
Ремонт радиально сверлильного станка 2м55 своими руками
Обновлено: 05.07.2024
Как видно из названия, данная модель производит операции, связанные с обработкой отверстий. Используя различный инструмент, отверстия обрабатываются при помощи: сверления и рассверливания, зенкерования и цекования, а затем развертывания. Также на станке обрабатываются подрезанием торцы и нарезается резьба в теле детали.
Радиально-сверлильные станки 2М55, оснащение которых можно расширить специализированными приспособлениями, производят операции по выточке канавок внутри отверстий, вырезание на металлическом листе отверстий, а также могут проводить высокоскоростную обработку.
Главным достоинством радиально-сверлильных станков является отсутствие перемещения заготовки во время обработки. Тяжелые или с большими габаритами детали устанавливаются один раз, а обработка ведется путем перемещения инструмента над поверхностью детали. Такой метод снижает потерю времени на переустановку и избавляет от неудобств по кантованию.
Сферы применения и технические особенности станка
- сверление и рассверливание отверстий;
- зенкерование;
- развертывание;
- растачивание предварительно выполненных отверстий;
- нарезание внутренней резьбы;
- подрезка торцов деталей и др.
Благодаря универсальности радиально-сверлильного станка модели 2М55 его успешно используют на предприятиях, выпускающих продукцию единичными, мелкими и средними сериями, и в сборочных цехах предприятий, работающих в сфере тяжелого транспортного машиностроения. Технические возможности станка позволяют оснащать его дополнительными приспособлениями и инструментами, благодаря которым это устройство можно использовать в крупносерийном производстве.

Массивное основание станка 2М55 позволяет разместить два стола и работать с крупногабаритными деталями
Важное преимущество использования рассматриваемого аппарата состоит в том, что обрабатываемая деталь остается неподвижной, а все перемещения совершает шпиндельный узел с закрепленным в нем режущим инструментом. Такая конструктивная особенность модели 2М55 позволяет экономить время, а также исключает необходимость перемещать габаритные и тяжелые детали по рабочему столу оборудования.

Установочные размеры станка
К преимуществам радиально-сверлильного станка модели 2М55 относят следующие особенности.
- В верхней части агрегата отсутствуют механизмы, нуждающиеся в обслуживании, что значительно облегчает процесс использования аппарата.
- Зажим колонны из-за использования конусного механизма отличается высокой жесткостью, что делает возможной обработку на высоких скоростях. Благодаря такой характеристике увеличивается ход траверсы по колонне и головки для сверления по траверсе, в результате возрастает объем рабочего пространства.
- Благодаря двухстоечной компоновке радиально-сверлильного станка 2М55 и оснащению траверсы оборудования жесткими направляющими обеспечивается высокая точность обработки заготовок.
- Высокая скорость передвижения рукава по колонне и быстродействие его зажима значительно сокращают время выполнения вспомогательных операций.
- Конструкция направляющих станка, при разработке которой были использованы инновационные подходы, увеличивает его ремонтопригодность и сокращает время на техническое обслуживание. Особое значение имеют следующие характеристики радиально-сверлильного станка модели 2М55.
- Противовес, которым оснащен шпиндельный узел, дает возможность оперативно регулировать данный узел в зависимости от веса используемого инструмента.
- Колонна станка из-за специальной конструкции поворачивается очень легко, в результате оператор затрачивает минимум усилий при выполнении такой операции.
- Направляющие станка не нуждаются в частом шабрении, для восстановления их характеристик достаточно плановых мероприятий.
- Технические возможности радиально-сверлильного станка 2М55 предусматривают автоматическое отключение вращающегося инструмента тогда, когда он достиг требуемой глубины сверления.
- Зажим колонны благодаря своей особой конструкции создает значительный тормозной момент, что повышает производительность устройства.
- В конструкции радиально-сверлильного станка 2М55 имеется электрогидравлический преселективный механизм, управляемый дистанционно и позволяющий предварительно устанавливать необходимые характеристики сверления, а также оперативно изменять их в ходе обработки.
- Высокая жесткость станка 2М55 способствует тому, что ось шпинделя остается в исходном положении в процессе работы.

Органы управления станка (нажмите для увеличения)
Технические параметры и характеристики
Радиально-сверлильный станок 2М55, технические характеристики которого отражают следующие параметры:
- конус на шпинделе для посадки инструмента – Морзе 5 согласно ГОСТа 24644-81;
- количество переключаемых скоростей – 21;
- диапазон установочных скоростей – min 20 мин-1, max 2000 мин-1;
- количество подач – 12;
- диапазон подач – 0,056-2,5 мм/об;
- усилие подачи при резании, max – 20000 Н;
- крутящий момент — 7000 Н•м.
Параметры электрических элементов:
- общая сеть, ток — трехфазный переменный;
- мощность электродвигателей:
- главного — 4000 Вт;
- привода рукава — 2200 Вт;
- зажим колонны — 500 Вт;
- зажим сверлильного узла – 500 Вт;
- станции СОЖ — 125 Вт;
- переключения скоростей – 150 Вт;
- переключения подач – 150 Вт;
- габариты у станка, ДхШхВ — 2545х1000х3315 мм;
- вес оборудования — 4,1 т.
Радиально сверлильный станок 2М55
Cтанок радиально-сверлильный 2М55 предназначен для сверления, рассверливания, зенкерования, развертывания, растачивания отверстий, нарезания резьбы метчиками, подрезки торцов резцом, а также выполнения других аналогичных операций при обработке различных корпусных деталей.
Станок имеет двухколонную компоновку станочной части, что позволяет создать жесткую конструкцию узла, не допускающую смещение оси шпинделя при зажиме колонны. Специальный зажим колонны центрального типа создает тормозной момент, гарантирующий высокопроизводительное сверление.
Для поворота колонны требуется незначительное усилие на самом малом радиусе сверления, что также обеспечивает высокую производительность работы и снижает утомляемость оператора.
Широкий диапазон чисел оборотов и подач шпинделя обеспечивает высокопроизводительную работу при любых сочетаниях обрабатываемых материалов, инструмента, размера и т.д.
Преселективное дистанционное электрогидравлическое устройство позволяет менять режимы с предварительным их набором. Станок имеет механизм автоматического выключения при достижении заданной глубины сверления. Уравновешивание шпинделя обеспечивается специальным противовесом, допускающим удобную регулировку с рабочего места в случае изменения массы инструмента.
Радиально сверлильный станок 2М55 технические характеристики
| Характеристика | 2М55 |
| Наибольший диаметр сверления в стали средней твердости, мм | 50 |
| Вылет шпинделя (расстояние от оси шпинделя до образующей колонны), мм. | 450 — 1500 |
| Расстояние от нижнего торца шпинделя до плиты, мм. | 470 — 1500 |
| Наибольшее вертикальное перемещение рукава по колонне, | 680 |
| Наибольшее осевое перемещение шпинделя, мм. | 350 |
| Конус шпинделя | Морзе 5 |
| Наибольший вес инструмента, управляемый противовесом при наибольшей допускаемой затяжке, кг. | 30 |
| Количество скоростей вращения шпинделя | 19 |
| Пределы чисел оборотов в минуту | 30 — 1700 |
| Мощность электродвигателя привода шпинделя, кВт. | 4,5 |
| Мощность электродвигателя перемещения рукава, кВт. | 1,7 |
| Габариты станка, мм. | 2625 х 968 х 3265 |
| Вес 2М55 2М55 станка, кг. | 4100 |
Электрооборудование
На станке 2М55 электрическая схема отображает управление рабочими органами. Электрическая принципиальная схема представлена на рисунке.

Электрическая схема станка 2М55
- Безопасность работы на станке обеспечивают блокировки.
- Если командоаппарат находится во включенном состоянии, то питание на двигатель подаваться не будет до тех пор, пока рукоятку управления не установят в нейтральное положение.
- Переключение скоростей невозможно во время работы гидропреселектора. Сигнал не подается на катушку золотника.
- Ограничение перемещений рукава по колонне осуществляется двумя конечными выключателями.
Подавая питание в электрическую цепь, включаются главный двигатель и двигатель гидростанции, и станок переходит в режим наладки.
Зажим и отжим сверлильного узла и колонны гидравлический. Электросхема управляет катушками гидрозолотника. Организована возможность отдельного отжима сверлильного узла.
Поворачивать рукав и перемещать сверлильную головку можно только в ручную, нажав на кнопку отжима. Движение рукава по колонне осуществляется от отдельного двигателя М2.
Схема обеспечивает преселективный преднабор скоростей вращения шпинделя и рабочих подач. Данные операции производятся во время работы станка. По окончании обработки сигнал с реле подается на двигатель М5. Он перемещает механизм переключения до согласования положений переключателя В11 с переключателем В13. После этого происходит переключений на заданные режимы.
На шпинделе организовано реверсивное вращение.
Контроль нагрузки на двигатель шпинделя осуществляется амперметром ИП1.
Органы управления
На станок 2М55 руководство по эксплуатации приводит описание управления станком.

Органы управления станком 2М55
На рисунке представлены следующие органы управления, находящиеся на сверлильной головке:
- ускоренный подвод шпинделя, подключение рабочей подачи – 5;
- настройка глубины сверления – 6;
- блокировка подачи во время нарезания резьбы – 7;
- фиксатор регулирования опускания крана СОЖ – 8;
- отжим сверлильной головки – 9;
- отжим колонны вместе с сверлильной головкой – 10;
- зажим колонны вместе с сверлильной головкой – 11;
- соединение лимба и механизма подач -12;
- точная настройка лимба -13;
- амперметр (индикатор нагрузки) – 14;
- регулятор натяжения пружин в противовесе – 15;
- индикатор преднабора – 16;
- подъем рукава – 17;
- отключение шпинделя – 18;
- рукоятка преднабора – 19;
- пуск главного двигателя – 20;
- опускание рукава – 21;
- преднабор подач – 22;
- кнопка стоп – 23;
- реверс – 25;
- местное освещение – 26;
- включение механической подачи – 29;
- точная подача вручную – 30;
- кран СОЖ – 31;
- маховик движения сверлильного узла — 32.
Радиально-сверлильный станок 2М55: устройство,схемы,характеристика
Кинематическая схема радиально-сверлильного станка 2М55

Плита, цоколь и колона радиально-сверлильного станка
Фундаментная плита 1 – жесткая отливка, усиленная ребрами в продольных и поперечных направлениях. На поверхности плиты расположены Т-образные пазы, служащие для крепления стола, заготовок или специального приспособления.
Подшипник 3 установлен на конической шейке фланца 2 и затягивается гайкой 4
Для зажима колонны служит конусное кольцо 11, прочно посаженное на трубку. При затягивании винтовой пары 8, конусное кольцо перемещается с колонной вниз относительно стойки 9, плотно прижимаясь к конусному гнезду цоколя. Таким образом, происходит зажим колоны.

Коробка скоростей сверлильного станка 2М55
Коробка скоростей сверлильного станка предназначена для обеспечения частоты вращения шпинделя и располагается между фрикционной муфтой и шпиндельной бабкой.
С верхней муфтой коробка скоростей соединяется при помощи блок шестерен 3 и 4. С нижней муфтой – шестерней 29, закрепленной на валу 2, через паразитную шестерню 28.
При работе верхней муфты обеспечивается крутящий момент шпинделя по часовой стрелке. Нижней муфты – против часовой стрелки.
Опоры валок 2, 3, 4 и 5 устанавливаются в корпусе сверлильной головки 30. Осевое положение опор фиксируется при помощи стопорных колец.
Вал 5- полая чугунная гильза с внутренним шлицевым отверстием, которые входит в зацепление с хвостовиком шпинделя.

Коробка подач сверлильного станка 2М55
Коробка подач сверлильного станка установлена между шпиндельной бабкой и механизмом подачи. Получает крутящий момент от шпинделя через шестерню 1 и шлицевое отверстие, в котором проходит вал 7.
Шест ступеней подач обеспечиваются за счет шестерни-двойчатки 4. Расположенной на валу 7.Еще шесть ступеней подачи обеспечиваются при перемещении шестерни 3 в нижнее положение.

Паспорт радиально-сверлильного станка 2М55 можно скачать здесь
Техническая характеристика радиально-сверлильного станка 2М55
| Основные параметры | 2М55 |
| Наибольший диаметр сверления,мм | 50 |
| Вылет шпинделя от колоны,мм: | |
| наибольший | 1600 |
| наименьший | 375 |
| Расстояние от торца шпинделя до плиты,мм: | |
| наибольшее | 1600 |
| наименьшее | 450 |
| Количество скоростей шпинделя | 21 |
| Пределы скоростей шпинделя,мм/об | 20…2000 |
| Количество подач шпинделя | 12 |
| Пределы подач шпинделя,мм/об | 0,056…2,5 |
| Колона | |
| Диаметр,мм | 31,5 |
| Зажим | гидравлический |
| Рукав | |
| Наибольший ход рукава по колоне,мм | 750 |
| Скорость вертикального перемещения,м/мин | 1,4 |
| Шпиндель | |
| Ход шпинделя,мм: | |
| наибольший | 400 |
| на 1 оборот лимба | 122 |
| на 1 деление шкалы лимба | 1 |
| Габариты станка,мм | |
| длина | 2665 |
| ширина | 1020 |
| высота | 3430 |
| Масса станка,кг | 4700 |
Система охлаждения
В полости плиты размещена емкость для СОЖ. Охлаждающая жидкость подается в зону резания, к наконечнику, насосом по шлангу. В зависимости от габаритов детали можно производить регулирование высоты наконечника.
В 2М55 количество СОЖ заливается в зависимости от производительности насоса. Его производительность 22 л/мин.

Система охлаждения станка
Перечень элементов системы охлаждения:
- крышка закрывающая емкость -1;
- насос в сборе – 2;
- шланг – 3;
- тройник – 4;
- регулятор опускания – 5;
- штанга – 6;
- наконечник – 7;
- шарнирное соединение – 8;
- сетка – 9.
Возможные неисправности
Неисправности 2М55 выявляются при нажатии на кнопки управления. Самыми распространенными являются (причины):
- отсутствие начала перемещений или включения механизмов при нажатии на клавиши (нет питания в электрической цепи);
- неправильный выбор скоростей и подач после преднабора (сбой регулировки);
- отсутствие вращения на шпинделе (низкое давление в гидросистеме);
- отключение подачи при сверлении, срабатывание предохранительного устройства (затупился инструмент, не правильно выбран режим резания).
С остальными возможными неисправностями можно ознакомиться в инструкции по эксплуатации радиально-сверлильного станка.
Станок радиально-сверлильный серии 2М55 после проведенного капитального ремонта. Цена указана с НДС. Гарантия составляет 6 месяцев.
Ремонт следующих узлов и комплектующих:
- Фундаментной плиты (промывка резервуара охлаждающей жидкости, восстановление Т-образных пазов и плоскости плиты).
- Цоколя.
- Колонны, замена подшипников. Шлифовка колонны не производится .
- Гидромеханического устройства зажима колонны.
- Редуктора перемещения рукава, механизма подъема рукава и зажима рукава на колонне, ремонт упоров остановки рукава в крайних положениях.
- Направляющих скольжения рукава, упоров ограничения перемещения сверлильной головки.
- Направляющих скольжения и качения.
- Механизма зажима.
- Механизмов фрикционной муфты и тормоза главного привода и реверсирования шпинделя, ремонт цилиндра управления фрикционной муфтой.
- Коробки скоростей.
- Коробки подач.
- Механизма подачи (механической, ручной).
- Механизмов ручного перемещения.
- Электрогидравлического механизма преселекторного управления коробкой скоростей и подач.
- Шпинделя.
- Противовеса шпиндельного узла.
- Системы охлаждения (замена электронасоса, замена элементов подачи и возврата охлаждающей жидкости).
- Гидравлической системы зажима колонны (смена гидроаппаратуры, аппаратуры управления).
- Гидравлической системы и системы смазки сверлильной головки (смена гидроаппаратуры, аппаратуры управления).
- Системы смазки с заменой плунжерного насоса и сальниковых уплотнений.
- Механических средств защиты.
- Электродвигателей: главного привода, перемещения рукава, гидрозажима колонны, охлаждения инструмента, привода набора скоростей, привода набора подач.
- Электропроводки.
- Пускорегулирующей аппаратуры
- Конечных выключателей, средств защиты,
- Электроарматуры освещения рабочей зоны.
4. Покраска станка (цвет по умолчанию зеленый, можете выбрать другой).
Станок подключен, можно проверить в работе. Рассмотрим проведение капитального ремонта для Вашего радиально-сверлильного станка.
Отзывы покупателей
Приобрел станок для своего производства. Доставка в короткие сроки. Качество пракрасное. Исполнение электрооборудования, органов управления, средств защиты, предохранительных устройств соответствуют требованиям ПУЭ.
Наше предприятие занимается изготовлением запчастей и узлов к радиально-сверлильным станкам серий 2М55, 2А554: .
В данном видео показан процесс капитального ремонта головки сверлильной к радиально-сверлильному станку 2М55.
Продажа станков, оснастки и инструментов в г. Екатеринбург. Доставка по всей России Полный перечень на сайте .
Радиально-сверлильный станок модели 2М55 предназначен для широкого применения в промышленности. Благодаря .
Новый Помощник В Цеху Радиально Сверлильный Станок 2а554 New Assistant In The Shop Radial Drilling Machine 2a554 .
Показан процесс капитального ремонта сверлильной головки в сборе станка 2Н135. Также расскажем об основных .
2Л53 Радиально сверлильный станок купил drilling Сайт stanok.at.ua join.air.io/stanok 0632843425 0675665803.
Все собрал станок все закрутил всё поставил на места прокладочки не текут все красиво все отлично все работает так .
капитальный ремонт электрической части сверлильного станка 2Н125,модернизация электрической схемы и переделка .
Добрый вечер назрел видосик по ремонту электро шкафа сверлил key два n 135 сверлил как как сверлил к с типом модель .
Технические характеристики технологического оборудования для сверления
Производителем станка является Одесский завод радиально-сверлильных станков. Указанное устройство выпускается с 1974 г.

При производстве отверстий в стали 45 максимальное значение диаметра используемого сверла составляет 50 мм.
Допускается сверлить отверстия на расстояние 400 мм.
- Высота расположения шпинделя до стола 450…1600 мм.
- Перемещение от оси шпинделя до опорной стойки 375…1600 мм.
- Частота вращения инструмента 20…2000 об/мин.
- Мощность привода 5,5 кВт.
- Вес оборудования 4,7 т.
Технические свойства
Технические характеристики данной модели следующие:
- при помощи данного оборудования максимально можно просверлить отверстие диаметром в 5см;
- категория точности агрегата составляет Н – нормальное;
- рукав со сверлильной головкой способен поворачиваться на 360 градусов;
- траверса способна переместиться в вертикальном направлении на расстояние 75 см;
- край шпинделя способен разместиться относительно рабочего стола на промежутке от 45 см до 1,6 м;
- рабочий стол имеет габариты 2,555х1 м;
- вес станка составляет 4,7 т;
- минимально возможное расстояние от шпиндельного узла до колонны составляет 375 мм, максимальное – 1600 мм;
- при помощи траверсы головка способна переместиться на расстояние 1,225 м;
- шпиндель способен переместиться в вертикальном направлении на расстояние 40 см;
- данная модель оборудована шестью двигателями электрического типа. Главный из них, отвечающий за выполнение основных операций, имеет мощность 4,5 кВт.
Учитывая все эти характеристики, модель 2М55 смогла приобрести такую популярность среди производственных предприятий разного типа.
Конструктивные особенности
Компоновка устройства выполнена в двухколонном виде. В результате создана жесткая конструкция. Она не допускает перемещение оси шпинделя при фиксации колонны. Для жесткой установки используется специальный фиксатор, гарантирующий надежную установку. Поэтому сверление может выполняться с высоким значением подачи инструмента.
Поворот колонны происходит при небольшом приложении силы (10…15 Н). Достаточно ослабить фиксацию в ней. Поэтому оператор легко перенастраивает станок для выполнения нового вида работы.
21 скорость вращения шпинделя позволяет подобрать оптимальный режим сверления для самых разных типов конструкционных материалов, а также видов используемого инструмента.
При завершении сверления на заданную глубину автомат отключит подачу исполнительного инструмента вглубь обрабатываемой детали.
Работа противовеса заключается в уравновешивании нагрузок на сверлильной колонне, что облегчает настройку оборудования даже при использовании довольно тяжелого инструмента.
Выполнение работы по сверлению на станке
Вращение от электродвигателя передается на:
Наличие в коробке скоростей накидной шестерни позволяется организовывать обратное вращение шпинделя. Ее включение происходит после остановки фрикционов. На каждые две скорости прямого вращения имеется одна скорость обратного.
В двойных блоках зубчатых колес имеется возможность перемещения ползуна так, что в третьем промежуточном положении зацепления нет. Тогда оператор может производить вращение от руки, не прилагая больших усилий (зацепления нет, не нужно вращать блоки шестерен).
Для вертикального перемещения шпинделя вверх и вниз используется муфта включения подачи. Здесь применяется червячная передача: червячное колесо и червяк. Они осуществляют движение пиноли шпинделя в прямом и обратном направлениях (изменяется путем включения реверсированного включения двигателя).
Возможны грубая и точная подача инструмента с использованием рукояток и маховиков управления на сверлильной колонне станка. При выполнении производственного процесса можно сверлить детали в ручном режиме, вращая маховик. При выборе необходимой подачи на пульте управления (необходимое перемещение шпинделя в мм/об сверла) работа выполняется автоматически. Нужно задать требуемую глубину сверления.
При реверсированном переключении двигателя подачи шпинделя используется кулачковая предохранительная муфта. В случае увеличения предельного усилия перемещения происходит ее отключение. Такое техническое решение позволяет не перегружать инструмент (предотвращает его поломку) при сверлении отверстий.
Возможные неисправности
Неисправности 2М55 выявляются при нажатии на кнопки управления. Самыми распространенными являются (причины):
- отсутствие начала перемещений или включения механизмов при нажатии на клавиши (нет питания в электрической цепи);
- неправильный выбор скоростей и подач после преднабора (сбой регулировки);
- отсутствие вращения на шпинделе (низкое давление в гидросистеме);
- отключение подачи при сверлении, срабатывание предохранительного устройства (затупился инструмент, не правильно выбран режим резания).
С остальными возможными неисправностями можно ознакомиться в инструкции по эксплуатации радиально-сверлильного станка.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Особенности конструкции узлов станка
Рабочий стол
Опорная плита изготовлена в виде отливки из модифицированного чугуна. Для усиления в конструкции предусмотрены продольные и поперечные ребра. Специальные Т-образные пазы позволяют использовать разные способы фиксации обрабатываемых деталей. Можно устанавливать:
- Трехкулачковый патроны, в них закрепляют цилиндрические детали. Тогда осевые сверления будут выполнены с высокой точностью.
- Четырехкулачковые патроны предназначены для фиксации несимметричных деталей на столе.
- Пневматические или эксцентриковые фиксаторы используют для позиционированного закрепления специальной формы.
Опорная колонна
Для фиксации колонны используется конусное кольцо. При осевом перемещении конус зажимает цилиндр, не позволяя ему проворачиваться во втулке. Непроизвольный поворот колонны невозможен. Она жестко фиксируется.
Для облегчения перемещений конусного кольца использованы специальные фланцы. Для их смещения применяют винтовые зажимы, соединенные рукоятками управления и соответствующими механизмами продольного перемещения.
Паспорт 2М55 | Паспорта на станки
КОНСТРУКЦИЯ СТАНКА
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
Радиально-сверлильный станок модели 2М55 предназначен для широкого применения в промышленности.
Применение приспособлений и специального инструмента значительно повышает производительность станков и расширяет круг возможных операций, позволяя производить на них выточку внутренних канавок, вырезку круглых пластин из листа и т. д. При соответствующей оснастке на станке можно выполнять многие операции, характерные для расточных станков.
Благодаря своей универсальности станок находит применение везде, где требуется обработка отверстий—от ремонтного цеха до крупносерийного производства.
На станках можно производить сверление в сплошном материале, рассверливание, зенкерование, развертывание, подрезку торцов, нарезку резьбы метчиками и другие подобные операции.
Общая компоновка станка
Основанием станка является фундаментная плита, на которой неподвижно закреплен цоколь. В цоколе на подшипниках монтируется вращающаяся колонна, выполненная из стальной трубы. Рукав станка со сверлильной головкой размещен на колонне и перемещается по ней с помощью механизма подъема, смонтированного в корпусе на верхнем торце колонны. В этом же корпусе расположено гидромеханическое устройство для зажима колонны и токопроводящее устройство для питания поворотных и подвижных частей станка. Механизм подъема связан с рукавом ходовым винтом.
Электроснабжение сверлильной головки
Внутри колонны проложен кабель. Чтобы электрическая энергия передавалась при любом повороте, применяются ртутные токосъемники. Они бесперебойно проводят ток к двигателю и блоку управления. Для предотвращения испарения токонесущей жидкости (ртути) предусмотрена сложная герметичная конструкция токосъемного устройства.
Инструкция по монтажу станка и установке узлов имеется в паспорте, прилагаемому к каждому изделию. Там же указывается актуальная цена устройства.
Видео: радиально-сверлильный станок 2М55.
Сведения о радиально-сверлильных станках 2м55
Радиально-сверлильные станки данного типа широко используются для личных нужд или мелкосерийного производства, а часть моделей – и для крупносерийного производства. С помощью сверлильных приборов этой модификации можно выполнять работы следующих типов:
- сверлить;
- рассверливать;
- зенкеровать;
- развертывать отверстия;
- делать нарезку резьбы с помощью метчика;
- подрезать торцы и многое другое.
Ключевые формообразующие движения станка при сверлильных операциях такие:
- V – ключевое вращательное движение;
- S – движение, подающее пиноли шпинделя.
Движения производятся с помощью кинематических цепей, которые обладают собственными органами настройки для установки нужной скорости вращения станка и осуществляют его подачу.
Вспомогательные движения станка следующие:
- поворот траверсы и крепление на колонке;
- вертикальное движение и крепление траверсы на требуемой высоте;
- передвижение и крепление на траверсе шпиндельной головки;
- переключение скорости и подачи шпинделя.
Главные узлы радиально-сверлильного станка – это:
- колонна;
- траверса;
- плита фундаментная;
- механизм движения и зажима рукава на колонне;
- механизм, передвигающий и зажимающий шпиндельную головку на рукаве;
- сама шпиндельная головка.
Ключевые параметры инструмента – это:
- максимальный диаметр сверления отверстия по металлу;
- вылет;
- наибольший шпиндельный ход.
Иллюстрации и спецификации станка
Для ознакомления приведены схемы и чертежи основных узлов станка. Пользуясь ими, можно понять, из каких конструктивных элементов он состоит.

Спецификация к схеме станка:

Чертеж органов управления:

Печать документации: Одесский завод радиально-сверлильных станков имени В.И. Ленина Год печати документации: 1984 Количество папок: 1 Количество страниц, листов: 103
Узнать стоимость документации
Паспорт и документация к данной модели станка находится в нашем архиве, в электронном виде. В комплект документации входит, по разделам, согласно содержания:
Руководство к станку Содержание: Техническое описание Конструкция станка 1. Назначение и область применения 2. Состав станка 3. Устройство и работа станка и составных частей 4. Электрооборудование 5. Гидрооборудование 6. Смазка станка Инструкция по эксплуатации и паспорт 1. Указание мер безопасности 2. Порядок установки
3. Настройка и наладка станка 4. Регулировка станка 5. Особенности разборки и сборки при ремонте 6. Схема расположения подшипников 7. Возможные неисправности и методы их устранения
Паспорт 1. Общие сведения 2.Основные технические данные и характеристики 3. Сведения о ремонте 4. Сведения об изменениях в станке 5. Комплект поставки 6. Свидетельство о приемке 7. Электрооборудование 8. Свидетельство о консервации 9. Свидетельство об упаковке 10. Гарантии Приложения. Материалы по быстроизнашивающимся деталям
Схемы и чертежи станка: — Расположение составных частей станка — Расположение органов управления и табличек с символами — Перечень графических символов, указываемых на табличках — Схема кинематическая — Цоколь и колонна чертёж — Охлаждение чертёж — Гидрозажим колонны чертёж — Редуктор чертёж — Механизм подъёма чертёж — Зажим рукава чертёж — Механизм зажима сверлильной головки чертёж
— Коробка скоростей и фрикционная муфта чертёж — Коробка подач чертёж — Механизм включения подач чертёж — Цилиндр управления фрикционной муфты чертёж — Циклограмма работы гидропреселектора чертёж — Гидропреселектор чертёж — Привод гидропреселектора чертёж — Командоаппарат чертёж — Шпиндель чертёж — Противовес чертёж — Схема расположения электрооборудования — Схема электрическая принципиальная — Схема электрическая соединений. Колонна. — Схема электрическая соединений. Рукав. — Схема электрическая соединений. Панель управления. — Схема электрическая соединений. Сверлильная головка. — Схема гидравлическая принципиальная — Гидропанель чертёж — Схема смазки — Транспортировка рукава — Транспортировка плиты — Транспортировка колонны — Транспортировка сверлильной головки — Транспортировка станка — Фундамент станка чертёж — Установка станка чертёж — Якорь чертёж — Схема расположения подшипников — Основные данные чертёж — Основные размеры чертёж — Схема органов настройки механизма главного движения — Схема органов настройки подачи шпинделя
Краткое описание станка: Радиально-сверлильный станок модели 2М55 предназначен для широкого применения в промышленности. Благодаря своей универсальности станок находит применение везде, где требуется обработка отверстий, от ремонтного цеха, до крупносерийного производства. На станке можно производить сверление в сплошном материале, рассверливание, зенкерование, развёртывание, подрезку торцов в обоих направлениях. Нарезку резьбы метчиками и другие подобные операции. Применение приспособлений и специального инструмента значительно повышает производительность станка и расширяет круг возможных операций, позволяя производить на нём выточку внутренних канавок, вырезку круглых пластин из листа и т.д. При соответствующей оснастке на станке можно выполнять многие операции характерные для расточных станков.
Станок (рис. 16.8) предназначен для сверления, зенкерования и развертывания отверстий и нарезания резьбы в заготовках крупных деталей при единичном и серийном производстве.
Технические характеристики станка
| Наибольший диаметр сверления, мм………………… 50 |
| Конус шпинделя ………………………………………….Морзе № 5 |
| Вылет шпинделя (расстояние от оси шпинделя до наружной поверхности колонны), мм ………………………………………… 375—1600 |
| Частота вращения шпинделя, мин- 1 …………….. 20 – 000 |
| Подача, мм/об……………………………………. 0,056—2,5 |
| Мощность электродвигателя главного движения, кВт…… 4 |
| Масса, кг ……………………………………………………… 4700 |
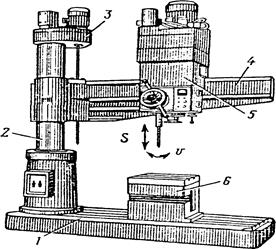
Рис. 16.8 Общий вид радиально-сверлильного станка 2М55
Обрабатываемую заготовку устанавливают на приставном столе 6 или непосредственно на фундаментной плите 1. Инструмент закрепляют в шпинделе станка, а затем устанавливают относительно обрабатываемой заготовки, поворачивая траверсу 4 вместе с поворотной наружной колонной 2 и перемещая шпиндельную головку 5 по траверсе. В зависимости от высоты заготовки траверса может быть поднята или опущена. Станок имеет механизированные зажимы шпиндельной головки, траверсы и поворотной наружной колонны.
Движения в станке.Главным движением в радиально-сверлильных станках является вращение шпинделя, а движением подачи – осевое перемещение шпинделя вместе с пинолью (гильзой). К вспомогательным движениям относятся: поворот траверсы вместе с поворотной наружной колонной и последующее закрепление на неподвижной внутренней колонне, вертикальное перемещение по наружной колонне и закрепление траверсы на нужной.
Горизонтальное перемещение шпиндельной головки по траверсе вручную производят с помощью маховичка и реечной передачи. Механическое вертикальное перемещение траверсы по поворотной колонне осуществляется отдельным электродвигателем. Закрепление траверсы по окончании перемещения, а также освобождение траверсы перед началом перемещения происходит автоматически.
Закрепление поворотной наружной колонны на неподвижной внутренней, а также закрепление шпиндельной головки на направляющих траверсы происходит с помощью гидромеханизмов, управляемых кнопками. Нажим на одну кнопку вызывает закрепление колонны иголовки, нажим на другую – их освобождение. Сила закрепления регулируется продолжительностью нажима на кнопку. Траверсу с полой колонной поворачивают вручную.
Электрическая принципиальная схема радиально-сверлильного станка модели 2м55
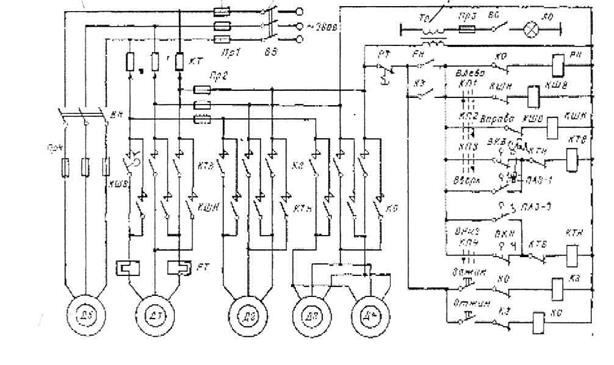
Рис. 16.9. Схема электрическая принципиальная радиально-сверлильного станка модели 2М55
Возможные причины отказа станка: функциональный отказ как следствие внезапного отказа блоков, узлов, деталей или параметрический отказ, который произойдет, когда будет исчерпана технологическая надежность.
Функциональный отказ, приводящий к остановке станка, наступит в результате реализации приведенных прогнозируемых причинно-следственных цепей
- отказ концевого выключателя;
- короткое замыкание кабеля на землю;
- короткое замыкание электрооборудования на корпус;
- отказ обратного клапана;
- отказ предохранительного клапана;
- потеря герметичности в маслопроводе;
- отказ муфты главного привода;
- отказ муфты первого вала коробки скоростей танка;
- отказ ограничителя передвижных зубчатых колес коробки скоростей;
- отказ зубчатых колес коробки подач;
- отказ муфты сцепления зубчатых колес коробки подач;
Система рассматривается в период нормальной эксплуатации, поэтому принимается, что параметрические отказы не происходят.
Оценка возможности отказа или безотказной работы отдельных элементов технических систем производится на основе статистических данных по интенсивности их отказа.
1. отказ электродвигателя;
2. отказ концевого выключателя;
3. короткое замыкание кабеля на землю;
4. короткое замыкание электрооборудования на корпус
5. отказ предохранителя;
7. отказ дросселя;
8. отказ обратного клапана;
9. отказ предохранительного клапана;
10. потеря герметичности в маслопроводе;
11. отказ муфты главного привода;
12. отказ муфты первого вала коробки скоростей;
13. отказ зубчатых колес коробки скоростей;
14. отказ ограничителя передвижных зубчатых колес коробки скоростей;
15. отказ зубчатых колес коробки подач;
16. отказ муфты сцепления зубчатых колес коробки подач.
Используя статистические данные по интенсивности отказов, заполняют таблицу 16.4
Читайте также: