
Щетка для очистки полотна ленточной пилы своими руками
Добавил пользователь Владимир З. Обновлено: 19.09.2024
Для проверки правильности натяжения ленточной пилы выполняйте тест на вибрацию .
Усилие натяжения для пил Silco должно быть около 100-150 кг/см 2 , в частности, пилы шириной 32-51 мм для ленточных пилорам должны натягиваться усилием примерно 130-150 кг/см 2 .
Для измерения натяжения ленточной пилы на Вашем станке должен быть какой-нибудь прибор (динамометр, манометр и т.п.). Если у Вас его нет — воспользуйтесь нашим тензометром.
Используемое усилие натяжения также в значительной степени зависит от конструкции Вашего станка или пилорамы. Чтобы использовать ленточные пилы в максимальной степени, если возможно, всегда старайтесь выполнять нижеприведенные рекомендации.
А. Для станков с механическим натяжением.
Б. Для станков с гидравлическим натяжением.
- Произведите вышеперечисленные операции. При этом снижайте и повышайте давление ступенями по 10-12 кг. После того, как Вы устранили вибрацию, добавьте еще 25 кг. Запомните давление на шкале манометра.
ВСЕГДА СНИМАЙТЕ НАТЯЖЕНИЕ ПИЛЫ В ПЕРЕРЫВАХ МЕЖДУ РАБОТОЙ
В следующий раз, когда Вы снова будете пользоваться лентой, используйте запомненные вами установки, чтобы не повторять тест на вибрацию.
В. Для станков с пневматическим натяжением.
- Произведите вышеперечисленные операции. При этом снижайте и повышайте давление ступенями по 5 кг. После того, как Вы устранили вибрацию, добавьте еще 5 кг. Запомните давление на шкале манометра.
ВСЕГДА СНИМАЙТЕ НАТЯЖЕНИЕ ПИЛЫ В ПЕРЕРЫВАХ МЕЖДУ РАБОТОЙ
В следующий раз, когда вы снова будете пользоваться лентой, используйте запомненные вами установки, чтобы не повторять тест на вибрацию.
ВНИМАНИЕ: ЕСЛИ ВЫ НЕ БУДЕТЕ ПРОИЗВОДИТЬ ТЕСТ НА ВИБРАЦИЮ ДЛЯ НАШИХ ПИЛ ИЗ СПЕЦИАЛЬНОЙ КРЕМНИЕВОЙ СТАЛИ, ВЫ БУДЕТЕ ПЕРЕТЯГИВАТЬ ИХ И НЕ ПОЛУЧИТЕ ТУ ИЗНОСОСТОЙКОСТЬ И ДОЛГОВЕЧНОСТЬ, НА КОТОРУЮ СПОСОБНЫ НАШИ ВЫСОКОПЛАСТИЧНЫЕ ПИЛЫ.
2. Подбор правильной смазки для лезвия ленточной пилы.
Никогда не используйте воду в качестве смазки для ленточных пил. Вода не смазочный материал и не должна использоваться по многим причинам. Мало того, что вода недопустима как смазочный материал, она также вызывает ржавление полотна, вызывая коррозию, и несоответствующее раздувание стружки. Это преждевременно уничтожает тело ленты, и углубления между зубьями пилы. Вода это также мокрые шины или клиновые ремни.
Не нужно смазывать полотно, если смола не налипает на полотно пилы. Если налипание действительно происходит, мы можем предложить Вам следующее:
Для получения правильной смазки смешайте высокоадгезионное масло для бензопил пополам с керосином или дизельным топливом. Наносите полученную смесь с помощью распылителя на обе стороны полотна каждые четыре минуты во время работы станка. После смазывания шум от пиления снижается более чем на 50%. Не наносите смазку до тех пор, пока шум не начнет возрастать. Вы должны смазывать обе стороны пилы.
Смазка полотна увеличивает срок службы ленты более чем на 30%. Экономно применяя смазку, Вы сможете распиливать высокосортный лес, не пачкая его; также мы считаем, что это продлевает срок службы резиновых прокладок.
3. Всегда ослабляйте натяжение ленточной пилы.
Когда Вы закончите работу, снимите натяжение с пилы. При работе ленточные пилы всегда нагреваются и удлиняются, а затем при остывании укорачиваются во время каждого периода охлаждения. Поэтому пилы, оставленные на шкивах в натянутом состоянии перегружают сами себя, и на них образуется отпечаток от двух шкивов, который вызывает появление трещин во впадинах между зубьями. Когда Вы оставляете ленту на станке под натяжением, Вы не только деформируете обод и поверхность ремней (что делает их очень грубыми), но и прикладываете чрезмерное напряжение на подшипники и валы. Хотите верьте — хотите нет, Вы можете рано или поздно повредить геометрию шкивов и значительно уменьшить их срок службы. Также Вы разрушаете Ваши резиновые прокладки и клиновые ремни.
4. Выбор правильного развода зубьев.
Развод правильный, если в пространстве между полотном пилы и обрабатываемой древесиной у Вас находится смесь 65-70% опилок и 30-35% воздуха. Признаком того, что Вы выбрали правильный развод, является удаление из пропила 80-85% опилок. Если у Вас слишком большой развод зубьев для имеющейся толщины древесины, то в пропиле у Вас будет находиться слишком много воздуха и недостаточно опилок. У Вас будут чрезмерно большие потери на опилки, и возможно это будет сопровождаться следами зубьев на поверхности доски. Если у Вас недостаточный развод, Вы не подучите достаточно сильного воздушного потока для удаления опилок из пропила. Признаком этого являются горячие опилки. Это может нанести самый разрушительный вред ленточной пиле: рабочие интервалы будут короткими, пила преждевременно выйдет из строя. Опилки должны быть холодными на ощупь, а не теплыми или горячими. И, наконец, при недостаточном разводе и неправильном угле заточки пила будет вырезать на доске волну.
Типичный пример: Если Вы пилите 35 сантиметровое бревно, при этом опилки теплые на ощупь, скорость подачи нормальная, выдерживаются длинные рабочие интервалы, к тому же высасывается, по меньшей мере, 85% древесной пыли — развод зубьев пилы правильный. Затем вы принимаетесь за 60-ти сантиметровое бревно. Логично было бы вдове увеличить развод зубьев при увеличении массы дерева на 100%. Фактически, в этом случае вы должны увеличить разводку зубьев приблизительно на 20%. С нашей точки зрения, вы не можете работать при одной и той же разводке зубьев с бревнами разного диаметра, строевым лесом и брусом. Вы должны сортировать лесоматериал.
На каждые 20-25 см увеличения в размере, вы должны увеличивать разводку примерно на 18% в зависимости от того, древесина твердая или мягкая, влажная или сухая. Единственный способ добиться нужной разводки — провести контрольные распилы определенного бревна. Увеличивайте разводку на 0,05-0,10 мм с каждой стороны до тех пор, пока не станут видны следы зубьев. Это означает, что вы работаете при смешении воздуха и опилок в пропорции 50/50. После этого уменьшите разводку зубьев на 0.75 мм с каждой стороны, и вы достигнете нужного результата.
ОЧЕНЬ ВАЖНО: ВЫ ДОЛЖНЫ РАЗВОДИТЬ ТОЛЬКО ВЕРХНЮЮ ТРЕТЬ ЗУБА, А НЕ СРЕДНЮЮ ИЛИ НИЖНЮЮ. ВАМ НЕ НУЖНО, ЧТОБЫ ВПАДИНА МЕЖДУ ЗУБЬЯМИ ЗАПОЛНЯЛАСЬ ПОЛНОСТЬЮ ПРИ ПИЛЕНИИ.
Когда вы работаете с мягкой древесиной, будь она влажной или сухой, стружка увеличивается в объеме в 4-7 раз по сравнению с ее состоянием на клеточном уровне. Твердые породы дерева, влажного или сухого, увеличиваются в размере лишь в 0.5-3 раза, освободившись от клеточной структуры. Это означает, что если вы распиливаете 45 см сосновые бревна, вам потребуется развести зубья на 20% больше, чем когда вы работаете с такими же дубовыми бревнами. Всегда разводите зубья перед затачиванием. Нужно, чтобы конец зуба располагался перпендикулярно к полотну ленты. Разведите зубья на 0,02-0,03 мм больше требуемого, и после заточки развод будет таким, какой вам нужен. Важно знать, что существует реальная формула правильного развода зубьев.
Мягкая древесина с большим количеством сучков
5. Процедура затачивания
Существует только один способ затачивания ленточных пил. Камень должен пройти по поверхности зуба вниз, вокруг основания впадины между зубьями и вверх вдоль обратной стороны зуба одним непрерывным движением. Саму впадину трогать не надо.
Пространство между зубьями (галлет) — это не мусороприемник для опилок. Фактически, это вторая наиболее твердая часть пилы. Хороший галлет подобен перевернутому крылу самолета. От него зависит силовой поток воздуха, охлаждение стали и удаление опилок. Если у вас правильный развод зубьев, воздух подается вдоль бревна с той же скоростью, что и пила, в результате опилки засасываются в галлет. Опилки значительно охлаждают его, проходя вокруг внутренней и внешней стороны следующего зубца. Вы нужно следить за тем, чтобы пространство между зубьями было заполнено на 40%, что обеспечит нужную степень охлаждения и увеличит время работы пилы.
Если вы затачиваете только лицевую и заднюю стороны зуба, вы нарушаете целостность впадины, что приведет к поломке пилы.
Итак, вы проверили свой индикатор и точность развода зубьев, которые фактически разведены на 0,02-0,03 больше того, что вам требуется. Вы дважды проверили угол подачи затачивающего устройства, и он именно тот, что Вам нужен. Теперь Вы можете приступать к заточке пилы.
6. Правильный угол заточки.
Благодаря глубоким галлетам мы можем использовать уменьшенные углы заточки, которые передают меньше тепла на кончик зуба. В серии лент Silco используется угол наклона зуба 10 градусов, который способен проникать в большинство поверхностей древесных пород от средне твердых до средне мягких.
Если вы работаете с очень твердыми породами дерева (например, дуб, орех, ясень или с промерзшей древесиной) пила, возможно, будет приподниматься в процессе распиливания. Это называется отталкиванием. Угол наклона зуба должен быть вновь уменьшен до 8°. Вы заметите, что при переходе угла от 10° до 8°, зубец принимает более перпендикулярное положение, таким образом, увеличивается проникающий фактор.
Если угол наклона кончика зуба увеличивается от 10° до 12°, это приводит к уменьшению проникающей способности в твердые породы. Если вы пользуетесь углом наклона в 8° для мягких пород дерева пила может вибрировать от перенапряжения, если дерево не сучковатое. При наличии твердых сучков угол наклона должен составлять 8°. С другой стороны, если при работе с очень твердыми породами дерева угол наклона составляет 12° зуб срывается с твердой поверхности, потому что конец зуба направлен слишком сильно вперед. Угол наклона крюка в 12° вызывает эффект отталкивания, что приводит к поднятию пилы вверх. Лента пилы зажимается в своем движении, пилит прямо поперек и по окончании процесса опускается. Это также приводит к перегреву ленты и ее перенапряжению.
Убедившись в том, что Вы выставили правильный угол наклона зуба, а галлет математически точно соответствует этому наклону, Вы добьетесь прямого распиливания. Вы должны понять, что развод зубьев и выставление угла наклона зуба взаимосвязаны, они работают вместе. Мы производим ленточные пилы с четырьмя видами развода зубьев при угле наклона зуба 10°. Что бы Вы не пилили, в 70% случаев этот угол наклона идеально подходит для работы.
Предостережение: Вы доверяете шаблонам и измерительным приборам на Вашем заточном станке. Но едва ли они точны. Машины изнашиваются. Штифты и направляющие, по которым движется задняя часть ленты на заточном станке, изнашиваются. Лента начинает скользить на угол, всего лишь на угол в несколько градусов, а Вы не способны заметить это, но чувствуете, что что-то не так, как только начинаете работать на заточенной ленте. Чтобы получить представление о степени изношенности вашего заточного станка, подумайте о следующем. Лента пилы при длине 4000 мм пройдет вдоль заточного устройства минимум дважды при каждой заточке.
Вы заточили 50 лент.
В целом это составит 400 м протяженности лент, которые трутся задней
стороной о штифты центровки, разбалтывая их. Как же Вы узнаете, правильно ли выставлен угол наклона зуба? С помощью транспортира. Без него Вы можете полагать, что угол наклона выставлен правильно. Мы проанализировали свыше 4000 пил с 1992 года. И более половины всех проблем вытекали из неверного предположения, что угол заточки выставлен правильно.
Вся представленная на сайте информация, касающаяся комплектации, технических характеристик, а также стоимости носит информационный характер и ни при каких условиях не является публичной офертой.

Ленточная пила относится к опасной группе техники, которую используют в промышленной и строительной сферах. Небольшие агрегаты часто применяют и в быту для обработки деревянных материалов, причём их можно купить или сделать своими руками. Важно знать нюансы сборки аппаратуры, ознакомиться с размерами полотен и параметрами зубцов для безопасной и качественной работы в дальнейшем.
Параметры ленточных пил
Такое оборудование приносит массу положительных моментов, если требуется обработка дерева. В домашних условиях она необходима при ведении малого бизнеса по производству мебели.
Некоторые типы пил позволяют дополнительно работать со следующими материалами:
Высокая плотность этих материалов требует использования аппаратуры, которая включает детали и расходные части из усиленной стали. Если использовать стандартную сталь, то при обработке металла или камня диск и зубья за короткий период деформируются, поэтому требуется подготовка к работе заранее.
Учитывают не только вид обрабатываемого материала, но и производственные масштабы. От этого зависит выносливость и мощность покупаемого оборудования. Для разового использования можно купить дешёвую ленточную пилу или сделать её из подручных средств и инструментов, но для интенсивной работы требуется серьёзный и дорогой агрегат.
Размер и шаг зубьев полотна
При выборе пилы необходимо обратить внимание на размер самого станка. Требования описаны в инструкции при покупке агрегата, но существуют некоторые нюансы, которые там не указаны.
Следует учитывать следующие дополнительные рекомендации при выборе пилы:

- Для продольного пиления выбирают широкие пилы, которые отличаются ровным и качественным пилением.
- В тех случаях, когда обрабатывается тонкая заготовка, используют инструмент с небольшой толщиной лезвия. Это важный параметр, ведь толстая пила при работе с тонким материалом повреждает его.
- Фигурная и контурная резка требует индивидуального подбора режущего элемента, но если нет возможности приобрести несколько вариантов пилы, тогда лучше выбирать средней вариант. С учётом выпускаемой ширины от 14 до 88 мм рекомендуется приобретать пилы со средним размером 35−40 мм.
На качество обработки влияет не только размер, но и шаг зубьев, расположенных на режущем лезвии. От него зависит, как быстро будет проходить работа, наличие или отсутствие повреждений.
При выборе следует учитывать следующие особенности работы:

- Крупный шаг зубьев используют исключительно при работе с тонким листовым материалом.
- Густая постановка зубьев на лезвии применяется при обработке больших полотен.
- Усреднённый вариант с переменной постановкой зубьев используется при работе с синтетическими материалами. Чтобы пила не забивалась отходами, увеличивается скорость резания.
Расположение зубьев и заточка
От разводки зубьев зависит качество обработки материала, вибрация, отсутствие деформации обрабатываемого материала и непосредственное влияние на срок эксплуатации станка. Учитывая принципы работы, важно подобрать правильный профиль. Существует несколько разновидностей профиля режущего элемента:
- Профиль, имеющий волнистую форму зубьев, используется для резки тонкого материала или заготовок небольших размеров.
- Стандартный вариант расположения зубьев используется для больших объёмов работы, контурной резки или вертикального типа монтажа станка. Зубья располагаются по обе стороны от центрального сегмента полотна, но существуют варианты с дополнительным расположением зубьев по центру.
- Самый дорогой тип профиля — это попарная (переменная) постановка зубьев. Такой тип пилы наиболее прочный из представленного ряда, эффективно справляется с нарезкой даже грубых и плотных сортов дерева, снижает нагрузку на рамку режущего элемента, что значительно увеличивает срок её эксплуатации.

Выбирая полотно, важно убедиться в хорошей заточке зубьев, однородности стали в разных участках пилы и ровности кромки. Если сосредоточить своё внимание именно на этих показателях, тогда получится купить расходный материал, который ранее ещё не использовался.
У продавца следует уточнить возможности пилы. Например, некоторые экземпляры создают с учётом повторной заточки, причём важно спросить, сколько раз разрешается повторно обновлять зубья. Затачивать сегменты на пиле, которая не предусмотрена для этого, запрещено. Это лишняя нагрузка, которая затупит зубья или сломает их.
Изготовление пилы своими руками
Учитывая все нюансы, размер и шаг зубьев на режущем элементе, можно приступать к самостоятельной сборке ленточной пилы в домашних условиях. На этом можно сэкономить значительную часть денег, но всё равно потребуется приобрести некоторые детали и материалы для сборки рабочего стола или устройства, приводящего механизм в движение.
Сборка ленточной пилы по дереву своими руками по чертежам включает следующие элементы:

- ленточный шкив;
- режущий элемент для ленточного станка;
- клиновый ремень типа А710;
- штангу несущую;
- направляющие;
- шкивы;
- электродвигатель с выбором мощности в зависимости от объёмов выполняемой работы;
- ремённый привод;
- кронштейн;
- две гайки типа М12 (2 шт.);
- ремень клиновый;
- направляющую;
- демпфер;
- штангу несущую;
- опору верхнюю;
- ползун;
- регулировочный винт;
- привод для верхней ленты.

Некоторые детали легко заменить подручными материалами, которые есть практически у любого человека в гараже. Другие элементы станка требуют покупки производственных моделей. Например, электродвигатель невозможно собрать своими руками, а оборудование со стиральной машинки или аналогичной техники не подойдёт из-за недостаточной мощности.
Устройство и сборка станка

Нет ничего сложного в том, чтобы собрать самодельную ленточную пилу своими руками. Здесь нужно изучить все нюансы и подготовить необходимый материал. Основная часть столярного станка — это рабочий стол, на котором осуществляется обработка дерева, металла, камня или синтетики. Конструкция предусматривает круговое движение режущего элемента, который оказывает воздействие на заготовку и закрепляется двумя шкивами.
Сразу стоит отметить, что чертежи самодельной ленточной пилы по дереву подойдут только в том случае, если есть помещение соответствующих габаритов. Столешница и станина с установленным агрегатом имеет внушительные размеры, которые просто не влезут в маленькое помещение. Такое оборудование используют для роспуска больших брёвен, но для обработки мелких заготовок подойдёт и мини-станок.
На первом этапе работы составляют в специальной программе чертежи ленточной пилорамы своими руками. Существует и масса уже готовых схем по сборке этого агрегата, но они могут требовать некоторых изменений под габариты помещения, объёмы работ и обрабатываемого материала.
Станина и блок шкива
Рама станины является несущей частью, которая удерживает на себе большой вес всей конструкции. Нагрузка из-за вибрации в процессе работы усиливается в несколько раз, именно поэтому станина должна быть изготовлена из металлических профилей, которые необходимо сварить. Для станков среднего и малого размера за неимением металлических профилей подойдёт деревянный материал, но это должна быть цельная доска шириной 20 мм, а не ДСП или листы фанеры.
Доски соединяются таким образом, чтобы слои соединялись на пересечении волокон. Для дополнительного усиления рамы, собранной из брусков, используют саморезы, специальный клей, крепления и любые другие методы соединения. В итоге вся конструкция должна соответствовать функциям демпфера, который гасит рывки и вибрацию, получаемую во время работы режущего элемента. Для этого станина должна быть жёсткой и упругой.
Ещё одна важная деталь — это блок верхнего шкива, который держит в натяжении полотна. Колёсный вал монтируется во вставку, расположенную на внутренней части рамки. Ось регулируется с помощью двух резьбовых шпилек, которые монтируются в древесный материал с помощью гаек.
Верхняя (торцевая) часть станины обеспечена специальным винтовым механизмом, который отвечает за вертикальное перемещение по направляющей. Всю конструкцию усиливают путём установки добавочных шайб, которые привариваются к поверхности. С тыльной стороны предусматривают фланец, на котором фиксируется вал для выточки.
Особенности столешницы и шкива

Для изготовления шкива потребуется несколько листов фанеры, которые склеиваются между собой, а потом в них проделывают отверстие под подшипники. Колёса из фанеры должны иметь размер около 30 мм толщиной. Пилорама должна быть устойчивой и поэтому дополнительно монтируется подшипник, зафиксированный на муфте. Сделать это можно путём установки шайбы на вал с внутренней стороны и закрепления фланца с противоположной стороны.
Дальше колёсам следует придать форму бочки и обклеить поверхность велосипедной камерой или аналогичным материалом. Это поможет сделать движение ленты плавным и самостоятельно её центрировать во время работы.
Если неправильно закрепить подшипник, тогда появляется проблема с колесом, которое постоянно ударяется о плоскость в процессе работы. От этого режущий элемент начинает скользить и уходить в сторону, что в итоге приводит к порче обрабатываемого материала. Чтобы избежать таких ситуаций, подшипник устанавливается за перпендикулярностью вала.
Собранная ленточная пила своими руками по металлу, дереву или камню требует установки столешницы на тумбовое основание. Внутри её помещается мотор и пусковой механизм. Они отвечают за движение полотна, скорость и время его работы. Для изготовления такого стола часто используют фанеру, которую дополнительно обшивают текстолитом.
Нагрузка на столешницу минимальная, поэтому такого материала вполне достаточно для работы. Чтобы упростить работу, её оснащают самыми разными функциями. Например, столешницу оснащают поворотным механизмом для удобства распила заготовки под заданным углом. Параллельный упор или установка роликовой системы добавит столу горизонтальные движения, которые значительно ускоряют обработку.
Настройка ленточнопильного оборудования

Исправная и качественная работа столярной установки зависит напрямую от настройки оборудования. Существует схема наладки установки. Вначале устанавливают колёса параллельно друг другу. Дальше устанавливают фторопластовые шайбы, необходимые для предотвращения вертикального смещения.
В первый раз запуск выполняют без направляющих. На этой стадии проверяют плавность запуска и чистоту работы двигателя, а дальше уже проводят тестовый распил с использованием полотна, но с минимальными нагрузками. Для работы с увеличенной нагрузкой используют блок с направляющими лентами. Такая конструкция состоит из двух половинок, которые устанавливают по линии режущего полотна.
Раньше мастера своими руками делали не только станки, но и режущее полотно. Самостоятельно замкнуть ленточный агрегат в кольцо сложно и тут требуется уже хоть какой-то начальный опыт в сборке станка. Ручным методом проводят и заточку по шаблону. Всё это можно сделать самому, сэкономив свои деньги, но современный рынок просто набит всевозможными приспособлениями и деталями, которые улучшают качество обработки материалов или делают аппаратуру многофункциональной. Главное в этом деле — помнить о технике безопасности, ведь производственные модели или самодельные представляют большую опасность для здоровья человека.

Всем здрасте. Продолжаем тему по ленточному станку.
Для того чтоб пила не съезжала при пилении, нужны упорные подшипники. Узел состоит из трех подшипников и двух уголков.



Отверстия нужно делать овальные, чтоб регулировать зазоры между ними и лентой. Таких узлов нужно два. Второй ставится под столом. Выдвижная штанга состоит из двух сваренных уголков и вставленной профильной трубы. Фиксируется болтом через приваренную гайку. Корпус штанги прикручен болтами к горизонтальному уголку и имеет подвижность для регулировки.



Так же сварено основание и рамка стола.


На рамке прикручен лист ДСП.
Установлена защита ленты с противоположной от реза стороны, и короб на верхнее колесо.
В старом моторе был замкнут якорь, и пришлось его заменить. Он переехал на другую сторону, так как мешал наклону стола.
Вот такой станочек получился.

ТТХ. Высота 112 см.
Ширина 82 см.
Глубина 54 см.
Это со столом. Если снять его, то размеры будут меньше.
Ширина 62 см.
Глубина 37 см.
Более подробно про все узлы в ролике.
Часть1
Тест
Спасибо за внимание.
Комментарии 7


Но у твоего мощей не хватит!) Но осторожность прежде всего!

Но очень! Рука главное на месте!) Ну и станок был побольше на 380 и ведущие колеса метрового диаметра! Лента шириной 50 мм и длинной около 5 метров. Кожух на максимум подняли для большой заготовки а ленту не проверили на наличие трещин. А так как станок ещё совдеповский то системы лентоулавливания не было и при обрыве лента как змея вылетает и наматывается !

Виды сварки
В деревообрабатывающей промышленности широко используются пилы, главной особенностью которых является непрерывная режущая поверхность. Она представляет собой кольцо из ленты с металлическими зубцами.
Сварка ленточных пил лежит в основе их изготовления, поскольку они получаются путем соединения заранее подготовленной ленты в кольцо. Данный процесс используется также и в их ремонте. В данной статье будет рассказано об основных особенностях сварки подобных приспособлений.
Сварочные работы
Сварка ленточных пил подразделяется на несколько этапов. На каждом технологическом этапе необходимо строго придерживаться методики, чтобы достичь наилучшего результата.
Существует несколько типов устройств позволяющих осуществлять процесс соединения. Обычно они функционируют следующим образом: кромки концов пилы соединяются посредством их стыковки и пропускания через них тока.
Аппараты сварки сопротивлением – один из видов оборудования, позволяющих надежно соединять концы режущего инструмента. Они отличаются небольшой стоимостью, однако и производительность у них невысокая.
Подобное оборудование отлично подойдет для маленьких объемов работ, особенно эффективным оно будет в ремонте пил производственных лесопилок.
Чертеж соединения ленточных пил.
Данный метод предполагает высокое качество подготовки стыка и электродов, а также правильность выбора режимов. Аппараты функционирующие по принципу оплавления предлагают более высокую производительность. Кроме того они способны работать со всеми типами полотен. Такие устройства относят к среднему классу.
Метод также требует хорошую подготовку поверхности, правильность выбора режимов и учет расхода металла.
Автоматические устройства, работающие по технологии оплавления, требуют от оператора станка только лишь установки качественных материалов, а также их снятия после завершения обработки. Широкое использование данный инструмент получил в профессиональных мастерских и сервисных центрах.
Процесс сварки пил, как уже было отмечено выше, разделяется на этапы, каждый из которых будет описан ниже.
Резка
Помимо станка для сварки пил потребуются и некоторые другие инструменты. К ним относятся гильотинные ножницы, используемые для резки полотна. Если подобного устройства нет, тогда можно воспользоваться зубилом или отрезным станком.
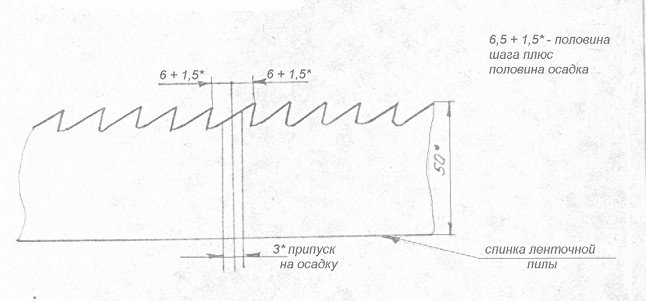
В случае выполнения соединения на ранее используемом участке, следует с каждой стороны отрезать по пять миллиметров. Рез необходимо выполнять строго перпендикулярно между зубцами. С каждой стороны оставляют пятимиллиметровый припуск.
Зачистка

Сварка ленточной пилы.
Следующим шагом является зачистка полотна для пил. В этих целях необходимо провести тщательную очистку поверхности инструмента. В качестве растворителей можно использовать ацетон или спирт.
Помимо загрязнений нужно удалить заусенцы и неровности. Проще всего это сделать на заточном станке.
Установка
После подготовки полотна в соответствии с перечисленными выше этапами, полотно устанавливают в оборудование для сварки. Кромки изделия должны совпадать друг с другом.
Такие параметры оборудования, как усилие, режим и ход осадки устанавливают исходя из выбранного для полотна материала. Необходимые режимы содержатся в таблицах, приведенных в документации к оборудованию.
Сварка
Если используется профессиональное оборудование, то стыковая сварка ленточных пил запускается посредством поворота соответствующих ручек или нажатием кнопки. Ток подается на электроды, проходит через стык, нагревает метал до температуры плавления и соединяет концы полотна между собой.
Одним из существенных параметров является время подачи тока. В автоматическом оборудовании оно составляет одну-две секунда. Если сварка осуществляется своими руками – то время задается мастером.
В случае неудачного соединения режимы меняются на более подходящие и записываются. В будущем эти значения могут быть использованы в случае сварки таких же полотен.
Отжиг

Процессы подготовки ленточных пил.
Сразу же после выполнения соединения пила не пригодна к использованию. Чтобы подготовить инструмент у применению необходимо выполнить еще несколько операций с полотном.
Сварочный аппарат делает материал пилы хрупким. Использовать его в работе становится невозможно. Решить данную проблему позволяет отжиг. Данный процесс осуществляется путем пропускания тока меньшей величины через изделие. В результате шов нагревается, а затем его охлаждают.
Контролировать температуру отжига можно с помощью пирометра. В случае его отсутствия контроль осуществляется визуально по цвету металла. Самым оптимальным является вишнево-красный цвет, а вот оранжевый или желтый свидетельствуют о перегреве.
Зачистка
Завершающим этапом является зачистка соединения от наплывшего металла. Также необходимо вывести правильную форму впадины между зубьями. В этих целях можно использовать любой абразив. Однако, как уже упоминалось ранее, лучше всего подойдет заточный станок.
Пайка ленточной пилы
Пайка ленточных пил также является допустимым способом соединения краев полотна. Если выполнить данный процесс в соответствии со всеми правилами, то в итоге удастся получить качественную и долговечную пилу, которую можно смело использовать в ленточнопильном станке или же, например, в станке по дереву.
Наиболее предпочтительным данный метод является для применения в домашних условиях.
Подготовка
Особенности сварки ленточных пил. Пайка ленточной пилы в домашних условиях – это дешевый и доступный способ изготовления режущего инструмента. Первое, что необходимо сделать перед соединением – очистить кромки полотна от каких-либо загрязнений.
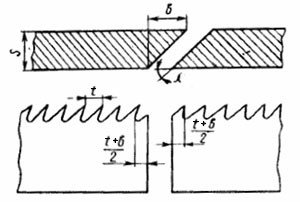
Соединять концы полотна следует встык. Важно, чтобы они были скошенными. Получить грани необходимой формы можно на абразивном круге. Форма скоса представляет собой прямоугольный треугольник, длина одного из катетов которого определяется толщиной металла.
Скошенные поверхности должны быть максимально ровными и идеально прилегать друг к другу. Не стоит забывать и о шаге зубцов. При формировании скоса, нужно позаботиться о том, чтобы шаг сохранился.
Оборудование
Существует множество способов, позволяющих нагреть металл до нужной температуры. Однако самым обычным и распространенным является применение газовой горелки. Ее пламя, если это возможно, должно быть с небольшой нехваткой кислорода или нейтральным.
В зависимости от марки выбранного припоя устанавливается температура. Важно не переусердствовать с нагревом. При определенных температурах в изделии могут произойти нежелательные структурно-фазовые превращения.
Важно иметь в своем распоряжении аппарат для сварки ленточных пил, позволяющий разместить концы полотна встык. Такое устройство можно изготовить самостоятельно по одному из чертежей, доступных в интернете.
Процесс пайки

Сварочный аппарат для сварки ленточной пилы.
По большому счету пайка данного инструмента очень похожа на такой же процесс работы с высокотемпературными припоями других изделий.
Скошенные кромки полотна покрывают флюсов и зажимают в станке так, чтобы кромки плотно прилегали друг к другу. Важно сделать так, чтобы флюс покрывал только кромки инструмента. Если сделать данную процедуру плохо, то флюс затечет туда, где он не нужен. В последствии придется потратить лишнее время на его удаление.
Затем осуществляется нагрев соединения горелкой до необходимой температуры. В стык соединения подается припой. За счет действия капиллярных сил, припой затекает между кромками. В результате по всему периметру стыка появляется полоска.
Очень важно, чтобы припой плавился не от пламени горелки, а от температуры, передаваемой от прогретого металла.
Изделию следует дать несколько минут на то, чтобы оно остыло и только после этого снимать его со станка. В случае правильного выполнения всей последовательности действий наплывы припоя должны отсутствовать. Если же они есть, то избытки нужно аккуратно удалить.
Данный способ отлично подходит для домашнего применения, например, при создании самодельного инструмента и использовать его в качестве пилы по дереву.
Ленточные режущие инструменты широко используются в различных деревообрабатывающих областях. К ним относится производство мебели, пилорамы, ленточно-делительные станки, столярные работы и т.д.
В каждой из перечисленных сфер применения пил возникает необходимость в их ремонте, который зачастую сопряжен со сваркой или пайкой. Выполнить данные процедуры можно как с использованием современного сварочного оборудования, так и с применением газовых горелок.
Читайте также: