
Резцедержатель тв 4 своими руками
Добавил пользователь Алексей Ф. Обновлено: 18.09.2024
Снял видео по просьбе тех, кто интересовался резцедержателем на моем токарном станке ТВ-4. Небольшие переделки .
Токарный станок ТВ-6. Установка быстросменного резцедержателя клинового типа 250-111. Для установки необходимо .
Всем привет! На моём токарном тв-4 обе бабки выше стандартных на 12мм, в связи с этим появилась возможность .
Делаю резцедержку для токарного станка тв4 без фрезерного и спец инструментов при помощи сварки болгарки и .
Резцедержатель под 16й и 20й резец вместо малой продольной подачи, мой вариант со смещением , чертежи мои.
При работе на токарном станке значительное время уходит на замену резцов. Решил сделать несколько самодельных .
Экспериментальная установка усиленной резцедержки для ТВ-4, приспособленной под большие резцы от взрослых .
Изначально, на школьном токарном станке ТВ-4 устанавливаются резцы с высотой державки 12 мм. В наше время, такие .
ТВ4 замена малой продольной на проставку и резцедержатель по резцы 25 мм Контакты производителя проставки и .
Кажется мои действия в видео нелогичны, но это только местами.. ведь с таким налипанием твердой стружки я столкнулся .

04:24

03:31

05:41

05:02

02:29
![Oliver Tree & Little Big - The Internet [Music Video]](https://i.ytimg.com/vi/5Og1N-BVSwg/0.jpg)
03:36

04:43

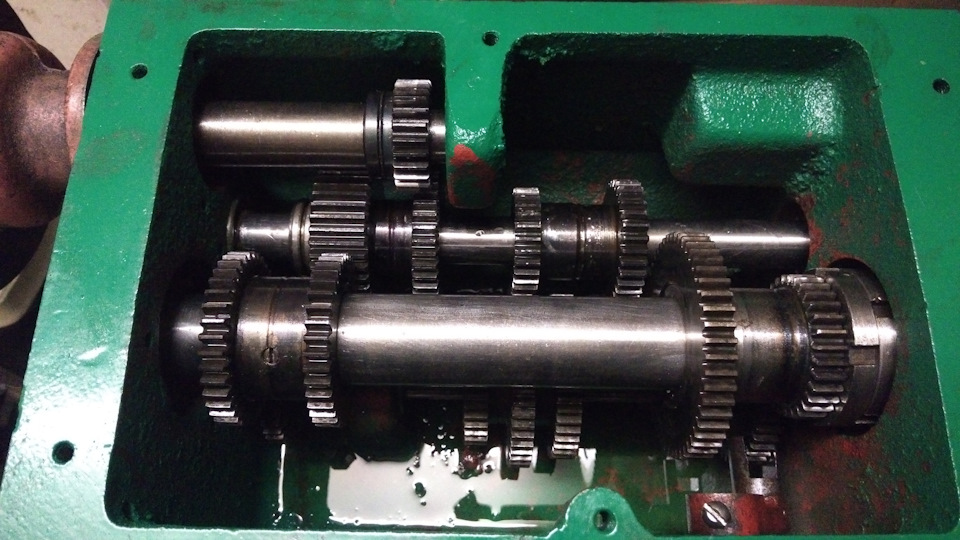
Хотел бы поделиться опытом по переборке передней бабки (ПБ) токарного станка ТВ 4/6.
Разбирается передняя бабка чрезвычайно тяжело, поэтому если работает = не лезь!
Я не послушал, думаю плевое дело, что я подшипников в жизни не менял…
Накидал таблицу подшипников:
1 шт 204 20х47х14 мм (закрытый)
1 шт 206(6206) 30х62х16 мм
7 шт 202(6202) 15х35х11 мм
2 46207(2-46207Е) 35х72х17 мм (класс точности 2 или 4) = к слову обнаружил при демонтаже старых, что стоял 5 класс точности, по всем признакам он был с завода.
В итоге погнул вторичный вал, построил гидравлический пресс для выпрямления вала и потратил около 4 месяцев. Сейчас расскажу как перебирать переднюю бабку тв4/6.
Не стоит описывать стандартные операции вроде соблюдения техники безопасности, откручивания токарного патрона, снятия "гитары", ослабления и снятия приводного ремня.
Работать советую вам в резиновых перчатках, чтобы не оттирать потом масло.
Главный вопрос — как открутить планшайбу токарного станка тв-4 / тв-6.
Все фотографии сделаны уже в процессе сборки, но сущность процесса передают.
В планшайбу вкручиваются шпильки или болты, чтобы туда воткнуть рычаг (монтерку, лом, уголок). Для равномерного распределения усилий — лучше закручивать шпильки во все отверстия (3), делать сварную раму и приварной уголок/профиль в качестве рычага. На станину соответственноподкладываются деревянные доски, чтобы не повредить.

Само место соединения планшайбы со шпиндельным валом медленно греется хорошей газовой горелкой до состояния рука не держит и еще чуть чуть.

Заливаете туда любую проникающую смазку, которая в тренде. Ждете пока все немного размочится, возможно подогреваете. Резьба на шпинделе обычная, откручивать против часовой, выглядит примерно так:
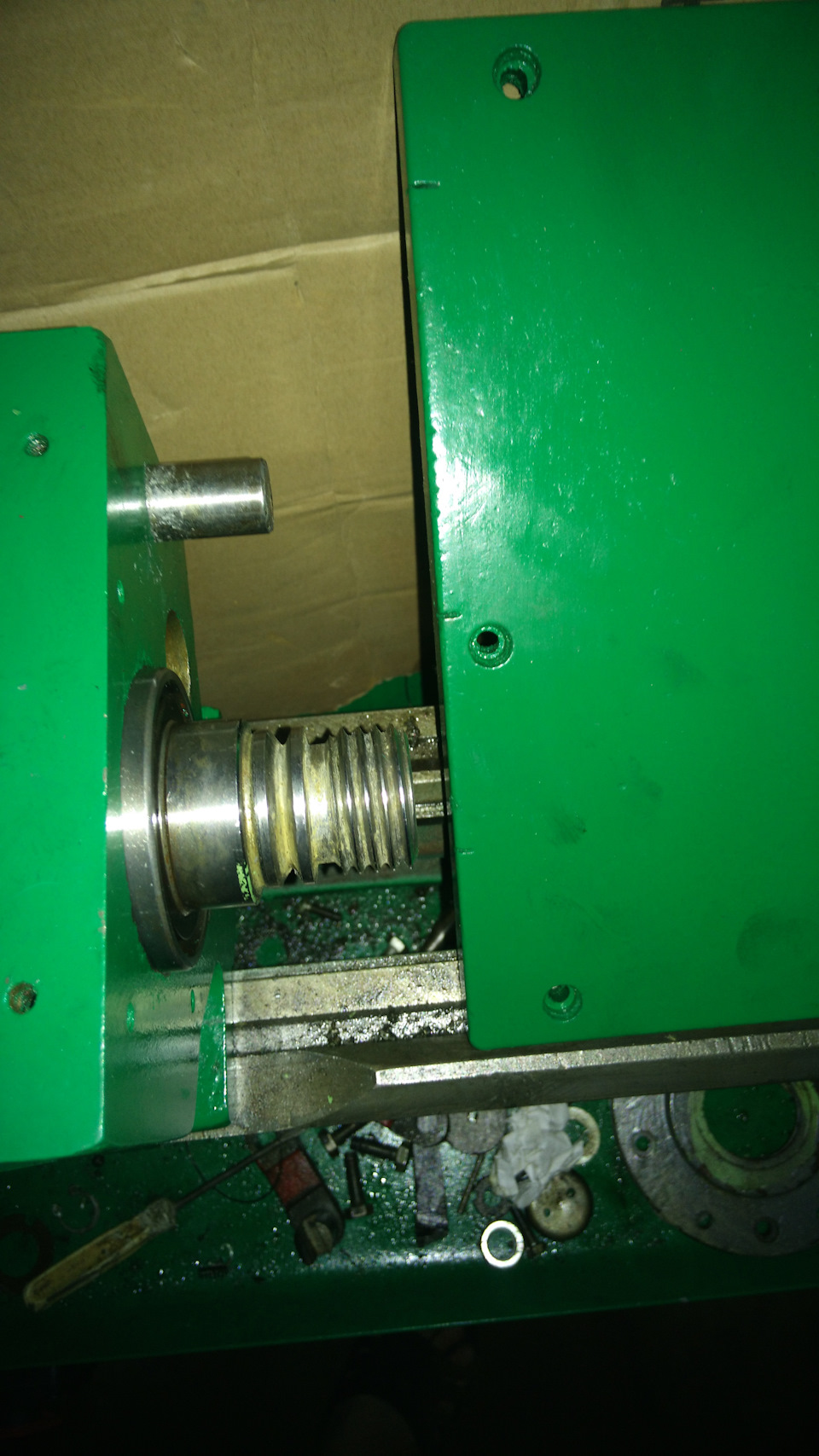
Теперь нужно фиксировать вал шпинделя от проворота.
Категорически нельзя клинить валы путем подсовывания клиньев между шестернями

Более правильно поставить самую медленную передачу и фиксировать за приводной ремень.
Снимал более 4 часов. Несколько раз грел, в итоге в какой то момент искользовал удары по рычагу в планшайбе… думаю от небольшой ударной нагрузки + смазка + нагрев планшайба стронулась. Дубасить со всей дури нельзя — есть отзывы, что планшайба просто лопнет.
Процесс тяжелый.
На этом дело не заканчивается, нужно раскрутить штифты и сдвинуть со шпиндельного вала две шестерни, снять шпонки.
Сам шпиндельный вал выпрессовывается по направлению к задней бабке винтовым съемником на основе шпильки М14 и любой подходящей трубы с внутр. диаметром более 72 мм соответственно:

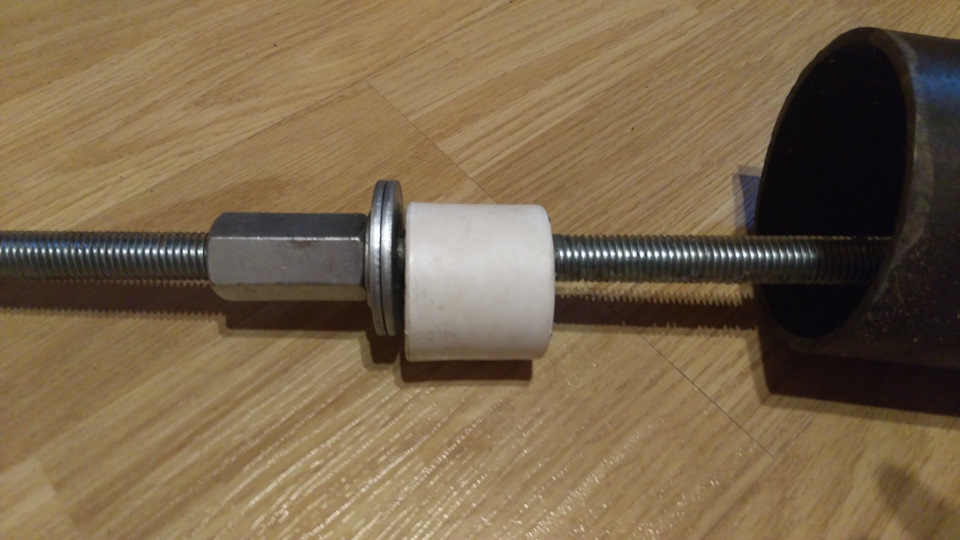
Для выпрессовки/запрессовки подшипников использовал из наличия трубы ВПГ ДУ 15, 20, а также полипропиленовую втулку ДУ 32, прямоугольную трубу 25 на 25, трехлапый винтовой съемник.
Где то придется также тупо стучать молотком и советую вам защищать шестерни от удара молотком.
В процессе демонтажа обязательно где-то появятся забои, вмятины и прочие дефекты, которые приведут к тому, что шестерня будет плохо садится на вал или вообще не налезет. Особенно деформируется вал, от ударов стального молотка по торцу. Для исправления этого шлиф бумага и небольшая фреза ВК8 на дремель, все должно одеваться от умеренного усилия руки. Где нужно подпиливаем, шлифуем в защитных очках.
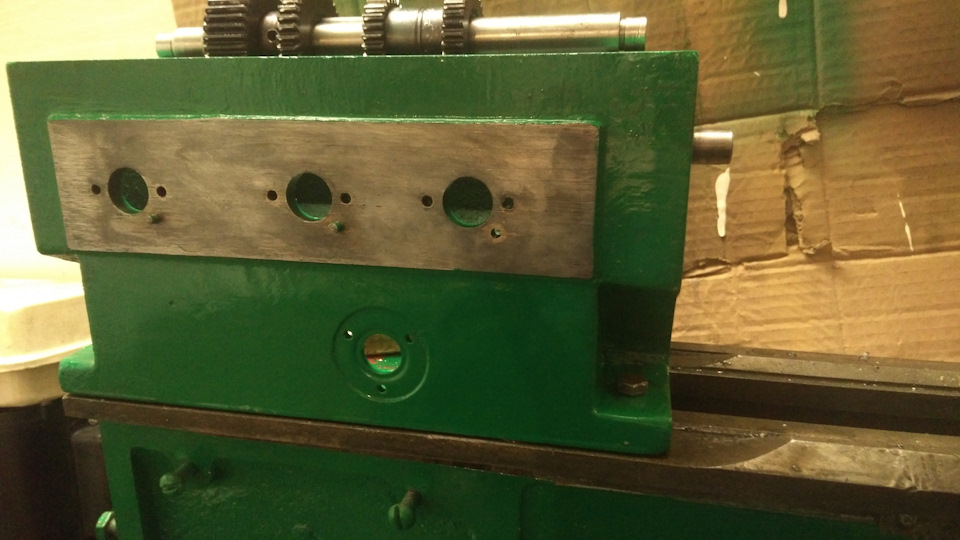
Зачищаем шабером и дремелем, красим в цвет.
По окраске есть тоже хитрость — все отверстия под подшипники нужно защитить от попадения краски и наклеить туда малярный скотч очень тяжело, поэтому смело свежий тюбик смазки литол 24 (стоит рублей 100) и обильно мажите там, где краски не должно быть. На плоскостях — малярный скотч.



После покраски могу посоветовать вам оцинковать места, где остается железо. Процесс гальванического цинкования описывался множество раз, производится механическое и (или) химическое обезжиривание/травление, далее берем цинковый корпус от батарейки (я даже не разбирал батарейку) и в электролите с хлоридом цинка производим цинкование. Вместо соляной кислоты я просто купил готовый хлорид цинка и развел его с водой. Вода прямо из водопровода, вот еще дистилировку использовать, мы же в россии. Заказывается цинк в любой фирме, торгующей реактивами.
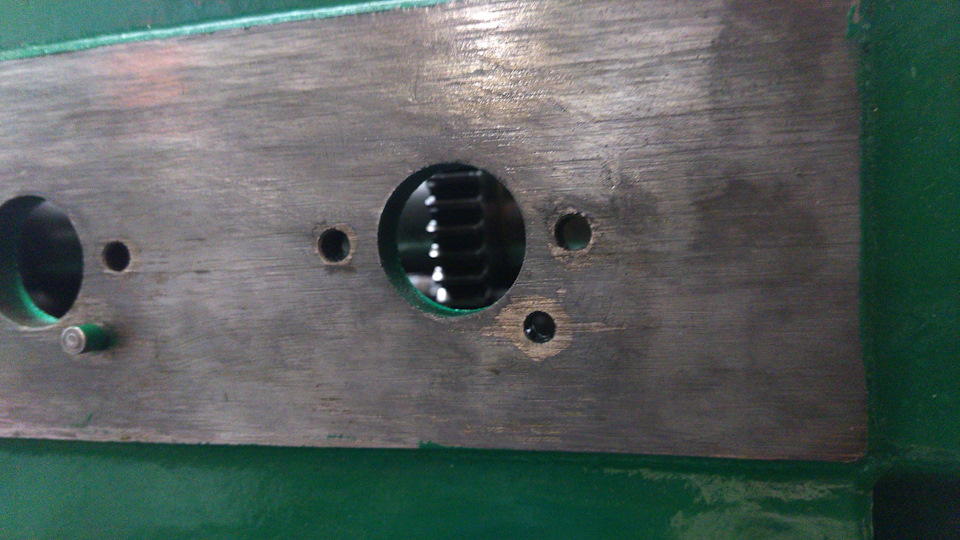
в отверстии для штифта осталась кислота и разъела цинк, видно четкую границу металл-цинк. Если брызнуть серной кислотой, то цинк разъедает


Сейчас станок запускается, электрика полностью собрана заново и установлена в передней тумбе. Старую проводку всю выкинул (10+ кг).
Comments 15

Коробки тв 4 и тв 6 разные у вас тв 6

принцип снятия шпинделя — одинаковый.

Не давно стал обладателем подобного динозавра, но в более запущенном состоянии, тоже предстоит проделать ряд работ по восстановлению,
Можно узнать размеры шкивов на двигателе и вторичном валу ?
есть подозрении что у меня уже не родные

на форуме чипмейкер поищи тему, там все чертежи были (www.chipmaker.ru/topic/116133/)
Цитирую: "Станки серии ТВ-4(6) разных заводов изготовителей (Дубно и Ростов) разнятся оборотами шпинделя, за счет разного передаточного отношения шестерней передней бабки. Соответственно и диаметры шкивов у них разные. Так у дубновского ТВ обороты 120, 160, 230, 375, 500, 710 стоят шкивы 125х70 двигатель 1440 об/мин. У ростовского обороты 130, 170, 235, 385, 510, 700 стоят шкивы 120х63 двигатель 1410 об/мин"
-------------
В целом все старые станки сейчас не в лучшем состоянии. На изношенных ТВ есть серьезные проблемы с люфтами. Можно просто брать индикатор и проверять насколько сильно отгибает резцедержатель, отгибает токарный патрон при характерных усилиях.
1) По шпинделю возможно ставить относительно дешевые роликовые конические подшипники 7207 (от 300 руб, импортные от 550 руб), потому что какого-либо смысла в высокоточных роликовых за 4000+ руб нет. Посадочные отверстия желательно восстанавливать гальванически (цинкование), чтобы подшипники входили с натягом и не болтались.
Планшайба на тв обычно вся разбита и болтается на шпинделе, если это так, то нужно точить новую, причем она должна внатяг устанавливаться на шпиндель. Есть еще небольшая хитрость в виде установки дополнительно опорной шайбы
2) по люфтам на резцедержателе видео тоже доступно
Просто пришабрить
Все остальное в виде шкивов, покраски, самой станины, валов — все это дальнейшие доработки. Если минимизировать люфты, то станок начинает точить и отрезать.
Спасибо, по немногу уже юзал данный сайт правда по теме гриндеро-строения, значит буду расширять горизонты в познаниях форума

Привет может в курсе, шпиндель тв4 подходит на тв7.
Понятно, у меня биение на шпинделе . Видел в продаже переднию бабку тв4 вот и спросил . Про коробку вкурсе уже пришлось сделать, вилки не хватало пришлось сделать .
Снял видео по просьбе тех, кто интересовался резцедержателем на моем токарном станке ТВ-4. Небольшие переделки .
Экспериментальная установка усиленной резцедержки для ТВ-4, приспособленной под большие резцы от взрослых .
Всем привет! На моём токарном тв-4 обе бабки выше стандартных на 12мм, в связи с этим появилась возможность .
Делаю резцедержку для токарного станка тв4 без фрезерного и спец инструментов при помощи сварки болгарки и .
Токарный станок ТВ-6. Установка быстросменного резцедержателя клинового типа 250-111. Для установки необходимо .
Изначально, на школьном токарном станке ТВ-4 устанавливаются резцы с высотой державки 12 мм. В наше время, такие .
Резцедержатель под 16й и 20й резец вместо малой продольной подачи, мой вариант со смещением , чертежи мои.
ТВ4 замена малой продольной на проставку и резцедержатель по резцы 25 мм Контакты производителя проставки и .
Испытание малого токарного станка ТВ-4 (школьник) на повышенных в двое, максимальных оборотах. Токарь 8 уровня .
Кажется мои действия в видео нелогичны, но это только местами.. ведь с таким налипанием твердой стружки я столкнулся .
Друзья решил востановить старую резцедержку от своего станочка тв4 метод правда варварский но вроде получилось.
Процесс изготовления вместо стандартной резцедержки очень удобной, резцедержки с быстросъёмными кассетами.
Ну вот друзья всё получилось РЕЗЦЕДЕРЖКА почти не отличается от заводской. Пишите коментарии и своё мнение.
Читайте также: