
Шлифовка толкателя клапана своими руками
Добавил пользователь Владимир З. Обновлено: 04.10.2024
Причиной пониженной компрессии в цилиндре может быть неплотное прилегание клапана к седлу и подгорание клапана. Как правило, проблемы случаются с выпускными клапанами. Причин подгорания и прогорания клапана несколько. Это может быть бракованный клапан, неправильная регулировка теплового зазора клапана, повышенное биение клапана в направляющей втулке.
При работе двигателя с подгоревшим клапаном происходит более интенсивное, чем в обычных условиях, выгорание материала седла клапана. Чем больше вы эксплуатируете машину с неплотно прилегающими клапанами – тем значительней повреждения седел клапанов.
В процессе ремонта ГБЦ, особенно если меняются направляющие втулки клапанов – седла клапанов необходимо обработать зенкером (шарошкой) для обеспечения соосности направляющей втулки и седла клапана. При этом убирается дополнительный объем материала седла. Вследствие этого, клапан дополнительно утапливается в седле, и его торец дополнительно приближается к распредвалу.
Регулировка зазора клапанов производится уменьшением толщины регулировочных шайб. Минимальная допустимая толщина шайбы – 2,75 мм. Обычно при такой толщине шайбы распредвал начинает задевать корпус толкателя клапана.
Завод в этом случае предписывает менять головку блока цилиндров на новую.
Однако существуют способы обойтись еще довольно продолжительное время без покупки новой ГБЦ.
- Замена седел клапанов. Довольно дорогостоящая операция. От 500 рублей за одно седло плюс обязательное торцевание плоскости ГБЦ. Гарантия на работу обычно не дается. По опыту – поменянные седла держатся хорошо.
- Торцевание клапанов. Обходится радикально дешевле замены седел – эффект тот же. Торцевание одного клапана стоит 50 рублей. Недостаток – ограниченная по длине часть клапана, которую возможно укоротить. Обычно можно убрать не более 1 мм. длины. Но в большинстве случаев этого хватает, чтобы после сборки регулировочные шайбы имели толщину 3,45-3,90 мм. – как с завода. Гарантия на укороченные клапана также не дается – но по опыту ходят такие клапана не меньше, чем не укороченные.
Благодаря особой технологии укорачивания клапана мы добиваемся качественной плоскости торца, что позволяет клапану работать в правильном режиме, постоянно вращаясь вокруг своей оси.
Пример нашей работы. Слева заводской клапан, справа укороченный по нашей технологии.

Практически каждый владелец старенького автомобиля отечественного или иностранного производства предпочитает ремонтировать его своими силами. В том числе и перебирать двигатель. В связи с этим довольно часто приходится делать притирку клапанов в домашне-гаражных условиях. И многие задают закономерный вопрос о том, для чего требуется эта процедура и как правильно притереть клапана.
Рекомендуем также прочитать статью о том, как самому заменить маслосъемные колпачки (сальники клапанов). Из этой статьи вы узнаете о доступных способах замены сальников клапанов, а также как поменять маслосъемные колпачки своими руками.
Немного матчасти
Для тех, кто не в курсе, стоит пояснить, что клапаны находятся в головке блока цилиндров. Для каждого цилиндра имеется минимум два клапана (в большинстве автомобилей). Один клапан обеспечивает впуск топливно-воздушной смеси в цилиндр (камеру сгорания) из впускного коллектора, а другой – выпускает отработанные газы в выпускной коллектор.
Разумеется, открываются клапаны поочередно. Похожи клапаны на гвоздь. Головкой, которую еще называют тарелка, они обращены внутрь цилиндра. В закрытом состоянии головка клапана находится в седле и герметично закрывает камеру сгорания, прижимаясь к седлу рабочей фаской.
Рекомендуем также прочитать статью об устройстве ГРМ. Из этой статьи вы узнаете о назначении, принципах работы и других особенностях механизма газораспределения двигателя.
Для чего притирать клапаны

В процессе работы на тарелках клапанов, а также на седлах образуется нагар. Он препятствует герметичному закрытию впускного и выпускного клапана. Для нормальной работы двигателя это очень важно. Ведь после того, как на такте впуска топливно-воздушная смесь была втянута в камеру сгорания, поршень сжимает ее, поднимаясь в свою верхнюю мертвую точку. Впускной и выпускной клапаны должны быть закрыты. Чем сильнее будет степень сжатия, тем эффективнее и экономнее будет работа двигателя. Разумеется, при неплотной посадке впускного клапана в седло максимального сжатия и эффективного сгорания смеси уже не будет со всеми вытекающими отсюда последствиями.
Что касается неплотного прилегания выпускного клапана, то в этом случае будет происходить не только нарушение герметичности на такте сжатия, но и прорыв расширяющихся газов из камеры сгорания после воспламенения заряда. Раскаленные газы оплавляют выпускной клапан, двигатель теряет мощность, так как часть газов не толкает поршень, а вылетает в выпуск. Такие последствия являются ответом на вопрос, что будет, если клапана не притерты.
Как определить, что клапан нужно притирать

Обычно клапаны притирают после капитального ремонта двигателя. Или, например, после замены поршневых колец. Чтобы второй раз не разбирать. Необходимость процедуры проверяют на снятой головке блока цилиндров. Ее устанавливают на ровную поверхность тарелками клапанов вверх. Затем в камеры сгорания наливают керосин, а если его нет, то сойдет и бензин. Замечают уровень, после чего в таком положении оставляют ГБЦ на двенадцать часов.
Если жидкость за это время не ушла, то все в порядке. Если же уходит, то это значит, что предстоит поработать. Чтобы определить, какой из двух клапанов в цилиндре пропускает, хорошо помогает наличие сырости в выпускном или во впускном коллекторе. Можно проверить и другим способом. Принцип будет один и тот же, а разница в том, что жидкость (бензин или керосин) заливается в коллекторы. Головка при этом стоит на боку. Естественно, что оценивают течь уже со стороны тарелок.
Притирка клапанов

Для того чтобы притереть клапана к головке в домашних условиях, потребуется дрель (желательно с реверсом) и специальная паста. Для проведения этой процедуры клапана придется рассухарить и снять. Кстати, заодно можно произвести замену маслосъемных колпачков, если в этом есть необходимость.
- Перед работой рекомендуется обезжирить клапан и седло при помощи растворителя. На рабочую фаску клапана равномерно наносится небольшое количество притирочной пасты. Очень важно следить за тем, чтобы она не попала на шток клапана, ведь паста – сильнейший абразив (как правило, алмазный). Если останутся повреждения на штоке, то маслосъемные колпачки будут намного быстрее выходить из строя и существенно увеличится расход масла. Для препятствия этому на шток можно надеть кусочек войлока.
Клапан устанавливается на свое место, а шток закрепляется в патроне дрели. Чаще всего для удобства это делают при помощи куска шланга (один конец – на шток, другой – в патрон). Некоторые мастера зажимают шток непосредственно в патрон. Притирка проводится вращением на небольших оборотах. При этом тарелка может прижиматься чем-нибудь к седлу. Например, толстой резинкой. Но в большинстве случаев обходятся без дополнительных приспособлений.
- Прижимание происходит при оттяжке дрели на себя. Вращение нужно делать как по часовой стрелке, так и в обратном направлении. Обычно на все про все уходит не более двух минут. Чтобы понять, что процесс окончен, нужно знать как выглядит притертый клапан. На его фаске образуется характерная матовая полоска шириной в пару миллиметров. Точно такая же полоска, кстати, будет и на фаске седла. Иногда после описанной процедуры проводят еще финишную обработку. Она ничем не отличается от процесса притирки, кроме того, что вместо притирочной пасты используется паста ГОИ, разведенная с моторным маслом. Перед нанесением тряпочкой необходимо тщательно удалить предыдущее притирочное средство.
- Проверять качество притирки нужно не только по упомянутой выше полоске, но и при помощи все той же заливки керосина или бензина в камеру сгорания или в коллекторы. Перед сборкой головки блока цилиндров все детали необходимо тщательно промыть бензином. Ведь если в процессе работы абразив из пасты попал на другие поверхности, то последствия могут оказаться весьма печальными – алмазный порошок станет причиной возникновения дефектов.
Также следует знать, в каких случаях притирка клапанов может не получиться. В том случае, когда на рабочих фасках имеются существенные изъяны (раковины) или когда седла были криво расточены (прирезаны), притереть клапана не получится. Первый верный признак этого – матовая полоска на фаске неравномерная или вовсе прерывистая. Тут выход простой, хотя и не совсем приятный – покупка новых деталей. Хотя, можно попробовать и проточить их на станке.
Какую притирочную пасту использовать

Наши деды изготавливали средство для притирки самостоятельно. Они собирали пыль под наждаками с алмазным кругом, после чего смешивали ее с маслом. Сегодня, благодаря прогрессу и развитию торговли, у автомобилистов имеется приличный выбор в специализированных магазинах. Поэтому у новичков возникает закономерный вопрос о том, чем притереть клапана, какой пастой. О цене речь не идет. Здесь каждый выбирает на свое усмотрение и в соответствии с возможностями. Гораздо важнее определиться с зернистостью и составом.
Крупнозернистые пасты неопытному автолюбителю использовать не стоит. Ошибка в работе может привести к появлению существенных дефектов не фасках клапана и седла, что повлечет за собой дополнительные расходы. По этой причине лучше использовать среднезернистые пасты для основной работы и мелкозернистые для шлифовки.
Кроме вышеупомянутой пасты в продаже есть средство ABRO Grinding Paste GP-201. В данном случае в одной упаковке будет сразу два варианта: крупнозернистая и мелкозернистая. Стоит намного дешевле ФАБО. Кроме того, эта паста подходит и для удаления ржавчины с любой металлической поверхности, а также для правки режущих инструментов. Одним словом, такая паста многофункциональная. Среднезернистую и мелкозернистую пасту в одной упаковке можно получить, купив Done Deal. Основа здесь – порошок карбида кремния. Также универсальное средство, пригодится в хозяйстве. А если есть вероятность и необходимость работать с хромированными поверхностями, то стоит обратить внимание на пасту PERMATEX. В любом случае, перед покупкой рекомендуется внимательно изучить инструкцию и уже потом делать выбор.
Теперь давайте ответим на вопрос, что делать, когда пасты нет. Иногда бывают такие ситуации, когда нужно притереть клапана если нет пасты. Что ж, в этом случае придется вспомнить дедовские способы, о чем уже говорилось выше или немного разнообразить их. Итак, если нет пыли с алмазного круга, то понадобится самая мелкая наждачная бумага. С нее нужно снять абразив и смешать его с моторным маслом или солидолом. В качестве финишной пасты используется паста ГОИ, смешанная с теми же смазочными материалами. Разумеется, качество обработки такими средствами будет намного ниже. Особенно, когда нет соответствующего опыта.
Подведем итоги
Итак, как видно из всего вышесказанного, притирка – процедура ответственная, трудоемкая, но крайне необходимая для хорошей работы двигателя не только после ремонта, но и после пробега свыше 60 000 километров. Невыясненным остался лишь вопрос: нужно ли притирать клапана на новой головке.
Что касается такого случая, есть два варианта: если головка абсолютно новая и приобреталась полностью укомплектованной, то можно не притирать. Во всяком случае, специалисты говорят, что делать это не обязательно. Однако если приобреталась головка отдельно от клапанов, то притирка понадобится. Опять же, в любом случае перед ее установкой герметичность прилегания тарелок можно всегда проверить уже известным способом, то есть при помощи заливания бензина или керосина в ГБЦ или коллекторы.

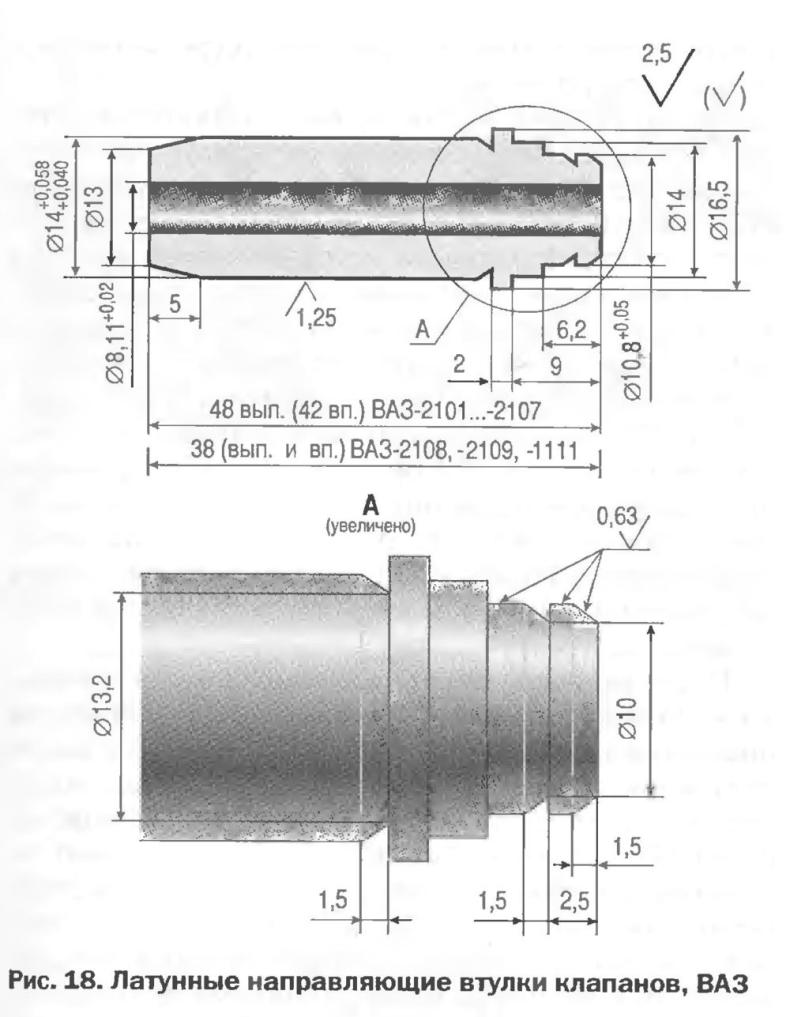
Хотя для того, чтобы заменить втулки направляющих клапанов лучше обратиться к специалистам, но тем не менее имеется немалое количество автовладельцев, которые справляются с этим собственными силами.

Содержание
Назначение направляющих втулок клапанов

Конструкция детали и металл из которого она изготовлена предназначены для обеспечения еë работы на больших скоростях с регулярными температурными воздействиямии и ограниченным доступом смазочных материалов в пространство между клапаном и втулкой.

Из-за чего изнашиваются втулки клапанов
Вышеперечисленные факторы влияют на то, что с течением эксплуатационного времени направляющие клапанов подвергаются износу и их соосность с клапанным толкателем изменяются.











Это приводит к тому, что направляющую разбивает и клапан начинает болтаться и в итоге это приводит к повреждениям фаски седла. От этого можно ожидать прогарание клапана и замену их седел.

Итогом является попадание смазочного материала в цилиндры, что приводит к увеличению нагара на клапанах. Также увеличится количество вредных веществ выбрасываемых в систему выхлопа и катализатор может раньше срока выйти из строя. Соответственно замена сальников в такой ситуации никак еë не исправит.

Инструкция по диагностике направляющих клапанов
Когда производится ремонт двигателя, помимо обновления КШМ необходимо также сделать и ремонт головки блока цилиндров.
- Потому как от неë также зависит будущая компрессия в цилиндрах.
- Обычно во время ремонта ГБЦ автовладельцы делают притирку клапанов, а расшатанности втулок не придают особого значения.
- Так как, когда зазор между толкателем клапана и втулкой превышает допустимые параметры, то притирка клапанов не даст нужного результата.
Из чего изготавливаются
В производстве направляющих используются материалы с отличной износостойкостью и уровнем теплопроводности. К которым относятся: спецсплавы чугуна, бронзы, латуни, металлокерамики.

Особенности
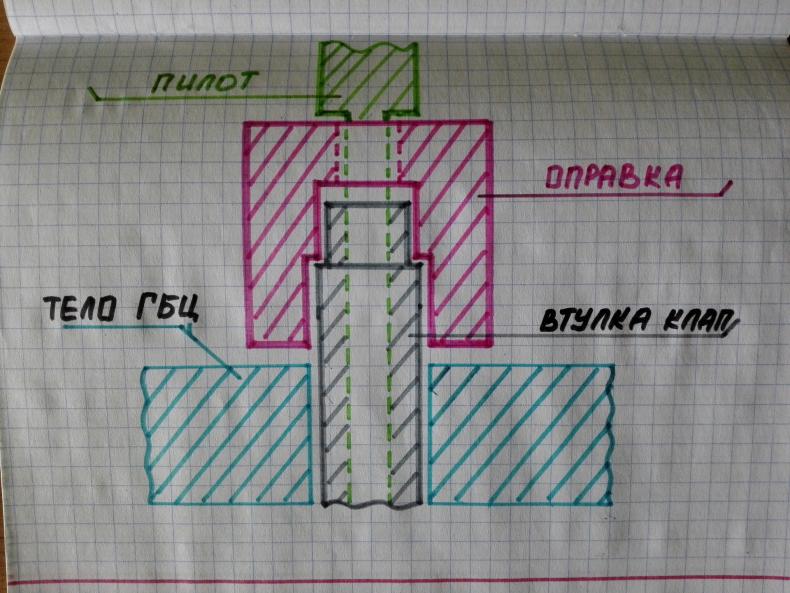
Немалая часть деталей имеет спецбуртик с внешней стороны для их необходимой фиксации по вертикали в головке. В случае, когда втулка гладкая еë монтаж производится со специальной оправкой.

На впускных клапанах рассматриваемые детали не должны выступать во избежании увеличения аэродинамики сопротивления клапана. В выпускных втулки должны полностью скрывать стойку клапана, чтобы тот не подвергался высоким температурам и тепло от него лучше отводилось.

Замер износа
- Определение при помощи микрометра и нутромера. С их помощью можно измерить внутренний диаметр направляющих и наружный диаметр толкателя клапана. Сравнивая эти два значения и посчитав разность можно узнать насколько они соответствуют параметрам необходимым для нормальной работы. Когда производятся замеры необходимо тщательно очистить детали от грязи и нагара.
- Определение износа с помощью индикатора часового типа. С помощью этого инструмента снимаются показания диаметров и если полученое значение будет больше допустимого берется новый клапан и проводится замер. Если и в этом случае значение выходит за пределы, то данные элементы подлежат замене.







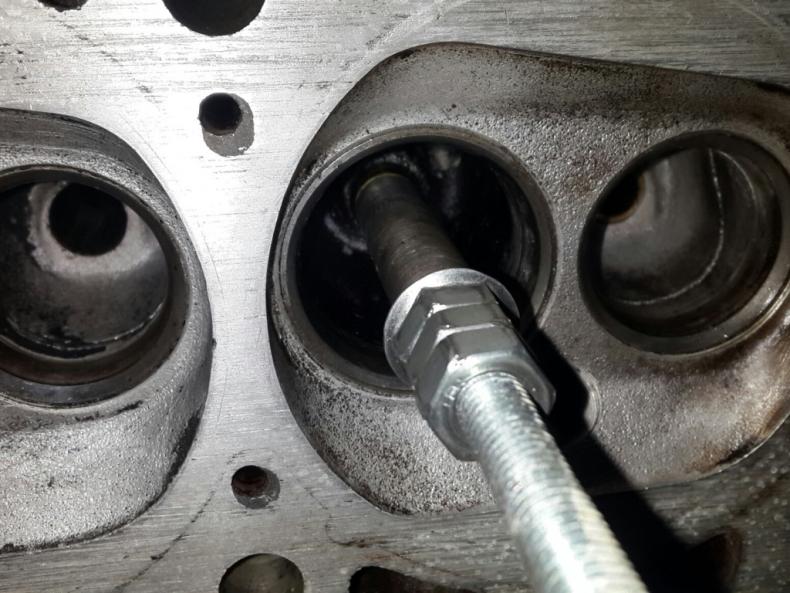
Демонтаж
Для того, чтобы демонтировать втулки из посадочных мест необходимо разогреть ГБЦ до 100 градусов Цельсия.

Это делается потому что головка имеет больший коэффицент расширения и при нагреве натяг уменьшится между втулками и ГБЦ, что даст беспрепятственно при помощи молотка или кувалды выбить их из посадочных мест.

В процессе демонтажа рекомендуется применять спецвыколотку. Она даст точность выпрессовки без перекосов. Те автолюбители, которые профессионально занимаются ремонтом приобретают пневмомолотки и специальные насадки для таких процедур.

Монтаж
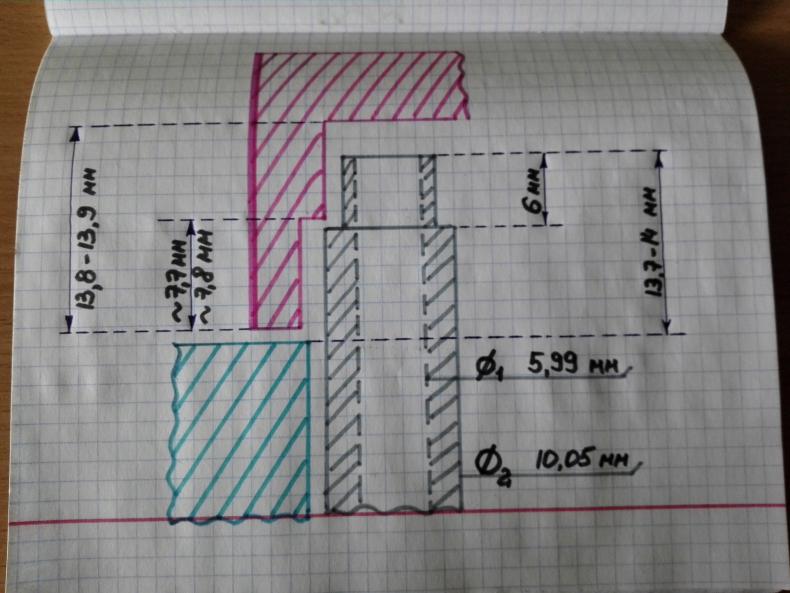
Изначально, перед установкой необходимо узнать параметры фактического натяга. Для его определения необходимо измерить диаметр посадочного места и наружный диаметр втулки.
- Разность значений между ними не должна быть больше 0.03 — 0.05 миллиметра.
- Из этого следует, когда диаметр втулки имеет значительно меньшее значение в отличие от посадочного гнезда, то необходимо подобрать изделие другого размера. В обратном случае можно увеличить диаметр гнезда на сверлильном станке.
- Перед тем как установить детали в посадочное гнездо нужно разогреть ГБЦ до вышеупомянутой температуры. А перед установкой желательно остудить их в жидком азоте для уменьшения размера, что обеспечит их безпрепятственную запрессовку. Это также позволит уберечь детали от нежелательных повреждений при проведении монтажа.
- Если нет под рукой жидкого азота можно охладить детали в морозильной камере.

Помимо этого рекомендуется смазать детали маслом.






Установка деталей на место происходит также как и демонтаж. Инструмент используется тоже такой же. После, чередой ударов втулка заколачивается на свое место.

Последняя стадия установки
- Используются они по увеличению до того момента пока клапан не будет нормально входить в направляющую.
- Соответственно за размерами нужно следить после использования каждой развертки.
- Покупать развертки рекомендуется с алмазным напылением, так как обычные из стали очень быстро утрачивают свою работоспособность.

Своевременная замена позволяет сэкономить немалое количество времени и денежных средств.

Ручная притирка — дедовский способ, проводится с использованием присоски. Как и в случае с дрелью, очень важен опыт человека, который осуществляет процедуру.

Обратите внимание, что в специализированных магазинах продаются ручные приспособления для притирки клапанов, представляющие собой деревянный стержень и набор присосок
Притирка клапанов своими руками неудобна и утомительна, она занимает много времени — в среднем 15-20 минут на один клапан. Риск что-то испортить или сделать неправильно минимален, но он присутствует.

Пневмомашинка — автоматизированный, упрощенный и многократно ускоренный метод ручной притирки. Двигатель соединен со штифтом, который приводится в движение энергией сжатого воздуха.

Под воздействием сжатого воздуха двигатель обеспечивает возвратно-вращательное движение штифта с присоской, вследствие чего вращается и клапан — происходит притирка. Перед сменой направления вращения клапан успевает провернуться примерно на 75 градусов.

Это самый простой и доступный способ притереть клапан, он не требует никаких специальных навыков. Устройство само контролирует угол и частоту вращения, которые являются оптимальными. Скорость работы еще выше, чем у дрели — для притирки одного клапана достаточно всего нескольких минут.
Также отметим, что тестируемый нами набор для притирки клапанов имеет очень удобную для хранения упаковку — пластиковый противоударный кейс. Это может стать дополнительным плюсом, например, для применения в условиях автосервиса.
Главные преимущества: очень высокая скорость работы, простота и удобство использования, отсутствие требований к навыкам и гарантированно высокое качество.

В отличие от предыдущего устройства, клапан здесь притирается не вращением, а пристукиванием, что имитирует реальную работу двигателя.

На шток приспособления устанавливается одна из присосок набора, которая затем закрепляется на тарелке клапана


Пневмомашинка для пристукивания имеет минимальные требования к навыкам использования. При отсутствии опыта обучение происходит прямо в работе, за первые же минуты. Также приспособление полностью исключает риски повредить детали и испортить что-либо.
Главные преимущества: заведомо гарантированное качество, самое точное притирание за счет имитации работы клапана в двигателе.
Мы отобрали шесть параметров, которые имеют наибольшее значение:
- Скорость.
- Удобство использования. Этот параметр также оказывает влияние и на общую скорость работы.
- Не требуется спец. навык. Чем выше оценка, тем легче пользователю провести правильную притирку клапана.
- Отсутствие рисков. Чем выше оценка, тем меньше вероятность что-то сделать неправильно или испортить детали.
- Качество. Чем выше оценка, тем точнее выполнена операция.
- Стоимость. Чем меньше расходов на тот или иной способ, тем выше бал.
Скорость;8;1;9;7 Удобство использования;3;1;10;8 Не требуется спец.навык;1;2;10;7 Отсутствие рисков;1;4;10;10 Качество;4;4;8;10 Стоимость;7;10;1;3 Итоговый результат;24;22;48;45
Как видно из таблицы, специальные пневмо-приспособления для притирки значительно превосходят ручной способ и дрель. Если откинуть параметр стоимость и смотреть только на качественные показатели, то оба метода проигрывают пневматическим машинкам с разгромом.
Выдающиеся показатели и наибольший итоговый бал по результатам тестов у машинки для притирки клапанов вращением. Максимальное количество баллов не сумел набрать ни один из участников — что же, идеального во всем инструмента не существует. Места распределились следующим образом:
Последнее место, 22 балла — ручной способ, который прогнозируемо позади всех остальных. В настоящее время клапаны притираются ручным способом либо для получения удовольствия от процесса (да-да, бывает и такое), либо при полном отсутствии доступа к современному инструменту.
Предпоследнее место, 24 балла — дрель. Несмотря на высокую скорость работы, дрель опережает ручной метод всего на несколько пунктов. Прежде всего это связано с высокими рисками неправильной притирки и порчи деталей, а также с повышенными требованиями к специальным навыкам.
Второе место, 45 баллов — машинка для пристукивания. Несильно уступает первому месту, зато обеспечивает самую точную и правильную притирку клапана.
Первое место, 48 баллов — машинка для вращения. Лидирует практически по всем показателям и является оптимальным решением для притирки.
Читайте также: