
Станок для изготовления водостоков своими руками
Добавил пользователь Алексей Ф. Обновлено: 05.10.2024
Листогиб, наряду с трубо- и прутогибом, является полезным устройством в быту и стройсервисе. Нередко на металлобазах предлагают услугу по сгибанию листового металла – за отдельную плату. Вы можете заплатить за то, чтобы вам согнули один или несколько листов – а вот при самостоятельной постройке дома свой листогиб необходим.
Устройство гибочного станка
Перед изготовлением листогиба определитесь, какой толщины и структуры, а также сколько листов вам нужно согнуть, как именно они будут сгибаться. Это позволит выбрать схему, по которой прибор будет выпущен. Самый простой механизм позволяет гнуть листовую сталь посредством траверсы. Данное устройство легко согнёт лист с шириной не более полуметра, на 90 градусов, используя лишь силу рук мастера. Листовой металл закрепляется в станке с помощью струбцины или небольших тисков. Сгибание в выбранном месте осуществляется нажатием траверсы на него.
Чтобы получить прямой угол загиба, понадобится особый вкладыш в виде полоски металла или сплава, добавляющий сгибаемому листу упругости.
Усложнённое устройство – листогибочный пресс с сеткой и пуансоном в качестве исполнительного механизма. Лист металла или сплава кладётся на криволинейную или спрямлённую матрицу, а пуансон (сгибающий клин) прижимается к сгибаемому листу, придавая ему нужный узор сгиба. Такой станок чаще используется в металлообрабатывающем производстве, где сгибание листового железа поставлено на поток.
Самодельные листогибы в домашних условиях могут работать и с гидравлическим механизмом, роль которого выполняет, например, домкрат.
Для такого станка потребуется не менее двух одинаковых домкратов.
К тому же их работу нужно синхронизировать, что представляет собой дополнительную сложность по сравнению, например, с арматуротрубогибами.
Профессиональные листогибы изготавливаются на основе трёхвального механизма. В них лист металла проходит через управляемые валы. В результате радиус изгиба листа обретает отличающиеся при разных подходах значения.

Особое место занимают электромагнитные листогибы. Но самостоятельно сделать такой листогиб затруднительно. Его положительные качества – небольшие габариты, бесшумный процесс сгибания листов, высокая скорость. Работает такой листогиб за счёт электромагнитного поля, создаваемого между гнущей поверхностью и матрицей. Сгибатель свободно зафиксирован с помощью пружины, а сама матрица ставится под ним. Механизм подстраивается под форму сгибаемого листа. Под сгибателем (или в нём) размещён электромагнит, на который подаётся выпрямленное сетевое напряжение.
Матрица притягивается к сгибателю, и тот моментально гнёт вставленную заготовку. В таком устройстве может присутствовать и секторный сгибатель, позволяющий делать разноуровневые (составные) отбортовки.


Вальный листогиб используется, к примеру, при изготовлении одностенных дымоходов, где труба с круглым или овальным сечением имеет идеальные размеры. Если вальный механизм имеет определённый профиль, то он хорош для изготовления крышных водостоков, располагаемых по периметру.
При необходимости вальный листогиб укомплектовывается дополнительными листогибочными валами, позволяющими, к примеру, получить из ровного листа ступенчатое или волнистое железо.
Вальные станки часто оснащаются ножом, который дает возможность отрезать лист неподалёку от места сгибания.



У ручного листогиба рабочий ресурс чаще всего выбирают в следующих пределах:
- количество листов – не менее 1400;
- ширина листа – не более 2 м;
- угол сгиба – до 130 градусов.
Больший ресурс используется не при домашней, а при заказной работе.


Подготовка материалов и инструментов
Для изготовления станка-листогиба вам не обойтись без следующих инструментов и расходников к ним:
- электродрель и набор свёрл различного диаметра;
- болгарка, а также отрезные и шлифовальные диски к ней;
- сварочный аппарат и набор электродов;
- тиски для верстака, набор струбцин;
- набор ручного инструмента (молоток, кувалда, пассатижи, кёрнер, напильник-зубило).



Для подключения инструмента, если во дворе нет расположенной рядом с местом проведения работ розетки, потребуется катушечный удлинитель требуемой длины.
В качестве расходных материалов нужны:
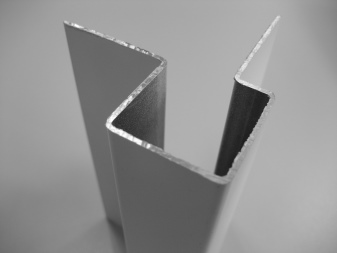
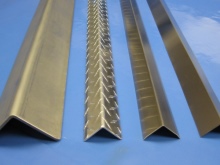
- уголковый профиль из толстостенной стали;
- болты, гайки и шайбы (можно использовать гроверные);
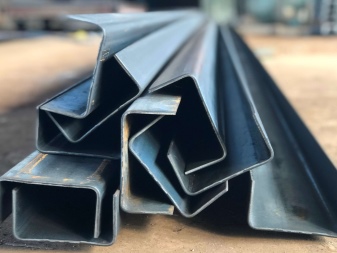
- швеллер (П-образный профиль с частично заострёнными краями);
- правило (если в качестве ударно-спускового элемента используется именно оно);
- арматурный прут (допустима арматура с гладкой поверхностью);
- набор шарикоподшипников (если механизм предусматривает их использование).


Подготовив необходимые электроприборы, расходники и материалы, можно приступить к изготовлению станка-листогиба.
Пошаговая инструкция по изготовлению
Три типа листогибов – ручной, вальный и гидравлический – подразумевают несколько конкретных чертежей. Начнём с уголкового (таврового).
Из уголка
Один или два уголка в качестве основы – наиболее часто встречающаяся конструкция. Здесь потребуется большая ровная площадка (верстак). Идеально, если столешница его будет обита металлическим листом большей толщины, чем та, лист которой требуется согнуть.
Ширина уголка должна быть не менее 4,5 см, толщина – не менее 3 мм. При сгибании более длинных (метр и больше) листов потребуются более толстые и широкие уголки, подойдёт и тавровый чермет (Т-образный, сдвоенный уголок).
Подготовьте две стальные дверные петли, болты и гайки на 10-20 мм, а также пружины. Желательно использовать петли-бабочки, в которых предусмотрена потайная головка винта – их конструкция усилена и выдержит значительную перегрузку.
Сделайте следующее.
- Сложите вместе два тавровых профиля. С обоих концов на них вырежьте выемки под петли. Срежьте край каждой выемки под углом в 45 градусов.
- Подпилите третий Т-образный профиль аналогично, оставив выемку на нём более заглубленной. Такая выемка нужна для прижимания сгибаемых листов, и перемещается без усилий.
- Приварите петли по обе стороны – с лицевой и обратной частей. Убедитесь, что сварные швы ровные и основательные – петля не должна оторваться.
- На одном из тавров, удалённом от вас в данный момент, приварите по два скоса с каждой из сторон. Они помогут зафиксировать удерживающий болт прижимной детали.
- Приварите к скосам гайки болтов.
- Зафиксируйте прижимающую планку (тавр с обрезанной стороной).
- Сверху приварите стальные пластины с отверстием в середине каждого из них. В отверстие легко должен заходить болт.
- Выровняйте отверстия, чтобы они совместились по одной оси с гайкой. Приварите эти пластины.
- Отрежьте часть пружины так, чтобы её усилия хватало для поднятия зажимающей планки в среднем на 6 мм.
- Проденьте болт в прижимающую планку, наденьте на него пружину и завинтите гайку. Установите такой же кусок пружины с обратной стороны. Прижимающая пластина при ослаблении болта должна приподняться самостоятельно.
- Приварите к головке болта по два куска арматурного прута – они послужат рукояткой для закручивания.
- Наденьте на получившиеся рукоятки пластиковые или деревянные накладки, выполненные в виде трубок. Допустимо использовать и старые грипсы от велосипеда.
Листогиб готов к работе. Устройство может быть изготовлено и из двутавров. Верхний – прижимающий – двутавр зафиксирован с торца на нижнем с помощью шарнира.
Второй торец двутавра удерживается посредством клина или эксцентрика.
Из швеллера
Если заменить уголковый или тавровый профиль П-образным швеллером, ресурс листогибочного станка увеличится в разы. Основные детали, устанавливаемые на швеллер, остаются без изменений.
Траверса при использовании швеллера не погнётся преждевременно. Уголок, в свою очередь, обладает меньшей устойчивостью к перегрузкам – малейший перегиб резко снизит качество работы, отчего листовую сталь предстоит догибать после правки, юстировки станка.
Из правила
В качестве гнущего траверса используется балка, сгибающая листовую сталь вокруг прижимной оси, деформируя лист стали до тех пор, пока он не согнётся в заданном ракурсе.
Из дерева
Деревянные детали листогиба избавят вас от чрезмерной массы устройства. Дело в том, что классический уголковый или швеллерный листогиб весит 100 кг и более, что делает невозможным его перемещение. Если в качестве основной конструкции использован рельс – масса возрастёт более чем на 200 кг, и для него потребуется участок пола под навесом с усиленным бетонным покрытием.
Деревянный листогибочный станок гнёт сталь и алюминий толщиной до 1 мм.
Потребуется древесина твёрдых пород, при использовании сосны и ели деревянные детали тут же затупятся и деформируются. Плюсы деревянной конструкции – отсутствие необходимости в сварке – все соединения болтовые. Деревянный станок изготовить легче. Он сгодится для сгибания кровельных листов и для чисто жестяных работ.
Зачастую улучшают по весу стальной станок, используя в качестве подушки деревянную доску.


Из рельса
Ручной листогиб с рельсом предназначен для сгибания стали толщиной более 2 мм. Грубо говоря, им можно согнуть толстые листы, из которых строились раньше стальные гаражи. Прижим листового металла осуществляется при помощи рельса. Глубина подачи листов может быть неограниченной – такой станок согнёт лист в любом месте, каким длинным бы тот ни был. Производительность ручных листогибов на основе рельса составляет десятки погонных метров листа ежечасно, что позволяет поставить сгибание металла на поток.
Длина рельса может достигать 2,5 м.
Из подшипников
Роликовый листогиб, в отличие от петлевого, имеет повышенную точность хода. Если подшипники подобраны по величине нагрузки, которая приходится на сгибаемые листы, и хорошо смазаны – трёхвалковый агрегат проработает в течение минимум нескольких лет, даже при каждодневном использовании.
Описание процесса изготовления такого станка состоит в следующем.
- В куске квадратного трубчатого профиля просверлите пару отверстий. Они нужны для стальных стержней с диаметром до 8 мм.
- Приварите эти стержни к трубе и установите заглушки из пластика. Рабочая часть станка готова.
- Пропилите прямоугольные надпилы в двух кусках стального уголка.
- Поместите уголки в тиски на верстаке, подложив между ними проставочные шайбы. С помощью шайб выставляется щель, в которую помещается сгибаемый стальной или алюминиевый лист.
- Приварите к уголкам 2 гладких и идеально круглых штыря.
- Наденьте на штыри шарикоподшипниковые комплекты.
- Просверлите в центральной части уголков по отверстию.
- Вставьте в эти отверстия комплектующую, состоящую из профильной трубы и 2-х стержней, сваренную ранее.
- Присоедините к стержням втулки и приварите их к уголкам.
- Наденьте на концы стержней шарикоподшипники.


Соберите конструкцию и смажьте подшипники, налив в них литола, солидола или графитовой смазки. Данный агрегат отлично подходит для жести.
Полезные советы
Рекомендуется всю конструкцию окрасить, поскольку она будет использоваться во дворе, а не дома. Своевременная покраска не позволит ей заржаветь.
Не используйте деревянный листогиб для сгибания листов толще чем 1 мм – это приведёт к его быстрой поломке. Он не рассчитан на такое усилие.
Не используйте, наоборот, слишком мощный листогиб для тонкой стали. Слишком быстрое сгибание приведёт к надлому листа, в результате образуется трещина. Особенно трещины разрушают со временем обычные оцинкованные листы. Каждое устройство рассчитано для определённой нагрузки.


Качественно изготовленный листогиб не поцарапает даже краску или оцинковку на стальном листе, сгибая его. Чтобы избежать царапин и потёртостей на таком покрытии, вставляйте листы в листогиб крайне аккуратно.
Любой листогиб подвергается постепенному износу, даже если он сверхпрочный и сверхкачественный. Движущиеся, трущиеся поворотные детали (петли, подшипники) необходимо смазывать хотя бы раз в год – при редкой, эпизодической работе. Частая и долгая работа может потребовать смазки раз в месяц, квартал – эти части испытывают усиленную перегрузку и не лишены трения окончательно. Проверяйте направляющие кромки – со временем они также могут подтупиться и зазубриться, и листовое железо гнётся хуже и грубее, с неровностями и помятыми участками.
Не используйте в качестве материала листы из нержавейки. Значительная вязкость такого сплава делает эти листы трудными в обработке.
Изготавливая листогиб, избегайте сварных соединений, которым вредят нагрузки, постоянно меняющие направление на противоположное.
Старайтесь сделать станок предельно простым, не прибавляя ненужных деталей. Простота – друг надёжности. Лишние детали могут прибавить дополнительный вес.


Листогиб не подходит для сгибания заготовок, используемых затем в художественной ковке – его нож не рассчитан на фигурное разрезание заготовок из стали от 2 мм. Нож листогиба в основном режет только прямо. Используйте специализированные станки для металлообработки иного уровня, решающие эту задачу.
Работая с электроинструментом, включая механизированные листогибы, используйте перчатки, защитные очки и спецодежду. Это уменьшит вероятность получения травмы при неосторожном движении. Амуниция рабочего не должна цепляться при работе за само устройство.
Заключение
Если изготовление ручного листогиба вам оказалось не по силам и знаниям, стоит воспользоваться готовым устройством. Оно стоит порядка 60 тысяч рублей. Но этот способ хорош лишь для тех, кто не хочет упускать прибыль, поставив гибочные работы на поток.
Как сделать листогиб своими руками - смотрите далее.
Самодельный станок для гибки листового металла: подробные фото пошагового изготовления станка.
Для работы с листовым металлом, часто требуется согнуть его под нужным углом. Таким образом формируются разнообразные элементы кровли, жестяные подоконники, короба для вентиляции, водосточные системы и прочие изделия. Большинство таких изделий можно сделать на гибочном станке.
Это приспособление можно повторить в условиях небольшой мастерской без использования сварочного аппарата.
Материалы для изготовления самоделки:
- — Стальной уголок 50х50 мм.
- — Квадратная профильная труба.
- — Доска.
- — Болты, шайбы, барашковые гайки М8, саморезы по дерев.у
- — Винты, гайки М5, М6, дверные петли.
- — Краска.
- — Лепестковый зачистной и отрезной диски.
Далее на фото показан процесс изготовления станка:

Основой для станка послужит сосновая доска 100х30 мм. К краю доски будет крепиться неподвижная губка из стального уголка 50х50 мм.

К краям уголка прикладываются дверные петли, и отмечается место, где расположен край штифта.



Затем размечается и вырезается выемка для кулачков.






Теперь на уголке размечаются центры отверстий для саморезов.


Зафиксировав заготовку в тисках, автор сверлит по три 3-мм отверстия для каждой из петель.





Теперь нужно сделать 5-мм сверлом по металлу отверстия для винтов в наклонной губке.


Крепится губка к петлям при помощи винтов с потайной головкой и гаек М5.








Рычаги крепятся к губке винтами и гайками М5. Верхнюю часть отверстий на губке обязательно нужно рассверлить зенковкой под потай.


Третьим элементом из уголка будет сам прижим. Вырезы под кулачки обязательно делаются и на его ребре.














В качестве прижимов послужат болты и барашковые гайки М8. Болт продевается через основание, и фиксируется гайкой.




Барашковые гайки навинчиваются после установки прижима.


Самодельный станок листогиб готов к работе. Крепится это приспособление к верстаку с помощью пары струбцин.



Вырезав и разметив лист, он просовывается под прижим, и затягиваются барашковые гайки.
Первый изгиб выполняется на угол около 95 градусов (заготовку нужно немного перегибать), в итоге получается прямой угол.






Продвигая заготовку, и повторяя операции, автор изготавливает простой короб.










Процесс изготовления станка можно также посмотреть в этом видео:
В нынешнее время системы водостока доступны как никогда, на строительном рынке можно найти элементы любых типоразмеров и форм. Однако этот факт не останавливает домовладельцев, которые желают самостоятельно обустроить свое жилье и сэкономить на этом. Накопленный практический опыт многих домашних мастеров поможет изготовить не только желобки из листового металла, но и всевозможные кронштейны, тубы и воронки.
Виды водосточных желобов: как подобрать их для своего проекта

Важно подобрать оптимальные габариты, чтобы водосточный желоб и размеры его трубы справлялись со своими функциями наиболее эффективно. Концепция выбора заключается в том, что чересчур узкие элементы не будут справляться с потоками воды, а слишком широкие – обойдутся значительно дороже. Поэтому стоит учитывать следующие факторы:
- Количество осадков для вашей местности.
- Площадь и величина уклона крыши.
- Индивидуальные особенности архитектуры дома.
Подберем размеры
Диаметр современных желобков и труб находится в пределах от 60 до 216 мм. Большинство продуктов соответствует нормам DIN EN, отдельные производители продолжают выпускать продукцию по ГОСТ 7623-84.

Домовладельцы, предпочитающие сделать водосточный желоб своими руками, должны учесть, что он должен быть несколько шире трубы. Высота борта делается не менее 10-12 мм. Наиболее ходовые соотношения элементов системы желобок/труба имеют следующий вид:
- 100/75 мм.
- 125/87 мм.
- 125/100 мм.
- 150/100 мм.
- 200/150 мм.
Для примера рассмотрим практический пример с площадью крыши в 60 м². Здесь подойдет желобок 100 мм и труба диаметром 80 мм. Для площади в 100 м² уже понадобится труба 100 мм и желобок на 150 мм. Параметры имеют усредненный характер, индивидуальные особенности постройки влияют на них непосредственным образом. Длина желобков обычно составляет 2-3 метра.
Как сделать своими руками трубу и водосточный желоб
При изготовлении комплекта водостока мастера используют недорогие стальные листы с оцинковкой или полимерным покрытием. Кроме этого, многих привлекает тот факт, что для организации работ сварочный инвертор не нужен. Определенная часть пользователей предпочитают оцинкованную продукцию, которую потом красят в любой понравившийся цвет. Для работы понадобятся следующие инструменты:
- Резиновая и деревянная киянки.
- Ножницы по металлу и болгарка.
- Металлический уголок длиной не менее 1 метр.
- Листовая сталь толщиной 0,5-0,65 мм.
- Линейка и рулетка.
- Отрезок трубы подходящего диаметра.
Предварительный этап заключается в разметке листа на заготовки при помощи карандаша и линейки. При этом нужно определиться с формой изделия, некоторые могут выбрать прямоугольную форму. Однако в большинстве случаев мастера делают радиальный профиль. В любом случае, самодельные желоба для отвода воды с крыши и цена их заводских аналогов несопоставимы.

Технология самостоятельного производства проста и состоит из нескольких простых переходов:
- Разрезать листы по разметке ножницами для резки металла.
- Установить металлический уголок вдоль длинной стороны заготовки на 10 мм от края, и отогнуть наружу элемент вальцового соединения при помощи резинового молотка.
- Таким же образом загнуть вторую длинную сторону, только внутрь. При горизонтальном соединении фальцевые элементы будут после стыковки обеспечивать жесткость конструкции.
- Зафиксировать отрезок трубы и выгнуть на ней заготовку нужной формы.
Технология изготовления труб
Схема проста и аналогична процессу изготовления желоба. Заготовка отрезается так, чтобы с одной стороны ширина была на 10 мм уже. Это необходимо для последующей правильной стыковки элементов. После выгибания заготовки фальцевые загибы заводятся друг за друга, после чего по всей длине точными ударами киянки сформировать шов.
Изготовление сливной воронки и кронштейнов

Конструкция состоит из трех компонентов: стакана, конуса и ободка. В месте соединения два последних элемента должны быть одного диаметра. Составные части воронки также соединяются методом вальцовки, что предотвращает просачивание воды при сильном напоре при ливне. При штатной установке системы водоотлива ножницами вырезаются в желобке соответствующее отверстие.
Кронштейны выгибают из металлических полос толщиной 3-4 мм. Радиус изгиба должен быть таким, чтобы желобок лежал в нем плотно. Для прямоугольных изделий формируются соответствующие кронштейны.
Какова цена на заводские желоба?
Чтобы до конца понять целесообразность самостоятельного изготовления элементов водостока, неплохо ознакомиться со стоимостью заводских аналогов. Не будем рассматривать особо дорогие комплекты из меди, а сосредоточимся на изделиях из ПВХ.
Водостоки Döcke
Проверенная временем система Standard была разработана немецкими инженерами для малоэтажных домостроений. Стоимость основных компонентов:
- Желобок 3 метра, диаметр 120 мм – от 428 рублей.
- Труба на 3 метра, диаметр 85 мм – от 512 рублей.
- Воронка – от 274 рубля.
Лист оцинкованной стали размером 1250х2500 мм стоит 850 рублей. Из него своими руками можно сделать 3-4 водосточных желоба длиной 2, 5 метра.

Водостоки Nicoll
Относительно недорогая система с продолжительным сроком эксплуатации, гарантия на изделия от производителя – 10 лет. Стоимость основных компонентов:
- Желобок на 4 метра диаметром 125 мм – от 840 рублей.
- Труба на 4 метра диаметром 80 мм – от 1120 рублей.
- Воронка – от 580 рублей.
В итоге
Из листового металла делают немало изделий — водосточные системы, фасонные детали для обшивки кровли, крытой профнастилом или металлочерепицей, отливы для цоколя, углы для сооружений из профлиста и т.д. Все это может сделать специальный гибочный станок — для листового металла. Как сделать листогиб своими руками и поговорим в этой статье.
Виды листогибов
Есть три вида листогибочных станков:
- Простые ручные, гибка металла в которых происходит при приложении силы в определенном месте. Эти агрегаты дают возможность изогнуть листовой материал по прямой под любым углом — от нескольких градусов до почти 360°.
- Гидравлические машины, в которых листовой металл сгибается до формы матрицы путем удара. Матрица может быть прямой или изогнутой. Это оборудование профессиональное и применяется на предприятиях средней и большой мощности.
- Роликовые или валковые листогибы. В них лист металла не сгибается по прямой а закругляется. С помощью этого оборудования можно сделать самому трубы или другие подобные изделия.
Все эти устройства относят к листогибочным станкам. Своими руками сделать проще всего агрегат первой группы, чуть сложнее — третьей (вальцы для листового металла). Вот о них и поговорим — от том как сделать листогиб своими руками.
Простые ручные
Фасонные детали из металла стоят немалых денег. Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.

Чертеж гибочного станка для листового металла

Листогиб — проекция сбоку

Другая модель
Если волнуетесь насчет внешнего вида, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный. Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается. Так что вид у изделий будет вполне приличный. Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
Мощный листогиб из тавров
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:

Вырезаем выемки под петли
Этот вариант очень мощный — можно гнуть длинные заготовки и лист солидной толщины. Не всегда такие масштабы востребованы, но уменьшить можно всегда. В видео предложена похожая конструкция меньшего размера, но с другим креплением прижимной планки. Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку. А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
Из уголка с прижимной планкой другого типа

Небольшой ручной листогиб для самостоятельного изготовления
В данном самодельном станке для гибки листового металла есть много особенностей:
Теперь перейдем к конструкции прижимной планки (на фото выше). Она тоже сделана из уголка, но укладывается на станок изгибом вверх. Для того чтобы при работе планка не изгибалась, наварено усиление — перемычки из металла. С обоих концов планки приварены небольшие металлические площадки, в которых просверлены отверстия под болты.
Еще один важный момент — та грань, которая обращена к месту сгиба срезана — для получения более острого угла изгиба.

Планка устанавливается так
Прижимная планка укладывается на станок, в место установки гайки подкладывается пружина. Ручка устанавливается на место. Если она не прижимает планку, та за счет силы упругости пружины приподнята над поверхностью. В таком положении под нее заправляют заготовку, выставляют, прижимают.

Под отверстие ставят пружину, затем — болт
Неплохой вариант для домашнего использования. Толстый металл гнуть не получится, но жесть, оцинковку — без труда.
Вальцы для листового металла или вальцовый листогиб
Этот тип листогиба может иметь три типа привода:
- ручной;
- гидравлический;
- электрический.
Своими руками делают вальцы для листового металла с ручным или электрическим приводом. В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.

Вальцевый листогиб
Для этого станка нужна хорошая надежная основа. Это может быть отдельная станина или какой-то верстак или стол. Основа конструкции — валки. Их делают одинакового размера. Два нижних устанавливаются стационарно, верхний — подвижно, так, чтобы в нижней позиции он располагался между вальцами. За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
Приводят в движение станок при помощи ручки, которая приделана к одному из валов. Далее крутящий момент передается на другие катки через звездочки. Их подбирают так, чтобы скорость вращения была одинаковой.
Если предполагается на оборудовании изготавливать трубы, верхний каток с одной стороны делают съемным, с системой быстрой фиксации. Свернув лист в трубу, его по-другому не вытащить.

В данном разделе сайта представлены 3D-модели и чертежи оборудования для производства воздуховодов и водосточных систем .Оборудование для изготовления и производства воздуховодов и водосточных систем – это комплект оборудования для оснащения полного цикла производства, круглых и прямоугольных воздуховодов, дымоходов, а также водосточных систем. Оборудование станки для изготовления и производства воздуховодов и водосточных систем объединяют в себе: зиговочные машины (зиг-машины), вальцы (вальцовочные станки), гильотины для раскроя тонколистового металла, листогибочные станки (листогибы) для изготовления коробчатых конструкций, фальцегибочные станки, фальцепрокатные станки предназначенные для изготовления фальцев, фальцеосадочные станки (механизмы) для формирования замков на трубах, а так же станки для производства отводов, заглушек, переходов. В свою очередь оборудование станки для изготовления и производства воздуховодов и водосточных систем делятся на классы: начальное (мелкосерийное) производство, и профессиональное (крупносерийное) производство, с ручным и электромеханическим приводом соответственно. В любом случае тот и другой классы обладают отличными техническими характеристиками и надежны в работе. Выбор того или иного класса зависит от конкретных задач и финансовых возможностей. Особое место занимает оборудование для изготовления спиральных воздуховодов, методом листовой навивки. Данный метод обладает высокой производительностью и имеет ряд преимуществ перед классическим способом изготовления воздуховодов, но и есть ограничения для его применения.
Материальная помощь каналу

Видео оборудования
Войти
Авторское право
Соответственно на них распространяются требования законодательства о защите исключительных прав на произведение. Поэтому работы скаченные с данного ресурса запрещено распространять и выкладывать на сторонних ресурсах в интернете.
Читайте также: