
Шлифовка каналов гбц ваз своими руками
Добавил пользователь Алексей Ф. Обновлено: 29.08.2024
Конструкция любого двигателя внутреннего сгорания, включая моторы ВАЗ 2109 на 8 клапанов, предусматривают наличие следующих компонентов:
- Камера сгорания;
- Клапанный механизм;
- Отлитые магистрали;
- Выпускные коллекторы;
- Впускные коллекторы.
Если выполнить расточку и откорректировать текущее состояние коллектора и каналов ГБЦ, можно повысить коэффициент наполнения цилиндров, что ведет к повышению отдачи, мощности двигателя. Не редко доработку выполняют как завершающий этап по увеличению объема ДВС.
Цели доработки
Доработка ГБЦ выполняется для достижения следующих целей:
- Немного увеличить диаметр;
- Удалить дефектные литьевые участки;
- Откорректировать радиусы скругления;
- Отполировать каналы.
Геометрия коллекторов вместе с магистралями ГБЦ в процессе доработки изменяется. При неправильно выполненной работе можно не просто не добиться желаемого повышения мощности, но также потерять эффективность работы мотора, привести к его быстрому износу, поломкам.
Инструменты
Чтобы выполнить процедуру расточки каналов ГБЦ, вам потребуется:
- Шаровой фрез, соответствующий нужному диаметру расточки (29, 31, 32 миллиметра);
- Наждачная бумага;
- Шарошки;
- Дрель;
- Штангенциркуль;
- Шланг меньшего диаметра по сравнению с расточенным каналом.
Расточка коллекторов
Чтобы доработать коллекторы, необходимо выполнить два основных этапа работы.
Этап
Цель
Получить необходимый диаметр каналов в результате выполнения фрезерной обработки коллекторов
Отполировать тракт при помощи специальных инструментов и приспособлений. Для этого необходимо на шланге закрепить наждачную бумагу средней зернистости, а шланг насадить на дрель. За счет вращений насадки внутри расточенного канала достигается необходимый эффект
При выполнении данной операции самым главным является сохранение штатного расположения оси каналов и формы сечения проточной части.
Дорабатывая коллекторы, соблюдайте несколько важных правил.
- Перед началом расточки коллектора ГБЦ обязательно точно определите расположение коллекторов относительно головки блока цилиндров. Для этого нужно установить пару штифтов.
- Диаметр отверстия впускного трубопровода можно делать меньше на 1-1,5 миллиметра, чем диаметр ответных окон в головке. Во многом из-за этого многие владельцы ВАЗ 2109 отказываются от расточки коллекторов.
- Отверстия выпускного коллектора по диаметру могут быть равными или больше, чем диаметр ответных трактов ГБЦ на 1-1,5 миллиметра.
Расточка выпускных и впускных каналов ГБЦ
Прежде чем приступить к созданию новой геометрии впускных и выпускных каналов, запомните, что по результатам расточки она обязательно должна оказаться соосной с коллекторами, которые вы уже обработали.
Чтобы соблюсти данное условие, необходимо состыковать трубопровод с ГБЦ и по полученным следам задать необходимую геометрию путем расточки. Для получения четкой метки используйте солидол или пластилин, которым обрабатывается торец ГБЦ.
Расточка каналов ГБЦ должна быть направлена на получение следующих диаметров.
Канал
Диаметр канала
Впускной канал ГБЦ
Выпускной канал ГБЦ
Тракт в головке блока обрабатывается с соблюдением следующей последовательности:
- Растачивается фрезером со стороны коллектора до втулки под клапан;
- Расточка ведется со стороны камеры сгорания. Убедитесь, что седла для новых клапанов установлены;
- Расточка геометрии при помощи шарошек различной конфигурации;
- Шлифовка каналов.
Важные нюансы
Прежде чем приступить к работе по обработке впускных и выпускных каналов ГБЦ, обратите внимание на несколько важных рекомендаций специалистов:
- Дополнительно обрабатывать, доводить до совершенства внутренние поверхности впускных каналов не обязательно при помощи наждачки. Получаемые в результате фрезеровки дефекты на поверхности будут способствовать скапливанию капель бензина и его испарению;
- Обрабатывая впускной канал четвертого цилиндра, вы обязательно вскроете канал масляной системы. В него потребуется установить выточенную в соответствии с размерами втулку;
- Дорабатывая каналы, пристальное внимание обратите на соблюдение диаметров. Выполнив отверстия больше положенных размеров, вы рискуете вскрыть рубашку охлаждения, которая проходит рядом. Если это сделать, ваша ГБЦ окажется непригодной для дальнейшего использования.
Установить втулку в четвертном впускном канале нужно обязательно. В противном случае вы оставите один на один тонкую алюминиевую стенку с давлением масла при работающем двигателе. Прорыв такой стенки окажется неизбежен.
Завершающий этап
На завершающем этапе доработки ГБЦ вам потребуется установить на торец головки блока новую прокладку и доработать ее в соответствии с расточкой.
При расточке каналов головки блока цилиндров на автомобилях ВАЗ 2109 с 8 клапанным двигателем необходимо заменить все клапана на аналогичные элементы, только большего размера с обязательным сохранением соотношения — диаметр впускного канала должен составлять 0,75 от диаметра выпускного канала. В основном используют пару на 39 и 34 миллиметра, хотя можно задействовать 34 и 41 мм.
Обязательно выполните доработку фасок и седел клапанов.
Доработка головки блока — это достаточно сложный, трудоемкий процесс, который потребует повышенной концентрации и осторожности в ваших действиях. В связи с этим рекомендуем обращаться к профессионалам, либо выполнять такую работу своими руками, получив предварительно необходимые знания.

Рекомендуем также прочитать статью о том, что такое степень сжатия двигателя внутреннего сгорания. Из этой статьи вы узнаете о данной величине, а также на что влияет степень сжатия в устройстве ДВС.
Как известно, головка блока цилиндров (ГБЦ) является одной из главных составных деталей двигателя. В головке современного силового агрегата находится ГРМ, сама головка плотно прилегает к блоку цилиндров (БЦ) через прокладку головки блока цилиндров, в корпусе головки выполнена часть камеры сгорания, а также проходят каналы системы смазки и охлаждения двигателя. По этой причине для наилучшего прилегания необходимо шлифовать головку блока, параллельно шлифовке ГБЦ в ряде случаев осуществляется и шлифовка поверхности блока цилиндров. Далее мы поговорим о том, как шлифуется головка блока цилиндров, а также как выполнить указанную операцию своими руками.
Когда головку блока цилиндров нужно шлифовать
Любые дефекты, которые влияют на плотность и герметичность прилегания головки блока к самому блоку цилиндров двигателя приводят к появлению неисправностей и/или сбоев в работе ДВС. Наиболее частой причиной, по которой головку приходится шлифовать в рамках ремонта мотора является перегрев двигателя. Достаточно распространенной проблемой также считается нарушение правил обтяжки головки во время сборки двигателя, после чего происходит деформация корпуса ГБЦ.
Рекомендуем также прочитать статью о том, как правильно осуществляется затяжка головки блока цилиндров динамометрическим ключом. Из этой статьи вы узнаете о рекомендуемом усилии во время закручивания болтов крепления, о порядке затяжки и других нюансах во время выполнения данной процедуры.
Чаще всего внеплановую дефектовку головки проводят в том случае, когда возникают проблемы с прокладкой головки блока. Указанная прокладка может прогореть, в результате чего возникает прорыв газов из камеры сгорания, через нее возможны утечки моторного масла или антифриза. Перед заменой необходимо точно определить причину, почему прогорела или пробита прокладка ГБЦ.
Другими словами, на прокладку сильно влияет состояние головки блока, если точнее, нарушенное сопряжение плоскости БЦ и ГБЦ. В случае обнаружения дефектов необходимо выполнить фрезеровку (шлифовку) головки блока цилиндров. Сама шлифовка ГБЦ, а также и блока цилиндров позволяет довести до нужных параметров привалочную плоскость ГБЦ и БЦ.
Такой ремонт показан любым агрегатам независимо от того, какие работы проводятся (замена распределительного вала, прокладки или другие). Если иначе, после снятия головки и разборки стоит уделить повышенное внимание состоянию поверхности параллельно выполнению других операций.
Как шилифуется головка блока

Начнем с того, что квалифицированные операции с ГБЦ и шлифовка цилиндра в домашних условиях не рекомендуется, хотя это возможно и существует несколько способов. Теперь давайте перейдем к самой процедуре с учетом того, как она должна выполняться правильно. Прежде всего, нужно осуществить проверку плоскости ГБЦ. Это делается при помощи длинной стальной линейки, а также щупов (можно использовать щупы для регулировки теплового зазора клапанов). Важным условием является то, что линейка должна быть ровной, одинаковой по толщине, без искривлений и дефектов. Указанную линейку нужно прикладывать к нижней плоскости по диагоналям, после чего подходящий щуп вставляется в зазоры, которые образуются между плоскостью головки и приложенной линейкой. Такие действия выполняются поочередно.
Добавим, что данный метод замеров при помощи линейки не отличается высокой точностью, но позволяет быстро проверить плоскость головки блока своими руками прямо в гараже. Если ГБЦ деформирована, тогда щупы и линейка помогают наглядно выявить дефекты, а также оценить степень серьезности имеющейся проблемы. Также следует отметить, что в случае прогара прокладки самые очевидны деформации привалочной поверхности будут именно в том месте или рядом с областью, где прокладку пробило. Косвенным признаком также можно считать и нагар на поршнях в расположенных рядом с местом пробоя цилиндрах.
Идем далее. Если дефекты обнаружены, тогда следующим шагом становится проверка головки на наличии трещин. В гараже обычно используют краску или похожие по свойствам красители, которыми покрывается корпус предварительно отмытой и очищенной от грязи ГБЦ. Затем краситель удаляют с поверхности, после чего по остаткам красящего вещества, попавшего в трещины, выявляют проблемные места. Способ достаточно простой, но микротрещины или внутренние повреждения корпуса при помощи краски определить не удается. Для более точной диагностики герметичности корпуса и проверки на предмет растрескивания внутренних поверхностей необходимо обратиться к специалистам или иметь под рукой подходящее оборудование. ГБЦ нужно нагреть, после чего головка помещается в специальную ванну с водой. Не вдаваясь в подробности, микротрещины проявляются благодаря воздушным пузырькам, которые выходят наружу в результате подачи в корпус головки блока воздуха под давлением. Затем следует провести ремонт трещины головки блока цилиндров (при наличии таковой), после чего ГБЦ можно шлифовать.
Сам процесс шлифовки головки блока своими руками возможен при наличии фрезерно-шлифовального станка или опыта выполнения подобных работ самостоятельно при помощи шлифофального круга, наждачной бумаги и т.п. Другими словами, шлифовальные операции лучше доверять только проверенным и опытным специалистам. Если же вы решили делать ремонт двигателя самостоятельно, тогда нужно особое внимание уделить определенным тонкостям, которые связаны со шлифовкой головки.
Во время фрезеровки важнейшим параметром является допустимая толщина шлифовки. Если проще, нужно знать, сколько металла можно снять максимально с поверхности той или иной ГБЦ. Информация о глубине, на которую можно шлифовать головку, должна содержаться в технической литературе, руководствах по ремонту и дополнительных источниках применительно к конкретному типу и модели ДВС. Производитель двигателя должен обязательно указать данный параметр для ремонта, после чего агрегат будет нормально работать. Если же дефекты плоскости слишком серьезные, то есть глубокой фрезеровкой для их устранения может понадобиться снять весь допустимый запас и превысить рекомендуемое производителем значение, тогда в этом случае может понадобиться произвести замену ГБЦ.
Что в итоге
Вполне очевидно, что от глубины шлифовки будет также напрямую зависеть и дальнейший подбор прокладки ГБЦ не только по материалам изготовления (например, металл или армированный паронит), но и по толщине. Данное утверждение справедливо и в том случае, если после фрезеровки существует риск того, что клапана ГРМ окажутся слишком длинными. В такой ситуации снятая при шлифовке толщина компенсируется увеличенной толщиной новой прокладки, установкой двойной прокладки, а также укорачиванием клапанов.
Напоследок добавим, что с учетом того, сколько стоит шлифовка головки блока цилиндров, данная ремонтная процедура позволяет значительно сэкономить денежные средства и избавить владельца от необходимости устанавливать новую головку. Это справедливо и применительно к блоку цилиндров, особенно в том случае, если необходима внутренняя шлифовка цилиндра, в котором появились дефекты.
Квалифицированно проведенные работы по проверке на герметичность, ремонту трещин, расточке и шлифовке ГБЦ или БЦ позволяют получить проверенную и полностью работоспособную деталь, которая после установки на автомобиль будет являться залогом дальнейшей исправной работы ДВС. Например, профессионально отремонтированная и правильно поставленная головка прослужит не один десяток тысяч километров при условии соблюдения общих рекомендаций во время эксплуатации и своевременного технического обслуживания и ремонта двигателя.

сверление
сверление Конструкция головки блока цилиндров любого ДВС предусматривает наличие камеры сгорания, клапанного механизма, отлитых магистралей, подводящих свежую смесь и отводящих продукты сгорания. Последние элементы, в свою очередь, стыкуются с выпускным и впускным коллекторами.
Ресурсная база и реальный эффект
Операция преследует следующие цели:
- небольшое увеличение диаметра;
- удаление дефектных литьевых участков в виде приливов/уступов;
- изменение макрогеометрии: коррекция радиусов скруглений;
- улучшение микрогеометрии: полировка каналов.
Геометрия впускного и выпускного коллекторов совместно с ответными магистралями в ГБЦ представляет форму впускного/выпускного тракта. Неточная стыковка или пропорциональное несоответствие размеров сечений соединяемых деталей автоматически ведет к увеличению газодинамических потерь. Кроме того, прокладки в местах соединения способны внести свои отрицательные коррективы.
Инструмент и планировка процесса расточки
В качестве формообразующего инструмента при обработке каналов служат:
- шаровые фрезы, откалиброванные по требуемому диаметру расточки (31, 32, 29 мм);
- набор шарошек;
- наждачная бумага средней зернистости.

подготовка
подготовка Нередко народные умельцы заменяют шаровые фрезы на альтернативный инструмент, изготовленный самостоятельно: на клапанах подходящего диаметра формируется режущая плоскость.
Вспомогательными приспособлениями служат:
- дрель;
- шланг немного меньшего диаметра, нежели расточенный канал;
- штангенциркуль.
Упрощенно план технологического процесса расточки каналов в ГБЦ ВАЗ 2109 с 8 клапанами выглядит так:
Обработка коллекторов
Методика доработки геометрии коллектора предусматривает два этапа:
- достижение необходимого диаметра фрезерной обработкой;
- полировка тракта специальным приспособлением (наждачная бумага, закрепленная на шланге, вращающемся с помощью дрели).
Ключевое требование – сохранить штатное расположение оси канала и форму сечений проточной части.
Самостоятельная расточка впускных и выпускных каналов ГБЦ ВАЗ 2109 на 8 клапанов: ход и нюансы процесса

инструмент
инструмент Новая геометрия питающих и очищающих трактов в обязательном порядке должна быть сосной с уже обработанными коллекторами. Для этого следует состыковать трубопровод с головкой блока цилиндров и по оставшимся следам воспроизвести необходимую геометрию.
Размеры, достигаемые в процессе расточки каналов ГБЦ двигателя на 8 клапанов, таковы:
Последовательность обработки тракта в головке блока следующая:
- фрезеровать со стороны коллектора до втулки под клапан;
- фрезеровать со стороны камеры сгорания (седла под новые клапана уже должны быть установлены или развернуты родные);
- доработка геометрии шарошками различных конфигураций;
- шлифовка выпускных магистралей.
Перед выполнением операции следует обратить внимание на нюансы:

шлифовка
Окончательно на торец ГБЦ устанавливается прокладка и производится ее доработка. С расточкой каналов ГБЦ девятки принято совмещать замену всех 8 клапанов на аналоги увеличенного размера с сохранением соотношения: диаметр впускного клапана – 0,75 от диаметра выпускного. В большинстве случаев применяется пара 39-34 мм; допускается до 41-34 мм. Фаски клапанов и седел (уже развернутых или установленных новых) подлежат доработке.
Краткие сведения о технологии расточки

Наладка клапанного механизма ЯМЗ 238 Точная регулировка клапанов на дизельных ЯМЗ 238: подготовка, проверка, наладка и диагностика отрегулированного агрегата.

Проверка и наладка зазоров в клапанном механизме Лада Самара Настройка зазоров клапанов на автомобиле ВАЗ 2108: подготовительный этап, диагностика, наладка.

Проблема двигателя ВАЗ-21126(Приора), или Встреча клапанов с поршнями Российский автопром сделал неплохой двигатель ВАЗ-21126, который установил на модельный ряд ВАЗ-2170, ВАЗ-2171, ВАЗ-2172 (Приора). Двигатель имеет шестнадцатиклапанную головку с двумя распределительными валами, облегченной поршневой группой и облегченным коленчатым валом. В комбинации с
29-01-2014, 01:48 0 Десятилетний автомобиль родом из Японии: есть ли ресурсы для модернизации Mazda 626?

Как отрегулировать тепловой зазор клапанов на автомобилях Газель Клапана важная часть газораспределительного механизма двигателя. Правильная их регулировка является одной из самых необходимых настроек силового агрегата автомобиля. В случае неправильной регулировки, происходит быстрый износ узлов и механизмов газораспределения. Двигатель работает шумно и

Назначение головки блока цилиндров
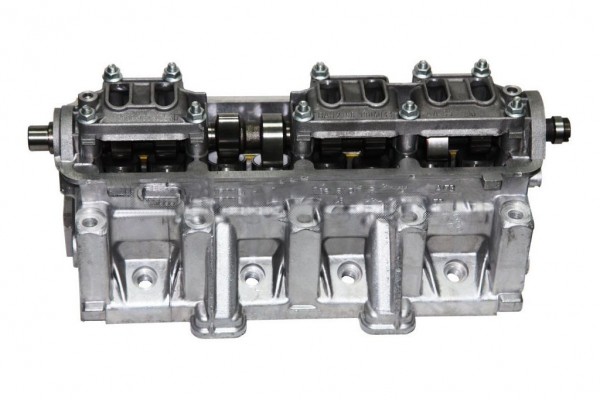
Головка блока цилиндров в сборе
Несмотря на то, что конструкции головок блоков цилиндров могут быть разными в зависимости от модификации двигателя, назначение их остаётся однозначным. Это важнейшая надстройка двигателя, которая содержит в себе ряд узлов и деталей, обеспечивающих бесперебойную работу агрегата в целом.
Все эти детали и узлы находятся между собой в строго рассчитанном технологическом сопряжении и, малейшее нарушение данных расчётных параметров, может привести к поломке двигателя.
Устройство головки блока в принципе не сложное:
- Во-первых – это корпус головки.
- В нём обустроены впускные и выпускные клапаны системы газораспределения.
- Свечи зажигания или форсунки, в зависимости от того, какой двигатель – бензиновый или дизельный.
- Корпус головки выполнен с учётом наличия блока камер сгорания смеси топлива и воздуха.
Крепится головка блока к блоку двигателя с применением специальной огнеупорной прокладки. Эта прокладка предотвращает утечку газов в плоскостях соединения и тем самым не допускает потерю компрессии(см.Компрессия в цилиндрах ВАЗ 2110, как проверить?).
Изготавливается головка блока из алюминия с добавлением определённого количества олова и меди. Такой состав позволяет обеспечить необходимую герметичность в сопрягаемых поверхностях при креплении головки к блоку цилиндров.
В чём причина необходимости шлифовки ГБЦ
Прежде всего, необходимо отметить, что значительный перегрев двигателя может привести к деформации головки блока. Такая деформация неизбежно приводит к нарушению герметичности рабочих объёмов агрегата.
Итак:
Рекомендация: Ни в коем случае не допускайте перегрева двигателя. Необходимо регулярно контролировать состояние прокладки между головкой и блоком и, при необходимости, своевременно производить её замену.
Все вышеупомянутые мероприятия также нужно соблюдать в отношении крепёжных болтов.
- Есть ещё одна необходимость проведения шлифовальных работ на ГБЦ – тюнинг двигателя. Он предполагает увеличение мощности агрегата.
Настоятельно рекомендуется: Не производите эксперименты на агрегатах своих машин без присутствия квалифицированных специалистов.
Подготовка головки блока к шлифовальным работам
Для проверки искривления уровня прилегаемой поверхности головки блока используют металлическую линейку и набор щупов. Установив линейку ребром на присоединяемую поверхность ГБЦ, пропускают щуп нужного калибра под линейкой и таким образом определяют перепады уровня плоскости.
Это в дальнейшем позволит определить необходимую толщину прокладки. Максимальную глубину шлифовки определяют технологические рекомендации завода изготовителя.
Но головка блока может иметь свои некоторые дефекты. Их можно определить собственноручно.
Для этого необходимо:
- Покрасить всю ГБЦ краской, которая медленно засыхает.
- Через пять минут краску вытереть.
- Далее на корпусе будут заметны трещины.
Для наглядности предлагаем просмотреть видео:
Только убедившись, что на корпусе головки нет трещин, можно приступать к шлифованию сопрягаемой поверхности.
Предупреждение: Микротрещины можно определить только с помощью специального прибора.

Выполнение шлифовки блока
Читайте также: