
Себестоимость 3d принтера своими руками
Добавил пользователь Алексей Ф. Обновлено: 18.09.2024
IT-специалист Иван Зарубин поделился подробной инструкцией по сборке 3D-принтера у себя дома. Стоимость комплектующих не превысит 20 тысяч рублей, а по качеству такое устройство не уступит дорогим брендовым моделям.
Не буду расписывать всю пользу и все возможности 3D-печати, скажу просто, что это очень полезная вещь в быту. Приятно иногда осознавать, что ты сам можешь создавать различные предметы и чинить технику, в которой используются пластиковые механизмы, различные шестерни, крепежи…
Сразу хотелось бы внести ясность — почему не стоит покупать дешманский китайский принтер за 15 тысяч рублей.
Как правило, они идут с акриловыми или фанерными корпусами, печать деталей с таким принтером превратится в постоянную борьбу с жёсткостью корпуса, калибровками и прочими событиями, которые омрачат всю прелесть владения принтером.
Акриловые и деревянные рамы весьма гибкие и лёгкие, при печати на повышенных скоростях их серьёзно колбасит, за счёт чего качество конечных деталей оставляет желать лучшего.
Владельцы таких рам часто колхозят различные усилители/уплотнители и постоянно вносят изменения в конструкцию, убивая тем самым своё время и настроение заниматься именно печатью, а не доработкой принтера.
Стальная рама даст возможность насладиться именно созданием деталей, а не борьбой с принтером.
Следуя моему небольшому руководству, вы не закажете лишнего и не спалите свой первый комплект электроники, как это сделал я. Хотя это и не так страшно: стоимость деталей и запчастей к этому принтеру копеечная.
Руководство рассчитано в основном на новичков, гуру 3D-печати, скорее всего, не найдут здесь для себя ничего нового. А вот те, кто хотел бы приобщиться, после сборки такого комплекта будут чётко понимать, что к чему. При этом не требуется специальных навыков и инструментов, достаточно паяльника, набора отвёрток и шестигранников.
Стоимость комплектующих актуальна на январь 2017 года.
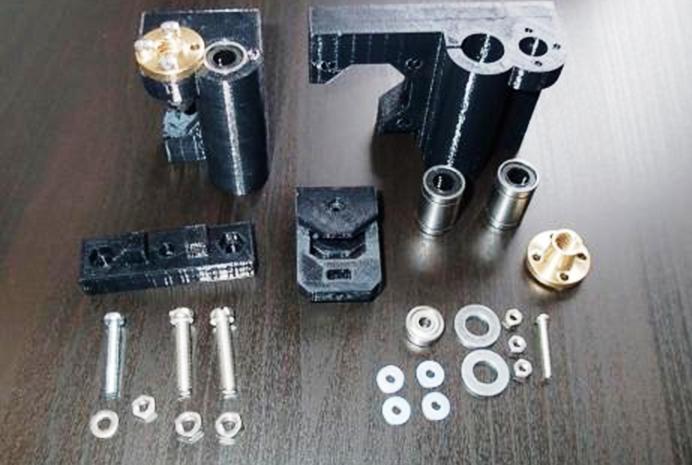
Заказываем детали
1. Основа для принтера — рама, чем она крепче и тяжелее, тем лучше. Тяжёлую и крепкую раму не будет колбасить при печати на повышенных скоростях, и качество деталей будет оставаться приемлемым.
Стоимость: 4 900 рублей за штуку.
Рама идёт со всем необходимым крепежом. Винтиков и гаечек ребята кладут с запасом.
2. Направляющие валы и шпильки M5. Резьбовые шпильки и направляющие валы не идут в комплекте с рамой, хотя на картинке они есть.
Стоимость: 2 850 рублей за комплект.
Возможно, найдёте и подешевле. Если будете искать, то выбирайте обязательно полированные, иначе все косяки валов отразятся на деталях и общем качестве.
Стоимость: 200 рублей за штуку.
Это, по сути, обычные шпильки, которые можно приобрести и в строительном магазине. Главное, чтобы они были как можно более ровными. Проверить несложно: нужно положить шпильку на стекло и прокатить её по стеклу, чем лучше катается, тем ровнее шпилька. Валы проверяются соответствующим способом.
В общем, больше нам от этого магазина ничего не надо, ибо там дикая наценка на то же самое, что можно приобрести у китайцев.
Стоимость комплекта: 1 045 рублей.
RAMPS 1.4 — плата расширения для Arduino. Именно к ней подключается вся электроника, в неё вставляются драйверы двигателей. За всю силовую часть принтера отвечает она. В ней нет мозгов, гореть и ломаться в ней нечему, запасную можно не брать.
Arduino Mega 2560 R3 — мозг нашего принтера, на который мы будем заливать прошивку. Советую взять запасной: по неопытности его легко спалить, например вставив неправильно драйвер шагового двигателя или перепутав полярность при подключении концевика. Многие с этим сталкиваются, и я в том числе. Дабы вам не пришлось неделями ждать новую, берите сразу ещё хотя бы одну.
Шаговые драйверы A4988 отвечают за работу моторов, желательно приобрести ещё один комплект запасных. На них есть построечный резистор, не крутите его, возможно он уже выставлен на необходимый ток!
Стоимость: 679 рублей за штуку.
- Запасные драйверы шагового двигателя A4988. Советую дополнительно взять ещё запасной комплект из 4 штук.
Стоимость: 48 рублей за штуку.
Стоимость: 75 рублей за штуку.
Он необходим для защиты нашей Arduino. В ней есть свой понижающий регулятор с 12 В на 5 В, но он крайне капризен, сильно греется и быстро умирает.
Стоимость комплекта: 2 490 рублей.
В комплекте 5 штук, нам необходимо только 4. Можно поискать комплект из четырех, но я взял весь комплект, пусть будет один запасной. Его можно будет пустить на апгрейд и сделать второй экструдер, чтобы печатать поддержки вторым экструдером или двухцветные детали.
Стоимость комплекта: 769 рублей.
В этом комплекте есть всё необходимое для данного принтера.
7. Механические ограничители — необходимо 3 штуки.
Стоимость: 23 рубля за штуку.
Возьмите на всякий случай 4 штуки, пусть один будет запасным. Стоимость копеечная, а без такой мелкой детали печатать не получится (вдруг придёт бракованная).
Стоимость: 501 рубль за штуку.
В его задней части есть картридер, в который в дальнейшем вы будете вставлять карту памяти с моделями для печати. Можно взять один запасной: если вы неправильно подключите какой-то элемент, то, скорее всего, дисплей сдохнет самым первым.
Если планируете подключать принтер напрямую к компу и печатать с компа, то экран и вовсе необязателен, печать можно производить и без него. Но, как показала практика, с SD-карточки печатать удобнее: принтер никак не связан с компьютером, его можно ставить хоть в другую комнату, не опасаясь, что комп зависнет или вы его нечаянно вырубите на середине печати.
Стоимость: 1 493 рубля за штуку.
Данный блок питания немного больше по габаритам, чем тот, который должен быть, но он без особого труда влезает, а мощности у него с запасом.
Стоимость: 448 рублей за штуку.
Необходим для печати ABS-пластиком. Для печати PLA и другими видами пластика, не дающими усадки при остывании, можно печатать не нагревая платформу, но стол обязателен, на него кладётся стекло.
Стоимость: 99 рублей за штуку.
Стоимость: 2 795 рублей за штуку.
Данный экструдер является директ-экструдером, то есть механизм подачи пластика находится непосредственно перед его нагревательным элементом. Советую брать именно такой, он позволит вам печатать всеми видами пластика без особых напрягов. В комплекте есть всё необходимое.
Стоимость: 124 рубля за штуку.
Собственно, необходим для обдува PLA и прочих медленно затвердевающих видов пластика.
Стоимость: 204 рубля за штуку.
Очень нужен. Больший кулер существенно уменьшит шум от принтера.
Стоимость: 17 рублей за штуку.
При засорении проще поменять сопла, чем чистить. Обратите внимание на диаметр отверстия. Как вариант, можно набрать разных диаметров и выбрать для себя. Я предпочёл остановиться на 0,3 мм, качества получаемых деталей с таким соплом мне достаточно. Если качество не играет особой роли, берите сопло шире, например 0,4 мм. Печать будет в разы быстрее, но слои будут более заметны. Берите сразу несколько.
Стоимость: 31 рубль за штуку.
Его очень легко обломить, будьте аккуратны. Сверло можно не брать: проще, как я написал выше, набрать запасных сопел и менять их. Стоят они копейки, а засоряются крайне редко — при использовании нормального пластика и при наличии фильтра, который вы и напечатаете первым делом.
Стоимость: 56 рублей за штуку.
В комплекте 5 штук, 4 используем для стола, одну пружинку используем для ограничителя оси X.
18. Комплект для регулировки стола. Необходимо 2 комплекта.
Стоимость комплекта: 36 рублей.
Эти комплекты нам нужны только ради длинных болтов, которыми мы в дальнейшем будем крепить экструдер.
19. Комплект проводов для подключения шаговых двигателей.
Стоимость комплекта: 128 рублей.
20. Кусок обычного стекла на стол.
Можно заказать боросиликатное стекло, которое выдерживает повышенные температуры. Я использую обычное оконное стекло: нагрев до 90 градусов оно выдерживает, а больше мне и не надо.
Это всё, что понадобится вам для сборки принтера.
Качество напечатанных деталей с таким комплектом будет практически таким же, как у принтеров дорогих брендов. Всё зависит от дальнейших настроек, выбора нужной температуры и прочих нюансов, с которыми вы познакомитесь в процессе печати. Плюсом такого принтера, по сравнению с дорогим брендовым, я считаю возможность быстро, дёшево и самостоятельно починить любую деталь, не потратив при этом нервов и денег.
Стоимость такого набора — не более 20 тысяч рублей.
Если покупать такой принтер целиком, его стоимость на сегодня составляет 43 900 рублей.
Заказав оснастку на AliExpress, мы сэкономим порядка 24 тысяч рублей при тех же комплектующих, а экструдер, который мы подобрали, в некотором плане даже лучше.
Сборка принтера
Ну а далее начинаем увлекательный процесс сборки, следуя официальной инструкции.
Процесс сборки достаточно увлекателен и чем-то напоминает сборку советского металлического конструктора.
Собираем всё по инструкции за исключением следующих пунктов
В пункте 1.4 на картинке присутствует чёрная проставка. В комплекте с рамой её нет, вместо неё идут пластиковые втулки, используем их.
В пункте 1.6 держатель концевика оси Y крепим не к задней, а к передней стенке принтера. Если этого не сделать, детали печатаются зеркально. Как я ни пытался в прошивке это победить, мне не удалось.
Для этого надо перепаять клемму на заднюю часть платы:
Нам необходимо отвязать нашу Arduino от питания, которое приходит с платы RAMPS. Для этого выпаиваем или отрезаем диод с платы RAMPS.
Припаиваем регулятор напряжения ко входу питания, который заблаговременно выставляем на 5 В, попутно выпаивая стандартное гнездо питания. Приклеиваем регулятор кому куда удобнее, я приклеил на заднюю стенку самой Arduino.
Питание от блока питания к RAMPS я припаял отдельно к ножкам, чтобы оставить свободной клемму для подключения других устройств.
Далее укладываем все провода. Можно купить специальную оплётку, можно, как сделал я, использовать стяжки или изоленту.
Перед запуском проверяем, что нигде ничего не заедает, каретка двигается до ограничителя и обратно без препятствий. Поначалу всё будет двигаться туго, со временем подшипники притрутся и всё пойдёт плавно. Не забудьте смазать направляющие и шпильки. Я смазываю силиконовой смазкой.
Ещё раз смотрим, что нигде ничего не коротит, драйверы шаговых двигателей поставлены правильно согласно инструкции, иначе сгорит и экран, и Arduino. Ограничители тоже необходимо поставить соблюдая правильную полярность, иначе сгорит стабилизатор напряжения на Arduino.
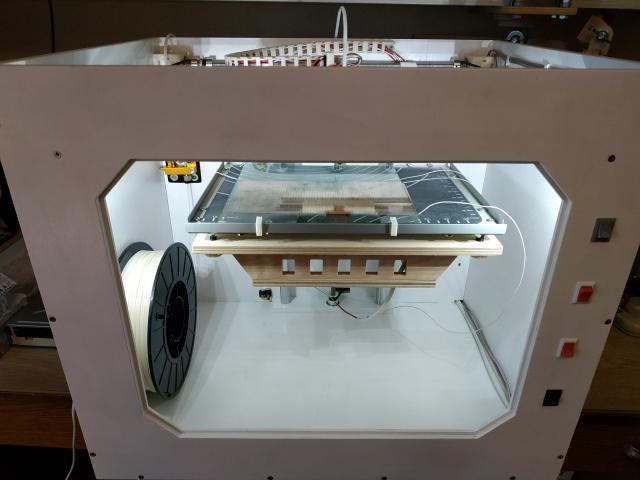
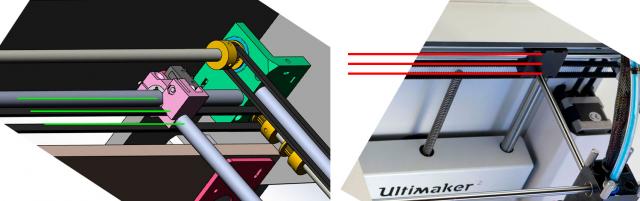
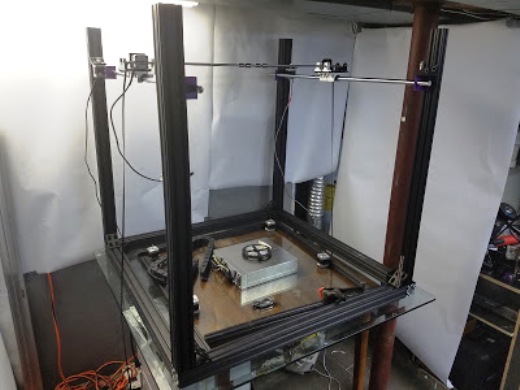
Представляю вашему вниманию самодельный 3д принтер. Собран из фанеры, алюминия, пластика и Ардуино. Этот принтер уникален тем, что его кинематика подсмотрена у Ultimaker, но сделана с качественными доработками.
Это уже третий мой 3д принтер, сделанный своими руками. Первый был H-bot, второй D-bot.
С тех пор, когда узнал о 3д печати, я хотел сделать свой принтер, но не особо понимал зачем он мне нужен. Первую деталь я купил ещё в 2015 году, с мыслями о том, что может когда-нибудь я сделаю принтер. За три года незаметно накопилось деталей на cборку и в декабре 2017 я начал процесс. Первая печать произошла только в конце февраля 2018 года. С тех пор я заболел 3д-печатью.
Первый принтер был первым блином, т.е. комом. Это был хороший старт, я приобрёл бесценный опыт и напечатал детали для второго принтера. Второй принтер получился лучше, но всё равно не устраивал меня своими недостатками кинематики.
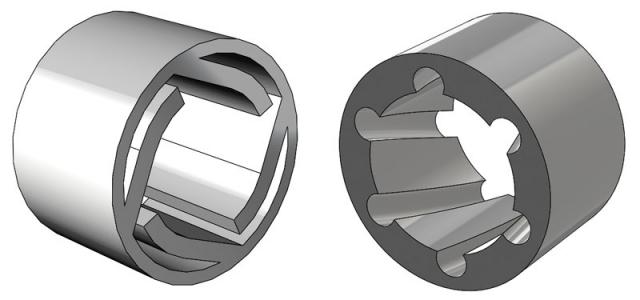
С самого начала я не ставил себе задачу сделать 3д принтер для ежедневной печати или печати на заказ. Цель: печатать изделия из пластика для собственных нужд. Хочется, конечно, чтобы качество печати было максимальным и при этом цена принтера не должна зашкаливать. Рельсовые направляющие сразу были исключены из сметы из-за цены и сложностей покупки, к тому же они шумные. Круглые линейные подшипники типа LM8UU со временем сгрызают направляющие, поэтому после долгих поисков& выбор пал на 10-ти миллиметровые стальные валы и напечатанные втулки из ABS-пластика.
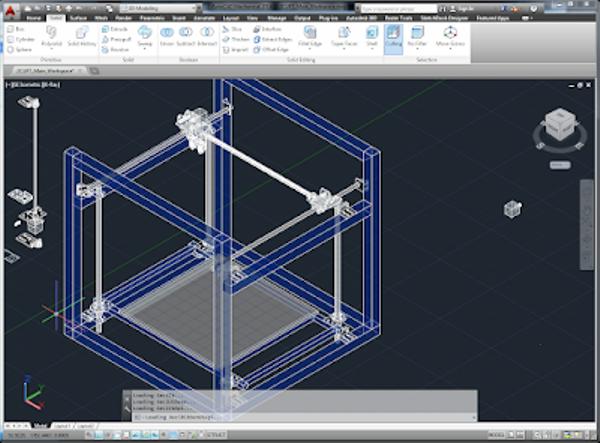
Я очень давно хотел научиться моделировать свои самоделки в 3D, всё стимула не хватало. Первый принтер я пытался строить в AutoCAD. Уже после нескольких первых распечатанных деталек из пластика, я понял что надо что-то другое. Так я получил пинок изучить SolidWorks. В нём и разрабатывал все последующие модели. Меня очень вдохновила эта программа, потому как чертить очень люблю!

Принтер сначала моделировал на компьютере в 3D с учётом всех деталей. Создание виртуальной модели здорово помогает разработке, многие узлы оптимизируются ещё до их реального воплощения.
Учитывая первый опыт постройки корпуса принтера из ЛДСП, в данной версии я использовал фанеру 10 мм. Все детали были вырезаны на самодельном ЧПУ станке и покрашены белой автомобильной краской.
Пожалуй, самое интересное в этом принтере - кинематика. Я долго присматривался к Ультимейкеру. Подкупало то, что у него оси двигаются жёстко, без перекосов. Позже я узнал и о недостатках. Заключаются они в радиальном вращении направляющих, по которым также двигаются втулки. Залогом качественной печати с таким исполнением кинематики являются дорогие и качественные комплектующие. Меня это не устраивало. Мой принтер должен быть из дешевых и легкодоступных материалов. Вообще самому строить 3д принтер сложно, когда практически все детали приходится заказывать издалека.
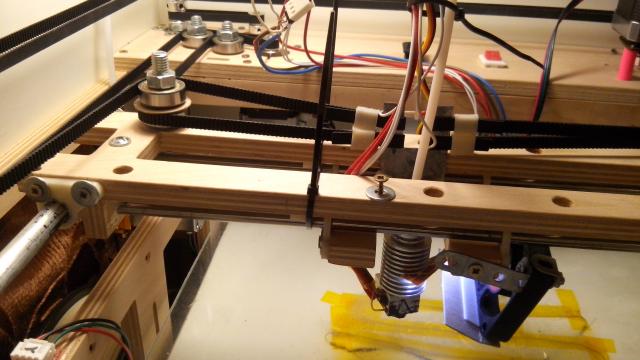
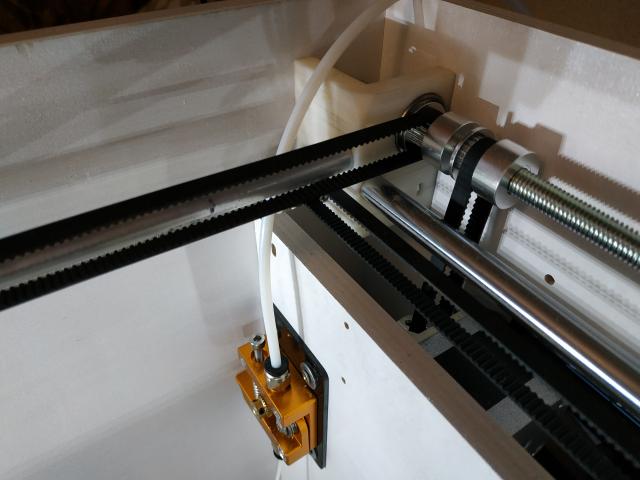
При разработке 3д модели нового принтера я разделил вращающиеся и направляющие валы. Так линейное перемещение по осям осуществляется по неподвижным валам 10 мм. Ременная передача организована на отдельных валах диаметром 8 мм. Узлы крепления ремней на подвижных частях сделаны в одной плоскости перемещения осей, чтобы не создавать лишних рычагов, которые, кстати, способствуют износу втулок.
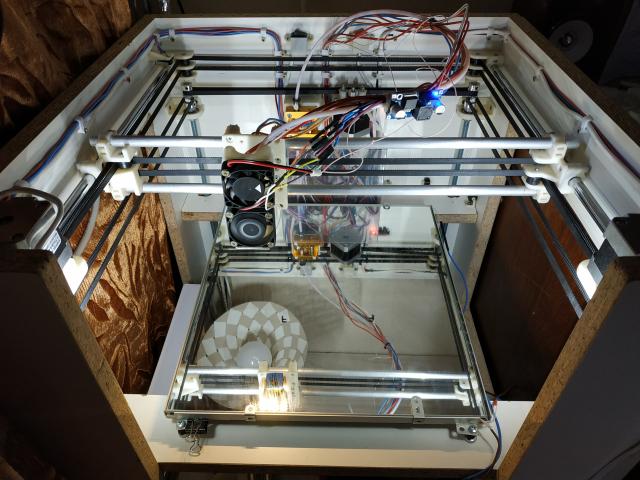
Я поставил задачу иметь возможность быстрой замены любых частей кинематики без необходимости разбирать половину принтера. Также все 4 мотора и электроника принтера вынесены в заднюю часть принтера, чтобы иметь возможность сделать термокамеру для 3д печати и не греть при этом то, что должно быть холодным.
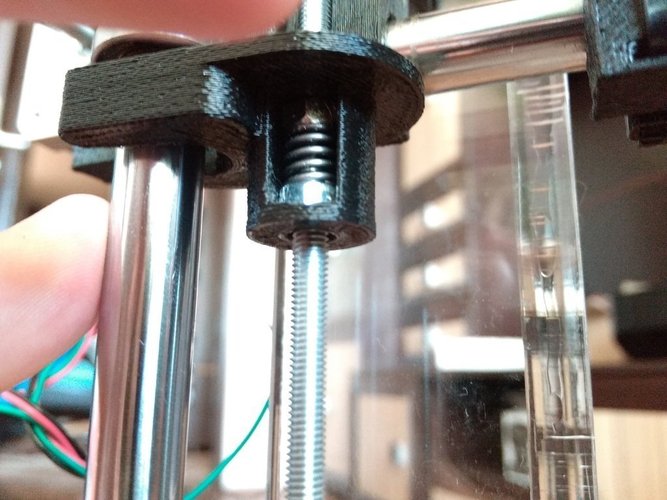
Ось Z сделал из мебельных труб 16 мм и распечатанных из пластика пластин для скольжения. Двигается стол по оси с помощью обычной резьбовой шпильки М8 и муфты. Вращение от мотора передаётся на шпильку через ременную передачу.

Подогреваемый стол состоит из двух частей. Основание из фанеры, оно движется по оси Z. На основание крепится на четырёх винтах М4 и пружинах алюминиевая рамка. В рамку уложен силиконовый коврик, нагреватель и боросиликатное стекло.

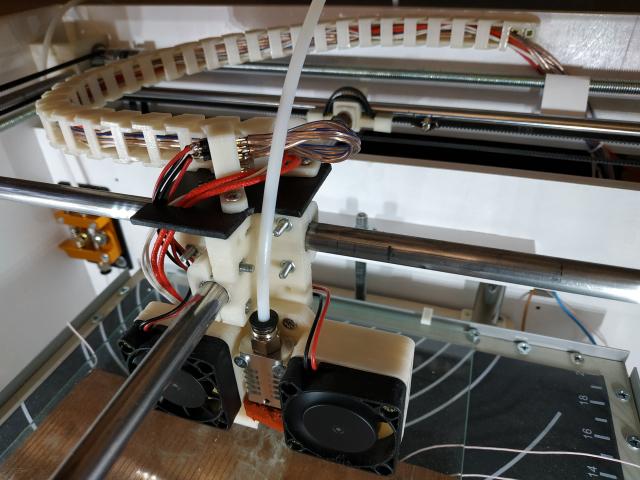
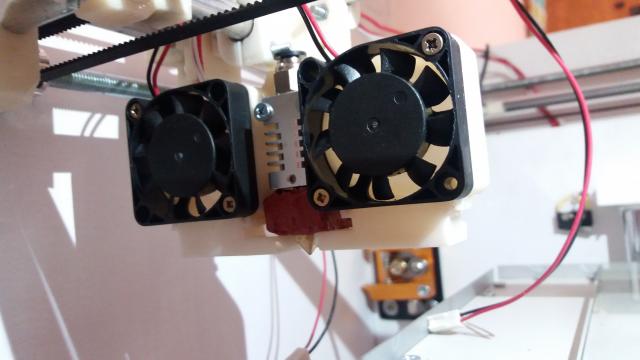
Много времени и сил заняла разработка движущейся/печатающей головки, её охлаждение и обдув детали. Пришлось долго вымерять детали, чтобы нигде ничего не задевало во время движения. Для охлаждения я использовал кулеры 40*10 мм. Они работают тихо на низких оборотах и дают хороший поток воздуха. Электроника прикручена на задней стенке. Там же стоит кулер для охлаждения драйверов моторов. Кулер для охлаждения экструдера и кулер для электроники запитаны последовательно и работают в половину мощности, поэтому шум от них очень низкий. Вся электроника запитана от блока питания 12 вольт 25 ампер. Концевики все механические, работают на размыкание.

Термоблок хотэнда я залил термостойким силиконом. Хорошо ли это работает сказать не могу, но что спасает пальцы от ожогов это точно. Никаких других доработок с хотэндом я пока не проводил, всё стандартное.
Подогрев стола осуществляется самодельным нагревателем из текстолита, дорожки просто процарапал резцом под линейку, замучился, лучше бы вытравил. По опыту на каждые 10*10 см стола должно тратиться 2.5 ампера, тогда стол нагревается до 100 градусов очень быстро. Включение нагревателя осуществляется через обычное электромагнитное реле.

На текущий момент 3д принтер не имеет законченного вида, всё на этапе сборки и тестирования. Уже много идей как можно улучшить то, что есть. В целом я очень доволен кинематикой, расположением элементов, корпусом, внешним видом и удобством.
О недостатках и недоработках.
В качестве направляющих должны быть использованы стальные валы. У меня их не было, поэтому попробовал поставить алюминиевые трубки. Первая печать показала, что длинные направляющие гнутся из-за трения втулок и недостаточной жесткости алюминиевых трубок. Замена двух длинных направляющих на сталь немного улучшила ситуацию, но осталась ещё центральная направляющая. Она пока не заменена.
Втулки на движущейся головке я попробовал бронзовые самосмазывающиеся. Пока особо нечего сказать про эти втулки, на принтере всего пару моделек отпечатал. Покупал 10 штук втулок, 4 из них были с люфтом. Я так думаю, что эти втулки предназначены для радиального вращения, вряд ли они годятся для линейного перемещения.

Сейчас принтер печатает плохо, это на 100% зависит от втулок и направляющих, а также от шпильки с метрической резьбой на оси Z. Есть идеи как довести геометрию печати до идеала, но об этом я буду расскажу, когда всё попробую на практике.
Ещё не получилось сделать кинематику быстроразбираемой. В следующей модификации это учту. Поставить моторы на демпферы, чтобы уменьшить шум. Не очень красиво мне удалось сделать разводку с проводами. Не нравится мне длинная трубка от экструдера к хотэнду и не нравится, что она торчит из принтера, сверху планировалась крышка из стекла. Спереди принтер будет закрываться стеклянной дверцей, пока её тоже нет. Сзади электроника будет закрываться пластиковой крышкой с прорезями для движения воздуха.

На передней панели справа четыре выключателя: сеть, свет общий, свет возле хотэнда, отключение обдува детали. Под столом расположена панель с отверстиями для светодиодов и выключателей, это ноухау для отключения неиспользуемых во время печати участков подогрева. Планируется сделать подогрев из нескольких отключаемых нагревателей, это здорово экономит электроэнергию.
Рабочий стол я сделал размером 31*22 см и планировал положить зеркало. Решил попробовать боросиликатное стекло, размер стекла заказал меньший 200*213 мм, поэтому по бокам стола получились пустые места. Печатать на боросиликатном столе без клея не получилось. Пластик совсем не хотел прилипать к этому стеклу, поэтому скорее всего вернусь к использованию зеркала.
Изначально думал, что по бокам корпуса будут окна со стеклянными дверцами. У первого корпуса из ЛДСП были эти окна, но т.к. принтер стоит между стеной и столом, толку от окошек нет. Поэтому стенки остались целыми, внутри на этих стенках будет крепление для катушки с пластиком.
Кто-то заметил, тут нет экрана с элементами управления. Поставить экран можно. Я сознательно отказался от него, т.к. просто управляю с компьютера. Необходимости печатать с флешки у меня не было и вряд ли предвидится.

Сегодня новые технологии появляются чуть ли каждый день. За прошедшее десятилетие люди увидели бесчисленное множество инноваций, которые реально изменили окружающий мир. Возможно, одним из самых монументальных стало изобретение 3D-принтера, устройства, которое может создавать реальные, осязаемые 3D-объекты на основе деталей цифрового дизайна. Существует много типов 3D-принтеров, каждый из которых использует различные материалы для печати, включая пластмассы, металлы, керамику, продукты питания (шоколад) и многое другое.
Многие пользователи хотели бы иметь такую новинку у себя дома. Как раз на это и рассчитывают производители, выпуская различного уровня наборы для создания принтера с нуля для продвинутых пользователей. Перед тем, как сделать 3Д-принтер, они тщательно изучают свои возможности и подбирают нужную модель в интернете.
История 3D-печати
У 3D-печати была длинная история, в ходе которой он имел различные названия, такие как стереолитография, трехмерная укладка, трехмерная печать. Последнее название прижилось и стало наиболее распространенным. В конце 1980-х и начале 1990-х годов начался рост производства присадок, используемых для быстрого прототипирования, известного как RP. Печать на базе этого расходника занимает время от нескольких часов до нескольких дней, в зависимости от выбранного проекта. RP-модели создаются с помощью автоматизированного проектирования, известного как CAD.
Перед тем как сделать 3Д-принтер, подбирают Soft-машины, способные самостоятельно определять способ создания макета. Таким образом, процедура построения изделий, печатающихся по слоям, стала известна, как трехмерная печать. Первая 3D-печать состоялась в Массачусетском технологическом институте. В начале 1990-х годов MIT инициировал практику, которую сертифицировали, как 3DP, после чего, собственно, и началась история трехмерной печати. В феврале 2011 года Массачусетский технологический институт получил лицензии на 6 корпораций и предложил 3DP для своих продуктов.
Материалы для 3D-печати
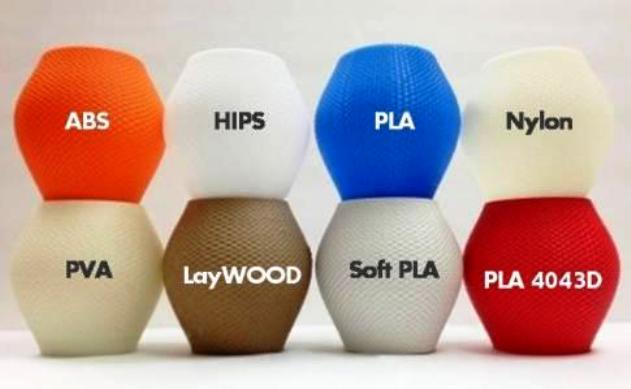
Процесс подбора печатающих материалов для 3D-печати начался уже с момента создания принтера. Сегодня промышленность предлагает довольно большой выбор расходников. Перед тем как сделать 3Д-принтер, нужно уметь выбрать правильный тип материалов для печати:
- Акрилонитрилбутадиенстирол (ABS) - популярный материал для первых трехмерных моделей. Он очень прочный, немного гибкий и может легко быть экструдирован, что делает его идеальным для этого типа печати. Недостатком ABS является то, что он требует более высокой температуры, чем, например, материал PLA. Для печати материалов ABS обычно используется температура 210-250 0 C.
- Полимагнитная кислота (PLA) является еще одним распространенным материалом среди энтузиастов 3D-печати. Это биоразлагаемый термопласт, который получают из возобновляемых ресурсов. В результате PLA-материалы более экологичны среди других пластмасс. Еще одной особенностью PLA является его биосовместимость с человеческим телом, что нужно учитывать, перед тем, как сделать 3Д-принтер для использования в домашних условиях. Структура PLA сложнее, чем у АБС, и материал плавится при 180-220 0 С, что значительно ниже, чем у АБС.
- ПВА-волокна (поливиниловый спирт) легко печатаются и используются для поддержки объекта во время процесса печати для моделей с выступами, которые обычным образом не могут быть напечатаны. Этот тип нити является отличным материалом для 3D-принтера с двойным экструдером. Он основан на поливиниловом спирте, поэтому обладает хорошими свойствами, основными из которых являются нетоксичность и способность к биологическому разложению после растворения в воде. Именно этот материал создает перспективу бизнеса на 3Д-принтере.
Пользователю необязательно печатать в 3D с пластиком. Теоретически можно печатать объекты с использованием любого расплавленного материала, который затвердевает достаточно быстро. В июле 2011 года исследователи из Университета Эксетера в Англии представили прототип пищевого принтера, который может печатать 3D-объекты с использованием расплавленного шоколада.
Формат файлов для печати

Печать на обычном принтере возможна, если он понимает формат документа. Эта способность аналогична и для 3Д-моделей, поэтому, изготавливая 3D-принтер своими руками, предварительно выбирают формат печати будущих моделей. STL-файл является одним из самых популярных форматов файлов для 3D-принтеров. Он поддерживается большим разнообразием устройств, и многие файлы можно найти в репозиториях трехмерных моделей, выполненных на базе этого формата.
STL означает STereoLithography или Standard Tessellation Language. Первоначально он был одним из основных форматов в программном обеспечении САПР, созданных системами 3D. В настоящее время этот формат можно найти во многих пакетах программного обеспечения для трехмерной печати, его просто и легко выводить, и это одна из причин, почему он стал популярным.
OBJ (Object Files) - это еще один популярный формат файлов принтеров у пользователей, которые делают 3D-принтер своими руками. Первоначально он использовался в пакете анимации Advanced Visualizer, разработанном Wavefront Technologies. OBJ-файл представляет собой трехмерную геометрию и содержит несколько различных атрибутов:
- вершинные нормали;
- геометрические вершины;
- многоугольные грани;
- координаты текстуры.
Файлы объектов печати могут быть либо в ASCII (.obj), либо в двоичном формате (.mod).
Дизайн 3D-принтера
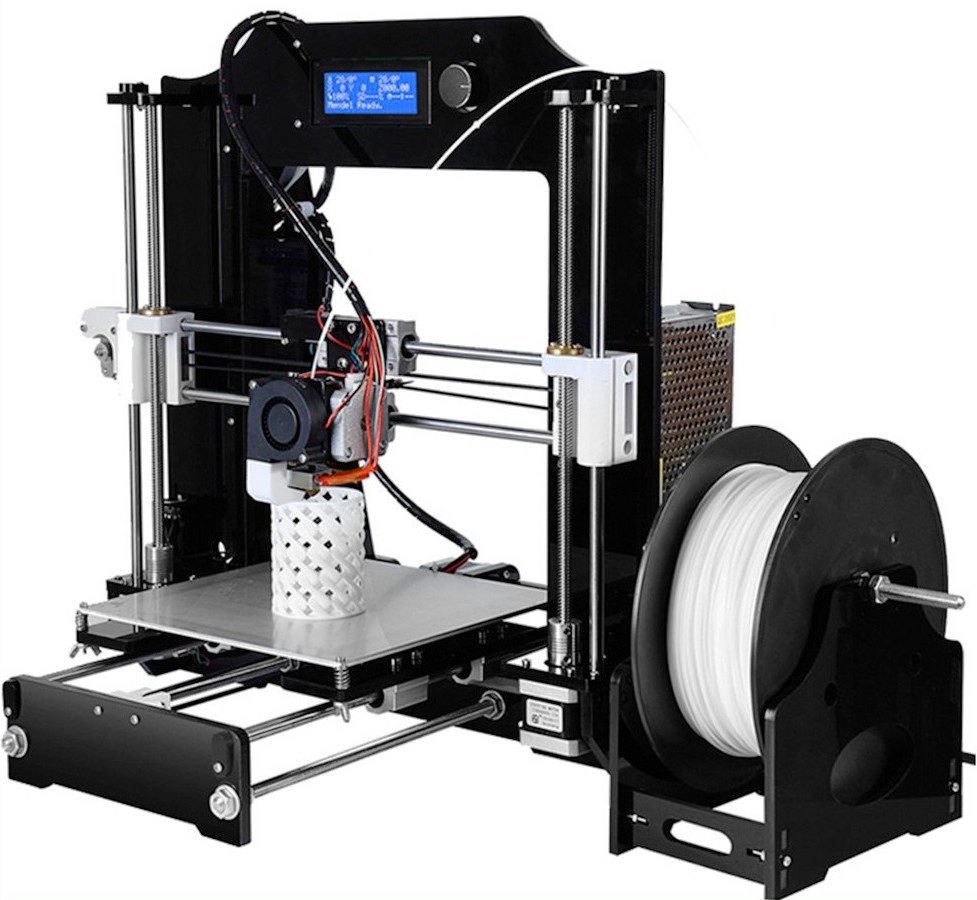
Первым шагом в процессе проектирования принтера, перед тем как собрать 3D-принтер, является поиск самого простого дизайна, например, макетов Maker Mendel или RepRap, которые в качестве образца для корпуса применяют форму коробки. Некоторые изобретатели используют для основания принтера обычные деревянные или пластиковые ящики, элементы которых можно будет менять местами, подгоняя под макеты будущих трехмерных печатных деталей. Эта конструкция станет будущей основой для принтера.
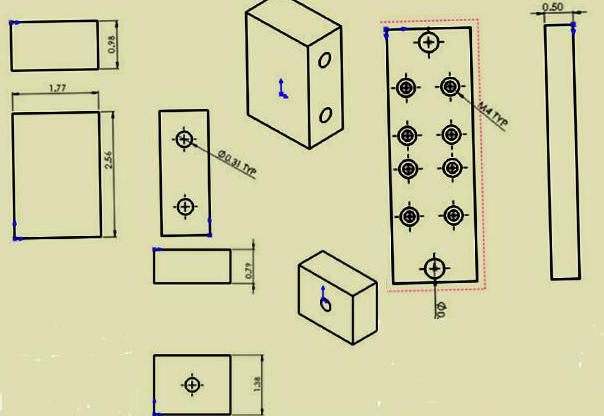
Затем выбирают конфигурацию ремня, который будет обеспечивать эффективную базовую конструкцию. Для способности взаимодействовать с Arduino выбирают контроллер. 3D-модели были разработаны с использованием SolidWorks. Конструкцию собирают по чертежам, предварительно изготовив металлические и деревянные детали для 3D принтера, как указано, например, в чертежах ниже.
3D-объект нуждается в трех осях, которые должны быть представлены в трехмерном пространстве печати. Задача состоит в том, чтобы любая точка в пространстве была представлена тремя координатами, которые обычно перечисляются в порядке X, Y, Z. Каждая координата предоставляет информацию об одном направлении или оси, каждая из которых перпендикулярна двум другим. Одна координата указывает положение вдоль линии, две в плоскости и три в пространстве.
В 3D-печати используются различные механизмы для маневра на определенной оси, что четко обозначено на чертежах 3Д-принтера. Они имеют две общие системы: декартову и дельту, используют технологию FDM, обладают различными механизмами навигации экструдера в пределах пространства для печати. В сплавленном моделировании осаждения для создания слоев используется полимер термического отложения. Этот процесс очень зависит от осей 3D-принтеров X, Y и Z.
В зависимости от рассматриваемого принтера горячий конец будет перемещаться в одну, две или все три из этих осей. Таким образом, система оси обеспечивает работу 3D-принтера и дает глубину и дизайн объекта. Если бы были только две оси, допустим, оси X и Y, тогда дизайн объекта был бы плоским, что было бы похожим на печать с помощью струйного принтера. Обычно оси X и Y соответствуют боковому движению, а ось Z соответствует вертикальному движению. Чтобы избежать путаницы при сборке 3Д-принтера, принимают за основу такое положение осей:
- Z определяется, когда пользователь стоит лицом перед 3D-принтером, тогда инструмент, движущийся вверх и вниз, является осью Z.
- X - это инструмент, перемещающийся влево или вправо, а инструмент, перемещающийся назад и вперед - является осью Y.
Изготовление рамы устройства

Отрезают линейные стержни по размеру, согласно чертежам. Например, средние стержни - 260 мм, а боковые стержни - длину 250 мм. Сдвигают боковые линейные стержни в блоки, они будут осью Y. Помещают линейный подшипник сверху каждого блока и отмечают, где должны проходить отверстия. Просверливают эти отверстия сверлом под винты, чтобы в дальнейшем удерживать подшипники. Отмечают отверстия в самой тонкой части блока и просверливают два отверстия диаметром 8 мм.
Помещают средние линейные стержни в эти отверстия - это и будет ось X. Поворачивают блок так, чтобы линейный подшипник был внизу. Укладывают два временных шкива в центр между монтажными отверстиями для линейного подшипника. Помещают винт через зубчатые шкивы, используя отвертку, чтобы зафиксировать их на корпусе. Эти блоки позволяют экструдеру для 3Д-принтера перемещаться вдоль оси Y. Это самый простой макет корпуса принтера. Можно сделать рамку из экструдированного алюминия с 8 отверстиями в ластовицах, что хорошо работает и обеспечивает жесткую и стабильную конструкцию.
Этот проект переработан для использования линейного рельса и соответствующего подшипника. В салазках имеются отверстия для крепления стандартных концевых выключателей для оси X и Y.
Монтаж оси Z
Берут опорный блок сборной плиты. Отмечают блок с обеих сторон в центре, на 2 см от самого длинного края. Выполняют отверстие сверлом. Закрепляют гайками все винты в монтажных отверстиях. Крепления должны быть жесткими. Помещают соединители вала на два оставшихся шаговых двигателя и используют шестигранный ключ, чтобы затянуть их надлежащим образом.
Помещают винты на другом конце муфты и снова затягивают их. Используют Zip-галстуки для закрепления шаговых двигателей на дне корпуса. Помещают опору монтажной пластины на резьбовые винты и отпускают винты, чтобы опустить плиту. Сдвигают верхние пластины над резьбовыми соединениями, чтобы убедиться, что все на месте.
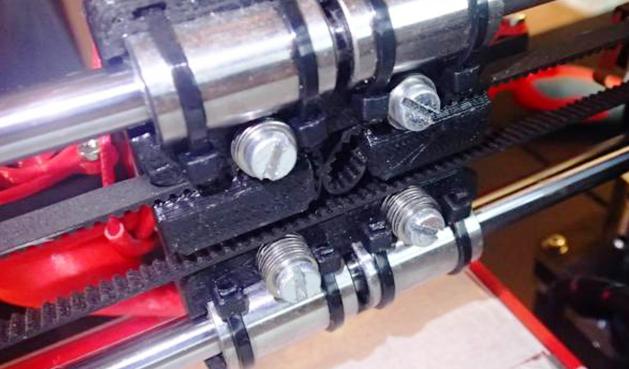
Создание оси X
Теперь собирают детали для натяжного устройства X-оси. Эта часть будет вставлена в прорезь X-оси. Один болт будет использоваться для натяжения ремня, а другой для крепления стальных стержней на X-оси. Используют сверло 8 мм для выравнивания 4 отверстий для вставки стержней оси X.
Прежде чем продолжить сборку, собирают другую часть, необходимую для крепления горячего конца экструдера. Добавляют линейные подшипники к печатной части и закрепляют их кабельными стяжками в поясе, который управляет осью X. Для того чтобы продолжить создание оси X устройства 3Д-принтера, сначала завершают монтаж оси Z.
Используют гладкие стальные стержни толщиной 8 мм x 320 мм и сдвигают линейные подшипники колесных и ходовых частей оси X внутри каждого из них. Чтобы это выполнить, может понадобиться ослабить части Z-AXIS-TOP. Ось Z закончена, и можно перемещать гладкие стальные стержни для оси X, не забывая прикрепить X-CARRAGE и пропустить горизонтальные стержни оси X через него.
Ходовая часть оси Х будет идти слева, а правая сторона будет иметь холостой ход оси Х вместе с частями шкива и натяжителя. На этом этапе можно присоединить шаговый двигатель оси X с шестерней GT2, и добавить ремень. Теперь используют болты для крепления стержней оси X на месте, а болт M4 натягивают ремень.
Закрепление Y-MOTOR оси
Когда основание рамки будет построено, можно продолжить завершение закрепления оси Y. Для этого понадобятся следующие детали для 3D-принтера:
- NEMA 17 HR 0,9 градуса на шаг 4,0 кг/см шагового двигателя.
- Номер детали: 42BYGHM809.
- 20-ти зубчатый шкив GT21 метр газораспределительного механизма GT2.
- Винты 5x M3 x 12 мм.
- Шайбы - 4x M3.
- Гайки - 2x M3.
Начинают с присоединения шагового двигателя к части Y-MOTOR на задней части рамы. Также прикрепляют шкив GT2 к валу двигателя. После чего нужно его отрегулировать.
Далее подключают Y-BELT-HOLDER к платформе рабочей площадки. Используют винты M3 x 12 мм с шайбами и гайками. Ось Y будет перемещена с использованием ремня GT2. Теперь прикрепляют ремень GT2 и оборачивают его вокруг шкива GT2. Закрепляют ремень к Y-BELT-HOLDER с помощью кабельных стяжек, и регулируют натяжение ремня с помощью винта M4 на Y-образном упоре.
Установка экструдера
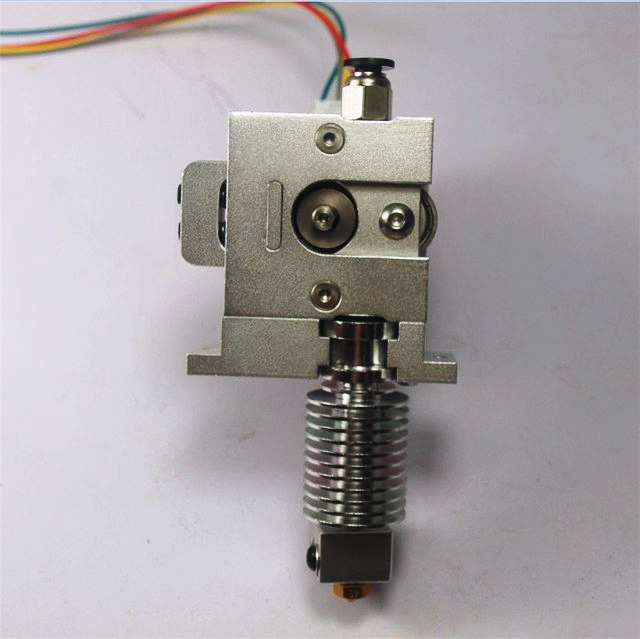
После того как готов стол для 3Д-принтера, устанавливают экструдер. Помещают два линейных подшипника на средние линейные стержни. Проверяют, насколько далеки друг от друга осевые подшипники. Отмечают, где они сели и где должны быть отверстия. Выполняют эти отверстия с помощью сверла. Закрепляют линейные подшипники винтами. Далее нужно отметить середину блока от линейных подшипников и выполнить другие монтажные отверстия. Помещают направляющие стержни против середины четырех отверстий. Передвигают экструдер, чтобы закрепить экструдер на месте. Эта конструкция позволит в дальнейшем снимать или модернизировать его.
Экструдер состоит из термистора, который измеряет температуру, нагревательного элемента и головки. Термистор и нагревательный элемент входят в отверстия на головке экструдера, как показано на рисунке. После окончания монтажных работ осуществляют соединение электрической схемы экструдера.
Настройка программного обеспечения
Когда механическая и электрическая части устройства собраны, приступают к установке программного обеспечения и начинают подготовку платы RAMPS 1.4. Некоторые модели платы уже собраны производителем, а другие требуют, чтобы пользователи припаяли несколько разъемов. Плата RAMPS должна иметь разъемы с перемычками. Шаговые двигатели перемещаются ступенчато, что позволяет им быть очень точными.
Аккуратно соединяют платы RAMPS с Arduino. Убеждаются, что USB-устройство Arduino находится под контактом D10. Чтобы начать работу, загружают последнее официальное программное обеспечение Arduino Environment. При загрузке просто дважды нажимают на ссылку, чтобы начать установку, далее соглашаются со всеми параметрами по умолчанию, в том числе по установке драйвера USB.
Проводят подключение Mega 2560 к компьютеру и тестируют его. Вставляют USB-кабель в Mega и компьютер. При этом не нужен отдельный адаптер, будет использован блок питания для 3Д-принтера. Компьютер сам установит необходимые драйвера из программного обеспечения, установленного ранее. Пользователь может увидеть, какой COM-порт установлен.
Если программное обеспечение использует локализованный язык, можно изменить его, выполнив действия: Файл -> Настройки -> Язык редактора -> Выбор языка. Перегружают программное обеспечение Arduino. Выполняют первоначальную настройку Mega. Выбирают модель: Инструменты -> Совет -> Arduino Mega или Mega 2560. ПК запоминает этот выбор для использования его в будущем.
Далее выполняют настройку прошивки Marlin. Открывают Arduino IDE: Файл -> Открыть, далее переходят в папку Marlin-Development и в папку Marlin. Выбирают и открывают файл Configuration.h или Marlin.ino. Открывается новое окно, содержащее Marlin.ino и открывают вкладку Configratuin.h.
Сохраняют файл, если были внесены какие-либо изменения. Устанавливают скорость. Базовая скорость по умолчанию составляет 250000. Если это создает какие-либо проблемы с компьютером, то можно изменить ее на 125000.
Приступают к определению температурных настроек. Существует список с 20-25 различными вариантами для каждого датчика. Ниже перечислены параметры, которые определяют входы датчиков на плате RAMPS 1.4. По умолчанию определяется SENSOR_0 с опцией 1, которая означает, что // 1 - это 100-кратный термистор - лучший выбор для EPCOS 100k (4,7 тыс. Pullup), или, другими словами - это стандартный термистор, используемый для измерения температуры для 3D-принтеров.
TEMP_SENSOR_0 - это термистор Hot-end. Другие датчики сконфигурированы с опцией 0, что приводит к отключению:
Определяют минимальную и максимальную температуру горячей и холодной рабочей поверхности стола. Минимальные настройки по умолчанию равны 5, в этом режиме просто проверяется работа термистора, чтобы убедиться, что провода не расплавлены или повреждены иным образом.
Можете определить MINTEMP как 0, прописывая:
Максимальная температура по умолчанию:
Если печатается ABS и нужна температура в 230 0 С или около того. Удаляют // на линии с помощью BED_MAXTEMP. Если пользователю нужны более сложные настройки, то обращаются к инструкции по наладке программного обеспечения на профильном сайте.
Многие уже считают, что трехмерная печать в будущем - это не модная волна амбициозных, пластиковых трюков, а революция в обрабатывающей промышленности и мировой экономике. Хотя трехмерная печать, безусловно, позволит пользователям изготовить изделия для личного употребления, но есть предел их возможностей. Не так многое сегодня можно выполнить самостоятельно с дешевым принтером и трубкой из пластика. Реальные экономические выгоды и рост бизнеса на 3Д принтере, скорее всего, будет наблюдаться, когда 3D-печать будет широко принята крупными компаниями в качестве центрального компонента обрабатывающей промышленности.






Все материалы добавляются пользователями. При копировании необходимо указывать ссылку на источник.
Читайте также: