
Сотовый стол для лазерного станка своими руками
Добавил пользователь Skiper Обновлено: 19.09.2024
Сварочный стол 1480x980х154 выполняется из листового металла толщиной 4мм методом лазерной либо плазменной резки. Поверхности стола оснащены монтажными отверстиями диаметром 14мм расположенных с шагом в 50мм для крепления оснастки (оснастка в сборке не предусмотрена). Детали стола соединяются сваркой, для надежности конструкции рекомендуется накладывать сварные швы и на выступ шип-пазы который равен половине толщины листа, после чего данное место зачищается шлифовальной машинкой.
Состав: 3D Сборка
Софт: SolidWorks 2018
Сварочный стол 1480x980х154/Сварочный стол 1480x980х154/DXF/Развертка - Перемычка_Д^Сборка_Сварочны_стол_1480х980.DXF
Сварочный стол 1480x980х154/Сварочный стол 1480x980х154/DXF/Развертка - Перемычка_Ш^Сборка_Сварочны_стол_1480х980.DXF
Сварочный стол 1480x980х154/Сварочный стол 1480x980х154/DXF/Развертка - сторона_Д^Сборка_Сварочны_стол_1480х980.DXF
Сварочный стол 1480x980х154/Сварочный стол 1480x980х154/DXF/Развертка - Сторона_Ш^Сборка_Сварочны_стол_1480х980.DXF
Сварочный стол 1480x980х154/Сварочный стол 1480x980х154/SW/Перемычка_Д^Сборка_Сварочны_стол_1480х980.sldprt
Сварочный стол 1480x980х154/Сварочный стол 1480x980х154/SW/Перемычка_Ш^Сборка_Сварочны_стол_1480х980.sldprt
Сварочный стол 1480x980х154/Сварочный стол 1480x980х154/SW/сторона_Д^Сборка_Сварочны_стол_1480х980.sldprt
Сварочный стол 1480x980х154/Сварочный стол 1480x980х154/SW/Сторона_Ш^Сборка_Сварочны_стол_1480х980.sldprt
Чтобы скачать чертеж, 3D модель или проект, Вы должны зарегистрироваться и принять участие в жизни сайта. Посмотрите, как тут скачивать файлы.

Всем добрый день! В ходе обсуждения одного из моих обзоров, в комментариях участниками было предложено сделать обзор на распиловочный стол, на котором я работаю. В данном обзоре я расскажу, как на скорую руку я сделал распиловочный стол, из того, что было, плюс немного купленного по мелочи. Детальная SketchUp модель стола, со всеми элементами и компонентами, к обзору прилагается.
Я уже давно задумывался о распиловочном столе, но было огромное количество других дел, и он, естественно, откладывался до лучших времен. Затем, когда в прошлом году выдалась более-менее спокойная зима, я наткнулся на ряд видео по самодельным распиловочным столам и понял, что это то, что пора сделать.
В очень многих видео обзорах столы делают настолько серьезно, да еще и всегда на фоне полностью оборудованных мастерских с кучей станков, что порой посмотришь на свои условия работы и сомневаешься, а браться ли.
Я в этом обзоре расскажу как сделал стол в достаточно спартанских условиях, имея в руках циркулярную пилу, УШМ, шуруповёрт и фрезер (как раз здесь и был первый раз опробован фрезер, который новый лежал в коробке три года).

У меня была ручная циркулярная пила Hitachi С6SS, дешевая, но как оказалось, очень надежная машина, пережившая и выполнившая на стройке такой объем работ, что её в пору поставить на постамент, и на видное место в мастерской. Но так как любой инструмент должен работать до конца, ей было предложено новое место.

После завершения основного этапа строительства дома, у меня остался целый лист фанеры 21 мм (ФК 4/4), который простоял в одиночестве 3 года, и пришло время его куда-то приспособить.
В тот момент я не делал отдельный проект стола, вся идея и представление, как я это вижу, сложились в голове, поэтому делал прямо по месту, и основные узлы и материалы подбирались походу реализации, глазами пробегал то тому, что лежало в кладовке, мастерской, в ящиках с метизами и крепежом и прочей мелочовкой.
Соответственно, не делалось какое-либо моделирование, однако для данного обзора я перенес уже рабочий стол в 3D-модель в SketchUp, постарался представить все составные элементы, единственное не прорисовал гайки и саморезы, это было уже лень, и мне уже показалось больше тратой времени, так как и так в принципе понятно и, если что, я поясню по ходу обзора.
В модели показано, как и что собрано, послойно можно убрать укрупненные элементы, возможно кому-то эта модель будет полезна для повторения или как идея для своей реализации.

И так, взял лист фанеры 21 мм, разметил и выпилил циркулярной пилой основание стола с размерами 1100 мм х 820 мм
Размеры стола большие, но нужен был именно универсальный стол, на котором можно напиливать и мелкие детали, так и листовые материалы крупного формата, фанеру, ЛДСП для корпусной мебели.
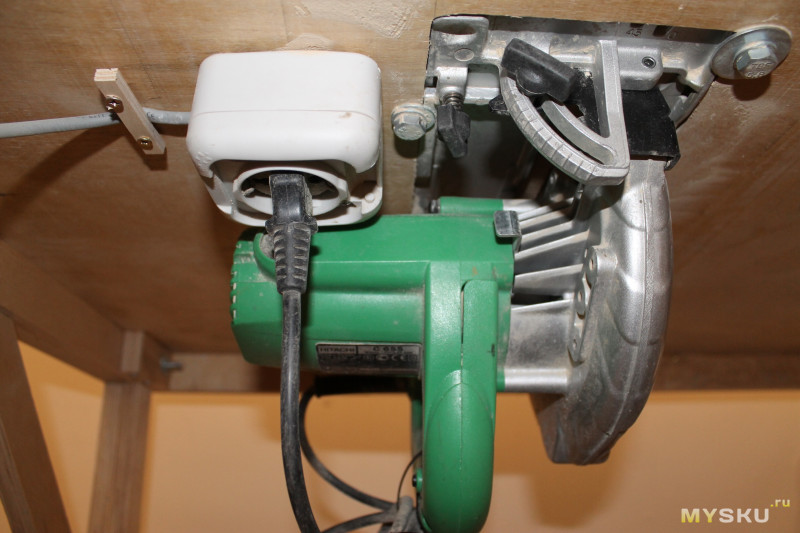
Затем перевернул полученный лист, разметил, положил циркулярную пилу с поднятым диском на лист, карандашом обвел по контуру подошвы пилы, и фрезером с пазовой фрезой выбрал материал в полученной проекции подошвы на глубину около 12 мм. Подошва циркулярной пилы затем вставляется в полученное углубление.
С пилы предварительно снимается ручка и защитный кожух диска.

По контуру подошвы пилы в листе основания стола были сделаны 4 отверстия под болты М8. С верхней части основания (обратной) были установлены усовые гайки М8. Подошва пилы устанавливается в углубление и прижимается через усиленные шайбы болтами М8 к основанию стола.


Затем ослабляем механизм регулировки глубины реза пилы, включаем пилу в розетку и, нажимая на пилу, пропиливаем основание стола на полную глубину, с обратной (рабочей) стороны стола у нас появился диск.
Тут самый важный момент — при установке пилы в углубление не перепутать её направление, в какую сторону должен вращаться диск (диск со стороны рабочей поверхности стола должен вращаться на себя), я пока примерял, чуть не перепутал, хорошо вовремя заметил.
Кстати, в модели в Sketchup я использовал пилу из 3D Warehouse, и если посмотреть на фото моего стола, то привода пил в SketchUp модели (Makita) и в реале (Hitachi) зеркальны, расположены с разных сторон пилы. Нашел только такую модель пилы, её и оставил, главное правильно указал направление вращения диска. Пилы всё равно у всех разные.
Уже в таком виде на столе можно пилить:
— располагаем основание стола на стульях / табуретках / ящиках (я расположил в мастерской одной стороной на полку стеллажа, другой на спинку стула у стены);
— относительно диска пилы, с помощью длинной линейки, рисуем осевую линию реза.;
— берем длинный алюминиевый уголок (или брус, или ровную доску), размещаем по угольнику относительно линии реза, крепим струбцинами к столу — и у нас есть импровизированный временный параллельный упор.
Таким способом я далее пилил все остальные детали стола, пока он потихоньку собирался.

Первым делом я решил выпилить кожух пилы для обеспыливания. Первый раз в жизни я смог мгновенно, без подгонки получить полностью идентичные детали, как братья близнецы.
Кожух — четыре стенки из фанеры 10 мм, дно из куска ДВП. Склеиваем всё на ПВА и саморезы.
Для подключения пылесоса я сделал отверстие в нижнем углу короба биметаллической коронкой под канализационный фитинг 50 мм. Для крепления фитинга к корпусу, я нарезал обрез фитинга на сектора, вставил фитинг, нагрел сектора и загнул их к стенке короба, затем по каждому сектору прошелся мелкими саморезами, зазоры с обратной стороны залил термоклеем. Получилось крепко, и от неосторожного движения шлангом пылесоса фитинг точно не вырвет из корпуса.
Для крепления короба к столу использовал металлические уголки 30х30, а также 15х30 для замка. Сделал из нарезанных фанерных пластин 6 мм дремелем плоские проушины, приклеил их к столу, в них вставляются уголки короба. С другой стороны короба с помощью металлической пластины и саморезов сделан своеобразный замок.
Подключаем пылесос, пробуем- вся пыль внутри, в лицо уже не летит.

Выпиливаем на столе продольные ребра жесткости, и клеим их к основанию на ПВА и саморезы. К этим же ребрам далее будем крепить и направляющие профили параллельного упора.

Так как поверхность будущего стола должна быть гладкой для нормального скольжения заготовок и материалов, а фанера ФК 4/4 никак не способствует нормальному скольжению, надо было что-то придумать с покрытием. Вообще для таких столов обычно используют ламинированную фанеру, но её продают у нас только огромными листами, да и основной идеей было использовать существующий лист фанеры.
Тут удачно подвернулся большой корпоративно-рекламный плакат из вспененного ПВХ, толщиной 4 мм., отпечатанный только с одной стороны, соответственно чистая белая обратная сторона отлично подошла как облицовочный материал для стола.
Сразу скажу, что вспененный ПВХ для таких целей не самый лучший материал. Я не знаю сколько он прослужит, но на нем остаются борозды и царапины от острых торцев пропускаемых деталей. Пока это не критично, и может вообще не будет критично, возможно в будущем придется и поменять, или покрыть сверху тонким листом другого материала. Для этих целей вообще подошел бы лист из оргстекла, но его не было.
Для будущих кареток и толкателей необходимо в основание стола заложить направляющие из алюминиевого профиля в виде швеллера 15х10х1. Для установки в основание были размечены и сделаны фрезером с пазовой фрезой поперечные пазы под алюминиевые профили. Так как сверху стола будет лежать ПВХ лист 4 мм, то соответственно глубина паза составила 6 мм.


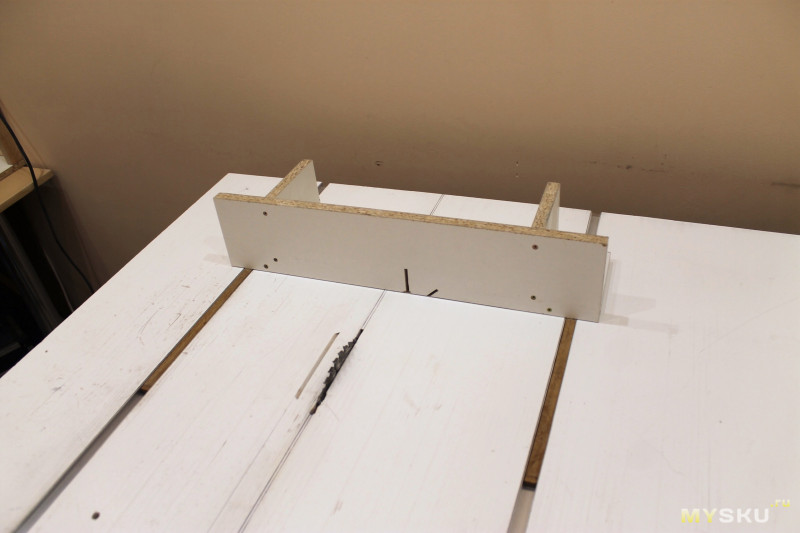
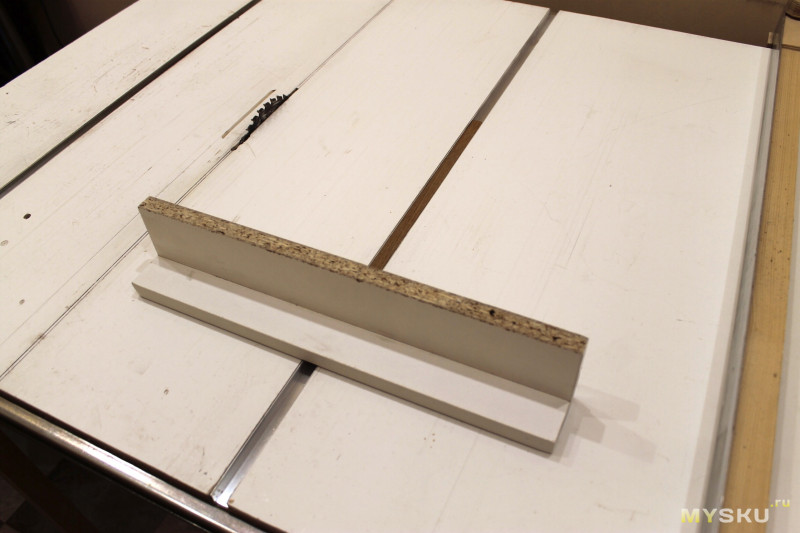
Далее надо было делать параллельный упор. В качестве основного элемента упора был использован алюминиевый профиль 40х40х2 (который использовал для выравнивания ранее). Для улучшения жесткости, веса конструкции упора, а также удобства монтажа последующих деталей, было решено вклеить в профиль деревянный брус 30х30. Клеил также на МОМЕНТ МВ-100. Другие детали упора также же делал из профиля и вклеенных двойных реек из фанеры шириной 40мм.

Для поперечного перемещения и фиксации упора была выбрана система из С-образного стального профиля, слайдеров из доски дубового паркета и квадратной шайбы на длинном болте М8. Головку болта хорошенько обточил, квадратная толстая литая шайба (от балочного крепежа кабельных трасс) имела углубление, куда была утоплена головка болта и посажена на двухкомпонентный эпоксидный клей.
С обратной стороны болта, который проходит через поперечный прижимной элемент упора, была установлена круглая ручка с усовой гайкой М8 (ручку также сделал из фанеры прямо на пильном диске)
Квадратная шайба со слайдерами заводится с С-профиль, относительно которого и перемещается конструкция упора, при закручивании ручки упора мы прижимаем квадратную шайбу к наружным стенкам С-профиля и фиксируем упор относительно стола. Также квадратная шайба не даёт болту проворачиваться в профиле при закручивании ручки.
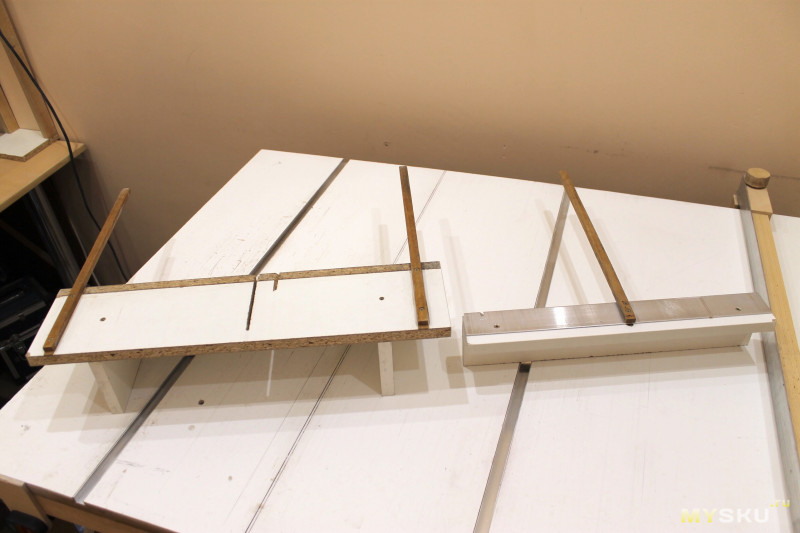
С обратной стороны стола также разместил С-профиль, и хотел сделать подобную же систему, но побоялся, что упор будет сильно подклинивать при перемещениях, и мне нужна фиксация и с обратной стороны тоже, мне нужна ровность упора относительно осевой линии с обеих сторон, а с фиксацией только в одной точке не всегда получается, где будет ровно, а в каком-то положении и +2-3 мм, возможно не идеальность С-профиля, хотя на вид он ровный.
Была придумана конструкция гораздо проще: внизу С-профиля разместил деталь-бегунок, с зафиксированной в нем шпилькой М8, и через промежуточный элемент и упор просверлил отверстие и вывел наверх ответную часть шпильки, на которую посадил другую ручку с усовой гайкой М8. Теперь закручивая ручку я через шпильку прижимаю бегунок к С-профилю и таким образом фиксирую дальнюю часть упора относительно стола.


Работа с упором получается следующая:
— ослабляю обе ручки на упоре;
— перемещаю упор в нужном направлении;
— угольником замеряю необходимое расстояние от упора до осевой линии отреза в нижней части упора;
— фиксирую нижнюю часть ручкой;
— проверяю расстояние от упора до осевой линии отреза в верхней части упора;
— фиксирую верхнюю часть ручкой;
— можно пилить.
Для работы с деталями и заготовками на столе были изготовлены простая каретка и небольшой толкатель с направляющими слайдерами.
Конструкция каретки и толкателя выполнена из остатков ЛДСП 16 мм, в толкателе еще использован алюминиевый профиль 40х40х2. Слайдеры для направляющих сделал из дуба, отрезал тонкие рейки от доски дубового паркета.
Слайдеры к кареткам клеил на ПВА и дополнительно саморезы.
Для улучшения скольжения дубового слайдера в направляющем алюминиевом швеллере, я дубовые рейки пропитываю аэрозольной силиконовой смазкой, дерево её впитывает и отлично перемещается в профиле без закусываний.




Помещение мастерской в доме очень небольшое, поэтому стол должен быть разборным (не нужен — разобрал), да и переносным, чтобы можно было вынести на улицу для проведения работ. Поэтому стойки стола было решено сделать в виде съемных вертикальных рам с укосами.
Снизу стола, в виде фанерных реек, были приклеены ответные детали с усовыми гайками М8 для крепления рам стоек к столу болтами с шайбами.



Для электроподключения пилы я установил прямо рядом с пилой розетку, в неё подключается штатная сетевая вилка пилы. Розетку я подключил от контактора, управление контактором осуществляется блоком кнопок ПУСК/СТОП, установленным на отдельной пластине с лицевой стороны стола. Питание контактора — отдельным длинным кабелем к розетке в стене. Кнопка включения на пиле зафиксирована стяжкой.


Для сбора пыли и опилок пылесосом также использую самодельный циклон из ведра, крышки и канализационных фитингов:

Какие есть проблемы и что планирую доделать:
— небольшое биение диска, я пока не совсем понял, проблема с валом, или с самим диском (использую такой), но расстояние между осевыми линиями отреза с обеих сторон диска (ширина пропила) составляет 4 мм. В принципе не критично, пилим относительно полученной линии отреза, но хочется, чтобы все ровно было, попробую заменить диск;
— сделать вкладыш нулевого зазора из листа алюминия, хотя в ходе работы я заметил, что образование сколов с обратной стороны распиливаемого листа можно уменьшить, если уменьшить высоту вылета диска, например сделать 15 мм для фанеры 10 мм, видно значительно меняется угол выхода зуба из материала;
— сделать устройство регулировки вылета пилы, высоту вылета сейчас устанавливаю посредством штатного механизма фиксации, но для этого нужно полностью снять короб, что не очень удобно, надо делать лифт;
Стол работает, очень даже неплохо, то что получилось на нем сделать — можно увидеть в других моих обзорах. Для непрофессионального использования вполне хватает. Сделать было несложно, быстро, и затраты небольшие.
Конечно есть гораздо более совершенные конструкции, но на них нужно больше времени и средств.
Если есть дополнительные вопросы/критика/замечания/предложения по улучшению, то думаю всем будет полезно, так как на mysku комментарии — большой кладезь знаний.



В архиве 3 файла.
Картинка, которое показывает вам изделие в готовом виде:

А также файлы cdr и dxf для лазерной резки:




Основные правила подготовки чертежей для лазерной резки
Основой для резки является чертеж детали, который должен быть представлен в электронном виде (AutoCAD 2000, AutoCAD 2002), в формате *.dwg и (или) *.dxf)
Под деталью подразумевается замкнутый наружный контур, внутри которого расположены отверстия (любой формы) и прорези. Прорези (любой формы) — незамкнутый рез — могут выступать за край наружного контура. Деталь и вырезанные отверстия имеют тот размер, который заложен в чертеже. Погрешность 0,05 мм. Ширина реза для стали толщиной 4 мм приблизительно 0,2 мм. Следует учесть также, что в месте врезки образуется отверстие диаметром значительно больше ширины реза, например для 4 мм стали приблизительно 2,5 мм.
Предложения по возможному расположению деталей на листе не обязательны. Вложение деталей может быть согласовано.
При создании чертежей деталей (AutoCAD 14, AutoCAD 2000, AutoCAD 2002) необходимо учитывать следующее:
1. Использование опции ORTO для рисования вертикальных и горизонтальных линий — желательно. 2. Контуры и резы должны быть образованы только слудующими графическими примитивами LINE, CIRCLE, ARC. Следовательно, можно использовать все команды создающие данные примитивы и работающими с ними. Например: RECTAGLE. POLYGON, PLINE, COPY, MOVE, SCALE, MIRROR и т.д. 3. Категорически запрещается использование команд SPLINE, ELLIPSE, а также опций FIT, SPLINE, DECURVE команды REDUT. 4. Текущая толщина линии при работе с командой PLINE равна 0. Current line-width is 0,000. 5. При создании кривых линий просьба не делать по возможности очень мелких кусков (лазер делает остановки в начале и конце графического примитива, чем крупнее дуги, тем ровнее рез). 6. Линии и кривые, прорисованные совпадающими линиями (отрезками, дугами и т.п.) будут прорезаться несколько раз. 7. В конце чертежа просьба обработать файл командой PURGE и уничтожить все невидимые блоки, слои т.п. 8. Замкнутые контуры желательно проверить на замкнутость.
Поставляемый для резки материал должен быть на 10 мм (минимум на 5 мм) больше внешнего контура детали. При использовании шрифтов Corel, контуры букв прорисовываются дважды и более раз, а криволинейные участки разбиты на мельчайшие точечные отрезки. Просьба переделывать их в соотвтетствии с вышеуказанными требованиями.
В случае предоставления чертежей в бумажном виде, мы не несем ответственности за качество работы. Заказчик, в данном случае, даёт расписку, что он согласен с этими условиями.
Похожее
Часть 2
В этой части макеты также разложены по категориям (папкам), но помещены не в архивы, а другим образом: фото изделий помещены в одну папку, а файлы для резки — в другую. По имени файлов соотносим фото с макетом.
Все папки (категории):

И папки с макетами в cdr:

Скрины некоторых макетов для примера:

Лазерный станок своими руками

Привет, Хабр! Сегодня расскажу о своем лазерном станке для резки фанеры и гравировки кожи. Цель была как всегда – максимум функционала за минимум денег). Несмотря на экономию средств, на контроллере было решено не экономить – во-первых, Руида многозадачна, по сравнению со всякими М2 и прочими платами управления, что означает минимум танцев с бубном при подготовке файла на обработку. Во-вторых, Руида автономна, она позволяет работать без компьютера, перенося файлы только на флешке и позволяя менять режимы обработки силами самого контроллера. Что немаловажно при работе на балконе).
В-третьих, если я вдруг решу собрать более серьезный станок с огромной и мощной трубкой – у меня уже будет взрослый контроллер. На этот контроллер есть очень подробный даташит, и собрать вокруг нее станок под конкретные задачи не составляет труда.
Трубка 40вт, чего хватает не спеша, но с приемлемым качеством резать 3-4 мм фанеру. Более мощные трубы длиннее, и уже просто не поместятся на балконе). На этапе сборки и наладки никак не мог добиться прорезания даже 3 мм фанеры. В итоге высоковольтный разряд пробил заднее зеркало резонатора, мода луча раздвоилась и труба отправилась в гараж на эксперименты. Как выяснилось потом, выходное сопло головки экранировало часть луча, решилось рассверливанием сопла. Сейчас стоит уже вторая трубка, тоже 40 вт, и на 30 процентах мощности она гарантированно прорезает 4 мм фанеру на скорости 10 мм/с.
Корпус станка сделан из ДСП, заказан в виде щитов у мебельщиков и собран с помощью мебельной же фурнитуры. Корпус изначально был спроектирован в мебельной программе Pro100. Для вытяжки изначально был применен канальный вентилятор диаметром 100 мм, но его производительности не хватало при резке фанеры – в отличие от гравировки это весьма дымный процесс, и мощности вентилятора не хватало для нормального движения воздуха через зону реза. Поэтому данный вентилятор был заменен улиткой от печки переднеприводных жигулей. Чтоб ее запитать в конструкции появился дополнительный блок питания ATX на 12вольт. Также эта улитка была подключена через регулятор оборотов и включается и выключается независимо от станка – это нужно чтобы можно было менять производительность вытяжки в зависимости от выполняемых работ и не высасывать понапрасну теплый воздух с балкона, работая зимой. Иногда после окончания работ в корпусе остается задымление, тогда я оставляю поработать улитку на какое-то время уже после завершения станком выполнения задания.
В качестве помпы трудится электропомпа газели, запитана от того же 12 вольтового блока питания, что и вытяжка. Система охлаждения представлят собой ведро на 15л, в которое погружен заборный патрубок помпы, сюда же подведена обратка от трубки. Для контроля за температурой в ведро погружен датчик термометра. Летом охлаждение осуществляется с помощью замороженных полторашек с водой, зимой подогрев – с помощью аквариумного подогревателя. И подогрев, и охлаждение нужно включать заранее, но т.к. емкость системы охлаждения около 10 литров, то в среднем за час охлаждающая жидкость и зимой и летом набирает необходимую для работы температуру. По этой же причине включение и выключение помпы осуществляется независимо от станка.
Вместо сотового стола применил гвоздевую доску из строймагазина. Циркуляция воздуха внутри станка сделана таким образом, чтобы воздух двигался сквозь короб от передней стенки к задней, обдувая деталь снизу и сверху. На фото видны воздухозаборные отверстия снизу корпуса, через них же удобно выметать мелкие обрезки фанеры после работы.
Компрессор – от советского холодильника, без ресивера, управляется через реле, розетка на 220в для управляемой станком внешней нагрузки выведена на боковину корпуса. В ней напряжение появляется только когда этого требует контроллер. Минусы – не регулируется давление, плюсы – тихий, неубиваемый. Есть мысль спарить два таких компрессора на общем ресивере, с манометром, реле давления, всей необходимой арматурой. Получится вполне производительный и почти бесшумный агрегат.
Всего на постройку было потрачено около 45 тыс. рублей, за эти деньги получился станок с рабочим полем 50х50 см, мощностью 40 вт и оснащенный многозадачным промышленным лазерным контроллером.
Фото с этапов строительства:












Компрессор от холодильника:

Бутылка на выходе — маслоотделитель.
Каретка крупным планом:

Привод портала, левая сторона с зеркалодержателем:

С откинутыми крышками:



Немного фото готовых изделий:




П.С. Отдельная благодарность выражается моей жене за то, что достойно переносила все тяготы и лишения жизни с техногиком, пока я использовал квартиру в качестве мастерской и лаборатории и даже иногда позволял себе делать пробные резы без вытяжки…:-)

Стол плазменной резки своими руками.
Плазменная резка создает очень мелкую пыль, которая проникает во все. Она также может генерировать испарения, которые не являются хорошими.
Вам понадобится запас листового металла, 6-дюймовый оцинкованный воздуховод, немного петель и вытяжной вентилятор.
Шаг 1: Соберите комплект, как указано в инструкции, с одним исключением

Существует несколько видеороликов You-tube, которые показывают, как собрать комплект. поэтому я не буду беспокоиться об этом здесь. Я использовал небольшой 70-амперный сварочный аппарат MIG, и он прекрасно работал. Основным отличием является расположение нижнего лотка. Я положил его примерно на 18 дюймов ниже столешницы, чтобы освободить место для вытяжного воздуховода. Я хотел, чтобы воздуховод находился достаточно далеко от верха, чтобы не было опасности его разрезания.
Шаг 2: Покрасить раму и разрезать планки


Шаг 3: Выхлопная труба

Цель вытяжного воздуховода состоит в том, чтобы обеспечить равномерное вытекание воздуха по всей верхней части стола. Выхлопная труба — это длина нормального ОВК-канала, оцинкованного. Когда вы купите его, шов будет открыт, это хорошо. Использование ручного перфоратора для пробивки ряда отверстий 1/2 «по обеим сторонам шва. Если у вас нет большого ручного перфоратора, то шаговое сверло очень хорошо работает с тонким листовым металлом. Было бы неплохо во время этого процесса надевайте перчатки. Убедитесь, что отверстия имеются только в той части воздуховода, которая будет внутри шкафа.
После того, как воздуховод был закончен, я поместил частичный рулон алюминиевого экрана вдовы в воздуховод и позволил ему развернуться, чтобы заполнить воздуховод. Это поможет предотвратить попадание искр и мелких частиц в воздуховод.
Шаг 4: Обрежьте заднюю и боковые стороны, затем установите воздуховод

Вырежьте кусок листового металла. Закрепите его на раме с помощью саморезов. Обе стороны симметричны, поэтому их можно обрезать до одинакового размера. Вырежьте 6-дюймовое отверстие для воздуховода в одном концевом элементе. Затем установите 6-дюймовую заглушку воздуховода с внутренней стороны другого конца, чтобы удерживать конец воздуховода. Убедитесь, что воздуховод расположен в нескольких дюймах над дном шкафа. Сначала я сделал выхлоп с открытым концом слева, но передумал поменять его на выхлоп справа.
Шаг 5: Сделайте переднюю панель и установите вытяжной вентилятор

Вы можете сделать сплошную лицевую панель, но для чистки шкафа вам придется снять рейки. Я решил вырезать двери в передней панели, чтобы облегчить уборку. Двери просты, удерживаются на петлях и скользящих задвижках.
Воздуходувка осталась от китайского лазерного резака. Это хорошо сработало для этой цели.
Шаг 6: Установите стол и постройте дополнительную юбку


Один комментарий
Читайте также: