
Станок 4 в 1 своими руками
Добавил пользователь Евгений Кузнецов Обновлено: 19.09.2024
Самодельный ЧПУ фрезерный станок: подробности процесса сборки, обзор нужных комплектов и наборов, личный опыт. Откроем секреты сборки станка своими руками.
- Личный опыт
- Комплекты и наборы для сборки фрезеров с ЧПУ своими руками
- Руководство
- ШАГ 1: Ключевые конструктивные решения
- ШАГ 2: Основание и ось X-оси
- ШАГ 3: Проектирование козловой оси Y
- ШАГ 4: Схема сборки оси Z
- ШАГ 5: Линейная система движения
- ШАГ 6: Компоненты механического привода
- ШАГ 7: Выбор двигателей
- ШАГ 8: Конструкция режущего стола
- ШАГ 9: Параметры шпинделя
- ШАГ 10: Электроника
- ШАГ 11: Параметры контроллера Программного Управления
- ШАГ 12. Выбор программного обеспечения
Итак, вы решили построить самодельный ЧПУ фрезерный станок или, может быть, вы просто над этим только задумываетесь и не знаете с чего начать? Есть много преимуществ в наличии машины с ЧПУ. Домашние станки могут производить фрезерование и резать практически все материалы. Будь вы любитель или мастер, это открывает большие горизонты для творчества. Тот факт, что один из станков может оказаться в вашей мастерской, еще более соблазнителен.
Есть много причин, по которым люди хотят построить собственный фрезерный станок ЧПУ своими руками. Как правило, это происходит потому, что мы просто не можем позволить себе купить его в магазине или от производителя, и в этом нет ничего удивительного, ведь цена на них немаленькая. Или же вы можете быть похожи на меня и получать массу удовольствия от собственной работы и создания чего-то уникального. Вы можете просто заниматься этим для получения опыта в машиностроении.
Личный опыт
Когда я впервые начал разрабатывать, продумывать и делать первый ЧПУ фрезер своими руками, на создание проекта ушел примерно один день. Затем, когда начал покупать части, я провел небольшое исследование. И нашел кое-какие сведения в различных источниках и форумах, что привело к появлению новых вопросов:
- Мне действительно нужны шарико-винтовые пары, или обычные шпильки и гайки будут работать вполне нормально?
- Какой линейный подшипник лучше, и могу ли я его себе позволить?
- Двигатель с какими параметрами мне нужен, и лучше использовать шаговик или сервопривод?
- Деформируется ли материал корпуса слишком сильно при большом размере станка?
- И т.п.

К счастью, на некоторые из вопросов я смог ответить благодаря своей инженерно-технической базе, оставшейся после учебы. Тем не менее, многие из проблем, с которыми я бы столкнулся, не могли быть рассчитаны. Мне просто нужен был кто-то с практическим опытом и информацией по этому вопросу.
Каждый раз, когда у меня возникал вопрос, ответ на который я не знал, мне приходилось повторять тот же процесс. По большему счету это связано с тем, что у меня был ограниченный бюджет и хотелось взять лучшее из того, что можно купить за мои деньги. Такая же ситуация у многих людей, создающих самодельный фрезерный станок с ЧПУ.

Комплекты и наборы для сборки фрезеров с ЧПУ своими руками
Да, есть доступные комплекты станков для ручной сборки, но я еще не видел ни одного, который можно было бы подстроить под определенные нужды.
Также нет возможности вносить изменения в конструкцию и тип станка, а ведь их много, и откуда вы знаете, какой из них подойдет именно вам? Независимо от того, насколько хороша инструкция, если конструкция продумана плохо, то и конечная машина будет плохой.
Вот почему вам нужно быть осведомленным относительно того, что вы строите и понимать какую роль играет каждая деталь!

Руководство
Это руководство нацелено на то, чтобы не дать вам совершить те же ошибки, на которые я потратил свое драгоценное время и деньги.
Мы рассмотрим все компоненты вплоть до болтов, глядя на преимущества и недостатки каждого типа каждой детали. Я расскажу о каждом аспекте проектирования и покажу, как создать ЧПУ фрезерный станок своими руками. Проведу вас через механику к программному обеспечению и всему промежуточному.

Делать станки из фанеры своими руками не так сложно, как кажется. Обязательно необходимо только изучить базовые чертежи самодельных аппаратов ЧПУ. Умелый подход позволяет делать токарные станки по дереву своими руками и другие самоделки различного профиля.
Особенности
Опытные специалисты давно знают, что самодельные ЧПУ из фанеры в ряде случаев не уступают полноценным металлическим аналогам заводского изготовления. Подобные конструкции используются, конечно, только там, где нет значительных механических напряжений, сильных вибраций, нагрева и необходимости отводить тепло водой. Технические качества фанерных аппаратов вполне могут быть на приличном уровне. При этом стоимость такой техники щадящая.
Внимание: такие системы рассчитаны лишь на частное использование. Фанерный станок не пригодится в качестве полноценного производственного рабочего места. Прежде чем его делать, нужно трезво оценить свои способности и знания в области столярного искусства. При отсутствии специальных навыков и умения работать с электроинструментами о самостоятельном изготовлении станков придется позабыть.
Кроме того, придется внимательно отбирать основной конструкционный материал.



Конструкция
На станки, даже наименее ответственные, нельзя пускать листы толщиной меньше 0,6 см. Во всяком случае, это относится к опорным и несущим частям сборки. Иногда исключение делают для кожухов и других легких частей. Однако и тогда приходится тщательно взвешивать все за и против, чтобы дать правильную оценку отобранным деталям. Ошибки при их выборе могут быть фатальными.
Некоторые эксперты полагают, что листа толщиной от 1 до 1,2 см вполне достаточно для отдельных станков, к примеру, если речь идет о раскройном столе. Другие специалисты исходят из того, что нужны всегда части большой толщины, даже для второстепенных участков конструкции. Существует также мнение, что склеенные из средней по толщине фанеры объемные детали эффективнее гасят вредные колебания при эпизодической вибрации. Но настоящие мастера всегда отдают предпочтение соображениям надежности и безопасности. Потому-то они стараются максимально использовать фанерные листы толщиной от 19 мм и более, несмотря на тяжесть и значительные цены.



Но ориентироваться только на одну толщину не следует. Обязательно надо учитывать тип исходной древесины. Хвойное дерево легче и мягче, его применяют главным образом для второстепенных узлов. Лиственный шпон дороже, и все же его используют чаще. А вот различия химического состава клеев и уровень стойкости к влаге практически не играют роли, вполне достаточно в большинстве случаев фанеры сорта ФК.
Что куда значимее, так это категория шпона. Увеличение числа сучков грозит растрескиванием и расслоением. Опытные профессионалы стараются брать листы второго сорта и выше. Не стоит пытаться покупать очень дешевый нешлифованный материал. Довести его до нужных параметров в кустарных условиях практически нереально.
Полностью шлифованные заготовки к тому же легче клеить.
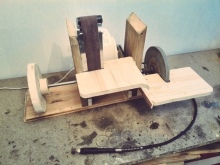
В качестве оптимального кустарного образца можно рассматривать фанерный станок 4 в 1. Такая конструкция подразумевает использование коробки размером 54х32х88 см и стола величиной 65х98 см. Фанера на эти части идет толщиной 10 и 18 мм соответственно. Сечение дискового шлифовального узла в норме составит 18 см. Для работы по дереву нужен иной аппарат, типы резко отличаются, а именно:
- распиливающий на базе ручной циркулярной пилы;
- лобзиковый;
- с применением дрели;
- универсальная модель, подходящая для навешивания различных приспособлений.


Варианты самоделок
На основе фанеры вполне можно изготовить приличный токарный станок. Для работы понадобятся, кроме самого материала, следующие элементы:
- клей;
- пила циркулярная и пила торцовочная;
- карандаш или маркер, линейка (для отметок);
- фиксирующие струбцины;
- подшипники, краска, шурупы, шуруповерт;
- пластина из металла, электродвигатель и шкив;
- ряд других деталей.






Для формирования основания станка применяют клееную фанеру толщиной 1,2 см. После нарезки и склеивания заготовок края торцуют, а пазы используют для установки стоек. Переднюю бабку также делают из фанеры, в ней необходимо просверлить отверстие под подшипник. Некоторые гайки и шайбы целесообразно сажать на клей. Ширина платформы и направляющей части должна совпадать, причем качественно сделанная платформа с зажимами свободно ходит в двух плоскостях.


Из фанеры можно сделать, разумеется, еще и сверлильный аппарат. Поскольку он обычно рассчитывается на сравнительно небольшие заготовки, можно применять фанерные листы толщиной 1 см. Все детали требуется подгонять максимально плотно, чтобы не было визуально заметных разрывов. Важно: листовой материал плохо переносит грубые механические воздействия, поэтому стыковка частей на гвозди и саморезы будет плохой идеей, можно применять лишь шипы и пазы, да еще иногда клей ПВА для максимального упрочнения.
Если планируется с помощью фанерного станка сверлить другие фанерные заготовки, требуется предусмотреть место для подкладки еще одного листа. В противном случае обрабатываемые изделия могут растрескаться и даже расколоться. Окрашивание аппаратов для сверления не слишком оправдано. Они подвергаются очень интенсивным вибрационным, тепловым и механическим воздействиям. А вот нанесение грунтовки очень даже полезно, особенно в мастерских, лишенных отопления.
Возможна и сборка фрезерных или деревообрабатывающих станков с ЧПУ. Траектория обрабатывающей части (как и в других типах) рассчитывается по трем осям. Если места в мастерской не хватает, можно использовать универсальные станины, рассчитанные на широкий спектр инструментов. Обычно рабочее поле составляет 60х90 см с вертикальным ходом 25 см.
Но если сделать чуть меньше, то никаких проблем обычно не возникает.


Есть две основных схемы устройства любых фанерных самодельных станков. В одном варианте движется стол, а портал остается неподвижен, во втором – роли меняются. Первый способ позволяет упростить конструкцию, но пригоден лишь для очень малых рабочих столов. Поэтому на практике гораздо чаще используют подход с перемещением портала и неподвижностью стола. Но и во второй схеме могут быть частные варианты.
Прежде всего, они касаются использования единственного центрального или двух боковых приводов. Вариант с 2 приводами подходит для сравнительно громоздких конструкций. Он позволяет минимизировать риск перекашивания портала относительно направляющих. При этом вся сборка имеет отличную жесткость. Величина обрабатываемой области определяется теми задачами, которые предстоит решать.
Часто полагают, что геометрия портала, пропорции дистанции между осями и рабочими направляющими, промежутки между подшипниками могут быть рассчитаны только с учетом сопромата и точной механики. Это во многом верно, но базовые моменты доступны даже неспециалистам, а именно:
- уменьшение зазора над столом позволяет повысить жесткость конструкции;
- оси тоже следует делать жестче и не слишком большой длины;
- по возможности следует наращивать разрыв между направляющими по оси X, чтобы уменьшить ненормальное закручивание;
- центр тяжести портала должен соответствовать точке расположения фрезы и при этом оказываться между подшипниками оси Y (из-за этого часто вертикальные стойки изгибаются назад);
- требуется применять только приводные винты ШВП, дающие наименьший люфт;
- винт должен оснащаться парой независимых подшипников и присоединяться к мотору через гибкую муфту (тогда достигается баланс простоты и качества)
- сборка всех ключевых деталей может вестись на ящичных шипах (это куда эстетичнее, чем топорщащиеся во все стороны гайки).
Как сделать своими руками?
Выбрать пазы и отверстия поможет ручная фреза. Двигать инструментами нужно плавно, чтобы минимизировать сколы. То же самое достигается использованием простого скотча. После окончательной сборки все поверхности и грани требуется отшлифовать. В качестве грунта можно применять смесь воды и ПВА в равных долях.



О том, как сделать ленточный шлифовальный станок из фанеры своими руками, вы можете узнать из видео ниже.

Хотите узнать, как циркулярка своими руками делается из ручного инструмента? Значит, эта статья для вас! Но зачем ограничиваться одной циркуляркой? Я расскажу, как собрать столярный станок из дисковой пилы, электролобзика и фрезера в одном корпусе! На этом станке вы сможете раскраивать, фигурно резать, точить пазы и стачивать кромку.
Почему три в одном, а не инструмент по отдельности

Несколько столярных принадлежностей в одном корпусе — это компактно, комфортно и безопасно
Преимущества объединения нескольких столярных принадлежностей в одном станке очевидны:
- Порядок в мастерской. Все инструменты собраны в одной коробке, а значит, ничего нигде не валяется;
- Нет удлинителей. От верстака будет отходить только один общий кабель. То есть, можно будет позабыть о связке неудобных проводов;
- Все под рукой. Все рядом в зоне доступности, а значит, можно, не отвлекаясь на поиски необходимого инструмента, сосредоточиться на работе;
- Доступная цена. Самодельный комбинированный мини-станок обойдется дешевле, чем покупка многофункционального станка в заводском исполнении.
Делаем столярный станок 3 в 1
| Иллюстрации | Поэтапная инструкция |
 | Делаем столешницу. Подготавливаем лист фанеры толщиной не менее 20 мм. Размер листа 1,5×1 м. По периметру заготовки крепим на саморезы рамку из рейки с сечением 25×20 мм. |
Сборка очень простая, а потому чертежи давать не буду, ведь по фото все будет понятно.
- По углам подошвы пилы сверлим сквозные отверстия;
- Переворачиваем ранее собранную столешницу изнанкой кверху;
- Циркулярная пила прикладывается так, чтобы диск ровно вошел в прорезанное отверстие;
- Конструкция фиксируется саморезами на изнанке стола через отверстия в подошве.
Если нет пилы, станок по этой инструкции можно сделать из болгарки .
Размер дна, открытой части и продольных боковин: 1,3×0,7 м, размер поперечных боковин: 0,7×0,7 м.
- В заготовленных линейках высверливаем отверстия под саморезы;
- Отверстия развальцовываем, чтобы головки саморезов были утоплены;
- Обрезанные линейки вставляем в пазы и прикручиваем саморезами;
- Проверяем, чтобы саморезы были вкручены на достаточную глубину и не выступали над направляющими.
Делаем разметку пластины и вынимаем фанеру на толщину металла фрезером. Делаем сквозное отверстие, так, чтобы в столешницу прошёл корпус лобзика.
Подведем итоги
Теперь вы знаете, как своими руками собрать простой стол для циркулярной пилы, лобзика и фрезера. Если остались вопросы, задавайте их в комментариях, а также посмотрите видео в этой статье.
Если вы хотите выразить благодарность, добавить уточнение или возражение, что-то спросить у автора - добавьте комментарий или скажите спасибо!
Здравствуй дорогой читатель, в этой статье хочу поделиться своим опытом постройки фрезерного портального станка с числовым программным управлением.

Подобных историй в сети очень много, и я наверное мало кого удивлю, но может эта статья будет кому то полезна. Эта история началась в конце 2016 года, когда я со своим другом – партнером по разработке и производству испытательной техники аккумулировали некую денежную сумму. Дабы просто не прогулять деньги (дело то молодое), решили их вложить в дело, после чего пришла в голову идея изготовления станка с ЧПУ. У меня уже имелся опыт постройки и работы с подобного рода техникой, да и основной областью нашей деятельности является конструирование и металлообработка, что сопутствовало идее с постройкой станка ЧПУ.
Вот тогда то и началась движуха, которая длиться и по сей день…
Продолжилось все с изучения форумов посвященных ЧПУ тематике и выбора основной концепции конструкции станка. Предварительно определившись с обрабатываемыми материалами на будущем станке и его рабочим полем, появились первые бумажные эскизы, в последствии которые были перенесены в компьютер. В среде трех мерного моделирования КОМПАС 3D, станок визуализировался и стал обрастать более мелкими деталями и нюансами, которых оказалось больше чем хотелось бы, некоторые решаем и по сей день.
Одним из начальных решений было определение обрабатываемых на станке материалов и размеры рабочего поля станка. Что касается материалов, то решение было достаточно простым — это дерево, пластик, композитные материалы и цветные металлы (в основном дюраль). Так как у нас на производстве в основном металлообрабатывающие станки, то иногда требуется станок, который обрабатывал бы быстро по криволинейной траектории достаточно простые в обработке материалы, а это в последствии удешевило бы производство заказываемых деталей. Отталкиваясь от выбранных материалов, в основном поставляемых листовой фасовкой, со стандартными размерами 2,44х1,22 метра (ГОСТ 30427-96 для фанеры). Округлив эти размеры пришли к таким значениям: 2,5х1,5 метра, рабочее пространство определенно, за исключением высоты подъёма инструмента, это значение выбрали из соображения возможности установки тисков и предположили что заготовок толще 200мм у нас не будет. Так же учли тот момент, если потребуется обработать торец какой либо листовой детали длиной более 200мм, для этого инструмент выезжает за габариты основания станка, а сама деталь/заготовка крепится к торцевой стороне основания, тем самым может происходить обработка торца детали.
Конструкция станка представляет собой сборное рамное основание из 80-й профильной трубы со стенкой 4мм. По обе стороны длинны основания, закреплены профильные направляющие качения 25-го типоразмера, на которые установлен портал, выполненный в виде трех сваренных вместе профильных трубы того же типоразмера что и основание.
Станок четырех осевой и каждую ось приводит в движение шарико-винтовая передача. Две оси расположены параллельно по длинной стороне станка, спаренных программно и привязанных к Х координате. Соответственно оставшиеся две оси – это Y и Z координаты.
Почему именно остановились на сборной раме: изначально хотели делать чисто сварную конструкцию с закладными приваренными листами под фрезеровку, установку направляющих и опор ШВП, но для фрезеровки не нашли достаточно большого фрезерно-координатного станка. Пришлось рисовать сборную раму, чтобы была возможность обработать все детали своими силами с имеющимися на производстве металлообрабатывающими станками. Каждая деталь, которая подвергалась воздействию электродуговой сварки, была отожжена для снятия внутренних напряжений. Далее все сопрягаемые поверхности были выфрезерованны, и в последствии подгонки пришлось местами шабрить.
Залезая вперед, сразу хочу сказать, что сборка и изготовление рамы оказалась самым трудоемким и финансово затратным мероприятием в постройке станка. Первоначальная идея с цельно сваренной рамой по всем параметрам обходит сборную конструкцию, по нашему мнению. Хотя многие могут со мной и не согласиться.
Многие любители и не только, собирают такого рода и размера (и даже большего) станки у себя в мастерской или гараже, делая целиком сварную раму, но без последующего отжига и механической обработки за исключением сверления отверстий под крепление направляющих. Даже если повезло со сварщиком, и он сварил конструкцию с достаточно хорошей геометрией, то в последствии работы этого станка ввиду дребезга и вибраций, его геометрия будет уходить, меняться. Я конечно могу во многом ошибаться, но если кто то в курсе этого вопроса, то прошу поделиться знаниями в комментариях.
Сразу хочу оговориться, что станки из алюминиевого конструкционного профиля мы тут пока рассматривать не будем, это скорее вопрос другой статьи.
Продолжая сборку станка и обсуждая его на форумах, многие начали советовать сделать внутри рамы и снаружи диагональные стальные укосины для добавления еще большей жесткости. Мы этим советом пренебрегать не стали, но и добавлять укосины в конструкцию то же, так как рама получилась достаточно массивной (около 400 кг). А по завершению проекта, периметр обошъётся листовой сталью, что дополнительно свяжет конструкцию.
Давайте теперь перейдем к механическому вопросу этого проекта. Как было ранее сказано, движение осей станка осуществлялось через шарико–винтовую пару диаметром 25мм и шагом 10мм, вращение которой передается от шаговых двигателей с 86 и 57 фланцами. Изначально предполагали вращать непосредственно сам винт, дабы избавиться от лишних люфтов и дополнительных передач, но без них не обошлось в виду того, что при прямом соединении двигателя и винта, последний на больших скоростях начало бы разматывать, особенно когда портал находится в крайних положениях. Учитывая тот факт, что длина винтов по Х оси составила почти три метра, и для меньшего провисания был заложен винт диаметром 25мм, иначе хватило бы и 16 мм-го винта.
Этот нюанс обнаружился уже в процессе производства деталей, и пришлось быстрым темпом решать эту проблему путем изготовления вращающейся гайки, а не винта, что добавило в конструкцию дополнительный подшипниковый узел и ременную передачу. Такое решение так же позволило хорошо натянуть винт между опорами.
Конструкция вращающейся гайки довольно проста. Изначально подобрали два конических шарикоподшипника, которые зеркально одеваются на ШВП гайку, предварительно нарезав резьбу с ее конца, для фиксации обоймы подшипников на гайке. Подшипники вместе с гайкой вставали в корпус, в свою очередь вся конструкция крепится на торце стойки портала. Спереди ШВП гайки закрепили на винты переходную втулку, которую в последствии в собранном виде на оправке обточили для придания соостности. На неё одели шкив и поджали двумя контргайками.
В качестве направляющих скольжения, были использованы профильные направляющие рельсового типоразмера 25мм, фирмы HIWIN. Под их установку были выфрезерованны установочные пазы для соблюдения параллельности между направляющими.
Опоры ШВП решили изготовить собственными силами, они получились двух видов: опоры под вращающиеся винты (Y и Z оси) и опоры под не вращающиеся винты (ось Х). Опоры под вращающиеся винты можно было купить, так как экономии ввиду собственного изготовления 4 деталей вышло мало. Другое дело с опорами под не вращающиеся винты – таких опор в продаже не найти.
Из сказанного ранее, ось Х приводится в движение вращающимися гайками и через ременную зубчатую передачу. Так же через ременную зубчатую передачу решили сделать и две другие оси Y и Z, это добавит большей мобильности в изменении передаваемого момента, добавит эстетики в виду установки двигателя не вдоль оси винта ШВП, а сбоку от него, не увеличивая габариты станка.
Теперь давайте плавно перейдем к электрической части, и начнем мы с приводов, в качестве них были выбраны шаговые двигатели, разумеется из соображений более низкой цены по сравнению с двигателями с обратной связью. На ось Х поставили два двигателя с 86-м фланцем, на оси Y и Z по двигателю с 56-м фланцем, только с разным максимальным моментом. Ниже постараюсь представить полный список покупных деталей…
Все электрические компоненты, кроме двигателей, шпинделя и конечных выключателей были смонтированы в электрическом металлическом шкафу. Все управление станком производится от персонального компьютера, нашли старенький ПК на материнской плате форм фактора ATX. Лучше бы, чуть ужались и купили маленький mini-ITX со встроенным процессором и видеокартой. При не малых размерах электрического ящика, все компоненты с трудом разместились внутри, их пришлось располагать достаточно близко друг к другу. В низу ящика разместил три вентилятора принудительного охлаждения, так как воздух в нутрии ящика сильно нагревался. С фронтальной стороны прикрутили металлическую накладку, с отверстиями под кнопки включения питания и кнопки аварийного останова. Так же на этой накладке разместили панельку для включения ПК, ее я снял с корпуса старого мини компьютера, жаль, что он оказался не рабочим. С заднего торца ящика тоже закрепили накладку, в ней разместили отверстия под разъемы для подключения питания 220V, шаговых двигателей, шпинделя и VGA разъем.
Все провода от двигателей, шпинделя, а также водяные шланги его охлаждения проложили в гибкие кабель каналы гусеничного типа шириной 50мм.
Что касается программного обеспечение, то на ПК размещенного в электрическом ящике, установили Windows XP, а для управления станком применили одну из самых распространенных программ Mach3. Настройка программы осуществляется в соответствии с документацией на интерфейсную плату, там все описано достаточно понятно и в картинках. Почему именно Mach3, да все потому же, был опыт работы, про другие программы слышал, но их не рассматривал.
Технические характеристики:
Рабочее пространство, мм: 2700х1670х200;
Скорость перемещения осей, мм/мин: 3000;
Мощность шпинделя, кВт: 2,2;
Габариты, мм: 2800х2070х1570;
Вес, кг: 1430.
Список деталей:
Профильная труба 80х80 мм.
Полоса металлическая 10х80мм.
ШВП TBI 2510, 9 метров.
ШВП гайки TBI 2510, 4 шт.
Профильные направляющие HIWIN каретка HGH25-CA, 12 шт.
Рельс HGH25, 10 метров.
Шаговые двигатели:
NEMA34-8801: 3 шт.
NEMA 23_2430: 1шт.
Шкив BLA-25-5M-15-A-N14: 4 шт.
Шкив BLA-40-T5-20-A-N 19: 2 шт.
Шкив BLA-30-T5-20-A-N14: 2 шт.
Плата интерфейсная StepMaster v2.5: 1 шт.
Драйвер шагового двигателя DM542: 4шт. (Китай)
Импульсный источник питания 48В, 8А: 2шт. (Китай)
Частотный преобразователь на 2,2 кВт. (Китай)
Шпиндель на 2,2 кВт. (Китай)
Основные детали и компоненты вроде перечислил, если что-то не включил, то пишите в комментарии, добавлю.
Опыт работы на станке: В конечном итоге спустя почти полтора года, станок мы все же запустили. Сначала настроили точность позиционирования осей и их максимальную скорость. По словам более опытных коллег максимальная скорость в 3м/мин не высока и должна быть раза в три выше (для обработки дерева, фанеры и т.п.). При той скорости, которой мы достигли, портал и другие оси упершись в них руками (всем телом) почти не остановить — прёт как танк. Начали испытания с обработки фанеры, фреза идет как по маслу, вибрации станка нет, но и углублялись максимум на 10мм за один проход. Хотя после заглубляться стали на меньшую глубину.
По игравшись с деревом и пластиком, решили погрызть дюраль, тут я был в восторге, хоть и сломал сначала несколько фрез диаметром 2 мм, пока подбирал режимы резания. Дюраль режет очень уверенно, и получается достаточно чистый срез, по обработанной кромке.
Сталь пока обрабатывать не пробовали, но думаю, что как минимум гравировку станок потянет, а для фрезеровки шпиндель слабоват, жалко его убивать.
А в остальном станок отлично справляется с поставленными перед ним задачами.
Вывод, мнение о проделанной работе: Работа проделана не малая, мы в итоге изрядно приустали, так как ни кто не отменял основную работу. Да и денег вложено не мало, точную сумму не скажу, но это порядка 400т.р. Помимо затрат на комплектацию, основная часть расходов и большая часть сил, ушла на изготовление основания. Ух как мы с ним намаялись. А в остальном все делалось по мере поступления средств, времени и готовых деталей для продолжения сборки.
Станок получился вполне работоспособным, достаточно жестким, массивным и качественным. Поддерживающий хорошую точность позиционирования. При измерении квадрата из дюрали, размерами 40х40, точность получилась +- 0,05мм. Точность обработки более габаритных деталей не замеряли.
Что дальше…: По станку есть еще достаточно работы, в виде закрытия пыле — защитой направляющих и ШВП, обшивки станка по периметру и установки перекрытий в середине основания, которые будут образовывать 4 больших полки, под объем охлаждения шпинделя, хранения инструмента и оснастки. Одну из четвертей основания хотели оснастить четвертой осью. Также требуется на шпиндель установить циклон для отвода и сбора стружки о пыли, особенно если обрабатывать дерево или текстолит, от них пыль летит везде и осаждается повсюду.
Что касается дальнейшей судьбы станка то тут все не однозначно, так как у меня возник территориальный вопрос (я переехал в другой город), и станком заниматься сейчас почти некому. И вышеперечисленные планы не факт что сбудутся. Не кто этого два года назад и предположить не мог.
В случае продажи станка с его ценником все не понятно. Так как по себестоимости продавать откровенно жалко, а адекватная цена в голову пока не приходит.
На этом я пожалуй закончу свой рассказ. Если что-то я не осветил, то пишите мне, и я постараюсь дополнить текст. А в остальном многое показано в видео про изготовления станка на моем YouTube канале.
Читайте также: