
Смеситель газовый аргон со2 своими руками
Добавил пользователь Алексей Ф. Обновлено: 05.10.2024
Универсальный газовый смеситель предназначен для получения газовых смесей, используемых в качестве защитной среды в процессах газоэлектрической резки и сварки, обеспечивает регулировку и автоматическое поддержание установленного состава и расхода смеси.
При работе с газовым смесителем Вы можете получать смесмь следующих составов:
- 80% аргона и 20% двуокиси углерода;
- 70% аргона и 30% гелия;
- 50% аргона и 50% гелия;
- 70% гелия и 30% аргона.
Необходимый состав смеси оговаривается потребителем в заказе (договоре) на поставку.
Технические характеристики газового смесителя
Значение параметров смесителя при различных вариантах его заводской настройки
Вар.А
Вар. Б
Вар. В
Любые двухкомпонентные смеси, не разрушающие латунные детали смесителя
Любой по требованию потребителя
Давление газов на входе в смеситель после газовых редукторов,
Наибольший расход смеси, л/мин
Точность поддержания смеси, %
Габаритные размеры смесителя без комплектующих газовых редукторов, мм, не более
Масса смесителя без комплектующих газовых редукторов, кг, не более
задающий газ-штуцер с наружной резьбой
на выходе смеси:
– ниппель, штуцер, гайка накидная (резьба)
КОМПЛЕКТ ПОСТАВКИ
По требованию заказчика смеситель может поставляться в трех различных вариантах:
Смеситель в собранном виде
Смеситель в собранном виде
Смеситель в собранном виде
УСТРОЙСТВО И ПРИНЦИП РАБОТЫ
Регулировка смесителей на соответствие их паспортным характеристикам производится на заводе-изготовителе при фиксированном рабочем давлении: на редукторе основного газа — 3 кгс/см2 и на редукторе задающего газа — 1 кгс/см2.
Устройство и принцип работы смесителя показаны на рис. 1.
Основными узлами и деталями смесителя являются: входные штуцеры основного газа 1 и задающего 2, разделительная мембрана 3, толкатель 4, редуцирующий клапан 5, седло редуцирующего клапана 6, соединительная трубка 7, дроссель регулировки расхода основного газа 8, дроссель регулировки расхода задающего газа 9 и выходной штуцер смеси 10.
Принцип работы смесителя основан на выравнивании давлений смешиваемых газов и автоматическом поддержании давлений этих газов равными перед дросселирующими узлами, посредством которых устанавливается заданный состав двухкомпонентной газовой смеси.
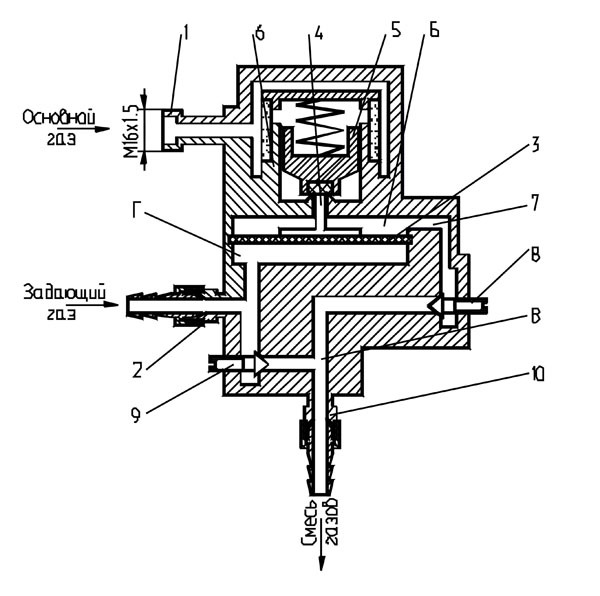
Рис. 1. Универсальный газовый смеситель:
1— штуцер входной; 2 — штуцер для подвода задающего газа; 3 — мембрана; 4 — толкатель; 5 — клапан редуцирующий; 6 — седло; 7 — трубка соединительная; 8 — дроссель регулирующий основного газа; 9 — дроссель регулирующий задающего газа; 10 — штуцер выходной смеси;
Г — камера равного давления; В — камера смесительная; Б — камера рабочего давления.
Задающий газ под давлением 1 кгс/см2, подведенный к штуцеру 2 по каналам в нижнем корпусе смесителя, проходит в камеру равного давления Г и дросселю 9, откуда, дросселируясь, поступает в камеру смешения В. Одновременно давлением задающего газа в камере равного давления Г мембрана 3 прогибается в сторону камеры Б и через толкатель 4 открывает редуцирующий клапан
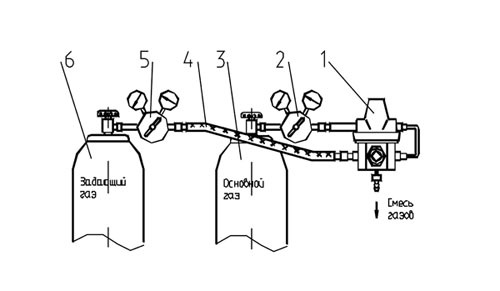
Рис.2. Схема подключения к источникам газопитания:
1- универсальный газовый смеситель; 2-редуктор основного газа; 3- баллон основного газа; 4- рукав соединительный задающего газа; 5- редуктор задающего газа; 6- баллон задающего газа.
На рис. 2 изображена монтажная схема присоединения смесителя к источникам газопитания (газовым баллонам).
УКАЗАНИЯ МЕР БЕЗОПАСНОСТИ
Регулирующие винты газовых редукторов, питающих смеситель рабочими газами, перед открытием вентилей баллонов должны быть вывернуты до полного освобождения нажимной пружины редукторов.
Запрещается быстрое открывание вентиля баллона при подаче газа в редукторы.
Присоединительные элементы редукторов, вентилей баллонов и смесителя должны быть чистыми и не иметь никаких повреждений, следов масел и жиров.
Материалы, использованные в конструкции, обладают стойкостью в среде газов, для которых предназначен смеситель.
Ремонт смесителя, связанный с частичной и полной его разборкой, должен производиться лицами, назначенными администрацией и прошедшими техминимум по ремонту газосварочной аппаратуры.
Категорически запрещается производить подтягивание деталей или какой-нибудь другой ремонт, если в смесителе есть газ!
ПРАВИЛА ЭКСПЛУАТАЦИИ
Перед запуском смесителя в работу он должен быть подключен к источникам газопитания в соответствии со схемой рис. 2.
Медленным открыванием вентилей баллонов подать давление рабочих газов на вход редукторов 2 и 5.
Вращением регулирующего винта редуктора 2 установить давление основного газа перед смесителем 3 кгс/см 2 .
Регулирующим винтом редуктора 5 установить давление задающего газа 1 кгс/см 2. В этом случае смеситель должен обеспечивать заданные паспортом расход и состав смеси.
При необходимости полной перенастройки смесителя для получения отличных от паспортных смесей газов нужно обращаться на завод-изготовитель.
В связи с явлением релаксации необходимо перед запуском смесителя в работу, а также не реже одного раза в три месяца проверять герметичность сопряжения дросселей, штуцеров и прокладок с корпусом смесителя.
При нарушении герметичности необходимо подтянуть резьбовые соединения, предварительно сняв давление в смесителе.
ГАРАНТИИ ИЗГОТОВИТЕЛЯ
Изготовитель гарантирует соответствие смесителя требованиям технических условий при соблюдении условий эксплуатации, транспортирования и хранения, ненарушенной заводской настройке смесителя.
Гарантийный срок - 12 месяцев со дня ввода в эксплуатацию, но не более 18 месяцев со дня выпуска.
Для заказа газового смесителя в г Новосибирск, звоните 89039002825. Альфагаз
ДОРОГО. Закупаем газовые баллоны Б/У у населения - кислородные, углекислотные, аргоновые, азотные, гелиевые.
Для того чтобы начать варить аргонно дуговой сваркой нужно приготовить все необходимое оборудование, а так же средства защиты. В каждом даже не сложном деле стоит соблюдать технику безопасности. Варим мы дуговой сваркой, а аргон у нас служит защитным газом. В данной статье я постараюсь рассказать о том что нам потребуется для сварки аргонно-дуговой сваркой.
И так я решил составить список оборудования который необходим для аргоновой сварки.
После составления списка разберем каждый пункт поподробней. Как ранее было уже рассказано на странице "Аргонная сварка" существует несколько видов данной сварки. Здесь мы рассмотрим наиболее популярную и доступную "Ручную аргонно-дуговую сварку с неплавящимся электродом"
Вот краткий список того что нам потребуется для сварки.
- Баллон
- Редуктор
- Шланг высокого давления
- Аппарат для сварки неплавящимся электродом
- Электроды вольфрамовые
- Присадочная проволока
- Инструменты для подготовки металла к сварке
- Спецодежда и средства защиты
Баллон нужен для того чтобы хранить газ в сжатом виде, в данном случае аргон. Для того чтобы не перепутать баллон кислородный с аргоновым их раскрашивают в разные цвета надписи и полоски.

А теперь давайте рассмотрим как эти баллоны маркируются.

И так же нужно знать какие данные наносят на баллоны и что там набито.
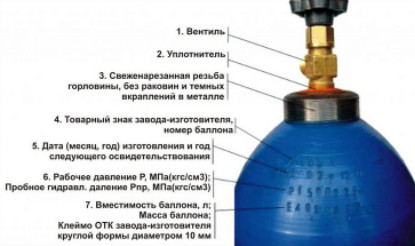
Данные на каждом баллоне могут отличатся.
Для каждого газа как правило предусмотрен свой редуктор. Как правило цвет редуктора совпадает с цветом баллона для того чтобы было понятно что он именно для этого газа.

Сейчас большой выбор различных редукторов. Для аргона можно использовать редуктор с черной окраской который предназначен для углекислоты дешевый вариант. Или взять дороже редуктор с ротаметром

его чаще используют под аргон, но и под углекислоту он тоже предназначен. Теперь мы знаем какой редуктор использовать.
Шланг высокого давления
Все обычно используют шланги одного типа предназначены для кислородных баллонов так как они более надежны. Так как мы рассматриваем аргоновую сварку то и шланги будем брать кислородные. Внутренний диаметр кислородного шланга может быть 9, 12, 16, или 18 миллиметров, но чаще всего используют либо девять либо двенадцать. Если внутренний диаметр 9 то наружный будет 20 миллиметров.
Аппарат для сварки неплавящимся электродом
Сейчас большой выбор аппаратом для сварки вольфрамовыми электродами. Например аппарат может выглядеть вот так.

Огромный выбор сварочного оборудование сейчас предлагается на нашем рынке, по этой причине я не буду описывать конкретный сварочный аппарат. Для правильного выбора сварочного аппарата рекомендую почитать отзывы людей которых можно найти на сварочных форумах.
Вольфрамовые электроды маркируются вот так ЭВЧ, ЭВЛ,ЭВИ, ЭВТ-15 и имеют гост ГОСТ 23949-80. Вбив гост в поиск вы сможете найти подробную информацию о этих электродах.

Так же электроды бывают с примесями для того что бы приобрести особые свойства. Вот какие бывают примеcи в вольфрамовых электродах которые предназначены для аргонной сварки.


Присадочная проволока это материал который нужен будет в процессе сварки. Материал присадочный называют по разному. В данном случае это пруток присадочный или присадочная проволока.

Инструменты для подготовки металла.
Сюда можно включить такие инструменты как болгарка и щетка по металлу. Сейчас большой выбор всяческих зачистных инструментов и приспособлений так что выбор за вами.
Спецодежда для сварки.
Здесь все зависит от ваших желаний. Выбор огромен. Что хочется сказать о спец одежде. Одежда сварщика бывает разной плотности и степени огнестойкости. О масках для сварщика можно говорить долго. Обувь тоже играет немаловажную роль как и перчатки. Перчатки сварщика еще называют крагами.

Внимательно относитесь к выбору средств защиты для сварочных работ так как от этого зависит ваше здоровье. Одежда для сварщика продается в специализированных магазинах которые занимаются продажей сварочного оборудования. Посетив данные магазины вы без труда подберете именно то что вам нужно.
А теперь я хочу вам показать как происходит процесс аргоновой сварки.
Думаю данный материал поможет как начинающим сварщикам так и тем кто хочет начать варить аргоновой сваркой.

Паришься с баллоном под углекислоту/аргон/сварочную смесь Ar+CO2 для сварки? мечтаешь о струйном переносе, но все ищешь смесители и 10 литровые баллоны? Все ответы здесь.
Итак, электродуговая сварка в среде защитных газов знает три типа основных газов, которые можно найти почти во всех крупных столичных городах:
— углекислота (CO2);
— аргон (Ar);
— сварочная смесь Ar+CO2
Все остальное или очень специфично, или тупо дорого (гелий He).
Применяемость газов хорошо описана в Интернете, но если проще — варить заборы из чернухи => углекислота. Варить в своем гараже: для TIG — аргон, для полуавтомата — сварочная смесь.
Тем самым, если Вы хотите стационарно работать с аргоном или сварочной смесью => Ваш выбор однозначно 40 л баллон. Если Вы хотите быть мобильным и наличие аргона/сварочной смеси не критично, то уточняйте у местных пожарных имеется ли возможность заправлять углекислотные баллоны 10 л., а если ответ положительный, то покупайте 10 л. с плоским дном.
65 кг, а полного соответственно 75 кг. Есть легированные баллоны, они легче на
10 кг.
Углекислотный, полностью заправленный, 40 литровый баллон одному не поднять, нужно звать помощника.
Что нужно знать при покупке и обмене баллонов
Не буду повторяться, есть отличное видео —
Срок службы баллонов определяет организация-изготовитель. При отсутствии таких сведений срок службы баллона устанавливают 20 лет. Экспертизу промышленной безопасности в целях продления срока службы баллонов массового применения, объем которых менее 50 л, не производят, их эксплуатация за пределами назначенного срока службы не допускается, за исключением баллонов специального назначения, конструкция которых определена индивидуальным проектом и не отвечает типовым конструкциям баллонов и экспертизу (техническое диагностирование) которых проводят по истечении срока службы, а также в случаях, установленных руководством (инструкцией) по эксплуатации оборудования, в составе которого они используются.
На основании разъяснений разрешается использовать баллоны с истекшим сроком службы, но с действующей аттестацией.
Таким образом, покупая баллон, Вы должны выбрать максимально более свежий по году выпуска. Баллоны старше 95 года без действующей аттестации являются металлоломом.

Далее, на рынке есть три типа разного рода регуляторов/редукторов:
— регулятор с ротаметром
— стрелочный регулятор
— редуктор.
Отличие редуктора от регулятора понятно: редуктор на выходе выдает просто определенное давление, а регулятор на выходе регулирует поток газа. Редуктор Вам не нужен вообще 🙂
регулятор с ротаметром или стрелочный регулятор?
Возникает еще один вопрос, на рынке есть два основных типа регуляторов
Редуктор, в глобальном смысле слова, это устройство, изменяющее какой-либо физический показатель, обычно в сторону его уменьшения или понижения (редуцирование).
Редуктор для сварки представляет собой устройство, которое предназначено для выпуска газа из сопла под пониженным давлением, так как в баллоне он сильно сжат. Конкретные показатели давления зависят от вида газа или газовой смеси.

Цветовая маркировка
По сути своей редуктор — это регулятор давления смеси для сварки. Он в обязательном порядке входит в состав оборудования для сварочного полуавтомата, использующего принцип сварки в защищенной газовой среде. Минимум два редуктора (каждый к своему баллону) используют в установке газовой сварки и резки.
Безусловно, лучшим решением будет выбирать для баллона с определенным газом только специально предназначенный для него редуктор. Существует строгая система цветовой маркировки:
- голубой цвет с черной надписью — кислород;
- белый с красным текстом — ацетилен;
- черный с синей надписью — технический аргон;
- черный с белой надписью — сырой аргон;
- черный с желтой надписью — углекислота (СО2).
В зависимости от того, применяется ли вами газовая сварка, аргонодуговая либо сварка в углекислоте, выбирайте соответствующий редуктор.
На рынке или в магазине это легко сделать по цвету — цвет редуктора ля сварки соответствует цвету баллона, для которого он предназначен. Голубой — для кислорода, черный — для аргона (он же подойдет для углекислого газа), и так далее.
Возможна ли взаимозаменяемость
Некоторые виды сварочных редукторов взаимозаменяемы, но далеко не все. Так, вместо специализированного редуктора СО2 для сварки допустимо использовать кислородный, но обратную замену производить категорически нельзя.
Кислород — химически активное вещество, сильнейший окислитель, поэтому для работы с ними используются специальные металлы и сплавы. К тому же кислород закачивается в газовые баллоны под давлением, превышающим этот же параметр для углекислоты более чем в 2 раза.
Сварочный редуктор для углекислого газа, накрученный на кислородный баллон, может продержаться, в зависимости от его качества, от нескольких часов до пары недель. Но в нем неминуемо произойдет полное разрушение уплотняющих мембран — основного элемента конструкции, вследствие чего прибор начнет травить.
Во избежание ошибочных действий сварщика на редукторах для горючих и негорючих газов делается разная резьба. Для горючих — левая, для негорючих, соответственно, правая.
Аналогичная резьба и в баллонах ля резки и сварки. При этом кислородный редуктор имеет правую резьбу. Кислород не горит сам по себе, но поддерживает горение. В некоторых условиях он взрывоопасен.
Кислородный редуктор, используемый во время сварки с углекислотным баллоном, ждет другая угроза. Углекислота вызывает промерзание контактирующих с ней деталей до -60 °C. Поскольку регулятор давления, предназначенный для кислорода, и не должен выдерживать такого режима работы, он также начнет разрушаться.
Что выбрать

Считается, что для бытовых условий сварки — кратковременных, эпизодических операций — подойдет любое устройство, которое совпадет по резьбе с баллоном.
Операцию вроде сварки мангала для дачи может выдержать даже углекислотный редуктор, накрученный на кислородный баллон (если используется газовая сварка) или на баллон для сварочной смеси из 80% аргона и 20% углекислоты. Другое дело, что впоследствии это механизм придется выбросить.
Типичным примером такого редуктора, предназначенного для работы с СО2, является очень известный и популярный среди сварщиков старой закалки УР 6-6.
Кислородный и аргоновый регуляторы ля сварки теоретически взаимозаменяемы. При этом кислородный будет работать хуже с падением давления в баллоне до критической точки около 1 атмосферы.
В качестве примера аргонового редуктора для сварки можно назвать АР-40-2 отечественного производства. Существует и действительно универсальный регулятор давления — АР-40/У-30 (аргоновый редуктор/углекислотный). Он выдержит и перепады температур, и высокое давление.
Если нет ограничений по финансам, а объем сварочных работ предполагается высоким, то стоит предпочесть устройство не с дополнительным манометром, а с ротаметром.
Ротаметр значительно точнее показывает расход газовой смеси, поскольку работает по иным принципам — он делает измерения в режиме реального времени. Такими приборами пользуются профессионалы.

Универсальный газовый смеситель УГС-1 предназначен для получения газовых смесей, используемых в качестве защитной среды в процессах газоэлектрической резки и сварки, обеспечивает регулировку и автоматическое поддержание установленного состава и расхода смеси.
-сертификат соответствия Федерального агентства по техническому регулированию и метрологии (Госстандарта РФ)- РОСС RU. АЯ04;
-разрешение на применение на предприятиях и объектах подконтрольных Ростехнадзору № РРС 00-21052 Федеральной службы по экологическому и атомному надзору.
По заказу потребителя смесители могут выпускаться в 3-х различных комплектах:
Правильней смешивать газы после электроклапана. Используя для каждого газа свой клапан отсекатель.
Ведь при разных давлениях после редуктора один из обратных клапанов попросту может быть поджат газом с другого балона.
Стас что-то не додумал и повелся на то видео. Ты не выставишь пропорцию по давлению без ротаметров. На каком редукторе будет хоть чуть выше давление из того балона и будет идти газ. И ты по-сути то варил углекислотой одной, поэтому разницы и нет. Пробуй с ротаметрами миксовать, а мы посмотрим.
Эти клапана к вакуумному усилителю тормозов не имеют ни какого отношения,от слова-вообще.Это клапана от карборатора Солекс,которые устанавливаются на обратку,через которую лишний бензин накачанный насосом сливается обратно в бак.А клапан установлен для того,что бы при работе двигателя в обратке образовывалось какое то сопротивление бензину,а не просто прямой слив.А,на счёт сварки смесью,то да,разницы при сварке кузовных деталей я не увидел,просто чуток разный звук между кислотой и миксом.Пробовал варить самим аргоном,то вообще звук сварки в роде варишь вообще без какого либо газа --- не понравилось ни тем,ни тем.Кислота-есть кислота,25 лет ей не изменяю.
@Quinn Will yup, have been using Flixzone for since december myself =)
@Quinn Will Yea, I've been using Flixzone for years myself =)
A trick: you can watch series on Flixzone. I've been using it for watching loads of movies during the lockdown.
шо такое карбОратор?! :D
Это не клапана, а диоды)))) пневмо диоды))))
Отлично!Проблема ,,микс’’ решена за копейки!По сути выставляешь подачу углекислоты (по норме) ,а аргоном ,,добиваешь’’ качество сварки!Однозначно Лайк!
Стас попробуй сделать тест миксом и чистой на потолочном шве и сразу увидешь разницу в сварки. И все вопросы сразу отпадут надо микс или нет.
Станислав сделал маленький шаг в сторону со своей территории и тут сразу умники налетели, покусали, заклевали. А мне идея нравится. А бы с удовольствием посмотрел бы даже видео как Станислав будет готовить яичницу, но только если со сварочным аппаратом. Всё в одном лице: актёр, сценарист, режиссёр, оператор и монтаж видео. Всё на высоте.
Простой смеситель газов можно сделать из тройника с установкой на входе каждого газа диафрагм
с отверстиями диаметром 0,3мм для кислоты и 0,9 для аргона (площадь отверстий в соотношении примерно 1 к 9)
Подводка к редукторам минимальной одинаковой длины, никаких обратных капанов, диаметр трубок аналогично по площади в соотношении
1 к 9. Настройка расхода по основному газу (аргону) при нажатой клавише горелки и закрытом дополнительном газе (кислоте или др.),
затем добавлением дополнительного газа добиваемся небольшого отклонения (в плюс) стрелки редуктора основного газа.
В процессе сварки может потребоваться дополнительная подстройка. Проверено на импульсных, а посему на чувствительных
к качеству смеси, режимах сварки One Drop Per Puls (одна капля на импульс) как для черного так и для цветного металла.
С тех пор как попробывал варить миксом то перестал покупать углекислоту вообще. Этот тест считаю не верным, заявляю со всем уважением. Купи готовый микс и тогда всё поймешь, брызг практически нет на миксе
@Target Lambda У меня старик ТЕМП перебрал плату управления и теперь миксом свариваю металы от 10мм и выше. А для тонких металов приобрёл уже инвекторный марку говоритьне буду. Но суть одна газы не влияют на чистоту шва ето самообман. Только качественная подготовка метала поможет))) А ТЕМП служит мне уже 16 лет. верой и правдой)))
@Sergey Takefu При чем тут трансы, те на которых я пробовал и на котором сейчас работаю больше трех тыс ойро стоят, ими корабли, резервуары огроменные сваривают, хотя полностью согласен, транс он и в африке транс.
@Sergey Takefu , у меня трансформаторный харьковский темп, нормально стружит.
@vec студент профи это на трансах --- а все остальное это легкие некчемные аппараты . я вообще очень часто работаю без перчатак ,просто лень одевать .правда варю очень часто нержавейкой ,на кислоте ,уже лет 10-ть ,брался ящик за 800 usd ---- но есть одно но . 380 в --и не разу не делался ему ремонт .
@Target Lambda а что касается сварки углекислотки --- все просто . поменяйте на транс -- и будет вам счастье .и брызги уйдут .
Мой опыт: варил раньше на работе чисто углекислотой прилипших шариков возле шва было столько что я потом еще день тратил что бы их болгаркой счухать(а за это не платят). Потом психанул и переключил на рядом стоящий баллон с миксом аргон-углекислота.
И шариков почти не стало. Я аж с работы уходить передумал))
Прикольный видос, лайк однозначно. После слов: "Эксперимент будем проводить на аппарате клиента" - подумал, во увижу свой аппарат, а тут 280))). Стас, спасибо за оперативность!
Привет Стас , мое почтение Гению сварочного ремонта и рыцарю инверторной дуги .Безразлично чем варить черняжку и цветмет , мои друзья профики варят вообще самодельным газом ведь смысл всего этого недупущение кислорода в сварочную ванну. и все.Я хочу через твой популярный канал обратиться ко всем пацанам имеющим полуавтоматы ;---ни в коем случае не варите порошковой проволокой , при горении порошка выделяется огромное колличество угарного чада для обволакивания заготовки защитным колпаком , но для достижения этого эффекта производители данного порошка применяют каустик (!) А это для лёгких самое ОНО чтобы они накрылись, слизистая глаз выедается постепенно образуя катаракту , носоглотка поражается каустическим дустом вызывая ожоги слизистой .Это я цытирую обращение Минздрава Вьетнама за этот год к пользователям полуавтоматов как в частном так производственном порядке.За Вьетнамом свое НЕТ порошковой проволоке уже высказали Малайзия и Тайланд. Так может быть и мы станем на их сторону?!
Читайте также: