углом 90°, можно с помощью стального угольника
Точная настройка станков для точной обработки деталей
Станки и электроинструменты обеспечат великолепные результаты только при условии их правильной настройки и регулировки. На этой странице показаны основные особенности настройки трех машин, главных для большинства мастерских: пильного и строгально-фуговального станков, а также фрезерного стола. Подготовив их к работе, помните следующие правила.
- Прежде всего, сделайте заготовки одинаковой толщины. Начинайте работу над любым проектом с обработки всех заготовок до одной и той же толщины. Любые различия в толщине затрудняют получение аккуратных соединений и вызывают необходимость в дополнительной подгонке шлифовке и циклевании.
- Разумный подход. Длинные доски неудобно обрабатывать, поэтому лучше сразу раскроить их на заготовки с небольшим припуском, с которыми проще управляться, добиваясь необходимой точности.
- Проверяйте размеры дважды. Реальная толщина плитных и листовых материалов, как правило, отличается от номинальной, поэтому для их измерения следует использовать штангенциркуль. Только после этого выпиливайте пазы, шпунты и фальцы соответствующей ширины.
Настройка пильного станка
Прежде чем что-то пилить, проверьте параллельность диска пазам в столе, настройте поперечный (угловой) упор на угол 90°, а затем установите продольный упор параллельно диску. При продольном пилении используйте прижимную гребенку, удерживающую заготовку плотно прижатой к продольному упору.

Настройка пильного станка
Настройка строгального станка
Выровняйте задний стол с высшей точкой траектории режущих кромок ножей, как показано на рисунке справа. Затем с помощью проверенного угольника убедитесь, что продольный упор установлен точно под прямым углом к заднему столу. Чтобы добиться отличного результата, при строгании всегда прижимайте заготовку к упору. Медленно подавайте доску на вращающуюся ножевую головку. Когда передний конец доски пройдет над ножами, сместите вперед место приложения прижимного усилия, чтобы доска прижималась к заднему столу. Для получения хорошего результата отрегулируйте задний стол и продольный упор.

Настройка строгального станка
Подготовка фрезерного стола
Планируйте выполнение большей части фрезерных работ за несколько проходов, настроив упор на окончательную высоту или ширину для последнего прохода. Фиксируйте положение фрезера после каждого изменения вылета фрезы. При выборке пазов, шпунтов, фальцев и других элементов соединений используйте прижимы, подобные показанной здесь прижимной гребенке. Нетрудно сделать самому, для этого не потребуется много материала.
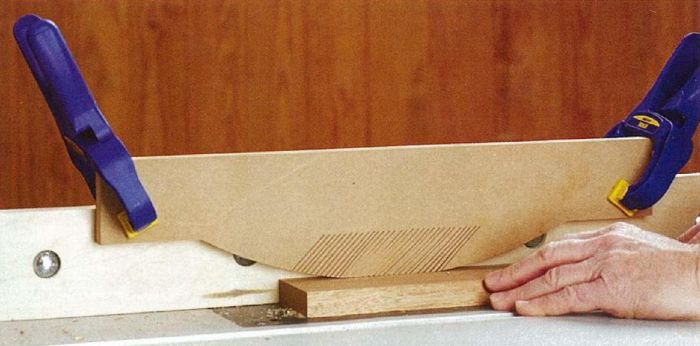
Подготовка фрезерного стола
Окончательная подгонка гарантирует успех
Вне зависимости от того, сколько соединений требуется изготовить на станке, после каждого изменения настроек всегда делайте пробные проходы и образцы соединений, используя обрезки. Регулировку следует продолжать до достижения плотной сборки пробного соединения и только после этого приступить к обработке деталей проекта. Но несмотря на все ваши старания, порой можно обнаружить несовершенство в соединениях. Опилки на пильном столе или незаметное коробление ранее остроганной заготовки могут испортить работу и сделать сборку невозможной. Если деталь слишком толстая или широкая, не поддавайтесь искушению подогнать размер с помощью станков. Точную подгонку лучше доверить ручным инструментам.
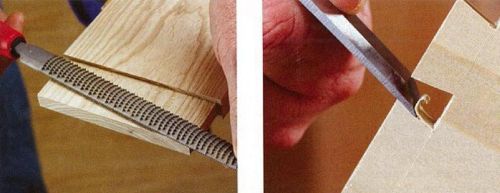
- Маленький зензубель. С его помощью удается быстрее всего снять слой толщиной от 0,5 мм и более с широкого шипа или гребня. Зензубель с малым углом наклона железки особенно эффективен при работе поперек волокон. Выступающая сбоку режущая кромка позволяет обрабатывать внутренний угол вплотную к плечику шипа.
- Рашпиль или напильник. Плоский рашпиль, с крупной насечкой быстро удаляет материал, но оставляет более грубую поверхность, чем рубанок. Плоский напильник работает медленнее, но им хорошо выглаживать поверхность.
- Наждачная бумага. Если вам требуется снять совсем немного материала с шипа или другой широкой поверхности, наклейте кусок наждачной бумаги зернистостью 100 единиц на подходящий обрезок доски или пробковый брусок. Используйте самоклеящуюся наждачную бумагу или наклейте обычную с помощью аэрозольного клея или двухстороннего скотча. Такой способ позволяет обработать только одну плоскость, не затронув смежные, как это бывает, если просто обернуть брусок наждачной бумагой.
- Стамеска. Различной ширины клинки позволят удалить материал из любых труднодоступных мест. При зачистке плоской поверхности держите стамеску фаской вверх, прижимая ее плоскую переднюю грань к древесине.
Применяя рашпиль, стамеску или любой другой инструмент для удаления материала, не спешите и регулярно проверяйте результат, соединяя детали.
Тщательно планируйте последовательность сборки
Вы аккуратно выпилили все детали, добились плотности во всех соединениях и теперь готовы заняться сборкой. Но прежде чем открыть флакон с клеем, обязательно проведите пробную сухую сборку (без клея). Собирая изделие, определите, в каком порядке лучше соединять детали, сколько струбцин потребуется для плотного сжатия всех соединений и как лучше разместить струбцины, чтобы не было перекосов.
Сборку больших и сложных проектов лучше разделить на несколько простых этапов, вместо того чтобы суетиться, пытаясь склеить все детали за один раз. Например, делая шкафчик с филенчатыми боковинами, сначала соберите рамы с филенками, а затем приступайте к основной сборке. Такой подход дает вам больше времени для проверки всех соединений и требует меньше струбцин. Другой способ выиграть время — использовать клей с увеличенным временем схватывания. Например, обычный желтый клей Titebond заставляет провести всю сборку за 15 минут, а разновидность Titebond Extend позволяет выравнивать склейку в течение 25 минут.
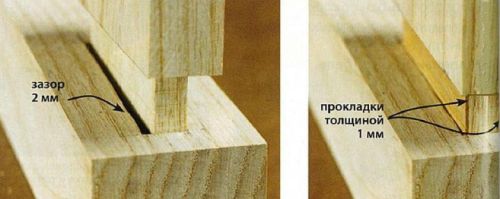
При установке струбцин убедитесь, что их давление приходится на середину соединения. Неправильно установленная струбцина может деформировать детали так, что между ними образуется зазор. Иногда, несмотря на все старания, соединения не получаются аккуратными. Случайно соскользнувший инструмент, невнимательность или незамеченные опилки около упора приводят к тому, что соединение оказывается неплотным или в нем появляется заметный зазор.
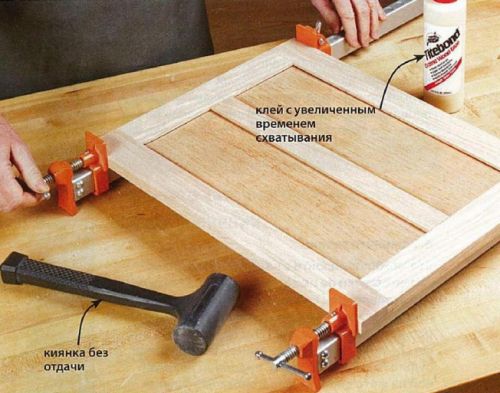
Собирайте шкафчик поэтапно, склеив сначала небольшие боковые филенчатые рамы. Тогда вы сможете уделить больше внимания каждому соединению. Затем приступайте к сборке корпуса
Как можно спасти кажущуюся испорченной работу?
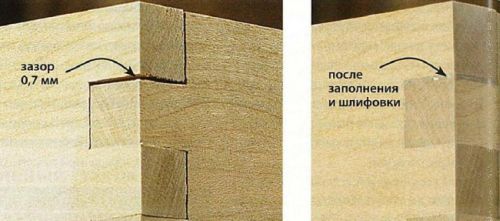
Заполните небольшие зазоры
Зазор можно замазать смесью быстросхватывающегося эпоксидного клея с пылью от шлифовки такой же древесины (смесь должна иметь консистенцию густой пасты). Лучше использовать именно эпоксидный клей вместо ПВА, так как шпаклевка неминуемо размазывается по прилегающим к соединению поверхностям и эпоксидный клей застывает, не впитываясь в древесину. Излишки такого состава нетрудно удалить шлифовкой, чтобы не возникли проблемы при нанесении отделки. Применяйте такой метод заполнения, когда на первое место выходит внешний вид соединения, а не его прочность.
Заполните небольшие зазоры
Добавьте прокладки
Если при пробной сборке шип болтается в гнезде, такое соединение не будет прочным. Заполнение зазоров клеем не принесет пользы, поэтому не поленитесь усилить слишком тонкую часть с помощью древесины. Выпилите две накладки, чтобы шип стал чуть толще, чем требуется, и приклейте их с обеих сторон. После просушки снова подгоните шип к размерам гнезда.
Превратите недостаток в достоинство
Иногда лучше не скрывать следы ремонта, а сделать их видимыми. В слишком узком ясеневом шипе, сделали два пропила и вставили в них тонкие клинья из вишни, которые плотно прижали узкие щечки шипа к краям гнезда. В других случаях, например, при соединении потайным шипом, небольшие фаски или закругления вдоль ребер плечиков сделают неплотный стык менее заметным.
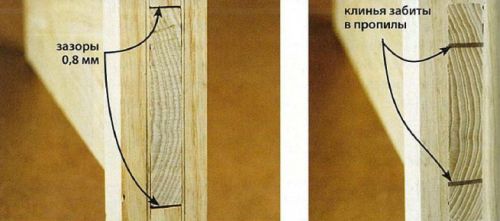
Иногда лучше не скрывать следы ремонта, а сделать их видимыми
Замените деталь
Это может произойти с каждым из нас. Некоторые ошибки не имеет смысла исправлять по двум причинам: (1) если независимо от вашего мастерства и старания неприглядный дефект останется заметным или (2) если быстрее и проще сделать новую деталь взамен испорченной.

Кроме обработки цельных кусков древесины, часто приходится соединять деревянные детали в узлы и конструкции. Соединения элементов деревянных конструкций называют посадками. Соединения в конструкциях деревянных деталей определяются пятью видами посадок: напряженная, плотная, скользящая, свободная и очень свободная посадка.
Узлы — это части конструкций в местах соединения деталей. Соединения деревянных конструкций подразделяются на виды: торцевые, боковые, угловые Т-образные, крестовидные, угловые L-образные и ящичные угловые соединения.
Столярные соединения имеют более 200 вариантов. Здесь рассмотрены только соединения, которыми пользуются на практике столяры и плотники.
Торцевое соединение (наращивание) — соединение деталей по длине, когда один элемент является продолжением другого. Такие соединения бывают гладкие, зубчатые с шипами. Дополнительно их закрепляют клеем, шурупами, накладками. Горизонтальные торцевые соединения выдерживают нагрузки на сжатие, растяжение и на изгиб (рис. 1 — 5). Пиломатериалы наращивают в длину, образуя на концах вертикальные и горизонтальные зубчатые соединения (клиновой замок) (рис. 6). Таким соединениям не нужно быть под давлением в течение всего процесса склеивания, так как здесь действуют значительные силы трения. Зубчатые соединения пиломатериалов, выполненные фрезерованием, отвечают первому классу точности.
Соединения деревянных конструкций должны быть изготовлены тщательно, в соответствии с тремя классами точности. Первый класс предназначен для измерительного инструмента высокого качества, второй класс — для изделий мебельного производства, а третий — для стройдеталей, сельскохозяйственного инвентаря и тары. Боковое соединение кромкой нескольких досок или реек называют сплачиванием (рис. 7). Такие соединения применяют в конструкциях полов, ворот, плотничных дверей и т. д. Дощатые, реечные щиты дополнительно укрепляют поперечинами и наконечниками. При обшивке потолков, стен верхние доски перекрывают нижние на 1/5 — 1/4 ширины. Наружные стены обшивают горизонтально уложенными досками внахлёст (рис. 7, ж). Верхняя доска перекрывает нижнюю на 1/5 — 1/4 ширины, что обеспечивает отвод атмосферных осадков. Соединение конца детали со средней частью другой образует Т-образное соединение деталей. Такие соединения имеют большое число вариантов, два из которых показаны на рис. 8. Эти соединения (вязки) применяют при сопряжении лаг перекрытий и перегородок с обвязкой дома. Соединение деталей под прямым или косым углом называют крестовидным соединением. Такое соединение имеет один или два паза (рис. 3.9). Крестообразные соединения применяют в конструкциях крыш и ферм.
Соединения двух деталей концами под прямым углом называют угловыми. Они имеют сквозные и несквозные шипы, открытые и впотёмок, вполупотёмок внакладку, вполдерева и т. п. (рис. 10). Угловые соединения (вязки) применяют в оконных неверных блоках, в соединениях парниковых рам и др.Шиповое соединение впотемок имеет длину шипа не менее половины ширины соединяемой детали, а глубина паза на 2 — 3 мм больше длины шипа. Это необходимо чтобы соединяемые детали легко сопрягались друг с другом, и в гнезде шипа после склеивания оставалось место для излишков клея. Для дверных рам применяют угловое шиповое соединение впотемок, а для увеличения размеров соединяемой поверхности— вполупотемок. Двойной или тройной шип повышает прочность углового соединения. Однако прочность соединения определяется качеством его выполнения. В мебельном производстве широко применяют разнообразные угловые ящичные соединения (рис. 11). Из них наиболее простое — открытое сквозное шиповое соединение. До изготовления такого соединения на одном конце доски шилом размечают по чертежу шипы. По разметке боковых частей шипа пилкой с мелкими зубьями делают пропил. Каждый второй пропил шипа выдалбливают стамеской. Для точности соединения сначала пропиливают и выдалбливают гнезда для шипов в одной детали. Ее накладывают на конец другой детали и размельчают. Затем пропиливают, выдалбливают и соединяют детали, зачищая соединение рубанком, как показано на рис. 11.
Углы рам и ящиков соединяют прямым открытым сквозным шиповым соединением (рис. 3.13, а, б, в). При повышенных требованиях к качеству (с наружной стороны шипы не видны) угловую вязку выполняют косым соединением впотёмок, паз и гребень или косым соединением на рейку, как показано на рис. 13, г, д, е, ж и на рис. 14.
Коробчатую конструкцию с горизонтальными или вертикальными поперечными элементами (полки, перегородки) соединяют с помощью угловых Т-образных соединений, показанных на рис. 15.
В соединении элементов верхнего пояса деревянных ферм с нижним используют угловые врубки. При сопряжении элементов фермы под углом 45° или менее в нижнем элементе (затяжке) делают одну врубку (рис. 16,а), при угле более 45° — две врубки (рис. 16,6). В обоих случаях торцевой пропил (врубка) перпендикулярен направлению действующих сил.
В самом простом соединении деревянных деталей участвуют шип и гнездо. Гнезда для шипов, а также проушины выполняют долблением по разметке. Для долбления используют долото и стамески. Долотами выдалбливают прямоугольные гнезда,- а стамесками выбирают гнезда в узких и тонких деталях, зачищают шипы и гнезда, подгоняют соединения, срезают фаски. Кроме того, стамески используют для обработки криволинейных поверхностей в тех случаях, когда это невозможно сделать другим инструментом, например рубанком.
Долото (рис. 1) бывают плотничные и столярные. Ручки долот делают из сухой древесины лиственных пород: бука, граба, клена, ясеня и др. Инструмент должен быть остро заточен; выкрашивания на лезвии не допускаются. В случае сквозного гнезда заготовку размечают с обеих сторон (рис. 2, а), в случае несквозного — с одной (рис. 2, б). Сквозное гнездо сначала выбирают с одной стороны заготовки, затем — с другой.
Долото подбирают по ширине гнезда. Для удобства одинаковые гнезда иногда выбирают одновременно в нескольких деталях, сложенных в стопу. Долото для работы ставят фаской внутрь гнезда, отступив от линии разметки на 1…2 мм (рис. 2, в). Это необходимо для зачистки гнезда стамеской. Во время работы долото держат перпендикулярно. За первым ударом по долоту, поставленному поперёк волокон, перерезаются волокна, за вторым ударом по долоту, отставленному внутрь гнезда, отделяется стружка (рис. 2, г).
| Рис. 1. Долото: а — плотничное (ширина лезвия — 16, 20, 25 мм); б — столярное (ширина лезвия — 6, 8, 10, 12, 16, 20 мм). |
| Рис. 2. Долбление гнезд долотом: а — сквозное гнездо; б — несквозное гнездо; в — положение долота; г — прием долбления. |
| Рис. 3. Киянки: а — круглая; б — призматическая. |
| Рис. 4. Использование упора при долблении: 1 — струбцина; 2 — деталь; 3 — металлический упор; 4 — долото. |
| Рис. 5. Стамески: а — плоская (ширина лезвия — 4, 6, 8, 10, 12, 16, 20, 25, 32, 40, 50 мм); б — полукруглая (ширина лезвия — 4, 6, 8, 10, 12, 16, 20, 25, 32, 40 мм). |
Стружку подрезают обязательно на всю глубину гнезда — до прорубленных волокон, иначе не получится гнездо с ровными краями. При долблении проушин, когда боковые стороны гнезда подпилены, выполняют поднутривание, т. е. подрезают углы проушины под последующее чистовое долбление.
Киянки, которыми при долблении наносят удары по инструменту, бывают круглыми или призматическими (рис. 3). Материалом для киянок служит древесина вяза, граба, калины.
При, долблении отверстия в толстой заготовке рекомендуется пользоваться упором (рис. 4), представляющим собой металлическую полоску толщиной 1 — 1.5 мм, выгнутую под углом 90°. Такой упор крепят на брусе струбциной. Чтобы при зажиме не испортить поверхность детали, под полоску необходимо подложить прокладку.
Стамесками (рис. 5) обрабатывают гнезда, кромки, пазы и фаски. Криволинейные поверхности обрабатывают полукруглыми стамесками, все остальные — плоскими. Угол затачивания стамесок — 25°.
Приёмы работы стамеской показаны на рис. 6. Производя резание стамеской, левой рукой регулируют толщину снимаемой стружки и направление резания, а правой продвигают стамеску. В тонких деталях гнезда и проушины выдалбливают стамесками с применением киянки, во всех других случаях используют нажим руки.
Так как инструмент имеет острую режущую часть, то всякая потеря внимания во время работы неизбежно ведет к травме, поэтому при работе стамеской нужна предельная внимательность и знание основных правил пользования ею. Запрещается резать стамеской на себя, с упором детали на грудь, с расположением детали на коленях, на весу и в направлении поддерживающей руки.
В продаже бывают стамески кованые, обладающие лучшими режущими качествами, и штампованные. Полукруглые стамески с небольшой шириной режущей части, а также стамески-клюкарзы изготавливают, как правило, сами мастера. Они служат для выбирания древесины в круглых гнездах при выполнении несложных резных работ. Такие стамески бывают и в наборах инструментов для резьбы по дереву.
Для работы столяру достаточно иметь два долота с лезвием шириной 6 и 12 мм, а также набор стамесок с лезвием шириной от 2 до 16 и 25, 40 мм.
| Рис. 6. Работа стамеской: а — подстрагивание; б — поперечное подрезывание; в — подрезывание вдоль волокон; г — снятие фаски на ребре; д — снятие фаски на торце; е — зачистка торца. |
Резец, режущий древесину, встречает ее сопротивление. Величину сопротивления, которую резец встречает на площади 1 м2 поперечного сечения стружки, называют удельным сопротивлением резанию. При резании древесины различают углы, образуемые передней и задней гранями резца с поверхностью обработки (рис. 8).
Угол между передней и задней гранями резца называют углом заточки. Для строгальных ножей и стамесок он составляет 20…30° и зависит от твердости обрабатываемого материала.
| Рис. 7. Элементы резца: 1 — передняя грань; 2 — боковая грань; 3 — задняя грань | Рис. 8. Схема углов резца и направлений резания: 1 — обрабатываемая поверхность; 2 — обработанная поверхность; 3 — угол заточка; 4 — угол резания |
Угол между передней гранью резца и поверхностью обработки называют углом резания. У строгальных ножей ручного инструмента он составляет 45…50°, а станочного — 45…65°. Чистота обработки поверхности зависит от величины угла резания — чем он больше, тем ровнее поверхность. Увеличение угла резания увеличивает силу резания. Чистота обработки поверхности зависит от скорости вращения инструмента и подачи материала. Другими словами, чем больше скорость вращения инструмента и меньше скорость подачи, тем выше чистота обработки поверхности. Угол между задней гранью резца и поверхностью обработки называют задним углом. Величина этого угла зависит от угла заточки и угла резания.
Различают три основных варианта резания (рис. 9): поперек волокон, вдоль волокон и резание в торец. Резание в торец требует наибольших усилий. Резание наискось (под углом к направлению волокон) выполняют при косослойной или свилеватой древесине. Резание вдоль волокон в 2…2,5 раза меньше чем резание поперек волокон.
Сила резания зависит не только от угла заточки и угла резания, но и от твердости древесины, ширины лезвия резца, влажности древесины, направления резания, заточки резца и сил трения об опилки и стружку.
Твердая древесина (дуб, бук, ясень, груша и др.), а также древесина, имеющая сучки, свилеватость, косослой, при обработке требует больших усилий. Неоднородность структуры древесины предопределяет неодинаковую величину сопротивления, зависящую от направления резания.
Форма стружки зависит от направления резания. При резании в торец стружка получится в виде опилок. При резании вдоль волокон образуется лентообразная стружка. При резании древесины поперек волокон получается стружка в виде мелкой щепы, а обработанная поверхность становится шероховатой.
Затупление резца требует увеличения силы резания. Тупой резец не перерезает, а вжимает и рвет древесину. Из-за затупления резца после 4 ч работы сила резания возрастает в 1,5 раза. Тупой резец увеличивает трение между резцом и стружкой, требующей дополнительных усилий и перегрева резца.
Влажная древесина обрабатывается легче, чем сухая, из-за твердости последней. Однако чистота обработки влажной древесины ниже из-за ворсистости.
Чистота обработки древесины зависит от направления резания. Резание вдоль волокон дает гладкую поверхность. При резании поперек волокон чистота обработки возможна при остром резце и очень тонкой стружке. Резец, обрабатывающий древесину, углубляется в нее, стружка из-за эластичности отделяется до того, как прикоснется резец, и обрабатываемая поверхность имеет шероховатость. Это характерно при резании поперек волоки (рис. 10,а). Для получения чистоты обработки поверхности перед резцом ставят подпорную линейку. Чистую поверхность можно получить, если резец строгального инструмента (ручного, электрифицированного или станочного) дополнить стружколомателем (рис. 10,в, г). Он увеличивает угол резания, ломает стружку, превращая в спираль. Чем тоньше толщина стружки, тем лучше чистота обработки поверхности.
| Рис. 9. Резание древесины: а — резец в открытом резании; б — резец в закрытом резании; в — направления резания; 1 — поперек волокон — в торец; 2 — вдоль волокон; 3 — в тангентальном направлении; 4 — в поперечно-торцевом направлении; 5 — в продольно-торцевом направлении; 6 — в продольно-поперечном направлени. |
| Рис. 10. Приемы резания: а — откалывание стружки до ее срезания; б — резание с подпорной линейкой; в — применение стружколомателя; г — с увеличением угла резания. |
Увеличение резцов (зубьев дисковой пилы, ножей на валу строгального станка и т. д.) уменьшает толщину стружки и повышает чистоту обработки.На качество обработки древесины любой породы, включая наличие пороков (сучки, косослой, свилеватость и др.), влияет скорость движения резца. С увеличением скорости вращения режущего инструмента становится более мелкой волнистость стружкообразования, что повышает чистоту обрабатываемой поверхности. На чистоту обработки отдельных участков влияют пороки, свойства древесины, острота резцов, неточность в разметке, нарушение технологии.Деформации древесины, вызванные ее влажностью, превосходят допустимые в деревеобработке отклонения в размерах. До обработки пиломатериалов для плотничных и столярных деталей проверяют влажность древесины.
Читайте также: