Станок для изготовления цепей своими руками
Обновлено: 08.07.2024
Если необходимо выполнить небольшой объём работ, то для гибки проволоки используются ручные приспособления. Для изгибания материала из мягких металлов или когда диаметр проволоки не превышает 3 мм, применяются плоскогубцы или круглогубцы. Эти инструменты позволяют надёжно зажать часть изделия в одном инструменте, а с помощью другого произвести изгиб проволоки на нужный угол.
Таким образом можно согнуть материал и при помощью столярных тисков. В этом случае проволока фиксируется в вертикальном положении, а изменение направления также осуществляется с помощью плоскогубцев или любого другого зажимающего устройства или механизма.

Если необходимо выполнить изгиб округлой формы, то для этой цели применяют любой подходящих по диаметру прут, который также зажимается в тисках. Округлый изгиб потребуется изготовить при самостоятельном изготовлении пружин из упругой проволоки.
Для этого достаточно зажать прут или трубу подходящего диаметра в тисках, зафиксировать с одной стороны конец проволоки, и пассатижами осуществить накрутку проволоки на необходимое количество витков.
Если проволоку приходится изгибать слишком часто, то наиболее правильным решением будет приобретение специальных приспособлений или станков.
Инструменты для изгибания этого материала представляют собой конструкцию, в которой зажим проволоки и её изгиб осуществляется за счёт мускульной силы человека. В станках, как правило, используется электрические приводы, а для изготовления сложных изделий такие машины оснащаются электронным управлением.
Правила при работе
Гибка проволоки не является сложным процессом, но для эффективной работы с этим материалом необходимо придерживаться следующих правил:
- Для работы необходимо использовать перчатки из плотной ткани.
- Применять только исправные инструменты и автоматические машины.
- Если для выполнения этой операции применяются тиски, то прежде чем приступить к процессу, необходимо убедиться в надёжной фиксации заготовки.
- Перед выполнением изгиба следует выровнять заготовку.

Выполнение этих рекомендаций позволит не допустить брака и получения ранений в случае резкого высвобождения материала из удерживающего устройства. Также следует позаботиться об исправности проводки и правильном заземлении, при использовании станков работающих на электричестве.
Использование оборудования
Если объём работ достаточно велик, то выполнить большое количество операций позволит оборудование, оснащённое электрическим мотором. Применение станков значительно увеличит производительность труда, но на начальном этапе потребуется приложить некоторые усилия для изучения процесса работы проволокогибочной машины.
Наиболее экономным станком для гибки проволоки, считается бухтовое оборудование, в котором подача материала осуществляется из объёмных мотков.

Процесс гибки проволоки на таком оборудовании осуществляется следующем порядке:
- Проволока из бухты подаётся на роликовый механизм, который осуществляет выравнивание материала.
- Выровненная проволока поступает на гибочный механизм.
- На следующем этапа происходит изгиб и отделение проволочного изделий.
- После отрезания готового изделия процесс повторяется.
Чтобы сделать работу по изгибу проволоки максимально комфортной применяют станки с ЧПУ.
Несмотря на значительную стоимость такого оборудования, окупаемость вложений в бизнес производится в течение нескольких месяцев. Оснащённые микропроцессором станки позволяют не только полностью автоматизировать процесс, но и производить сварочные работы изогнутых изделий.
Приспособление своими руками
Если приспособление для гибки проволоки будет использоваться только для домашней работы, то можно изготовить ручной станок самостоятельно. Оборудование сделанное собственными руками не будет отличаться высокой производительностью, но для выполнения ежедневных операций в небольшом объёме такого изделия будет вполне достаточно.

Для самодельного станка потребуется приготовить следующие материалы:
- Листовая сталь 4 мм.
- Стальной прут 20 мм.
- Профильная труба 20*20 мм и 30*30 мм.
- Две гайки 12 мм.
- Стальная труба ¾.
- Болт 12 * 70 мм.
- Втулка с реактивной тяги автомобиля Ваз 2106.
Также для выполнения этой работы потребуется подготовить инструменты:
- болгарку;
- сварочный аппарат;
- дрель и сверло по металлу 20 мм.
Изготавливается приспособление для гибки проволоки своими руками в такой последовательности:
- Из стального листа болгаркой вырезается прямоугольник размером 150*80 мм.
- Отступив от стороны меньшей длины примерно 30 мм, ровно посередине необходимо сделать отверстие диаметром 20 мм.
- От металлического прутка отрезать кусок длиной 45 мм.
- Установить отрезок прутка в сделанное ранее отверстие и приварить его с обратной стороны.
- Вырезать из металлического листа прямоугольник 70*30 мм.
- Сделать в пластине 70*30 мм два отверстия диаметром 16 мм. Отверстия должны быть равноудалены от краёв пластины, а расстояние между ними должно быть равно 20 мм.
- Приварить к пластине 70*30 мм гайки М12 таким образом, чтобы они совместились со сделанными ранее отверстиями. Для того чтобы идеально центрировать гайки перед сваркой их рекомендуется наживать на болт, который следует продеть в отверстие.
- От стальной трубы ¾ отрезать кусок длиной 45 мм.
- К получившемуся цилиндру из металлической трубы приварить пластину 70*30 мм, таким образом, чтобы отверстие трубы находилось в одном ряду с ранее просверленными отверстиями 16 мм. При выполнении этой работы пластину следует разместить ровно посередине высоты стального цилиндра.
- Отрезать от профильной трубы 30*30 мм кусок длиной 400 мм.
- Приварить отрезок профильной трубы к стальной пластине 70*30 мм. Соединение металла осуществляется со стороны противоположной приваренному цилиндру. Таким образом получится рычаг с цилиндром и 2 отверстиями на конце.
- От профильной трубы 20*20 мм отрезается кусок длиной 100 мм.
- Отрезок профильной трубы приваривается к краю пластины 150*80 мм. Расположить этот элемент необходимо от одного из углов до уровня приваренного ранее металлического прутка.
- Из металлического листа вырезать пластину 70*40 мм. Эта деталь будет предназначена для упора заготовки, поэтому её необходимо также приварить к отрезку профильной трубы.
- Втулка от реактивной тяги надевается на болт 12 мм, который затем следует ввернуть в приваренную к рычагу гайку.
- Рычаг с втулкой одевается цилиндром на приваренный к станине отрезок металлического прута.
- Для надёжной фиксации станка во время работы, рекомендуется закрепить станину на ровной горизонтальной поверхности с помощью резьбовых соединений или сварки.
Изготовление станка можно считать завершённым.
Гибка проволоки осуществляется следующим образом:
- Заготовка кладётся на боковую площадку таким образом, чтобы передняя часть была введена в промежуток между центральным цилиндром и закреплённой на рычаге втулкой.
- Рычаг поворачивается на необходимый угол.
- Заготовка снимается со станка, обрезается и используется по назначению.
Если самодельный станок был сделан из качественных материалов, а сварочные швы выполнены на профессиональном уровне, то устройство можно использовать не только для обработки проволоки. В этом случае возможно применить изделие для гибки трубы, в том числе профильной, диаметром до 10 мм.



Станок для производства колючей проволоки
Описание станка для производства одноосновной колючей проволоки AKM1
Представленный станок обладает простотой в эксплуатации и высокой эргономичностью в силу небольших габаритов. С учетом того что конструкцию можно установить в небольшое помещение или гараж, AKM1 станет отличным выбором для начала массового производства колючей проволоки на старте развития малого бизнеса. Работа со станком экономически выгодна, так как в процессе работы с ним нет необходимости в использовании больших запасов сырья и дополнительной техники для транспортировки мотков проволоки. Станок обладает высокой производительностью, которая составляет 120 шипов в минуту, благодаря чему позволит производить большие объемы проволоки в кротчайшие сроки. Также стоит отметить высокую энергоэффективность АKM1 – расход энергии составляет всего 2.2 кВт. Представленная модель пользуется широкой популярностью для производства колючей проволоки с целью продажи в рамках малого бизнеса, так как ее стальной корпус не подвержен быстрому износу и в сочетании с высокой производительностью позволит производить большие объемы продукции на протяжении многих лет без поломок и вынужденных затрат ремонт.
Самодельный станок для изготовления цепочки из проволоки
В этом видеоуроке показано, как работает станок для изготовления цепочек из медной, серебряной или иной проволоки. Автор видео сделал его в 1980 году, когда самодельные цепочки были очень популярными среди народных умельцев. В качестве основы в данном примере он использовал проволоку диаметром 0,25 миллиметра. На ней он продемонстрирует, как накручивать цепочки на станке.
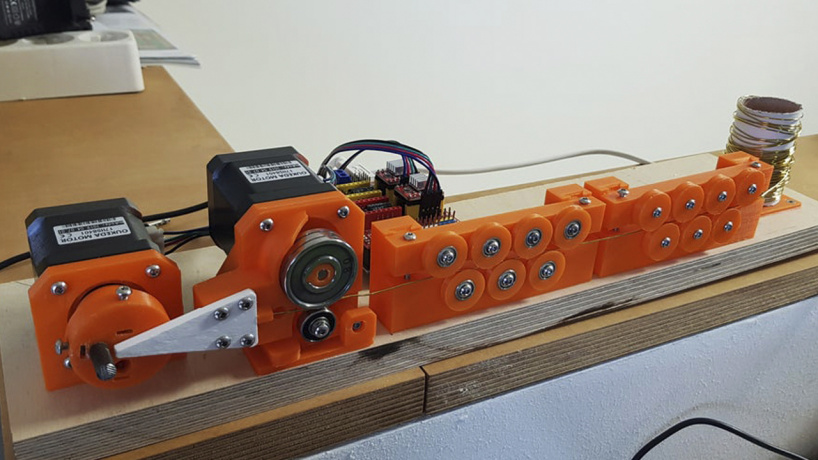
Данная машина предназначена не только для изготовления пружин, она также может сгибать проволоку 0,8/0,9/1 мм в любую 2D-форму. Основная цель заключается в том, чтобы сделать станок для пружин достаточно точным. Другие станки для гибки проволоки своими руками не очень точны, а изгибы которые на них получаются, как правило, имеют довольно большой радиус. Вторая цель заключалась в том, чтобы максимально упростить сборку из общедоступных деталей и компонентов. Все конструктивные детали напечатаны на 3D-принтере, а все металлические детали доступны в большинстве хозяйственных магазинов.
Шаг 1. Посмотрите видео!
Я попытался записать всю сборку, чтобы помочь вам понять ее. Всегда лучше увидеть сборку в действии.
Примечание: данная статья является переводом.
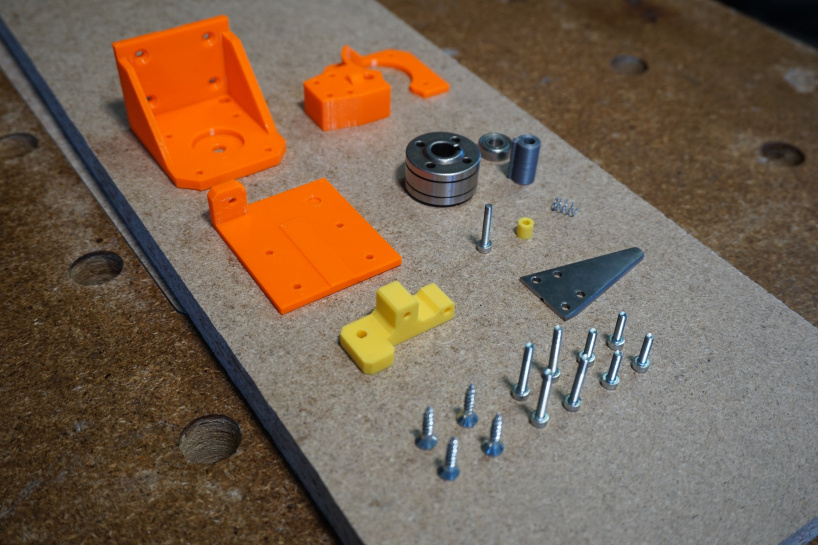
Шаг 2: Необходимые детали и материалы
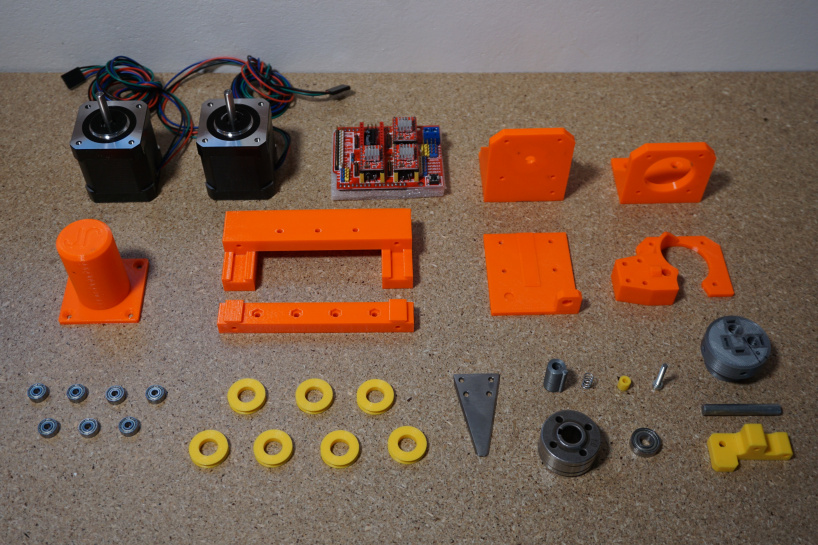
Детали для печати на 3D-принтере прилагаются.
- Сгибатель
- Головка инструмента
- Рама двигателя
- Рама двигателя
- Нижняя рама
- Проводник
- Каретка промежуточной шестерни
- Прокладка промежуточной шестерни
- Проставка подающего механизма
- Гибочная пластина
- Каркас (2x)
- Рама высшей передачи (2x)
- Ролики (14x)
- Шуруп для дерева 3x16 (16x)
- Болт с шестигранной головкой M3x10 (4 шт.)
- Болт с шестигранной головкой M3x12 (18x)
- Болт с шестигранной головкой M3x20 (6 шт.)
- Болт с шестигранной головкой M3x40 (4 шт.)
- Гайка M3 (10 шт.)
- Шайба М3 (14 шт.)
- Arduino UNO
- Комплект ЧПУ для Arduino UNO
- Шаговый драйвер A4988 (2x)
- Шаговый двигатель NEMA17 / 17HS8401 (2x)
- Адаптер питания 12В 3А
- Джампер (6x)
Подшипники и прочее
- Подающая шестерня V-образной формы (диаметр 30 мм)
- Маленькая стальная пружина 4x6 мм
- Подшипник 3x10x4 мм
- Подшипник 6x15x5 мм
- 6 мм стальной стержень
- Небольшой стальной лист толщиной 2 мм для гибки листа (опционально)
- Деревянная доска для основы (минимальный размер - 450x100 мм)
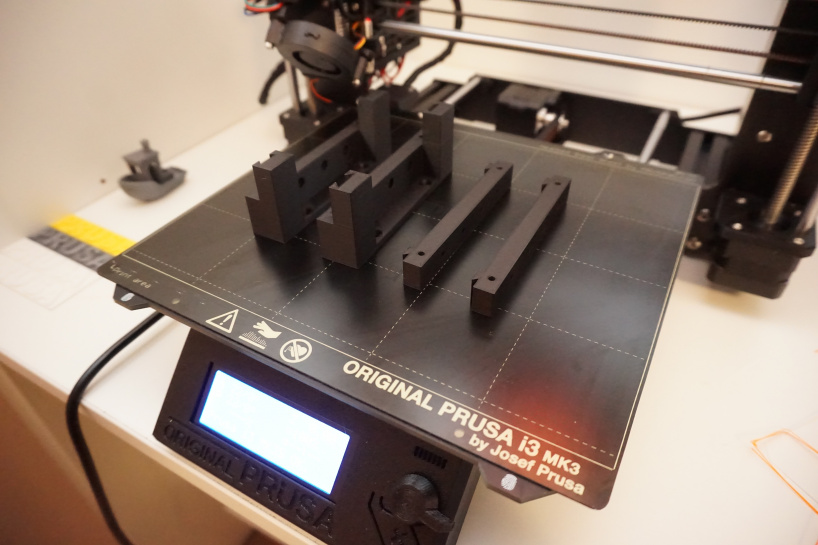
Шаг 3: Печать пластиковых деталей
![]()
![]()
Загрузите файлы STL для пластиковых деталей и запустите их печатать на 3D принтере. Я всегда проектирую детали таким образом, чтобы исключить необходимость в использовании опор, поэтому постобработка была намного проще, а детали были чище.
Я печатал файлы с высотой слоя 0,15 мм, 3 периметрами и 40% заполнением с настройкой шаблона Gyroid. Неважно, используете ли вы PLA или PETG. Детали не нагреваются, поэтому PLA подойдет, расчетное время печати 2 дня.
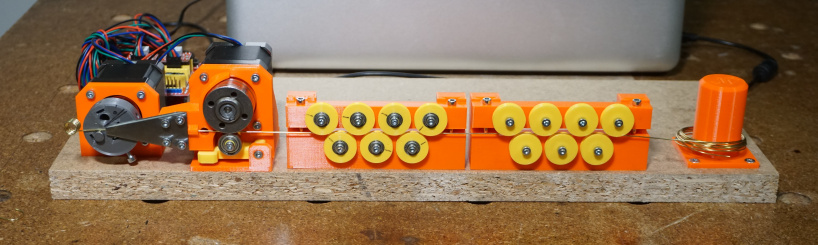
Шаг 4: Как это работает?
![]()
Пока вы печатаете пластмассовые детали, давайте посмотрим, как работает станок для гибки проволоки и из каких компонентов он состоит (справа налево):
- Держатель катушки - он удерживает катушку с проволокой для обработки машиной.
- Выпрямляющие ролики - набор из 7 роликов, чтобы проволока была как можно более прямой.
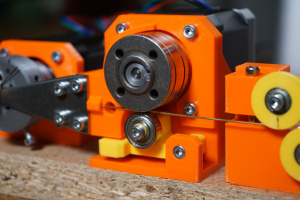
- Механизм подачи - вы можете найти аналогичный механизм в своем 3D-принтере. Набор шестерен, которые вытягивают проволоку с катушки через ролики и проталкивают ее к гибочной головке. Подающий механизм должен иметь достаточное сопротивление проволоке, чтобы он не соскользнул, что сделало бы машину неточной.
- Сгибатель - вращая штифт на головке, он сгибает проволоку в запрограммированную форму.
Все это управляется одним Arduino UNO с платой с ЧПУ. Arduino принимает команды от компьютера и переводит их в движения шаговых двигателей. Как и любой другой станок с ЧПУ.
Шаг 5: Сгибатель
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Для начала возьмите деревянную основу и прикрутите основание для двигателей гибочного и подающего устройства. Используйте шурупы 3x16. Важно установить обе рамки, потому что их положение должно быть точным относительно друг друга, как показано на изображении макета ниже.
![]()
Продолжите установку одного из шаговых двигателей в раму двигателя гибочного станка и закрепите его четырьмя винтами M3x10. Ориентация значения не имеет. Теперь прижмите головку гибочного станка к валу двигателя. Они подходят друг другу. Довольно просто, да?
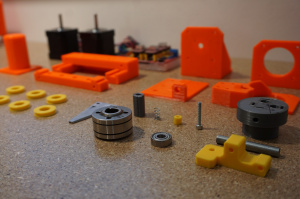
Шаг 6: Механизм подачи
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Давайте рассмотрим механизм подачи проволоки. Рама уже установлена, поэтому первый шаг в сборке механизма подачи - это построить каретку для промежуточной шестерни, которая будет прижимать проволоку к подающей шестерне. Вдавите пластиковую втулку внутри подшипника 6x15x4 мм, чтобы проделать отверстие под болт M3. Вставьте болт M3x20. Вдавите гайку M3 в каретку и прикрутите подшипник болтом. Убедитесь, что подшипник вращается свободно. Вдавите вторую гайку M3 в корпус двигателя (со стороны двигателя в левом нижнем углу) и прикрутите каретку через небольшой кронштейн с помощью болта M3x20. Не затягивайте болт слишком сильно, каретка должна двигаться свободно. Поднимите каретку и вставьте пружину в отверстие под ней.
Возьмите второй шаговый двигатель и поместите его в корпус двигателя. Пока не прикручивайте, еще нужна пластиковая деталь. Наденьте распорную втулку шестерни подающего механизма на вал двигателя и установите подающий механизм.
Подающий механизм, который я использую, взят от сварочного аппарата MIG. Шестерня имеет две бороздки сбоку. Один для провода 0,8 мм и один для провода 1 мм. Раньше я экспериментировал с шестернями с зубьями, используемыми в экструдерах 3D-принтеров. Но зубы оставляли видимые следы на проволоке.
Механизм подачи и гибочный станок соединены металлической пластиной толщиной 2 мм с небольшой канавкой на задней стороне, которая подает проволоку прямо в центр гибочной головки для идеального изгиба. Пластиковая пластина для гибки, напечатанная на 3D-принтере, отлично работает, но быстро изнашивается и требует частой замены. Так что используйте её, если не можете сделать идентичную деталь из металла.
Возьмите пластиковую деталь направляющей для проволоки и вдавите четыре гайки M3 в отверстия на ее задней стороне. Теперь прикрутите к ней изгибающуюся пластину болтами M3x20. Поместите направляющую для проволоки на переднюю часть рамы двигателя механизма подачи и закрепите ее на двигателе четырьмя болтами M3x12. Теперь отрегулируйте положение гибочной пластины. Он должен находиться точно в центре гибочной головки. Ослабьте четыре болта на гибочной пластине и плотно установите гибочную пластину в центр гибочной головки. Снова затяните болты.
Шаг 7: Выпрямляющие ролики
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
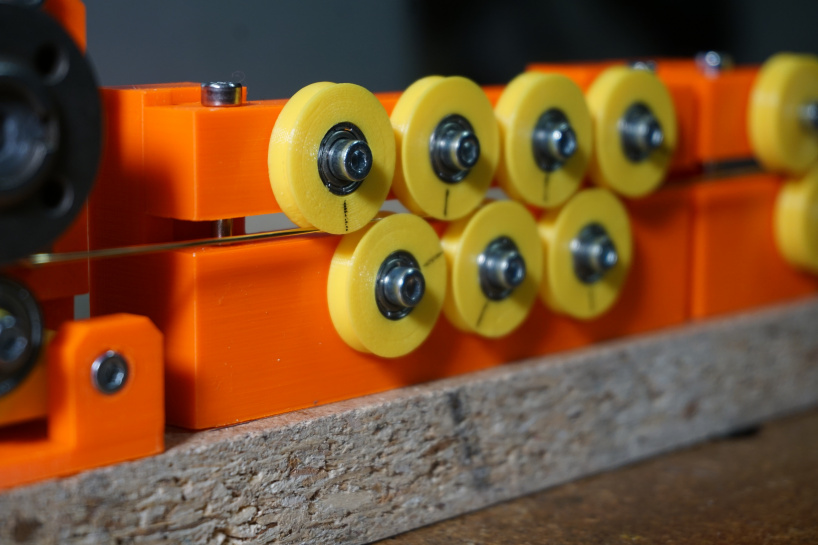
Проволока обычно поставляется в виде катушки. Чтобы согнуть проволоку, ее сначала нужно распрямить. Это правда. Выпрямитель состоит из 7 роликов (4 вверху и 3 внизу), которые можно прижимать друг к другу для обеспечения надлежащего натяжения проволоки. Это также предотвращает скручивание проволоки при сгибании.
Начнем со сборки роликов. Вставьте подшипник 3x10x4 мм в пластмассовый роликовый корпус. Вставьте болт M3x12 с одной стороны и шайбу M3 с другой стороны ролика. Шайба предотвратит трение колеса о раму. Прикрутите все ролики к станине и верхней раме. Вставьте верхнюю раму с 4 роликами в раму кровати. Имеется набор V-образных канавок для обеспечения надлежащего контакта. Вставьте две гайки M3 к нижней стороне базовой рамы и вставьте два болта M3x40 сверху вниз. Этот болт регулирует натяжение троса.
Если вы хотите сэкономить на подшипниках для роликов. Напечатайте деталь Straightener_RollerNoBearing вместо Straightener_Roller. Но производительность будет намного хуже.
Чтобы добиться еще лучших результатов, используйте 2 выпрямителя подряд.
Шаг 8: Держатель катушки
![]()
![]()
Держатель катушки - это простой цилиндр, который удерживает проволоку и позволяет ей разматываться с катушки. Прикрепите его к концу машины с помощью четырех винтов 3x16.
![Станок для плетения цепочек]()
Станок для плетения цепочек.
Недано извлек из прошлого старенький самодельный инструмент. Самодельный станок еще вполне себе жив, и наверное на нем еще можно плести цепочки, осталось только впомнить как )) Сделал я его еще в далеком олимпийском 80-м году.
Поначалу плел просто цепочки. Кстати, покупатели у меня были, цепочки не спеша расходились по два рубля. В то время со стильной бижутерией было не ахти, и была она, пожалуй, только в Прибалтике.
Основным материалом для изготовления цепочек шла спираль для утюга, но мне родные доставали и всякие необычные проволоки из разных НИИ.
Работы из медных и медных луженых шли на подарки, на этих я экспериментировал.
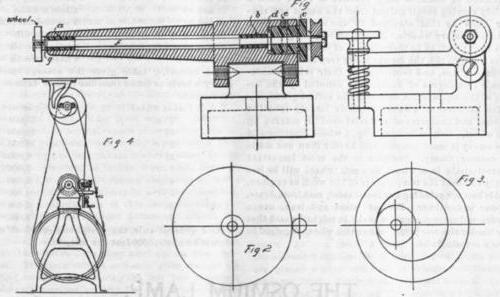
Была как-то приличная бухточка твердой, но эластичной серебристой проволоки с голубым отливом. Проволока не ржавела и была с добавлением редкоземельного металла, забыл название. Цепочки с кулонами из этой проволоки у меня даже одноклассники покупали. Есть у меня подозрения, что эта проволока была дороже золотой ))Вручную заточить цепь для бензопилы очень проблематично. В данном случае используются станки различной мощности. На рынке представлено множество модификаций. Однако стоят они довольно дорого. Различаются заточные станки для цепей бензопил по расположению опор. Они могут находиться в горизонтальном либо вертикальном положении. Для того чтобы более подробно разобраться в заточных станках, необходимо рассмотреть схему обычной модели.
![заточной станок для цепей бензопил цена]()
Схема заточного станка
Заточный станок состоит из станины, мотора, а также опор. В данном случае чаще всего используется передача ременного типа. На станки устанавливаются диски различных размеров. Как правило, шпиндельный узел располагается непосредственно возле двигателя. Если рассматривать маломощные модификации, то у них скобы располагаются по бокам. Благодаря этому за фиксацию цепи можно не волноваться.
![заточной станок для цепей бензопил отзывы]()
Устройства с горизонтальными опорами
Можно сделать с горизонтальными опорами заточной станок для цепей бензопил своими руками с горизонтальными опорами. В первую очередь для этого подбирается металлическая пластина. Также важно вырезать отверстие под круг. Опоры в данном случае устанавливаются по краю рабочей области. В среднем ширина стойки не должна превышать 20 см. Многие специалисты рекомендуют использовать станины без ножек.
Для фиксации устройства потребуются тиски. Мотор в данном случае фиксируется за стойкой. В некоторых моделях устанавливается механизм зажима. Для безопасного использования станка приделывается щиток. В конце работы фиксируется диск. Находиться он должен под углом в 35 градусов. Таким образом будет обеспечиваться качественная заточка пилы.
![заточные станки для цепей бензопил]()
Заточные станки с вертикальными опорами
Данного типа заточные станки для цепей бензопил встречаются на рынке довольно редко. Отличительной особенностью устройств считается высокая производительность. Однако по габаритам станки данного типа сложно назвать компактными. В первую очередь важно отметить, что для сборки потребуется широкая станина. Фиксироваться на стойке она будет в тисках.
В некоторых случаях опоры привариваются сразу. Однако для удобства это можно сделать в конце работы. После фиксации станины необходимо приступить к подбору мотора. Эксперты в данном случае рекомендуют выбирать модели с мощностью до 4 кВт. Таким образом, диск будет совершать не более 3300 оборотов в минуту. Если выбрать более мощные модификации, то увеличивается риск соскока цепи. Пользоваться данными устройствами небезопасно для здоровья человека. Однако защитную пластину следует устанавливать в любом случае. После фиксации мотора следует заняться скобами. Крепиться они обязаны за шпиндельным узлом.
Многие эксперты рекомендуют использовать передачу ременного типа. Приводные устройства весят довольно много и обладают внушительными габаритами. Шпиндельный узел следует устанавливать с защитным кожухом. После закрепления устройства надо приступать к пайке опор. На этом этапе важно не повредить станину. В конце работы ставится диск для заточки. Также важно позаботиться о защитной пластине.
Как сделать станок с двумя шпинделями?
Сделать заточные станки для цепей бензопил с двумя шпинделями можно самостоятельно. Для этого используется станина на три опоры. Для фиксации пластины стандартно применяются тиски. Как правило, мотор берется шагового типа, мощностью от 2 кВт. Таким образом, диск будет совершать за минуту не более 2400 оборотов. Непосредственно шпиндели устанавливаются по краям станины.
Держатель в данном случае можно сделать из трубы. Многие эксперты рекомендуют тщательно затачивать пластины. Таким образом, станина не будет с ними соприкасаться. Опоры на станке необходимо устанавливать в горизонтальном положении. Для этого придется воспользоваться сварочным инвертором. Непосредственно цепь будет укладываться на стойку. Ее целесообразнее изготовить из стальной пластины. В данном случае реечная полочка также подойдет.
Сборка заточной модели на поворотной станине
На поворотной станине заточные станки для цепей бензопил встречаются очень редко. Сделать модель в домашних условиях проблематично. В первую очередь важно отметить, что шпиндельный узел в конструкции обязан располагаться за держателем. Во многих моделях опоры устанавливаются в горизонтальном положении. Скобы в данном случае должны находиться за шпинделем.
Непосредственно для вращения станины используется роликовый механизм. Цепь для работы обязательно фиксируют на рейке. Для удержания станины потребуются хорошие тиски. Абразивный круг необходимо устанавливать небольшого диаметра. Также важно отметить, что он должен находиться под углом в 35 градусов. Для безопасной работы инструмента используются щитки. Чтобы зафиксировать их на станине, придется воспользоваться зажимными винтами.
![заточной станок для цепей бензопил своими руками]()
Отзывы о заточных станках Oregon
Указанный заточной станок для цепей бензопил Oregon отзывы от покупателей получает хорошие. В данном случае круг установлен диаметром в 24,5 см. Сама стойка сделана с ножками. Как утверждают владельцы, вибрация не чувствуется даже при максимальных оборотах.
Цепь на стойке зафиксировать очень просто. В данном случае используется пластина с рейкой. Стойка у модели полностью изготовлена из нержавейки. Мощность мотора шагового типа равняется 3,5 кВт. Работает устройство от сети с напряжением 220 В. Стоит указанный заточной станок для цепей бензопил (цена рыночная) около 3300 руб.
![заточной станок для заточки цепей бензопил]()
Мнение о заточных станках Craft
Этот заточной станок для цепей бензопил отзывы в основном получает положительного характера. Как отмечают эксперты, у модели используется качественный шаговый двигатель. В данном случае частота вращения составляет 2400 оборотов в минуту. Диск применяется абразивного типа. Шпиндельный узел установлен в задней части конструкции. Всего у модели имеется две опоры. Установлены они в горизонтальном положении. Для крепления цепи используется рейка. В данном случае зажимы для фиксации отсутствуют. Стоит этот заточной станок для цепей бензопил (цена рыночная) примерно 3400 руб.
Отзывы о заточных станках DWT
Многие покупатели хорошо отзываются об указанном станке из-за его компактности. Станина в данном случае сделана небольшой ширины, и весит она немного. Шпиндельный узел используется без защитного кожуха. Двигатель установлен стандартно шагового типа. Если верить владельцам, то в управлении представленный заточный станок очень прост.
![заточной станок для цепей бензопил oregon]()
Скобы в данном случае располагаются по краям станины. Всего у модели предусмотрено две опоры. Частота вращения абразивного диска составляет 3300 оборотов в минуту. Передача в устройстве используется ременного типа. Как утверждают покупатели, диск очень просто менять. При необходимости кожух можно почистить самостоятельно. Скобы в устройстве изготовлены из нержавеющей стали.
Ручка с прорезиненной прокладкой. Как утверждают специалисты, станина установлена с качественными тисками. Уровень вибрации у этой модели невысокий. Купить данный заточной станок для заточки цепей бензопил пользователь может по цене от 3200 руб.
Читайте также: