
Станок вольнова своими руками
Добавил пользователь Skiper Обновлено: 04.10.2024
Когда нужно согнуть металлические круглые или профильные трубы, то вручную сделать это не получится. Попытаться, конечно, можно, но конечный результат не оправдает ваших ожиданий.
Для сгибания трубопроката необходимо использовать специальные приспособления — станки-трубогибы. Конструкция некоторых устройств позволяет также сгибать полосы металла и даже уголки.
Наиболее популярны сегодня так называемые профилегибы. Сделать трубогибы для профильной трубы своими руками можно даже из подручных материалов.
Такие станки будут полезны как на даче (например, если вы затеяли строительство теплицы), так и в домашней мастерской при изготовлении различных самодельных приспособлений.
Но давайте обо всем по порядку. Трубогибы отличаются как способом сгибания заготовок, так и типом привода. Сами станки можно купить в магазине или заказать через интернет.
Однако, учитывая их стоимость, далеко не всегда в этом есть резон — особенно если вы не планируете пользоваться трубогибочным станком на постоянной основе.

При наличии необходимого материала (или возможности его достать), а также, имея навыки работы со сваркой и стандартный набор электроинструмента, нет ничего сложного в том, чтобы самому изготовить станок трубогиб своими руками.
Единственное — вам необходимо будет определиться сначала с типом самой конструкции и приводом.
В большинстве случаев можно обойтись без чертежей, но их наличие и умение с ними работать — упростит задачу. Подробную информацию вы можете прочитать в нашей статье.

Обратите внимание: на нашем сайте вы найдете самые разные варианты гибочных станков — выбирайте тот, который устроит именно вас.
Виды трубогибов, которые можно сделать
Эти приспособления отличаются по своему назначению. Например, если нужно согнуть круглую трубу из металла, используются гибочные станки, рассчитанные конкретно под круглые трубы.
Как правило, такие самодельные конструкции имеют ролики (или же вальцы) с канавки под определенный диаметр заготовки. Однако в некоторых случаях могут использоваться и штампы с канавками для круглой трубы.

Для сгибания квадратных и прямоугольных профильных труб, а также стальных полос используются уже немного другие устройства. И их чаще всего называют профилегибами (или трубогибами для профильной трубы).
Конструкции трубогибов могут отличаться и в зависимости от того, что вы хотите получить в итоге: просто согнуть трубу под определенным углом либо же нужно сделать дугу или кольцо.
Если вы планируете сделать своими руками серьезную конструкцию, которую в случае необходимости можно подстраивать под разные режимы работы, то без подробного чертежа трубогиба сложно будет обойтись.

Ну а в том случае, если вам требуется простенький бюджетный трубогиб, то можно все сделать и без чертежа.
Некоторые конструкции довольно компактны и без проблем помещаются на столе или фиксируются в слесарных тисках. Другие модели — требуют отдельного места в мастерской, и это тоже необходимо учитывать.
Трубогибы с обкатным роликом
Данная конструкция довольно популярна среди мастеров-самодельщиков. Часто для ее изготовления используются подручные материалы, которые есть в гараже или мастерской.
При этом размеры самой приспособы могут быть небольшими, что позволяет без проблем установить ее на рабочем столе.
Сделать такой гибочный станок трубогиб своими руками под силу каждому. И для этого не потребуется много времени. Один из бюджетных вариантов представлен в статье на сайте.

В качестве основания гибочного станка выступает металлическая пластина. Ролики для обкатки (или прижимные ролики) можно сделать на токарном станке. Если нет токарного, можно заказать ролики у токаря.
Два прижимных ролика устанавливаются вплотную друг к другу, к ним крепятся металлические полосы. Рукоятку для трубогиба можно изготовить из небольшого отрезка круглой трубы.
К основанию (металлической пластине) крепится ручка-рычаг с роликами и упор для заготовок.
Основание можно закрепить на столе с помощью болтов, просверлив отверстия, или же просто зафиксировав струбцинами. Также можно приварить к основанию кусок пластины, чтобы зажимать в слесарных тисках.
Делаем арбалетный трубогиб
Одна из особенностей данной конструкции заключается в том, что использовать ее можно как в горизонтальной, так и вертикальной плоскости.
И в данном случае вместо обкатных прижимных роликов используется штамп (или шаблон) под конкретный диаметр трубы. И эти насадки при необходимости можно менять.
Как самостоятельно сделать трубогиб своими руками, который работает вертикально, вы можете прочитать в обзорной статье. В таких устройствах как правило использует гидравлический привод — из автомобильного домкрата.

При помощи данного самодельного гибочного станка можно сгибать круглые трубы под разным углом. Обычно сгибают детали трубопровода под углом 45 и 90 градусов.
Сам штамп можно сделать из старого блина для гантели. Его нужно разрезать на четыре части. Потом три из них свариваются вместе. По центру делается канавка под требуемый диаметр круглой трубы.
Из швеллера или двутавра (можно также использовать уголок или листовой металл) изготавливается станина трубогиба. Сам штамп насаживается на шток домкрата. Вверху станины крепятся упоры для трубы.

Что касается оси центрального ролика надежно закрепленной на раме гибочного станка, она должна быть изготовлена из хорошей стали.
Примерно такая же конструкция у гибочного станка, который работает в горизонтальной плоскости. Однако в данном случае используется механический или пневматический домкрат.
Конструктивные особенности профилегибов
Как мы уже говорили ранее — гибочные станки могут отличаться по тому, для каких труб они предназначены: круглых или профильных. Последние, помимо всего прочего, позволяют еще работать с другим металлопрокатом: полосами и уголками.

Если в трубогибах используются ролики с канавками, то в конструкции профилегибочных станков могут использоваться обычные валы: два опорных и один прижимной. Радиус закругления при переходе должен регулироваться вручную.
Некоторые даже используют в качестве валов втулки от велосипеда, но они не выдержат больших нагрузок. Поэтому лучше делать ставку на стальной кругляк.
Также часто используются ролики из подшипников. Как изготовить бюджетный трубогиб профильной трубы своими руками, можно прочитать в нашей статье.

Трубогибочные станки — в большинстве своем это настольные конструкции, тогда как профилегибы могут быть как настольными, так и напольными. Последние используются, когда нужно согнуть дуги и полудуги из длинных профильных труб.
Из какого материала можно изготовить ролики
Опорные и прижимной ролики для профилегиба (для сгибания профиля и полос металла) целесообразнее изготавливать только из стали.
Кто-то утверждает, что можно использовать деревянные ролики (из твердых пород дерева) или фанеры, но это не так. Такие ролики долго не прослужат, хотя сделать их намного проще, чем стальные.
Иногда допускается использовать самодельные ролики из алюминия с канавкой под круглые трубы. Однако тут нужно понимать, что они также не рассчитаны на серьезные нагрузки, и не смогу заменить собой стальные ролики.

Изготавливая самодельный трубогиб для профильной трубы, используют уже не обкатные прижимные ролики, а валы. Их можно сделать из стального кругляка или подшипников. Это наиболее оптимальные варианты.
В общем, если вы собираетесь самостоятельно собирать гибочный станок (не важно — трубогиб или профилегиб), то ролики или валы лучше делать из стали.
Самодельные ролики, изготовленные из других материалов, хуже справляются со своей задачей и довольно быстро приходят в негодность.
Виды привода
Гибочные станки могут отличаться между собой по типу привода. Например, самые бюджетные варианты — с механическим приводом.
То есть в данном случае вся работа по сгибанию круглой трубы выполняется силой собственных рук. Для увеличения прилагаемого усилия используется длинный рычаг.

В некоторых случаях в качестве механического привода может выступать механический автомобильный домкрат (например, в самодельных трубогибах арбалетного типа).
Существуют и более практичные в использовании конструкции гибочных станков, в которых используется электрический или гидравлический привод. Это существенно облегчает работу с заготовками, в частности — сгибание труб своими руками.
Гидравлический трубогиб
Вариантов таких станков может быть очень много. Но мы рассмотрим наиболее доступные и простые. Советуем прочитать подробное описание, как собрать для себя настольный трубогиб из автомобильного бутылочного домкрата.
Основа данной конструкции — рама, сваренная из профильных труб (также можно использовать и другие материалы).

В верхней части рамы крепится автомобильный домкрат, в нижней — шаблон (или штамп) с канавкой для труб подходящего диаметра.
Используя в гараже и мастерской для сгибания труб трубогиб своими руками сделанный, можно гнуть металлические трубы разного диаметра: ¾ дюйма, ½ дюйма, 1 дюйм. При этом заготовка изгибается равномерно, не сплющиваясь и не деформируясь.

Подробный процесс изготовления, принцип работы самоделки и размеры вы можете узнать, прочитав обзорную статью по ссылке выше.
С электрическим приводом
Такие конструкции, хоть и не так популярны, как гидравлические гибочные станки, но все же используются. Об одном из вариантов данного трубогиба рассказываем в статье с фото- и видео обзором.
Станину устройства можно изготовить из того металлолома, который будет у вас в мастерской. А в качестве привода используется электродвигатель с передаточным редуктором.
В качестве прокатных валов для профильных труб используются отрезки стального кругляка, обработанные на токарном станке. Конструкция отлично подходит для сгибания дуг и полудуг из длинных заготовок.
Если у вас нет возможности изготовить гибочный станок для труб с электрическим или гидравлическим приводом, то можно смастерить и ручной трубогиб своими руками.

Собрать его намного проще, и чертежи не нужны никакие. Можно по фотографиям понять, что к чему.
Ручной трубогиб плюсы и минусы
Если рассматривать главные преимущества конструкции, то, в первую очередь, стоит отметить простоту и низкую себестоимость его изготовления (ведь многие комплектующие можно достать на металлоприемке).

Как правило, простейшие ручные трубогибы отличаются от других станков своим небольшим весом и вполне компактными размерами, что делает эти приспособления мобильными и транспортабельными. Да и в домашних условиях они очень удобны.
На таком мини станке можно работать с тонкостенными стальными трубами и трубами из алюминия. Схемы трубогиба бесплатно можно скачать в интернете.

А вот если необходимо будет согнуть толстостенный трубный прокат, то ручной трубогиб, сделанный своими руками, вряд ли окажется полезным.
© 2016-2021 Сделай своими руками — Сделай сам. Копирование материалов запрещено. Материал на сайте представлен исключительно в ознакомительных целях. Администрация сайта не несет ответственности за возможные последствия, после прочтения материала. Официальный сайт.
Обустраивая хозяйство, рано или поздно сталкиваешься с необходимостью изогнуть трубу. В городской квартире – реже, но тоже. Цены на трубогибочные инструменты и приспособления, что продажные, что арендные, не то чтобы непомерны, но, мягко говоря, не радуют. Поэтому желающих сделать трубогиб своими руками более чем достаточно, а назначение настоящей публикации – помочь им подыскать подходящую для своей конкретной цели конструкцию и дать действенные практические рекомендации по ее изготовлению.
Мастера-любители делают самые разнообразные установки для сгибания труб, от простейших приспособлений до настоящих гибочных станов, см. рис.:

Примечание: далее в статье рассматривается холодная плоская производственно-технологическая и, частично, декоративно-художественная гибка. Так что, если вы горите желанием наладить в собственном сарае массовое механизированное производство, ну, скажем, гиперболических змеевиков для самогонных аппаратов, то – см. где-то еще.
Дефекты гибки
Типичные дефекты гнутья труб показаны слева на рис.:

Дефекты сгибания круглых и профильных труб
Для бытовых и др. трубопроводов общего назначения допустимы тянучка и волна, вместе уменьшающие площадь просвета трубы не более чем на 10% в самом узком месте. На трубах для газов и хладоагентов любая тянучка и, особенно, волна, нежелательны, т.к. там могут оказаться микротрещины. Волна, пусть и небольшая, недопустима в трубчатых силовых элементах строительных конструкций и механизмов, поскольку резко и непредсказуемо уменьшает их несущую способность.
Главные правила
Правила выбора радиуса изгиба трубы RИЗГ и длины технологического хвостовика L сведены в табл.:

- Если разница реального и ближайших табличных значение поперечника трубы П более 10%, значения исходных расчетных величин вычисляем интерполяцией. В противном случае – берем ближайшее.
- Приводят табличный RИЗГ к относительной величине rИЗГ, т.е. выражают его в диаметрах трубы D или ее высотах H.
- Для труб диаметром до 10 мм из rИЗГ вычитают 1.
- Для труб диаметром от 11 до 15 мм из rИЗГ вычитают 0,85.
- Для труб диаметром от 16 до 24 мм из rИЗГ вычитают 0,75.
- Для труб диаметром от 25 до 40 мм из rИЗГ вычитают 0,65.
- Для труб диаметром более 40 мм из rИЗГ вычитают 0,5.
- Переводят относительный rИЗГ обратно в численный (миллиметровый) RИЗГ.
- От полученного значения RИЗГ берут ближайшее практически удобное большее.
Просто – радиус
Конкретный трубогиб разрабатывается под радиус изгиба в определенных пределах. Но для выбора прототипа конструкции сразу нужно знать только его очень обобщенное значение:
-
на малые радиусы RИЗГ о , вершина которого должна приходиться на центр кривизны башмака на его рабочем выходе. Тогда гибка под 90 о будет чистой, а, если приемлемы допустимые дефекты, то можно согнуть и калач.

Правильное расположение установочных отверстий обводных роликов в раме арбалетного трубогиба
Дорновые
Дорном называется гибочный шаблон (кондуктор), к которому заготовка не прижимается, но обводится по его ручью. Применяются дорновые (обводные) трубогибы, во-первых, если изгиб малого радиуса должен быть максимально чистым и точным. С этой целью ручной привод делается храповым с понижающей передачей или электрогидравлическим. Ручные рычажные дорновые трубогибы используются, во-вторых, если нужен недорогой инструмент для быстрой гибки более чем на 90 о с удовлетворительным качеством (заготовки скоб, калачи, змеевики).
Устройство и принцип действия ручного дорнового трубогиба с поворотным кондуктором и шестеренчато-храповым механизмом показаны слева на рис.:

Обводные трубогибы с поворотным кондуктором
Вальцовые
С неподвижным столом
Устройство вальцового трубогиба показано на рис.:

Устройство вальцового трубогиба с неподвижным столом

Чертежи вальцового трубогиба с неподвижным столом
Недостаток данной конструкции – установка нижних вальцов в прямых продольных пазах, лучше бы предусмотреть косые, как показано на врезке там же. Оперативность перенастройки станка заметно не снизится, зато несимметрия и сбои настройки в работе исключаются.
Еще о приводе

Неправильное и правильное выполние привода вальцового трубогиба
С ломающимся столом
Распределение технологических напряжений заготовки в трубогибе с ломающимся столом изначально немного асимметрично. Простая мера борьбы с этим – одна-единственная, организационная: не крутить привод слишком быстро, выжимая производительность. Зато, во-первых, можно гнуть не только на большие, но и на средние радиусы: пределы регулировки RИЗГ в трубогибе с ломающимся столом много шире. Это обстоятельство существенно и при неподвижном столе, поэтому некоторые мастера-механики делают вальцовые трубогибы с неперемещаемым верхним вальцом, а установку RИЗГ производят подъемом исходящего реечным механизмом, см. рис.:

Регулировка радиуса изгиба вальцового трубогиба перемещением исходящего вальца
Во-вторых, располагая квалифицированным помощником, можно гнуть с плавно переменным радиусом, напр., стрельчатые полуарки: один крутит привод (или регулирует электрический), а второй подкачивает домкрат. А зачем лишняя красота? Настоящая красота лишней не бывает. К примеру, теплицы на стрельчатых арках более чем актуальны в северных регионах, где Солнце и летом-то не поднимается высоко. Прим. +15-20% прибавки урожая и 10-12% экономии на освещении это уже красота экономическая, материально очень ощутимо выражающаяся.
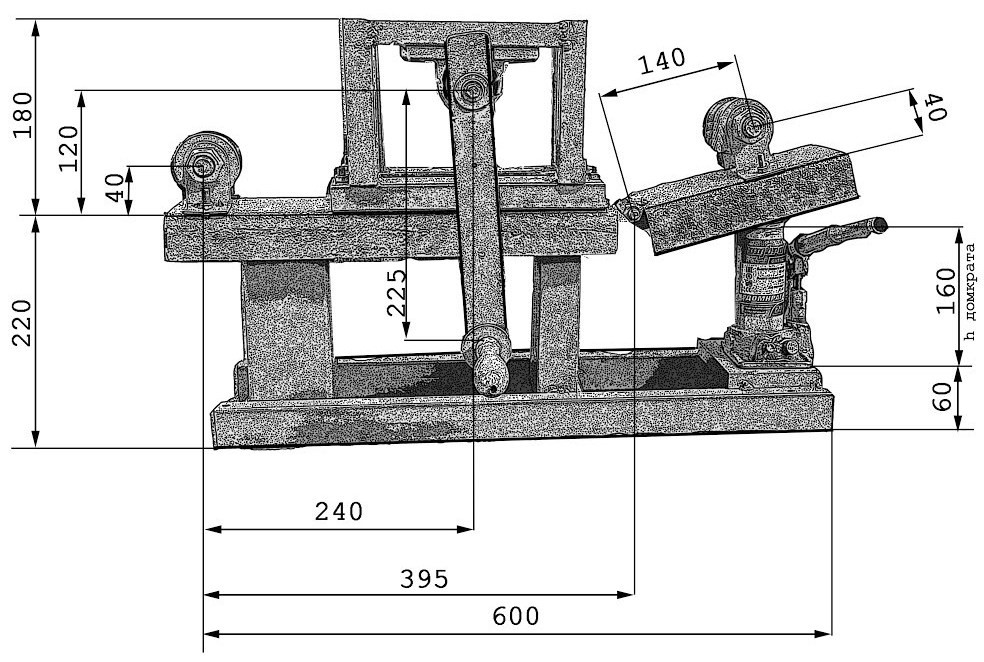
Устройство, приблизительные размеры и некоторые конструктивные особенности вальцового трубогибочного станка с ломающимся столом показаны на рис.:

Устройство и размеры трубогиба с ломающимся столом для профтрубы
Установка ведомых вальцов скользящими в продольных пазах – довольно-таки ценная находка. Расширение диапазона регулировки RИЗГ это, как говорится, еще семечки: раздвигая нижние вальцы несимметрично от верхнего, можно компенсировать асимметрию растекания напряжений. В принципе, потратив массу времени и материала на опыты, можно построить установочную кривую или таблицу для разных RИЗГ, по которой станок настраивается на бездефектную гибку. Правда, возможность изготовления полуарок переменного радиуса при этом, скорее всего, пропадет или существенно сузится. Что, конечно, не есть хорошо.
Примечание: дополнительно об изготовлении вальцового трубогиба с ломающимся столом см. ролик:
Видео: вальцевый трубогиб с ломающимся столом
В заключение
Производство арочных и полуарочных деталей строительных конструкций из профтрубы дело довольно прибыльное и не требующее существенных затрат на старт. Поэтому напоследок см. видео в 2-х частях, как своими руками сделать вальцовый трубогиб уровня, близкого к профессиональному, для изготовления из профильных труб арок для теплиц и хозпостроек, ч. 1:
У вас есть знакомый токарь, который сможет выточить валы для трубогиба? Если нет, то эта статья для вас. Предлагаем сделать профилегиб самой простой конструкции без применения токарных работ. Он будет явно не для выставки высоких технологий, но свою функцию точно выполнит.
Данный станок еще называют профилегиб, так как он в основном предназначен для гибки профильного металла – профильной трубы, швеллера, уголка и полосы. При наличии специальных роликов позволяет гнуть круглые трубы. От стандартного трубогиба он отличается тем, что гнет трубы не просто на заданный угол, а гнет их в дугу или кольцо.
Гибка полосы на ребро.
Важные технические моменты при изготовлении профилегиба.
- Во время гибки профильная труба деформируется, и ее боковые стороны выдавливает наружу. Причем чем меньше радиус гибки, тем больше наблюдается выдавливание боковых стенок трубы. Также на одной из её сторон образуются заломы. Данные заломы никак не влияют на прочность согнутой трубы, просто они имеют некрасивый вид. Для исключения заломов на необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки. Чем меньше радиус гибки, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.

Гибка профильной трубы с заломами.

Ролик с ребром по центру.
- Если прокатывать профильную трубу на роликах без боковой реборды, то существует вероятность гибки трубы винтом. Это связано с тем, что во время прокатывания труба может сдвинуться и ее положение относительно оси ролика будет не перпендикулярно, а под каким-то градусом. Чтобы избежать данных проблем, нужно гнуть профильную трубу на роликах с направляющими ребордами.
- Усилие, которое необходимо приложить, чтобы свести ролики и тем самым согнуть трубу, зависит от расстояния межу роликами. Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.
- Расстояние между роликами также влияет на длину трубы, которую можно будет согнуть на данном профилегибе. Короткие трубы невозможно гнуть на станке, у которого большое расстояние между роликами. По этим причинам ролики делают съемными, чтобы их можно было переставить.
- Чем меньше диаметр роликов, тем меньше будет пятно контакта между трубой и роликом и тем больше вероятность проскальзывания трубы во время ее гибки. На профессиональных станках ролики изготавливают диаметром по 100-200мм, и они позволяют гнуть профильные трубы большого сечения. Для домашнего использования подойдут ролики диаметром примерно от 20мм.
- Чем больше ведущих роликов, тем меньше вероятность проскальзывания трубы. Если вы собираетесь гнуть трубу больших сечений, то желательно сделать два приводных ролика.
- Если центральный подвижный ролик поджимается с помощью винта, то для облегчения его вращения необходимо подложить под него шарик от подшипника. Тогда пятно контакта между винтом и опорной частью уменьшится и крутить винт будет гораздо легче. Винт лучше выбирать с трапецеидальной резьбой, а не с метрической. Трапецеидальная резьба может нести гораздо большую осевую нагрузку, чем метрическая.
- Для гибки круглых труб понадобиться специальные ролики с полукруглым профилем. Если гнуть круглую трубу на прямых роликах, то ее будет плющить и с неё получиться овал.

Ролик для гибки круглой трубы.
Как сделать ролики для профилегиба.
Ролики можно изготовить разными способами, даже на первый взгляд самыми необычными. Например, в качестве роликов можно использовать велосипедные ступицы. Такие ступицы не выдержат большие нагрузки, но согнуть трубу сечением 20х40 мм им будет вполне по силам.

Профилегиб с валами из велосипедных ступиц.

Вал трубогиба сделанный из лома.
Ролики можно изготовить из трубы и покупных шайб. На рисунке ниже хорошо видна конструкция ролика.

Ролик трубогиба.
Если у вас нет подходящих шайб, то их можно сделать самостоятельно. Как их сделать смотрите ниже в статье. Вместо болта в ролик можно вставить металлический круг нужного диаметра и обварить.

Ролик профилегиба из трубы, шайб и металлического круга.
Как закрепить подшипники на каркасе профилегиба.
Лучший вариант, это если подшипники применить в уже готовом корпусе. Если нет таких подшипников, то используем любые подходящие без корпуса. Их не обязательно жестко крепить к каркасу трубогиба. Можно сделать под них подставки из профильной трубы или уголков. Ниже на фото представлены различные варианты крепления подшипников.

Профилегиб с переставными роликами.

Станок для гибки профильной трубы.





Профилегиб сделанный с подшипниками в корпусе.
Конструктивные особенности профилегибов.
Такой станок можно сделать практически из любого металлолома. Каркас должен быть достаточно жестким, из чего он будет сделан не важно. В основном его делают из швеллера, так как он достаточно жесткий и имеет широкую поверхность для установки валов.
При изготовлении нужно отталкиваться от тех материалов, которые есть у вас в наличии.
Один из главных компонентов трубогиба – это силовой узел. Его делают либо из домкрата или из винта с резьбой. Если в наличии есть винт, то можно сделать станок с центральным подвижным роликом. Винт, кстати, можно взять от старого нерабочего домкрата или со струбцины. Винт должен быть мощным, не менее 16мм в диаметре.
Если же есть домкрат, то можно выбирать какой вид профилегиба сделать. Можно сделать станок с крайним подвижным роликом и переламывающейся станиной или с центральным подвижным роликом и крайними неподвижными роликами.
Конструкция в принципе неважна, труба в любом случае будет гнуться. Если есть в наличии звездочки и цепь, например, велосипедные, то имеет смысл соединить два вала цепью и таким образом сделать их оба приводными валами. Это сильно поможет при гибке профильных труб большого сечения, например, 40х60 и больше. Трубы небольшого сечения гнуться хорошо и на одном приводном ролике. Если же ролики проскальзывают, то нужно немного ослабить давление подвижного ролика и тогда проскальзывание прекратиться.
Ручку приводного ролика можно сделать из обычной велосипедной педали или сделать круглый штурвал.
Если предполагается гнуть трубу в кольцо, то следует предусмотреть возможность снять верхний ролик, иначе кольцо будет невозможно вынуть из станка.

Профилегиб со штурвалом.
Ниже представлено несколько фотографий с различными конструктивными особенностями.




Как сделать ручной профилегиб с обкатным роликом.
Данный вид станка позволяет гнуть профильные и круглые трубы на угол 90 градусов и более.

Гибка круглой трубы методом обкатки.

Гибка профильной трубы методом обкатки.

Работа такого станка основана на обкатке трубы роликом. Профиль ролика должен соответствовать профилю трубы. Это условие предотвращает нежелательные деформации трубы в месте сгиба. То есть выпячивание её стенок и заломы исключены. Данный станок позволяет гнуть профильные и круглые трубы.
Чтобы согнуть трубы круглого сечения, понадобятся ролики с полукруглым профилем. Здесь к сожалению, невозможно обойтись без токарных работ. Но для гибки труб профильного сечения можно изготовить ролики самостоятельно.
Как сделать ролики для гибки профильной трубы методом обкатки.
Такие ролики довольно легко сделать. Понадобиться листовой металл, дрель, машинка УШМ (болгарка) и болт.
- Берем листовой металл и размечаем круг.
- Обрезаем болгаркой металл вокруг размеченного круга.
- Сверлим по центру заготовки отверстие под болт.

4. Вставляем в отверстие болт, зажимаем его гайкой и закрепляем конструкцию в патроне дрели.

5. Обрабатываем край заготовки с помощью дрели и болгарки. В УШМ нужно установить зачистной диск.

6. Собираем обработанные заготовки в ролик. Обратите внимание, ролик по центру имеет выступ примерно 5 мм. Если вы прочитали всю статью, то уже должны знать его назначение. Такой выступ по центру ролика нужно делать только на центральном неподвижном ролике, на обкатном он не нужен.

Готовый ролик сделанный из пяти кругов.
Важные моменты при изготовлении трубогиба с обкатным роликом.
В поворотном кронштейне трубогиба необходимо предусмотреть отверстия для установки роликов под разные трубы.

Трубогиб с отверстиями в кронштейне.
Отверстия должны быть на определенном расстоянии от центра неподвижного ролика. Чтобы сделать их правильно, нужно сначала установить центральный ролик, вложить в него трубу, затем к трубе прижать обкатной ролик. А теперь самое главное, обкатной ролик следует отодвинуть таким образом, чтобы образовался зазор между трубой и ним примерно в 4-6мм. Вот это и будет место, где должно быть отверстие. На поворотном кронштейне в этом месте сверлим отверстие.
Вы скажете зачем этот зазор нужен? Дело в том, что зазор между обкатным роликом и заготовкой в начальном положении снижает деформации стенки трубы с наружной стороны сгиба. Другими словами, трубу во время гибки меньше будет вытягивать из зажима и повыситься качество гибки.
Также нужно понимать, что для каждой трубы существует свой минимальный радиус сгиба. Если трубы пытаться гнуть меньше этого радиуса, то с высокой вероятностью она согнется с заломами. Поэтому диаметры центральных неподвижных роликов должны выбираться в соответствии с минимальным радиусом сгиба.

Труба с заломами.

Минимальный радиус гибки трубы.
mark_kr 25 июля, 2016 Специализация: профессионал в области строительства и ремонта (полный цикл проведения отделочных работ, как внутренних, так и наружных, от канализации до электрики и финишных работ), монтажа оконных конструкций. Хобби: смотреть столбец "СПЕЦИАЛИЗАЦИЯ И НАВЫКИ"

Для формирования дуговых участков на трубе используются самые разные приспособления
Гибка стальных, алюминиевых, медных и других труб сопряжена с определенными трудностями: помимо значительных усилий, которые нужно приложить для формирования изгиба, нам необходимо еще и контролировать процесс гибки во избежание образования заломов, перекрывающих трубный просвет. Вот почему для работы используются самые разные приспособления – вставки, трубогибы, опорные пластины и т.д.
Работая с металлопрокатом и другой трубной продукцией уже более 10 лет, я регулярно сталкиваюсь с необходимостью гибки деталей. Свой опыт использования трубогибов разной конструкции и применения разных методов контролируемой деформации я опишу в этой статье.
Технологии изгибания
Способ 1. Использование трубогиба
Проще всего изделия изгибаются с помощью специальных устройств – трубогибов. Эти приспособления позволяют деформировать детали самого разного диаметра, потому с их помощью можно работать как со стальными изделиями, так и с элементами, изготовленными из цветных металлов.

Рычажный трубогиб для нержавеющих труб
Большинство трубогибов функционирует по единой схеме:
- В устройство устанавливается насадка, конфигурация которой соответствует радиусу изгиба. Насадками комплектуются не все модели: некоторые простейшие трубогибы позволяют гнуть изделия только по одному, фиксированному радиусу.
- Затем в станок укладывается деталь, причем с таким расчетом, чтобы точка изгиба находилась в центральной части насадки.
- Трубогиб приводится в движение: мы либо вращаем рукоятку, либо нажимаем на рычаг.
- Под действием рабочих пластин заготовка изгибается вдоль насадки, повторяя ее конфигурацию.

Самодельное ручное устройство для профильных изделий
В зависимости от типа привода трубогибные устройства бывают:
- Ручные – рычажные и винтовые. Они действуют исключительно за счет мускульной силы мастера, и потому с их помощью гнут в основном изделия небольшого диаметра, изготовленные из нержавеющей стали или цветных металлов.

Гидравлическая модель с насадками
- Гидравлические – более мощные за счет того, что в их конструкцию встраивается гидроцилиндр, обеспечивающий максимально эффективную передачу усилия. Применение гидравлических трубогибов позволяет работать с заготовками до 3 дюймов в диаметре.
- Электромеханические – полупрофессиональные и профессиональные устройства, позволяющие изменять конфигурацию толстостенных труб большого диаметра, при этом обеспечивая высокую точность гибки. Очевидным достоинством является независимость от физической силы оператора. С другой стороны, приспособление такого типа отличаются энергоёмкостью, а высокая цена делает нерациональной покупку электромеханического трубогиба для частного использования.

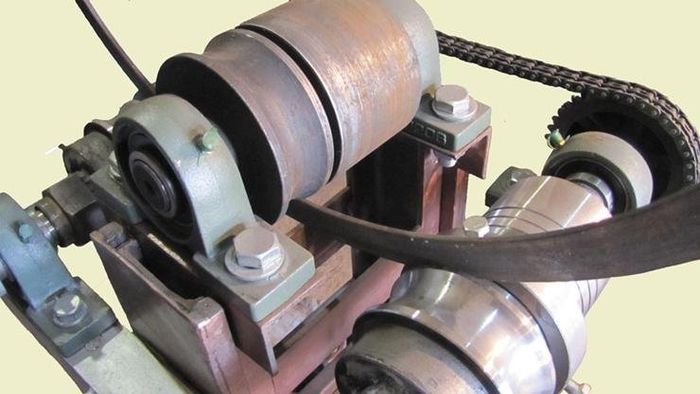
Если же вам нужно изогнуть несколько тонкостенных изделий, то вполне можно купить или изготовить самодельный трубогиб для круглой трубы – так называемый станок Вольнова. Он представляет собой пластину с хомутом, на которой закреплена пара роликов, соединенных металлической перемычкой.
В промежуток между роликами закладывается труба, и с помощью рукоятки мы можем ее согнуть, сохраняя конфигурацию, и практически исключая риск появления трещин.

Способ 2. Использование пружинной вставки
Пружинный трубогиб – это достаточно простое приспособление, которое применяется при работе с мягкими трубами, не отличающимися большой толщиной стенки. Такое приспособление подойдёт для металлопластиковых, медных, алюминиевых труб, т.е. для деталей, которые в принципе несложно согнуть руками.

На фото – результат попытки изгибания трубы без вставки
Используется пружинная вставка таким образом:
- Для работы берется стальная пружина средней жёсткости, диаметр которой позволяет поместить ее в просвет трубы без усилий, но с минимальным зазором.

Пружина для вставки
В продаже можно найти пружинный трубогиб для медных труб практически любого диаметра, но если не нашли – можно навить пружину и самостоятельно. Работать приспособления будут с одинаковой эффективностью.
- К одному концу пружины привязываем плотный капроновый шнур и закладываем вставку в просвет трубы, проталкивая до места изгиба.
- Затем своими руками изгибаем деталь либо вручную, либо на колене, либо зажимая один край трубы в тисках. В третьем случае я обычно оборачиваю место контакта изолентой или лейкопластырем на тканевой основе, чтобы тиски не повредили поверхность металла.
- При изгибании пружина заполняет трубный просвет, не давая стенкам деформироваться: конечно, идеально круглой (или прямоугольной в случае с профильным изделием) труба уже не будет, но и риск залома сводится к минимуму.
- После завершения работы извлекаем пружину, вытягивая ее за шнур.

Гнем деталь с пружинной внутри
Такой ручной трубогиб для медных труб очень удобен: для него характерны компактные размеры, при этом научиться с ним работать довольно просто. Главное – точно подогнать пружинную вставку к месту изгиба, тогда вероятность деформации внутренней поверхности будет минимальной.
Способ 3. Использование радиусного основания
Иногда возникает необходимость согнуть длинную трубу, причем качество гиба и точность радиуса могут быть далеко не на первом месте. В этом случае можно воспользоваться простыми методами, используя основание с нужным радиусом.

Схема работы с использованием рычага
Инструкция предполагает разные методики работы:

Фото радиусного шаблона
Народные методики
Способ 5. Гибка трубы с песком
Впрочем, не всегда нас может выручить трубогиб ручной: тонкостенных труб может быть много и самых разных диаметров, а подходящей пружины или насадки по закону подлости под рукой не будет.

Схема заполнения трубы песком
Что же делать в такой ситуации?
- Берем трубу (круглую, профильную – неважно) и один ее конец затыкаем пробкой.
- В отверстие на другом конце вставляем воронку из плотной бумаги и засыпаем песок.
- Постепенно заполняем трубу песком, периодически постукивая закрытым краем по грунту для уплотнения засыпки.
- Когда вся полость будет заполнена, забиваем пробку с другого конца. Очень важно, чтобы песок в трубе был максимально плотно спрессован.

Чем плотнее мы запрессуем песок, тем лучше
- После этого приступаем к изгибанию: тонкие трубы гнем вручную, более толстые – зажимаем в тисках или фиксируем их края с помощью упоров.
- Также можно использовать тяжелую резиновую киянку: с ее помощью мы загибаем один край трубы, используя в качестве опоры столб, край верстака, отрезок рельсы и т.д.
- Чтобы облегчить процесс изгибания, можно нагреть обрабатываемый участок с помощью паяльной лампы. Я обычно подношу пламя горелки на расстояние в 5 – 10 см и обрабатываю материал до тех пор, пока не появятся первые участки с окалиной. После этого металл деформируется куда легче.

Если физические возможности позволяют, работаем без инструментов
Отожжённый участок несколько теряет в прочности. Кроме того, эту методику нельзя использовать для оцинкованных труб: температурное воздействие приведет к тому, что защитное покрытие будет отслаиваться и отпадать от основания.
Способ 6. Ледяной трубогиб
Не так давно меня познакомили с одной любопытной методикой, которую можно использовать в холодное время года. В принципе, она аналогична технологии, описанной выше, но вместо песка используется вода:
- Один конец достаточно длиной и мягкой трубы плотно закрываем пробкой.
- Заливаем трубу водой и герметично закрываем отверстие на другом конце.
- Выносим изделие на мороз и оставляем минимум на 4-6 часов.
- Когда вода внутри трубы замерзнет, плавными и медленными движениями изгибаем ее в нужном месте. При этом в точке изгиба лед от наших усилий частично растопится, а по бокам останется в целости, сохраняя конфигурацию трубного просвета.

Трубу со льдом изгибаем медленно, тщательно дозируя усилие
Как гнуть пластик?
Рассказывая о применении трубогибов самых разных конструкций – как фабричных, так и самодельных – нельзя обойти вниманием и методику работы с пластиковыми трубами. В этой ситуации есть одна сложность: деталь гнется легко, но после снятия усилия почти моментально восстанавливает прежнюю форму.

Я работаю таким образом:
- Намечаю на отрезке трубы точку, в которой необходимо сформировать изгиб.
- Беру строительный фен, выставляю его на 60 – 70% от максимальной мощности.
- Прогреваю отмеченный участок, одновременно нажимая на края трубы.
- При прогреве слежу, чтобы пластик только размягчался, но не начинал плавиться. Именно поэтому удобно использовать фен с регулятором мощности!
- После завершения работы фиксирую края трубы в изогнутом положении примерно на час – до полного остывания и полимеризации размягченного материала.
Гибка над феном со специальной насадкой
Заключение
Трубогиб для металлопластиковых труб, равно как и приспособления для работы со стальными медными и алюминиевыми изделиями – это устройство, которое не будет лишним в наборе инструментов любого мастера. Разобраться, как работают такие приспособления, вам поможет видео в этой статье, кроме того, в комментариях ниже я постараюсь ответить на любые ваши вопросы.
Если вы хотите выразить благодарность, добавить уточнение или возражение, что-то спросить у автора - добавьте комментарий или скажите спасибо!
Читайте также: