
Серебряный припой для нержавейки своими руками
Добавил пользователь Евгений Кузнецов Обновлено: 04.10.2024
Серебряный припой позволяет спаивать заготовки из серебра. Кроме того, он подходит для пайки других металлов и сплавов, от меди до нержавейки. Шовный материал прочен и отличается высокой электропроводностью и теплопроводностью. Это делает материал популярным в электронике, электротехнике, ювелирном деле и производстве медицинской техники.
Разновидности

Серебросодержащие припои подразделяются на группы, исходя из доли содержащегося в них серебра.
Составы, содержащие до 40% основного металла, применяют при соединении деталей из сталей и цветных сплавов. Прочностные характеристики такого материала позволяют паять заготовки не толще 3 мм.
Припои, в которых присутствует 40-60 % Ag, годятся для паяния меди, никеля и стали в конструкциях, подвергающихся сильным постоянным и переменным нагрузкам.
Высокое содержание основного металла позволяет применять припой с серебром для ответственных высоконагруженных соединений, контактов в электротехнике и электронике, ленточные пильные полотна и тому подобные.
Физико-химические свойства и состав
Химический состав паяльного материала определяется ГОСТ и влияет на его физико-химические параметры. Для изменения свойств в состав включают такие элементы, как медь, цинк, олово, сурьма и другие.

Норматив содержания добвако в различных марках припоев.
Для снижения стоимости состава при пайке менее ответственных соединений серебро разбавляют дешевыми относительно серебра оловом, свинцом, цинком.
Технические характеристики
Физико-механические параметры определяются формулой вещества.
Из таблицы видно, что электропроводность улучшается с повышением содержания серебра.

Физические свойства различных марок.
[stextbox с высоким содержанием серебра применяют в электронике, авиакосмической промышленности и в ювелирном деле.[/stextbox]
Особенности выбора
Правильный подбор паяльного материала является залогом высокой прочности и долговечности паяного шва. При выборе марки следует учитывать также технические и эксплуатационные требования:
- статические и динамические нагрузки на соединение;
- температурный режим;
- химическая активность среды, в которой будет работать шов;
- плановая себестоимость шва.
Так, для создания высокотемпературных швов в состав добавляют медь, поскольку олово и цинк имеют низкую температуру плавления и ослабят соединение.
Высокая цена соединяемых ювелирных заготовок позволяет сохранять экономическую эффективность производства при использовании припоев с высоким содержанием серебра, вплоть до чистого металла.
Достоинства
Серебро плавится при 962 о С. Чистый серебряный припой позволяет создавать соединения с высокой пластичностью. Основными их преимуществами считаются:
- отличная текучесть в расплавленном состоянии;
- прочность;
- устойчивость к коррозии;
- возможность соединять разные металлы и сплавы;
- высокая электропроводность и теплопроводность.
Температура плавления понижается с понижением доли серебра. Параллельно снижается время и затраты энергии на единицу расплавляемого объема.
Процентное содержание серебра
Доля основного металла в серебряном припое определяет тепло- и электропроводность материала.
Низкое
Такие оловянно-серебряные припои, содержащие от 1,5% Ag, популярны в электротехнической отрасли, производстве трубопроводов и сосудов, они позволяют быстро и эффективно соединять заготовки, контакты и другие детали. Низкое сопротивление, высокая текучесть и доступная цена позволяют широко применять состав.
Среднее
Доля серебра в 40-60% позволяет паять высоконагруженные соединения. Однако материалы, содержащие олово и серебро не рекомендованы для работы в условиях высоких температур. Они пригодны для работы в условиях вибрационных нагрузок и химически активных сред.
Высокое
Эти составы используют для самых сложных и ответственных соединений. Так, состав ПСр65, содержащий 2% Cu и 14% Zn, используется для напайки пильных полотен. Он способен противостоять разрывным и изгибающим усилиям.
ПСр70 применяется в производстве мощных генераторов, где сопротивление играет решающую роль.
Какие флюсы подходят?
Для создания прочного соединения необходимо правильно подготовить поверхности к пайке. Для этого их зачищают механическим способом. Серебряный припой используют с флюсом для пайки — жидкостью или пастой, разрушающей пленку окислов и облегчающей пайку, повышая жидкотекучесть расплава.
Широко применяется бура в порошке. Ее разводят в небольшом количестве воды, нагревают и перемешивают до образования паяльной пасты.
С таким составом можно паять от 490 до 910 о С
Широко представлены на рынке и готовые паяльные жидкости и пасты. Начинающему мастеру лучше использовать покупные материалы. Самостоятельное приготовление флюсов требует навыков обращения с сильнодействующими химикатами.
Технология создания в домашних условиях
Приготовление припоя для пайки серебра своими руками позволяет сэкономить заметные суммы, но требует наличия плавильно-литейного оборудования и определенных навыков.
Сделать его можно в следующей последовательности:
Во время работы следует соблюдать осторожность, пользоваться средствами индивидуальной защиты, вытяжкой и не оставлять горелку без внимания.
Материалы и инструменты для изготовления

Для работы домашнему мастеру понадобится:
- лом серебра;
- добавки: цинк, медь и другие по рецепту;
- бура;
- точные весы;
- горелка, установленная на устойчивое основание;
- ложка для плавления;
- ножницы по металлу;
- чаша и мешалка для перемешивания компонентов;
- наждачная бумага;
- ингус.
[stextbox стол должен быть из негорючего материала. Делать припой следует под вытяжкой.[/stextbox]
Старинный рецепт варки
В рецептуру входит советский серебряный полтинник чеканки 1924 года и медный пятак чеканки 1961 года.
Последовательность действий следующая:
- измельчить монеты ножницами;
- расплавить в ложке серебро;
- добавить в плавильную ложку медь;
- плавными кольцевыми движениями руки перекатывать расплав по ложке до полного перемешивания;
- вылить расплав в ингус и охладить.
Поученный припой для пайки серебра будет приблизительно 900 пробы. Точная проба зависит от степени износа монет.

Пайка нержавейки – это довольно трудоемкий процесс, но вместе с тем больших сложностей здесь нет. Сплавы, содержащие до 25 % никеля и хрома, сплавляются друг с другом довольно просто. Более того, эти сплавы могут создавать прочные соединения с остальными металлами, исключение составляют только магниевые и алюминиевые сплавы.
Но нужно обратить внимание на то, что некоторые никелированные сплавы при нагреве до температуры 500-700 градусов. Могут образовывать карбиды, их уровень выделения зависит от продолжительности пайки, поэтому время процедуры нужно сокращать.
Образующиеся карбиды значительно снижают коррозийную устойчивость нержавеющей стали. Для того чтобы минимизировать выделение карбидов добавляют титан или по завершении пайки проводят дополнительную термообработку. Под действием раскаленного припоя (тиноля) наклепанный нержавеющий материал может растрескиваться, поэтому пайка происходит после отжига, без использования нагрузок во время пайки.
Выбор припоя для нержавейки полностью зависит от таких характеристик: состава стали, условий пайки. Нужно заметить, что изделия, которые сделаны в коррозийных условиях, нужно паять с помощью серебряных тинолей, где в составе находится в небольшом количестве никель. Медь, серебряно марганцовые, а также хромоникелевые припои используются во время печной пайки в сухих условиях.
В роли флюса для обработки нержавейки сегодня чаще всего используют буру. Она наносится на соединение в форме порошка или пасты. Когда бура расплавляется, остальной металл постепенно нагревается до образования ярко-красного каления (850 градусов). При достижении этой температуры, в соединение вводится припой.
Удаление прилипшего к нержавеющей поверхности материала по завершении пайки делают с помощью промывки спаянного изделия в воде, или с помощью песочной обдувки. Соляная или азотная кислота, которые можно использовать при чистке, очень нежелательны на этом этапе работы с нержавеющей сталью, так как они вместе с припоем разъедают основной металл.
Пайка нержавейки в домашних условиях
Пожалуй, все знают, что домашний мастер постоянно сталкивается с бытовыми сложностями, которые ему необходимо устранять самостоятельно. Но нередко случается и так, что нужно сделать работу, связанную с обработкой нержавеющей стали своими руками. Поэтому для этого потребуются определенные навыки, умения и знания. Также нужно будет обзавестись некоторыми материалами и инструментами. Вот перечень всего необходимого:
Теперь, когда с инструментом для пайки определились, нужно узнать этапы выполнения действий:
- Для обработки нержавейки, нужно изначально позаботиться о наличии флюса и электропаяльника мощностью 100 Ватт. Нужно знать, что мощней выбирать паяльник для обработки нержавеющей стали нет смысла. Флюсом служит обычная паяльная кислота. Также не забывайте про то, чтобы под рукой всегда был оловянно-свинцовый припой.
- Когда все необходимые инструменты и материалы готовы для пайки, можно начинать работу. Сперва необходимо зачистить место соединения нержавеющей стали: выполнить это можно при помощи наждачки или напильника. По завершении очистки рабочих участков необходимо нанести паяльную кислоту с последующей обработкой. Если обработка не получается (припой не прилипает к поверхности нержавейки), то нужно повторно произвести манипуляции с паяльной кислотой тщательно разогретую поверхность, затем выполнить обработку заново.
- В случае, когда вы сделали вторую попытку, и она не завершилась успехом, и припой опять отстает, то рабочую поверхность нержавейки требуется почистить специальной щеткой, которую можно сделать своими: потребуется кусок трубы сечением 5 мм, куда разместите тонкие жилы, вытянутые из металлического троса. Теперь, нанесите на место пайки кислоту, а после подведите одновременно сюда щетку и паяльник. Затем начните работать двумя инструментами. Нужно отметить, что этот процесс очень хорошо помогает при удалении оксидной пленки с поверхности нержавейки.
- Когда детали получилось отлудить, начинайте пайку нержавеющей стали, используя в работе паяльник и флюс.
Пайка с помощью газовой горелки

Детали нагревают с помощью газовой горелки или облуженного наконечника паяльника. Во время работы с горелкой необходимо следить, чтобы в пламени находилось не сильно много кислорода, потому что это заставляет окисляться нержавейку. Это можно определить по цвету огня (он должен быть синим), если цвет бледный и огонь слабый, то это указывает на переизбыток кислорода. Чтобы прогреть соединение, горелку нужно плавно перемещать.
Касаясь металла периодически припоем, определяют, качество достигнутой температуры. Нагревание является достаточным, когда припой расплавляется не от пламени горелки, а от касания к металлу.
Затем припой тут же накладывается в ту часть, где нужно сделать стык, при этом детали продолжают нагревать, чтобы припой, плавясь, потихоньку заполнил собой полностью стык. В случае, когда на каком-то участке жидкого припоя не хватает, его нагревают сильнее, чем другие места, и припой сам стекает в него. Явным признаком качественной пайки считается вытекание из соединения излишка припоя.
Работа с твердыми припоями
Пайка нержавейки отлично происходит с помощью текучего, жидкого, флюсованного припоя с пониженной температурой плавления и высокими капиллярными характеристиками. Этот припой довольно эластичен, имеет великолепные раскислительные показатели, которые очень полезны при работе с нержавеющей сталью.
Как выбрать флюс для пайки

Небольшие элементы паяют регулируемыми бензо-воздушными горелками (этот метод приспособлен больше для ювелирных изделий). Более крупные части лучше всего паять ацетиленом. Это же касается и при выборе флюса для нержавеющей стали, так как данный металл очень требователен к флюсу. Флюс для нержавейки состоит из 10 % фтористого кальция, 20 % борной кислоты, 70 % буры.
Для небольших деталей из нержавейки можете приготовить состав флюса, который в себя включает 50/50% борной кислоты и буры. Этот флюс нужно развести в воде, затем нанести на деталь, когда он засохнет, то припой будет отлично прилипать к поверхности металла.
То есть, участок пайки не протравливается, а лишь зачищается при помощи наждачки. Медь плохо растекается по поверхности стали, поэтому лучше использовать латунь Л 63. Для более качественной пайки можно также использовать серебро и латунь, изготовив из них припой.
Рекомендации профессионалов
- Паяльник лучше всего выбирать с необгораемым жалом.
- Электрический паяльник нужен мощностью 60-100 Ватт. Самый оптимальный паяльник 100 Ватт. Менее мощный паяльник не сможет прогреть металл.
- Ортофосфорная кислота лучше всего служит в роли флюса.
- В качестве пропоя желательно применять оловянно-свинцовые прутки. Также можно использовать олово в чистом виде. Нужно сказать, что оловом лучше паять предметы посуды, так как чистое олово в себе не содержит свинца.
- При работе с пайкой необходимо использовать средства индивидуальные защиты.
- Пайка обязана происходить в хорошо проветриваемом и открытом помещении.
Основные ошибки во время пайки

Если во время подготовки, выбора материалов или в процессе пайки сделана ошибка, то припой может не растекаться по поверхности и не скреплять детали. Бывает так, что детали перед пайкой были недостаточно качественно зачищены или плохо разогрелись. Зачастую это происходит с изделиями большого размера. Наконечник паяльника после любого сеанса необходимо хорошо очищать, а чтобы была возможность ювелирных работ, его жало время от времени необходимо затачивать.
Чтобы получить качественное соединение, не стоит паять нержавеющую сталь чистым свинцом либо использовать канифоль. Если припой из олова, то работать с ним бывает довольно сложно из-за его слабой консистенции. Если олово не плавится больше чем до состояния теплого пластилина, то, вероятней всего, держать соединение оно не будет, постоянно ломаясь и крошась. Оптимальное состояние олова для крепления – если оно похоже на жидкость.
Качественный припой, который уложен по всем правилам, можно лишь поцарапать, но не отделить от участка спаивания нержавеющей стали. Чтобы не испортить соединение в дальнейшем, после пайки изделию необходимо дать время остыть в состоянии покоя. Когда стык остыл, его чистят от флюса и припоя, которые остались по краям, и затем тщательно промывают с мылом.
Для соединения металлических элементов с небольшой площадью контакта применяется технология пайки. Она предусматривает использование припоя, который представлен специальным сплавом металла. Его температура плавления должна быть меньше, чем у соединяемых элементов. В некоторых случаях проводится пайка серебряным припоем. Он обладает своими достоинствами и недостатками.
Что такое серебряный припой?
Современная работа с металлом предусматривает технологию ступенчатой пайки. Она требует специального внимания, так как некоторые серебряные сплавы обладают высокой температурой плавления. Это свойство обеспечивает высокое качество получаемого соединения.

Серебряный припой для пайки в чистом виде встречается крайне редко, что связано с высокой стоимостью цветного сплава. Большей эффективностью в применении обладают составы с другими примесями. В качестве дополнительных компонентов часто применяются:
Чистый сплав серебра применяется только в ювелирном деле. Свойства припоя прежде всего зависят от доли драгоценного металла в составе:
- При концентрации более 50% металл получается пластичным и устойчивым к повышенным нагрузкам.
- Другие компоненты могут изменить основные свойства сплава, расширив его область применения.
- Высокая степень текучести. Это упрощает распространение состава по поверхности.
- Прочность. Получаемые соединения могут выдерживать высокую нагрузку.
- Коррозионная стойкость. Металл при высокой влажности покрывается коррозией. При включении в состав серебра обеспечивается коррозионная стойкость.
- Основные свойства позволяют использовать состав для соединения самых различных металлов.
- Низкое сопротивление электрическому току позволяет использовать припой при создании электрического оборудования.
Единственным существенным недостатком можно назвать высокую стоимость состава. Поэтому он используется намного реже в сравнении с другими сплавами.
Физико химические свойства и особенности
Не во всех случаях серебро выступает в качестве основного элемента при создании сплава для пайки. С увеличением концентрации повышается прочность и практичность соединения. Температура плавления — основная характеристика, которая учитывается при выборе припоя. У некоторых вариантов показатель составляет +600°С.
Сочетание металлов позволяет получить сплав с особыми эксплуатационными характеристиками. Наиболее распространенный состав представлен сочетанием:
- Серебро — 30%.
- Медь — 20%.
- Цинк — 16%.
- Кадмий — 33%.
Присутствие кадмия определяет то, что сплав обладает высокой хрупкостью. Поэтому подобный сплав не должен применяться при изготовлении изделий, которые подвергаются переменной нагрузке. Если повысить концентрацию серебра до 50%, то повысится и текучесть состава в жидком состоянии.
Разновидности
Классификация серебросодержащего сплава проводится по концентрации основного элемента. Она выглядит следующим образом:
- Низкое содержание. Подобный состав применяется в промышленности для пайки различных металлических изделий. Также состав применим и в электротехнике по причине высокой проводимости и текучести. В соединение включены и другие элементы, поэтому паять достаточно просто.
- Средний процент содержания (40-60%). Этот припой применяется для получения швов, которые эксплуатируются при относительно невысокой температуре. Материал ПСр40 позволяет получать прочные соединения с должной пластичностью, за счет чего они могут выдерживать высокие динамические нагрузки. Припой ПРс45 применим при работе со стыками, толщина которых — до 3 мм.
- Высокий процент концентрации. Некоторые сплавы предназначены для пайки лезвий ленточных пил. Состав обеспечивает повышенную прочность на изгиб и разрыв. Марка ПСр70 обладает повышенной проводимостью, что позволяет использовать ее при создании электрокомпонентов. Минимальный показатель сопротивления снижает вероятность нагрева оборудования при эксплуатации. Однако высокая цена определяет узкое применение материала.

Приведенная выше классификация учитывается при выборе наиболее подходящего припоя. Маркировка проводится с учетом установленных стандартов.
Как выбрать правильный?
Важно правильно выбрать наиболее подходящий припой для каждого случая. Основными рекомендациями можно назвать нижеприведенные моменты:

- Определяются условия эксплуатации создаваемого соединения: температура, оказываемое воздействие, влажность и другие. Некоторые предназначены для передачи электрического тока, другие подвергаются нагреву или переменным нагрузкам.
- Температура плавления. Для распределения припоя по поверхности его нужно нагреть до соответствующей температуры. Не все паяльники могут нагреть материал до температуры +600°С.
- Область применения. Чистые составы используются при ювелирных работах, с примесями в промышленности.
Некоторые производители указывают то, какая марка припоя подходит для каких задач. Поэтому проблем с выбором наиболее подходящего состава не возникает.
Процесс пайки
При наличии соответствующего инструмента провести пайку можно самостоятельно. Больше всего трудностей возникает при работе с нержавейкой. Рекомендации следующие:
- Для начала проводится зачистка поверхности от различных загрязнений, может применяться любой механический метод. Чаще всего краска и загрязнения удаляются щеткой, после чего поверхность обезжиривается при применении специального состава.
- На зону будущей пайки выкладывается подобранный флюс. Технология нанесения во многом зависит от того, какой материал применяется. Флюс должен распространяться равномерно, так как в противном случае качество соединения может быть низким.
- Для обработки большой площади применяется специальная горелка, которой металл нагревается до нужной температуры. Первый признак того, что материал готов к пайке — изменение его температуры.
- После достижения требуемого состояния заготовки подается выбранный припой. Он должен быть распространен по поверхности равномерным слоем.
- Весь шов проходится от начала до конца. Для остывания материала дается немного времени, после чего заготовка еще немного подогревается для постепенного снижения температуры.
Если площадь соединения небольшая, то можно использовать небольшой паяльник. В этом случае нет необходимости в предварительном подогреве основания.
Какие флюсы подходят?
Флюс для пайки серебра применяется для получения надежного и долговечного соединения. Этот вспомогательный материал предназначен для предварительной очистки поверхности от загрязнений и различных окислений, которые могут стать причиной снижения прочности шва. Качественный флюс может повысить текучесть металла в разогретом состоянии. Наиболее популярен вариант бура.
При необходимости паяльная паста может быть изготовлена своими руками. Инструкция по изготовлению следующая:
- Бура высыпается в емкость с термической устойчивостью.
- Тонкой струей добавляется вода, бура медленно перемешивается. Основная задача заключается в получении однородной смеси без комков.
- Вещество нагревается до прозрачности. Для этого приходится использовать горелки. При нагреве могут выделяться различные вредные вещества, поэтому следует быть осторожным.
- Жидкая фаза сливается, после чего осадок растирается до масляной консистенции. Он наносится на обрабатываемую поверхность при помощи кисти или другого подобного изделия.
Самодельная паста может применяться вместе с припоем, температура плавления которого — +490…+910°С. Для пайки пористых материалов подходит состав, изготавливаемый на основе тетрафторбората.
При отсутствии навыков работы с сильнодействующими химикатами следует приобрести требуемый состав в специализированном магазине. Работа должна проводиться в защитной одежде, так как попадание химикатов на поверхность кожи категорически запрещается.
Пайка нержавеющей стали — довольно сложная и трудная работа. Чтобы получилось качественное соединение, нужно соблюдать множество условий — как по выбору материалов, так и по режимам пайки. Несколько проще паять сплавы с содержанием Ni или Cr до 25%. Они спаиваются и с другими металлами и сплавами, за исключением Al и Mg. Домашние мастера чаще всего применяют оловянные припои.

Особенности пайки нержавейки
Используя олово и составы на его основе, можно отремонтировать изделия из нержавейки, а также собрать небольшие по размерам и не подвергающиеся большим нагрузкам самодельные конструкции. Кухонная посуда и другие предметы быта ремонтируются обычным паяльником и оловянным припоем.
Пайка нержавейки на производстве выполняется по более сложной технологии. Для пайки ответственных конструкций применяются специальные промышленные смеси , содержащие Cr Используемое оборудование
Для того чтобы качественно отремонтировать изделия, нужно подготовить материалы, оборудование и изучить технологию. Чтобы паять нержавейку в мастерской на дому, потребуется:
- электропаяльник мощностью 100 Вт (портативная пропановая горелка);
- флюс;
- обезжириватель (растворитель);
- абразивная бумага, проволочная щетка, надфиль;
- оловянный припой;
- ветошь;
- средства защиты: перчатки, респиратор, защитные очки или прозрачный щиток.

Портативная пропановая горелка
Кроме того, для первичного прогрева массивных заготовок может понадобиться более мощный паяльник. Ортофосфорная кислота обеспечивает высококачественную очистку поверхности и быструю свёртываемость.
Типы припоев
Припои для нержавеющей стали делятся на две основных группы:
Мягкие — это привычные составы на основе Pb и Sn марок ПОС. Достаточное содержание олова повышает пластичность и текучесть, позволяя ему проникать во все микронеровности поверхности и существенно улучшая адгезию. Кроме того, олово является хорошим раскислителем, что особенно важно при работе с нержавеющими сплавами. Недостатком таких паяльных составов является невысокая прочность получающегося соединения.
Для получения более прочных паяных соединений нержавейки применяют твердые припои. Ими работают как в индустриальных условиях, так и в домашней мастерской. В твердые составы добавляют до 30% технического серебра. Их выпускают в виде тонких прутков и обозначают литерами ПСр.

Припой HTS – 528
Если требуется соединить пайкой разнородные изделия из таких материалов, как нержавейка, медные сплавы, никель, чугун — применяют состав HTS – 528. В его состав уже включен флюс, а температура плавления — не менее 750 °С
Приготовление флюса
Коррозионно-стойкие сплавы весьма чувствительны к условиям пайки, поэтому правильный выбор флюса для пайки нержавейки исключительно важен.
Наиболее широко применяемый флюс содержит:
- 7 частей технической буры;
- 2 части борной кислоты;
- 1 часть фтористого кальция.

Изготовление флюса в домашних условиях
Для пайки мелких заготовок состав флюса упрощается — берут равные части буры и борной кислоты. Смесь разводят в воде и наносят на область пайки. Как только она высохнет- обеспечит будет отличную адгезию к поверхности сплава.
Перед нанесением флюса необходимо провести тщательную механическую обработку области пайки шкуркой, проволочной щеткой или надфилем.
Преимущества пайки нержавейки оловом
Применение мягких составов на основе олова дает следующие преимущества:
- простота выполнения паяльных операций для небольших предметов;
- короткая подготовка;
- доступность паяльных материалов;
- достаточное качество пайки для не самых ответственных деталей.

Пайка нержавейки оловом
Пайка оловянными мягкими составами может быть быстро освоена домашним мастером.
Недостатки пайки нержавейки оловом
Кроме достоинств, пайка нержавейки оловом имеет и недостатки
- низкая прочность соединения;
- понижение максимальной температуры эксплуатации запаянных предметов до температуры пластичности олова;
- затруднения при пайке, вызванные высокой жидкотекучестью олова.
Из-за высокой текучести сложно запаивать швы на вертикальных и наклонных поверхностях.
Режимы пайки оловом
Рекомендуемые опытными специалистами режимы пайки следующие:
- Температура горелки: 232-240 °С;
- Мощность паяльника 80-120 Ватт;
- Время прогрева 5-10 сек;
- Толщина бруска припоя 2-4 мм.
Температуру пламени удобно контролировать пирометром.
Подготовка оборудования и необходимых материалов
При подготовке оборудования важно уделить внимание характеристикам и конструктивным особенностям паяльника. Его мощность — не менее 80-110 ватт, более слабые приборы не смогут обеспечить достаточный прогрев рабочей зоны. Жало должно быть необгораемое. Работать паяльником получится мягкими, легкоплавкими припоями – прутками из чистого олова или из смесей типа ПОС. Чистое олово потребуется при ремонте кухонной посуды и сосудов, соприкасающихся с пищей или питьевой водой. Оно не содержит вредных компонентов. Наиболее подходящим флюсом для такой посуды будет ортофосфорная кислота.
Для твердых припоев придется воспользоваться газовой горелкой.
Выбор припоя и вспомогательных материалов
Правильный выбор состава позволяет качественно спаять детали из нержавейки. Такое соединение будет надежным и долговечным. Наиболее распространение виды паяльных составов — оловянно-свинцовые марки ПОС. Для паяльных работ по нержавейке специалисты рекомендуют:
- ПОС50Кд18 (с добавлением кадмия);
- ПОС-61;
- ПОС-40.
Для ремонта предметов, вступающих в контакт с пищей, следует применять только чистое олово. Для нержавейки подходит далеко не всякий флюс.
Припой ПОС-61 Ортофосфорная и паяльная кислоты
- паяльная кислота;
- ортофосфорная кислота ;
- хлористый цинк.
Наносить флюс необходимо непосредственно перед пайкой, чтобы не успела повторно образоваться оксидная пленка.
Технология пайки нержавейки оловом
Очень важно правильно и тщательно выполнить подготовительные операции. Их цель — удалить с поверхности нержавейки оксидную пленку и другие загрязнения, препятствующие образованию прочного и долговечного паяного соединения. Сначала поверхность защищается шкуркой, проволочной щеткой или надфилем. Далее, после удаления опилок и частичек абразива, проводят обезжиривание. Для этого берут специальный обезжириватель. Его с успехом заменит любой органический растворитель — ацетон, уайт-спирит, номерные растворители (646, 657) и т.п.
Сразу после обезжиривания область пайки покрывают флюсовым составом. (Если флюс входит в состав прутка припоя, то этот этап не выполняется).
Теперь начинаются собственно пайка оловом. Вначале область пайки разогревается при посредстве жала паяльника или факела газовой горелки. При пайке горелкой следует контролировать содержание кислорода, поскольку при его избытке начнутся окислительные процессы, ухудшающие качество соединения. При превышении допустимой концентрации кислорода пламя приобретает светло-синий оттенок.

Принцип пайки нержавейки
Всю область пайки следует прогреть до температуры плавления припоя.
Важно! припой должен плавиться не от жала паяльника или факела газовой горелки, а от тепла запасенного спаиваемыми деталями.
Подачу припоя в рабочую зону надо проводить до того момента, пока он не начнет появляться из рабочих зазоров между заготовками. Это обеспечит оптимальное схватывание.
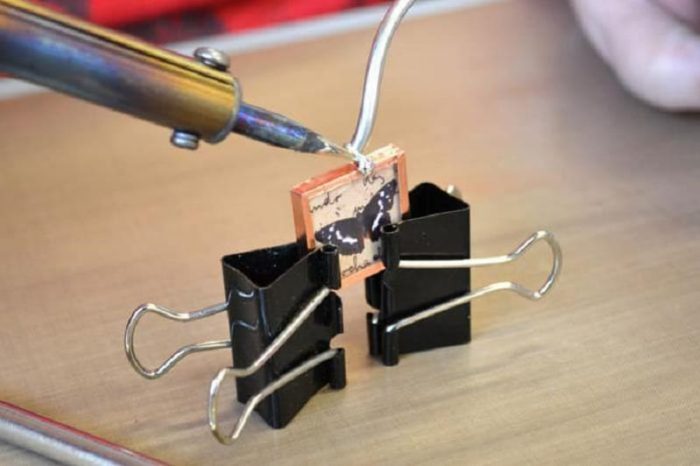
Пайка нержавеющей стали дома

Пайка нержавейки в домашних условиях
Для работы потребуется оборудовать рабочее место. Рабочий стол должен быть металлическим или иметь негорючее покрытие. Должна быть оборудована вытяжная вентиляция — как пары паяльного состава, так и флюса и обезжиривателя вредны для органов дыхания. Спаиваемые детали должны быть надежно закреплены инвентарными крепежными приспособлениями — тисками, струбцинами, зажимами, распорками.
Рабочая зона не должна быть загромождена, в ней могут находиться только спаиваемые детали.
Емкости с рабочими жидкостями сразу после применения следует плотно закрывать и убирать в шкафчик или тумбочку.
Необходимо тщательно соблюдать технологию выполнения работ. Если обработка проведена некачественно и припой не пристает к поверхности деталей — необходимо остановить пайку и повторить механическую обработку и обезжиривание. После обезжиривания брать детали можно только в плотных перчатках — даже небольшое потожировое пятно, оставленное пальцами, может свести работу насмарку.
Проволочную щетку для зачистки можно сделать самостоятельно. Для этого в отрезок трубы диаметром 5-10 миллиметров и длиной около 10 см нужно плотно вставить проволочки, полученные из куска металлического троса. Выступать из трубки они должны на несколько миллиметров. При небольших площадях пайки нержавеющей стали, а особенно в узких и труднодоступных местах такая самоделка намного удобнее и эффективнее, чем покупные щетки на деревянной ручке.
Такой щеткой можно работать в непосредственной близости от паяльника или пламени горелки, минимизируя время между зачисткой и началом пайки.
Пайка с помощью газовой горелки
Горелку плавно перемещают, равномерно нагревая металл. Пруток припоя должен плавиться не от пламени горелки, а от тепла заготовки — только тогда получится прочное и надежное соединение. После наложения прутка в область стыка необходимо далее нагревать заготовки, чтобы он полностью проник во все зазоры и заполнил их. Нагрев продолжают до тех пор, пока излишки паяльного состава не начнут вытекать из стыка.
Распространенные ошибки
Самой распространенной ошибкой при пайке нержавейки является
- некачественная зачистка;
- недостаточное обезжиривание;
- недостаточный прогрев деталей, вследствие чего припой не проник во все зазоры и не соединил их.
Требуется периодически очищать наконечник жала паяльника.
Не следует паять составами с высоким содержанием свинца или применять канифоль.
Качество соединения можно проверить, попробовав поковырять его шилом или отверткой. Надежное соединение можно лишь поцарапать, отслоить припой от нержавейки не удастся.

Зачистка нержавейки после пайки
После остывания пайки проводят зачистку от остатков паяльного состава и флюса. Пищевую посуду из нержавейки перед использованием нужно промыть теплым мыльным раствором и прокипятить.
Читайте также: