
Станок для правки прутка своими руками
Добавил пользователь Евгений Кузнецов Обновлено: 16.09.2024
Самодельный станок для выравнивания проволоки. Устройство служит для выпрямления стальной проволоки диаметром .
Я думаю видно там и на кто захочет пятерка пранком сейчас отрежу одно кольцо ну так руками чуть-чуть подровняю .
Выпрямления тонкой проволоки в пруток, сделал сам станок для выпрямления проволоки Серебряная проволока .
Ну в общем ребята получились вот такие у нас проволоки конечно с 15 заглубил. Хотя бы сказали что где-то видели то .
На новые идеи и проэкты: WebMoney Z237135601928 R136681872037 Карты Mastercard 5168742200038341 UAH .
Гибка арматуры – вид работ, без которого не обходится ни одно строительство. Альтернатива сгибанию – распил и сварка арматурных прутьев. Но такой способ слишком долог и энергозатратен. С тех пор как выпустили первую партию арматурных прутов, создавались и станки для их сгибания.




Устройство и назначение гибочного станка
Станок для сгибания арматуры в простейшем случае включает в себя кожух и рабочий механизм. Первый служит основой, на которой крепится и вращается второй. Без надёжной основы вам не удастся качественно согнуть арматуру – она должна быть надёжно зафиксирована. Движение арматурного прута (кроме той его части, что выгибается в нужную сторону) должно быть полностью исключено.
Существует не менее десятка разных чертежей простейшего самодельного ручного гибочного станка – они отличаются размерами рабочих частей устройства.



Но все эти арматурогибы объединяет общий принцип: арматуру нельзя сгибать резко и под острым углом – насколько толстым или тонким ни был бы сам прут. Основное правило сгибания арматуры – радиус согнутого участка должен быть не менее 10 и не более 15 диаметров самого прута. Занижение этого показателя грозит надломом арматуры, что резко ухудшит эксплуатационные параметры собираемого из прутов каркаса. При завышении конструкция, наоборот, не будет обладать достаточной упругостью.
Подготовка материалов и инструментов
Перед изготовлением гибочного станка ознакомьтесь с имеющимися чертежами или сделайте свой. В качестве исходных данных важны толщина арматурного прута и их количество. Запас прочности устройства, превышающего усилия для сгибания имеющихся арматурных прутов, выбирается большим как минимум в три раза, если дело поставлено на поток, и вы гнёте арматуру большому числу заказчиков, либо планируется грандиозная стройка.
Если чертёж выбран, то потребуются следующие инструменты и приспособления.
- Болгарка с набором отрезных и шлифовальных дисков. Без неё распиливать массивный профиль и арматурные пруты затруднительно.
- Электрическая дрель и подходящие свёрла из быстрорежущей стали.
- Сварочная установка и электроды.
- Молоток, кувалда, мощные пассатижи, зубило (напильник), кернер и несколько иных инструментов, без которых не обходится ни один слесарь.
- Тиски для верстака. Поскольку конструкция мощная, она должна быть зафиксирована.




В качестве материалов потребуются:
- профиль уголковый (25*25 мм) длиной 60 см;
- стальной прут (диаметр на 12-25 мм);
- болты 2*5 см, гайки под них (на 20 мм по внутреннему диаметру), шайбы под них (можно гроверные).



Если прутогиб изготавливается на основе другого устройства, например, домкрата, то такое устройство обязательно должно быть.
Устройство, которое вы изготовите, весит не один килограмм. Усиленный вес и массивность всей конструкции обеспечат требуемую для сгибания арматуры прочность.


Инструкция по изготовлению


Из домкрата
Подготовьте домкрат. Потребуется простой автомобильный – он способен поднять груз до двух тонн. Сделайте следующее.
- Нарежьте одинаковые куски длиной 5 см из стального профиля.
- Выберите кусок арматуры с диаметром не менее 12 мм. Нарежьте его на куски нужной длины с помощью болгарки или гидравлических ножниц.
- Поместите концы арматурных прутков внутрь уголкового профиля и приварите их к нему. Соедините части профиля друг с другом. При этом профиль шириной 35 мм допускается соединить по всей его плоскости, а 25-миллиметровые части соединяются лишь торцовыми сторонами.
- Сварите полученные приспособления друг с другом. Получится приспособление, непосредственно сгибающее арматуру, оно играет роль своеобразного клина.
- Зафиксируйте получившуюся рабочую часть на домкрате, предварительно выставив его по горизонтали и вертикали. Не полностью выровненная конструкция работала бы неэффективно.
- Изготовьте несущую Т-образную конструкцию. Её высота должна быть 40 см, ширина – 30.
- Вырежьте из уголка отдельные куски, напоминающие трубы. Приварите их к раме. С их помощью зафиксируйте домкрат.
- С боков несущей рамы, в 4-5 см от рабочего (гнущего) угла приварите два отрезка уголкового профиля. К этим отрезкам приварите петли.
Вставьте домкрат в предназначенное для него место, положите арматуру на сгибатель и приведите домкрат в действие. В результате арматура, уперевшись в петли, согнётся на 90 градусов, обретя требуемый радиус сгибания.
Из уголка
Самая простая конструкция арматурогиба из уголков изготавливается следующим способом.
- Отрежьте куски уголка 20*20 или 30*30 длиной 35 см и до 1 м. Толщина и размер углопрофиля зависит от наибольшего диаметра прутьев, что предстоит гнуть.
- К станине – основе из П-образного профиля длиной до 1 м приварите штырь. Для него подойдёт кусок более толстой арматуры.
- Отрежьте кусок трубы подходящего диаметра, чтобы он свободно надевался на приваренный штырь. Приварите к нему больший кусок уголка – предварительно удостоверьтесь, что уголок и труба перпендикулярны друг другу. Просверлите в уголке зазор в месте, где приварена труба – под её внутренний диаметр.
- Наденьте уголок с трубой на штырь и отметьте, где приваривается меньший отрезок уголка. Снимите уголок с трубой и приварите к станине второй кусок такого же углопрофиля.
- Приварите ещё один кусок арматуры к концу подвижной конструкции, за который будете браться при работе. Наденьте на него неметаллическую рукоятку – например, кусок пластиковой трубы подходящего диаметра.
- Приварите к станине ножки из толстой арматуры.
- Смажьте трущиеся поверхности – ось и трубу солидолом, литолом или машинным маслом – это продлит срок службы арматурогиба. Соберите конструкцию.
Арматурогиб готов к работе. Установите его, например, на большой кирпич или камень, чтобы он не сдвинулся с места при работе. Вставьте арматурный прут и пробуйте согнуть его. Устройство должно качественно гнуть арматуру.


Из подшипника
Подшипниковый арматурогиб изготавливается из подшипников (можно взять изношенные) и кусков профиля 3*2 см и трубы с внутренним диаметром в 0,5 дюйма. Для сборки такой конструкции сделайте следующее.
- Профильную трубу 4*4 см разрежьте – нужен кусок длиной 30-35 см.
- В куске профиля, взятом для рукоятки собираемой конструкции, просверлите пару отверстий диаметром 12 мм. Вставьте в них болты на 12 мм.
- С обратной стороны установите гайки. Приварите их к профилю.
- С одного из концов профиля 3*2 см пропилите небольшой надрез под втулку для подшипников. Приварите её. Она должна быть ровной, как ступица велосипедного колеса.
- В куске профиля 4*4 см вырежьте пропилы для фиксации втулки. В качестве закрепляющей детали применяют амортизаторный шток.
- Приварите к профильной конструкции рычаг. Его основа – труба на 05 дюйма.
- Отрежьте кусок уголка 32*32 мм – длиной не менее 25 см. Приварите его к квадратному профилю с припуском в 1,5 см. Вставьте подпорку из полосы стали.
- Используйте пару кусков пластины и кусок шпильки для изготовления подвижного ограничителя.
- Приварите рычаг к несущей конструкции. Установите подшипники и соберите устройство.
Арматурный сгибатель готов к работе. Вставьте прут диаметром до 12 мм и попробуйте его согнуть. Не вставляйте сразу самый толстый прут, который у вас есть.



Из ступицы
Ступичный прутогиб похож на подшипниковый. В качестве готовой конструкции можно использовать колёсную ступицу и базу старого автомобиля, от которого ничего, кроме несущей конструкции ходовой и кузова, не осталось. Используется ступица (с подшипниками или без) и от мотоцикла, мотороллера, скутера. Для тонких прутьев диаметром 3-5 мм (они часто выпускаются без ребристой поверхности) используют даже велосипедную ступицу.


Полезные советы
Процесс должен быть плавным: сталь, какой бы она ни была пластичной, испытывает растяжение с наружной стороны угла сгиба и сжатие с внутренней. Рывки, слишком быстрое сгибание прутьев нарушают технологию холодного сгибания. Прут нагревается, получая в месте сгиба дополнительные микротрещины. От рывка материал может ослабнуть и даже сломаться.
Не подпиливайте арматуру в месте сгиба. Надлом в этом случае гарантирован. Горячее сгибание также значительно ослабляет сталь.
Если согнуть прут вы не имеете возможности – распилите и сварите обе части концами, под прямым или иным углом. Простое связывание таких кусков в местах постоянной ударно-растягивающей нагрузки (фундамент, межэтажные перекрытия, забор) недопустимо – конструкция за несколько лет расслоится, и строение будет признано аварийным, опасным для проживания (или работы) в нём людей. Не используйте арматурогибочный станок, не рассчитанный на прутья требуемой толщины. Станок в лучшем случае погнётся – в худшем опорно-подвижная часть сломается, а вы получите травму либо упадёте при излишнем усилии, приложенном к станку.
Такую некачественную сталь применяют, например, при изготовлении шестигранных ключей, отвёрток.


Не используйте для изготовления арматурогиба тонкостенный профиль, применяемый для монтажа гипсокартонных перекрытий и сайдинговых панелей. Им даже не согнуть 3-миллиметровый прут – деформируется сам уголок, а не сгибаемая арматура. Даже несколько таких уголков, вложенных один в другой, сделают конструкцию весьма проблемной, гибка таким сомнительным устройством недопустима. Используйте профиль нормальной толщины – из той же стали, что и сами прутья. Идеально, если для станины устройства найдётся кусок рельса. Но это большая редкость.
Качественно изготовленный арматурогиб быстро окупит себя. Первейшее его назначение – изготовление каркаса под фундамент частного дома и пристроек, ограды в качестве забора. А если вы ещё и опытный сварщик, то станете гнуть арматуру на заказ, равно как и варить из неё двери, решётки, заборные секции, то такое устройство даст подзаработать.
О том, как сделать арматурогиб своими руками, смотрите далее.
Обработка металла – занятие, которое не теряет своей актуальности на протяжении нескольких тысячелетий. Ковка может быть горячей или холодной, это основные типы обработки. При втором типе работ предполагается применение дополнительных видов оборудования.

Но оборудование достаточно простое, чтобы его можно было изготовить и своими руками. В чём помогают убедиться многочисленные фото станка для холодной ковки.

Станки для холодной ковки: описание функционала и сфер применения
Возможности изделий и сфера их применения помогают делать правильный выбор при любых обстоятельствах. Изменение формы металла и увеличение его прочности благодаря прессованию – основная функция, которую выполняет любой тип данного оборудования.
- Создание декоративных предметов для интерьера, холодного оружия и мебели. Это касается как заводских, так и самодельных изделий.
- Машиностроительная отрасль, предполагающая разработку деталей на основе металлопроката трубного, листового и круглого типов.
- Производство строительных деталей с разными уровнями сложности. Картинки станка для холодной ковки помогают понять, как выглядят те или иные приспособления.

Какие могут быть станки для холодной ковки?
Благодаря изучению этой информации становится проще понять, какой именно инструмент требуется будущему владельцу в зависимости от того, какие цели он преследует.

Можно выделить несколько основных групп, пользующихся спросом. Любой покупатель легко разберётся в том, как сделать станок для холодной ковки.

Гнутик
Один из самых простых и незамысловатых приборов. Создаёт только дуги или кольца. Большинство начинающих мастеров предпочитают выбирать именно такие приспособления.

Волны
Тоже один из минималистичных станков. Состоит из ряда валов с роликами, расположенных на некотором расстоянии друг от друга. Это ручное оборудование. Предполагается, что кузнецы сами передвигают заготовки, стараясь придать им определённые формы.

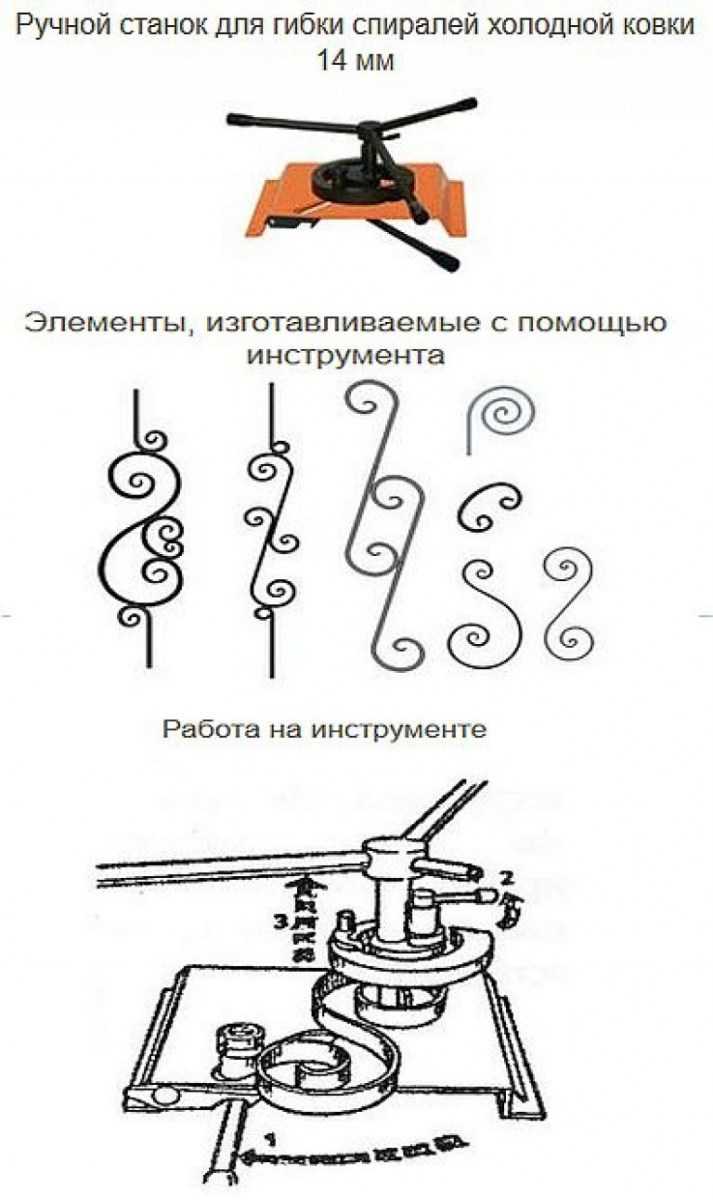
Улитка
Необычное приспособление, хотя оно знакомо практически каждому мастеру. Конструкция действительно во многом напоминает раковину моллюска, только в разрезе. Благодаря такому устройству эти станки подходят для создания спиралей и завитков, других подобных деталей декоративного назначения.

Твистеры

Поворотный механизм расположен в одной из таких частей. При движении металл начинает изгибаться, приобретая соответствующую форму.

Глобусы
Своеобразное повторение идей, которые были заложены ещё в улитке. Но принцип работы отличается от тех моделей, что описаны ранее. Заготовка располагается и закрепляется в одной части аппарата. Потом передвигается специальная рукоять, за счёт чего и придаётся соответствующая форма.

Универсальные модели
Обычно речь идёт о приборах, способных совместить в себе сразу несколько функций. Помогают разработать не только основные детали, но и сложные формы декоративного назначения. В каждом случае и у каждой разновидности действует своя инструкция, как сделать станок для холодной ковки.

Основные правила выбора станков для холодной ковки
Нужно сначала понять, какими будут основные условия эксплуатации. Каждую из характеристик можно рассмотреть по отдельности, чтобы потом действительно было проще принять решение.

О способе работы или управления
Механизмы бывают либо ручными, либо электрическими. Первый вариант подходит для начинающих мастеров. Они могут создавать детали одинаковых габаритов без постоянной переналадки. Электромоторы, наоборот, предъявляют больше требований к навыкам управляющего мастера. Но зато такие варианты отличаются производительностью и способностью работать с крупноформатными заготовками.






Оборудование и его производители
Может показаться, что качественные заводские образцы станут оптимальным выбором для любой ситуации. Но и домашние мастера способы создавать разработки с уникальными характеристиками, которые тоже заслуживают внимания.

На практике встречается множество моделей, которые собраны именно вручную. Распространён и обычный чертёж станка для холодной ковки.

По поводу многозадачности
Модели бывают узкоспециализированными, либо многозадачными. Второй вариант всегда кажется наиболее подходящим, но это далеко не всегда соответствует действительности.

Некоторым требуется всего пара возможностей, а не полный функционал. И потом, универсальные агрегаты часто используют слишком много ресурсов, поэтому они быстро начинают выходить из строя.

Начинающим кузнецам гораздо проще разобраться с особенностями механизма, который выполняет не так много функций. Исключением не стал и самодельный станок для холодной ковки.

Как быть со стоимостью аппаратов?
Многие стремятся к созданию самодельных вариантов, ведь с поиском моделей до десяти тысяч рублей в этом сегменте могут возникать серьёзные трудности. Но станки заводского производства тоже остаются актуальными всегда, тем более – если хочется организовать собственное дело с разными возможностями.

Эксплуатация станков холодной ковки и главные особенности
Требуется некоторая подготовка к дальнейшей эксплуатации, какими бы ни были её условия. В большинстве случаев можно не переживать по поводу травмоопасности.
- Крепления деталей в пазах оборудования должно быть максимально надёжным, это проверяется отдельно. Иначе можно повредить приборы или создать детали неправильной формы. Это правило распространяется и на станок улитка для холодной ковки.
- Процедура изготовления изделия будет упрощена, если перед началом немного подогреть всё. Металл приобретает дополнительные полезные свойства.
- В процессе работы важно избегать резких движений, контролировать каждый этап. Иначе качество результата вызовет сомнения, оборудование будет выходить из строя раньше времени.
- Периодически используют машинное масло, чтобы смазывать все детали, которые вращаются.

При создании разных декоративных и технических элементов важно соблюдать определённую последовательность действий. Свой порядок обработки металла разработан у каждого из существующих станков. Лучше заранее смотреть видео, чтобы проще было разобраться.

Особенности самостоятельного сооружения станка для холодной ковки
Лучше всего заранее позаботиться о том, чтобы изгибов и волн у этого типа оборудования было как можно больше. Различные узоры и вензеля проще создавать, если прибор с самого начала оснащён большим количеством насадок.

При создании устройств придерживаются следующей последовательности действий:
Берётся металлическое полотно. Размер изделия зависит от того, сколько узоров располагается на поверхности. Сами шаблоны размещают таким образом, чтобы для изготовления осталось достаточно свободного пространства. Материал с насадок может смещаться, если места будет недостаточно.





Шаблоны могут быть простыми, либо содержать большое количество поворотов вензелей. Сами чертежи станка холодной ковки бесплатно можно получить благодаря тематическим сайтам. Можно заранее подумать о том, какими будут изгибы в собранном и разобранном состоянии. Максимально прочным должен быть материал, благодаря которому фиксируются подвижные части.

Создание прорезей прямоугольной формы обеспечивает смену насадок на постоянной основе. Сменные шаблоны для ковки тоже вставляются внутрь без проблем. Заготовки крепятся на металлические пластины в форме прямоугольника. Болты обеспечивают создание надёжных креплений, вне зависимости от того, какой используется ручной станок для холодной ковки.

На первом этапе обычно собирают стойку, которая используется в качестве опоры. В единое целое соединяют отрезы трубы и сочленения между ними. Итоговая конструкция может напоминать табуретку по своему внешнему виду. Аппараты для сварки и различные пилы используются для соединения, либо для создания отрезков определённого размера.

Нарезка металлических листов – следующий шаг. Нужно получить круги и треугольники с равными сторонами, диаметрами. Треугольные конструкции крепятся на низ конструкции. В итоге должна получиться форма, напоминающая пирамиду. В центральной точке вырезанной окружности приваривают основание с более широкой площадью.

К кругу с уже приваренным элементом присоединяют четыре планки, расположенные в горизонтальной плоскости. Дрелью проделывают отверстия в изделии, потом соединяют всё болтами.

Следующий шаг предполагает сооружение рукояти. Для этого берут два прутка с одинаковой длиной. Один из прутков должен иметь диаметр, равный уже имеющемуся кругу. Другой превышает этот показатель, только при соблюдении данного правила получается подходящий результат. Первый прут сгибают на величину 30 градусов. Между первыми двумя отрезками обязательно оставлять небольшую перемычку.

К концу рычага крепят подшипник, чтобы в будущем можно было работать с разными направлениями. Дополнительное соединение требуется с концом в нижней части конструкции.

На последнем этапе друг с другом соединяют абсолютно все детали, созданные заранее. Гайка широкого диаметра станет незаменимым помощником при выполнении окончательной фиксации.

Художественную холодную ковку невозможно представить без использования соответствующих станков. Современные технологии делают так, что практически каждый домашний мастер может попробовать самостоятельно что-то сделать.

Станки для холодной ковки могут быть заводскими, либо изготовленными собственными силами. Это не меняет результата и готовой работы, которая получается при грамотном подходе к делу. Важно заранее запомнить, какие движения и в какую сторону выполнять для получения соответствующего результата.
Холодная ковка невозможна без специального кузнечного оборудования. Давайте рассмотрим виды приспособлений и фигуры, которые можно получить с их помощью. Мы подготовили для вас чертежи и тематические видео. Также рассмотрим последовательность изготовления станка для холодной ковки своими руками.
Если вы только собираетесь организовать мастерскую холодной ковки и хотите избежать больших расходов, то самостоятельное изготовление станков и приспособлений поможет создать свой маленький бизнес без чрезмерных затрат.
Основные приспособления и станки
Станки для холодной ковки предназначены в основном для гибки по дуге или углом, а также для скручивания. Они могут быть ручные или с электрическим приводом.
Основные виды станков и приспособлений для холодной ковки:
Для получения дуги предусмотрен третий цилиндр, вращающийся на противоположной от углового упора стороне.
Приспособление может быть выполнено на горизонтальной или вертикальной платформе.
Это приспособление — универсальное. С помощью насадок на нем можно не только гнуть, но и резать, и пробивать отверстия. Но это уже будет следующим шагом.
Один из вариантов конструкции: 1 — лемех улитки; 2 — основа станка; 3 — прижимной валик; 4 — рычаг для управления прижимным валиком; 5 — крепление основы; 6 — палец для фиксации лемехов; 7 — паз для прижиного валика; 8 — ось рычага управления; 9 — пружина для прижатия валика; 10 — фиксатор для заготовки; 11 — ведущий лемех улитки; 12 — основная ось; 13 — рычаги
В результате должно получиться такое приспособление:
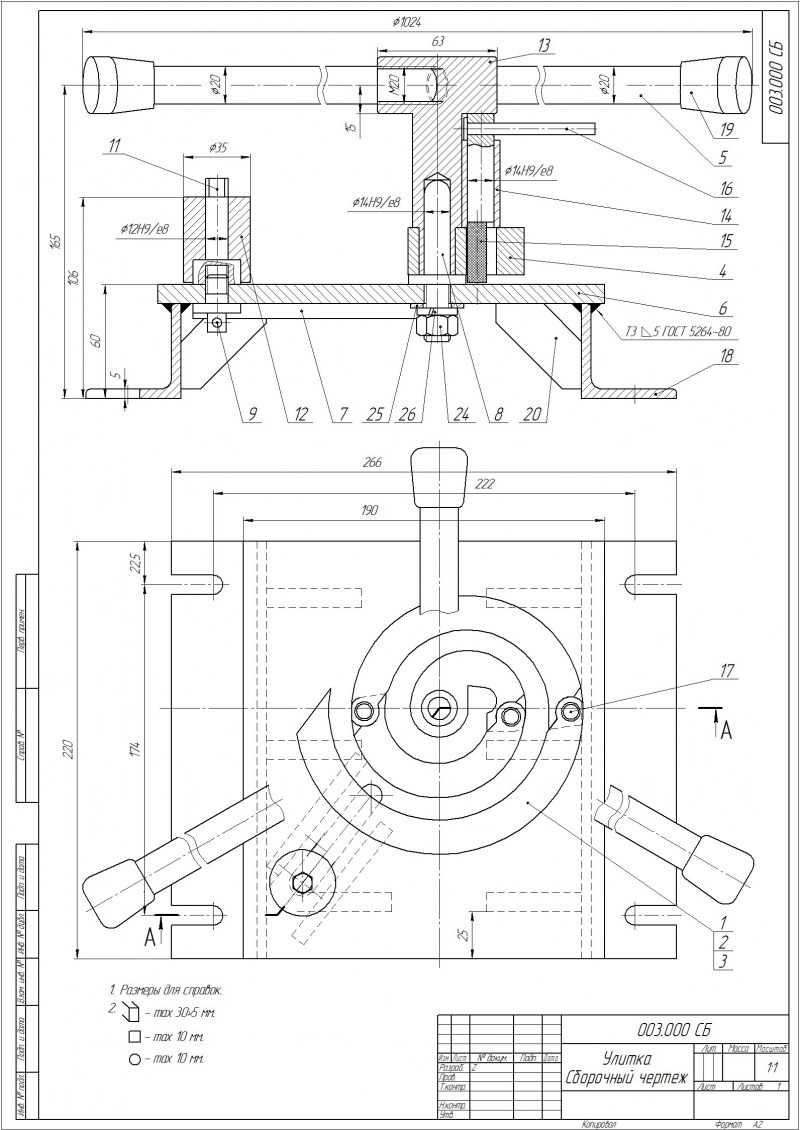
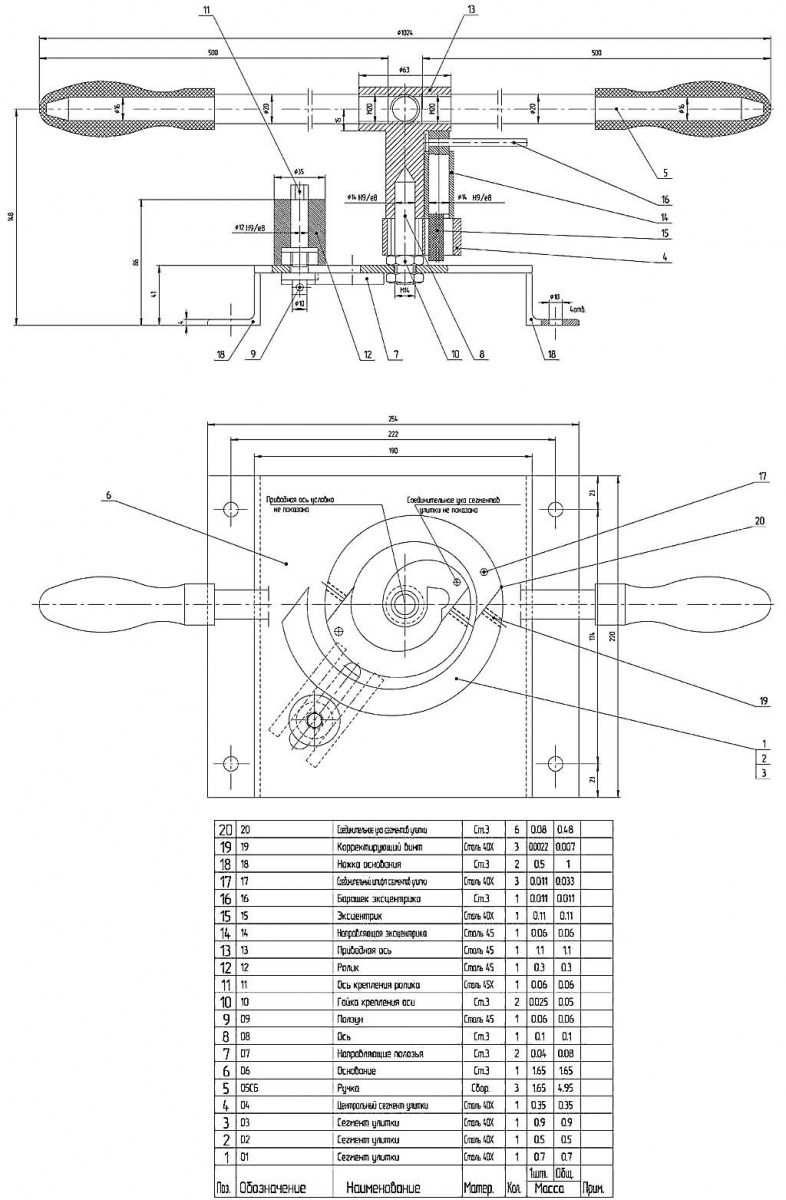
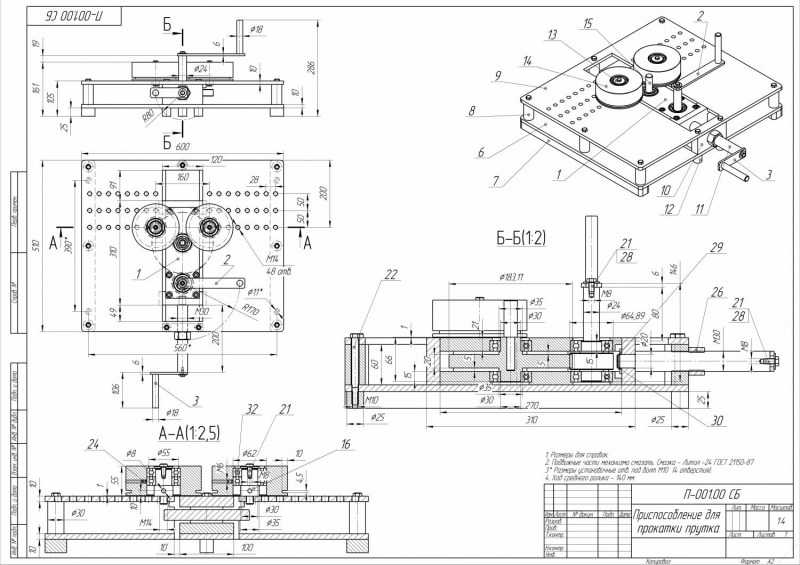
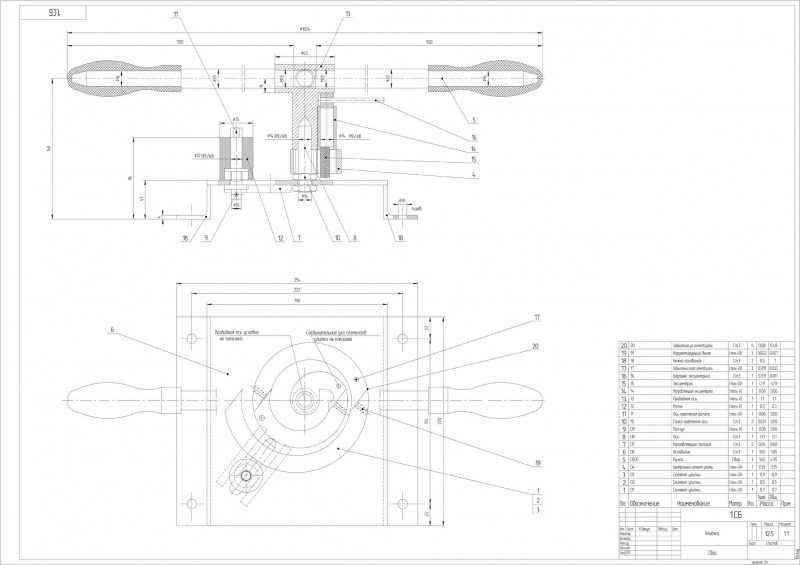
Ещё одна лёгкая конструкция, чтобы гнуть прокат сечением до 12 мм:
1 — сегмент улитки; 2 — эксцентрик; 3 — ручка; 4 — основание; 5 — направляющие полозья; 6 — ось; 7 — ползун; 8 — гайка оси; 9 — ось крепления ролика; 10 — ролик; 11 — приводная ось; 12 — направляющая эксцентрика; 13 — центральный сегмент улитки; 14 — барашек эксцентрика; 15 — основная ножка; 16 — соединительный штифт сегментов улитки; 17 — корректирующий винт; 18 — соединительное ухо сегментов улитки
Вариант с массивным основанием на опоре:
Видео 2. Изготовление основания
Видео 3. Изготовление улитки
Видео 4. Работа станка
Вариант настольного приспособления:
Видео 5. Часть 1
Видео 5. Часть 2
Подробнее о таких конструкциях мы поговорим ниже.
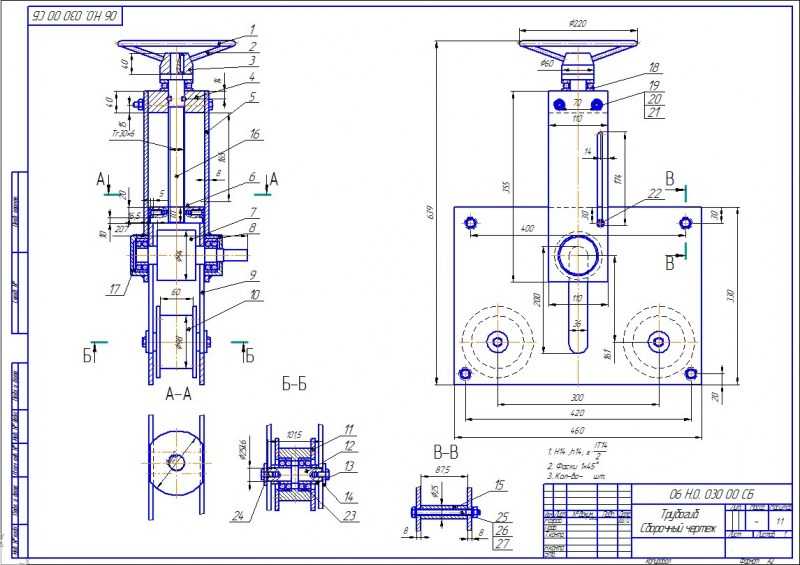
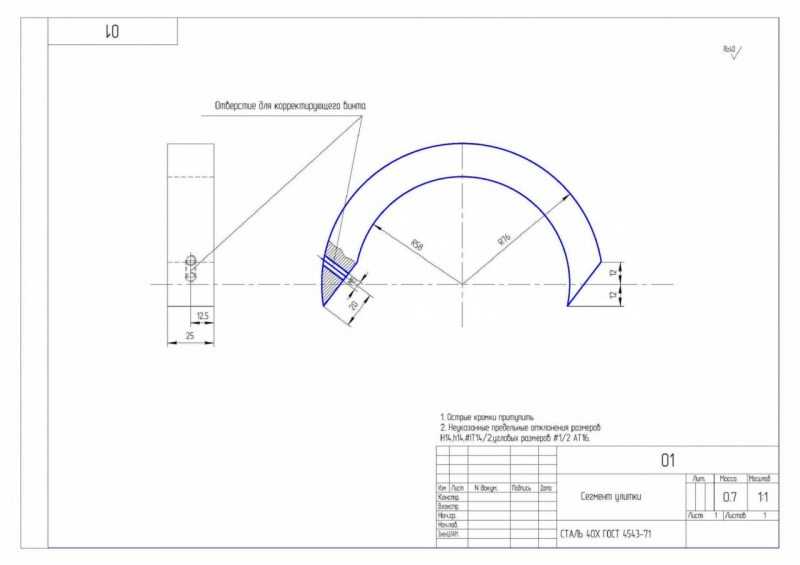
Такое устройство внешне похоже на школьный транспортир и предназначено для изготовления дуг с большим радиусом изгиба из полосы, квадрата, круга или шестигранника. Сначала загибом фиксируется один конец заготовки, потом она изгибается по всей длине по шаблону. Принцип действия чем-то похож на работу закаточной машинки для консервации.
Внешний вид приспособления
Пользуясь исключительно мускульной силой, дугу большого диаметра можно изготовить на шаблоне, прикрученном или приваренном к верстаку. На нём хорошо гнуть полосу, трубу тонкостенную и т. д.
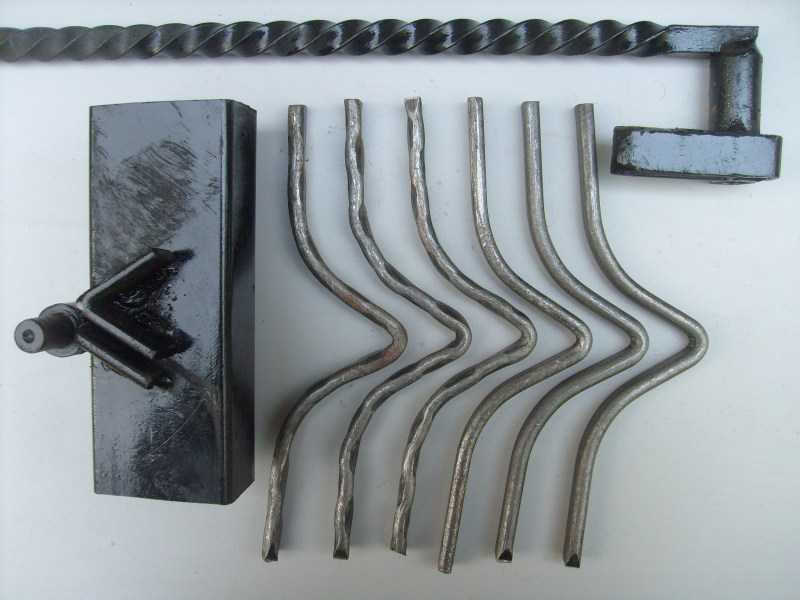
Приспособление волна и полученные изделия
Видео 7. Приспособление в действии
Эту операцию можно выполнить при помощи станка с матрицей или приспособлением и тяжелым кузнечным молотом на наковальне. Оба варианта мы даем в виде видеоматериалов.
Видео 11. Подробный процесс изготовления штампа
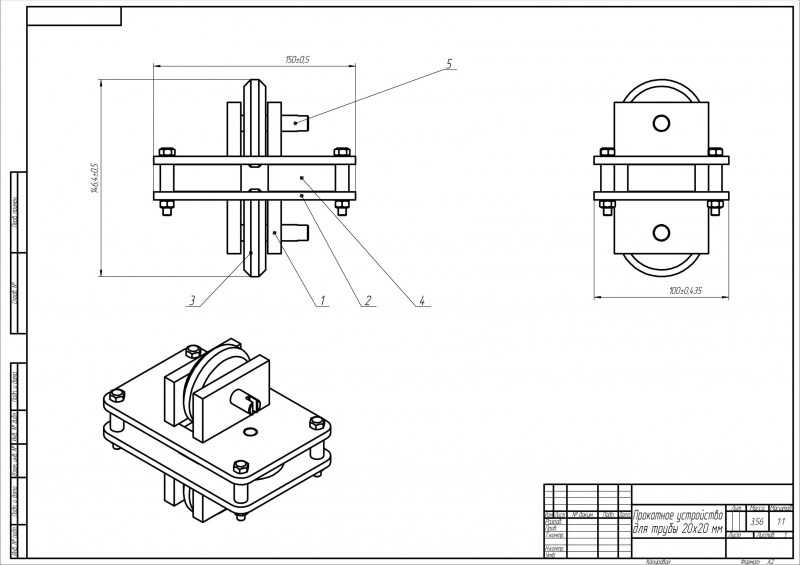
Ниже прокатный станок для выполнения той же операции.
Ниже приведены этапы сборки станка для гиба прута максимальным сечением 10х10 мм. Двигатель мощностью 0,5 КВт/1000 об/мин работает при этом на пределе своих возможностей. Выполняет 6 оборотов вала в минуту. Сегменты улитки выточены из круглой болванки Ст.45 без термообработки высотой 25 мм и толщиной 20 мм. Улитка насажена на вал на подшипниках от заднего колеса мотоцикла — 7204. Поддерживающий ролик закреплён жёстко в пазу. Между двигателем и редуктором установлены шкивы.
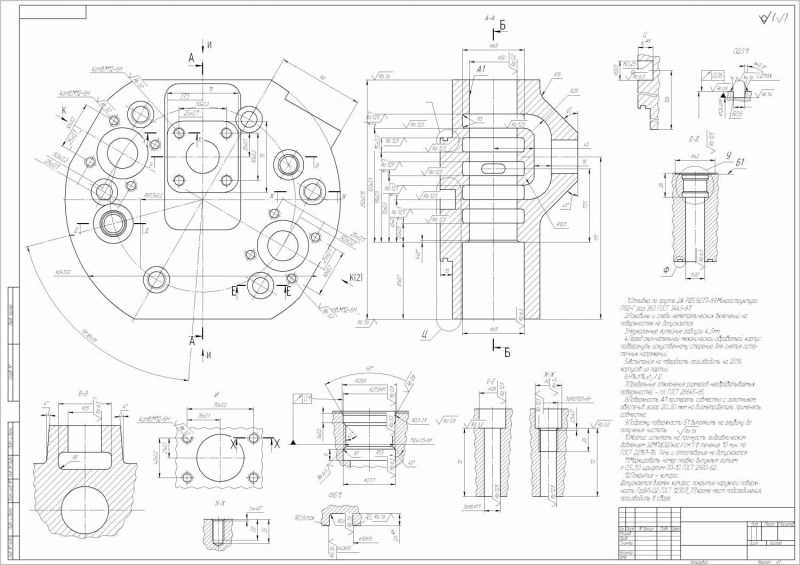
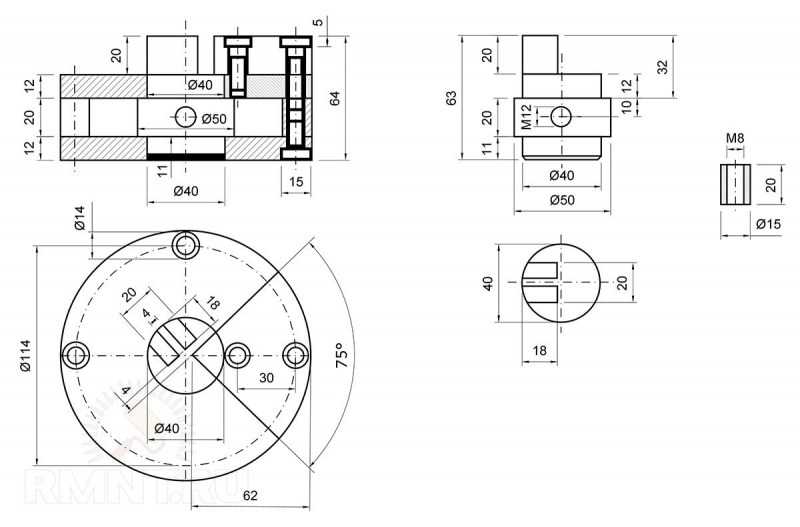
Ниже приведены чертежи сегментов улитки.
Элемент улитки 1
Элемент улитки 2
Элемент улитки 3
Центральный элемент улитки
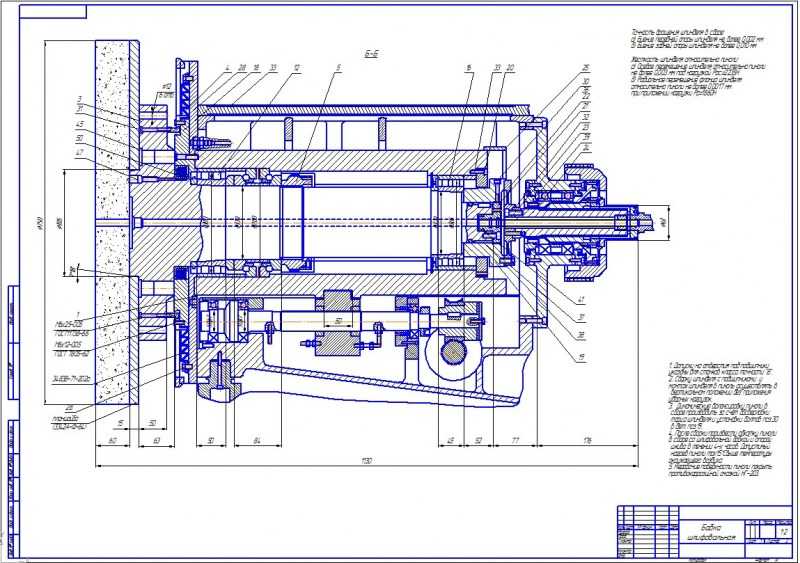
Для более массивного прута (от 12 мм) мощность двигателя должна составлять более киловатта. На фотографиях ниже представлен станок с двигателем мощностью 2,2 кВт, 1000 об/мин, дающий выход на валу около 10 об/мин. Это уже станок для профессионального использования. Применён бывший в употреблении редуктор, матрица вырезана из заготовки толщиной 30 мм — самый трудоёмкий процесс.
Для холодной ковки ещё понадобятся наковальня и молот. Горн не нужен, он требуется только для горячей ковки.
Совет! Перед началом работ начертите эскиз будущей конструкции в натуральную величину. Это поможет корректировать элементы и не запутаться при сборке.
Холодная ковка невозможна без специального кузнечного оборудования. Давайте рассмотрим виды приспособлений и фигуры, которые можно получить с их помощью. Мы подготовили для вас чертежи и тематические видео. Также рассмотрим последовательность изготовления станка для холодной ковки своими руками.

Если вы только собираетесь организовать мастерскую холодной ковки и хотите избежать больших расходов, то самостоятельное изготовление станков и приспособлений поможет создать свой маленький бизнес без чрезмерных затрат.
Основные приспособления и станки
Станки для холодной ковки предназначены в основном для гибки по дуге или углом, а также для скручивания. Они могут быть ручные или с электрическим приводом.
Основные виды станков и приспособлений для холодной ковки:
Приспособление может быть выполнено на горизонтальной или вертикальной платформе.

Планка нижняя
Это приспособление — универсальное. С помощью насадок на нем можно не только гнуть, но и резать, и пробивать отверстия. Но это уже будет следующим шагом.




Один из вариантов конструкции: 1 — лемех улитки; 2 — основа станка; 3 — прижимной валик; 4 — рычаг для управления прижимным валиком; 5 — крепление основы; 6 — палец для фиксации лемехов; 7 — паз для прижиного валика; 8 — ось рычага управления; 9 — пружина для прижатия валика; 10 — фиксатор для заготовки; 11 — ведущий лемех улитки; 12 — основная ось; 13 — рычаги
В результате должно получиться такое приспособление:

Ещё одна лёгкая конструкция, чтобы гнуть прокат сечением до 12 мм:

1 — сегмент улитки; 2 — эксцентрик; 3 — ручка; 4 — основание; 5 — направляющие полозья; 6 — ось; 7 — ползун; 8 — гайка оси; 9 — ось крепления ролика; 10 — ролик; 11 — приводная ось; 12 — направляющая эксцентрика; 13 — центральный сегмент улитки; 14 — барашек эксцентрика; 15 — основная ножка; 16 — соединительный штифт сегментов улитки; 17 — корректирующий винт; 18 — соединительное ухо сегментов улитки

Подробнее о таких конструкциях мы поговорим ниже.
Такое устройство внешне похоже на школьный транспортир и предназначено для изготовления дуг с большим радиусом изгиба из полосы, квадрата, круга или шестигранника. Сначала загибом фиксируется один конец заготовки, потом она изгибается по всей длине по шаблону. Принцип действия чем-то похож на работу закаточной машинки для консервации.

Внешний вид приспособления
Пользуясь исключительно мускульной силой, дугу большого диаметра можно изготовить на шаблоне, прикрученном или приваренном к верстаку. На нём хорошо гнуть полосу, трубу тонкостенную и т. д.

Шаблон

Приспособление волна и полученные изделия
Приспособление в действии



Эту операцию можно выполнить при помощи станка с матрицей или приспособлением и тяжелым кузнечным молотом на наковальне. Оба варианта мы даем в виде видеоматериалов.
Подробный процесс изготовления штампа
Ниже прокатный станок для выполнения той же операции.

Принцип действия
Ниже приведены этапы сборки станка для гиба прута максимальным сечением 10х10 мм. Двигатель мощностью 0,5 КВт/1000 об/мин работает при этом на пределе своих возможностей. Выполняет 6 оборотов вала в минуту. Сегменты улитки выточены из круглой болванки Ст.45 без термообработки высотой 25 мм и толщиной 20 мм. Улитка насажена на вал на подшипниках от заднего колеса мотоцикла — 7204. Поддерживающий ролик закреплён жёстко в пазу. Между двигателем и редуктором установлены шкивы.


Ниже приведены чертежи сегментов улитки.

Элемент улитки 1

Элемент улитки 2

Элемент улитки 3

Центральный элемент улитки
Для более массивного прута (от 12 мм) мощность двигателя должна составлять более киловатта. На фотографиях ниже представлен станок с двигателем мощностью 2,2 кВт, 1000 об/мин, дающий выход на валу около 10 об/мин. Это уже станок для профессионального использования. Применён бывший в употреблении редуктор, матрица вырезана из заготовки толщиной 30 мм — самый трудоёмкий процесс.



Для холодной ковки ещё понадобятся наковальня и молот. Горн не нужен, он требуется только для горячей ковки.
Совет! Перед началом работ начертите эскиз будущей конструкции в натуральную величину. Это поможет корректировать элементы и не запутаться при сборке.
Читайте также: