
Ремонт фартука токарного станка 1к62 своими руками
Добавил пользователь Евгений Кузнецов Обновлено: 19.09.2024
Выглядеть 45 едва возле патрона 40 45 и 9 нормально морковка интернете порылся так же все-таки передней бабке .
Налаштування, юстирування передньої бабки токарного верстата - 1к62 Налаштування, юстирування передньої бабки .
Передняя бабка смогла сместиться я вывел на 3 сотки то есть у нас здесь и здесь между ними разница 3 сотки 3 сутки на .
Износ станины станка доставляет много неудобств при точении и растачивании. Особенно если дело касается посадок .
Нечаяно поломал свой старенький токарный станок, пришлось ремонтировать. Способ ремонта подсмотрел у Александр .
Токарный станок позволяет быстро изготавливать любые детали в форме тел вращения: конусов, цилиндров, шаров, а также их сочетаний. Первоначально токарные операции включали обработку лишь мягкого дерева. Но к началу промышленной революции XIX века инженеры создали полноценный станок по металлу. В СССР крупнейшим профильным предприятием производящих станки всех видов стал московский . Именно здесь в 1956 начал выпускаться знаменитый токарный аппарат 1К62. Через несколько лет производство этих станков было запущено на Челябинском заводе имени С. Орджоникидзе.
Данный токарно-винторезный станок относится к лоботокарному типу. Это означает, что ось вращения обрабатываемой детали располагается горизонтально.
1К62 имеет три модификации с различными РМЦ (расстояние между центрами). У максимальной из них длина обрабатываемой детали составляет 1400 мм, при диаметре 400 мм. Однако это общие габариты заготовки. Сама зона обтачивания на 70 мм меньше — 1330 мм, а размеры суппорта не позволяют работать с деталями диаметром свыше 220 мм.
Технические параметры патрона позволяют зафиксировать пруток 36 мм.
При общем весе такого станка в 2300 кг, технические характеристики 1К62 позволяют обработать деталь с массой до 1,5 тонн. Однако при этом максимальная нагрузка на патрон не должна превышать 500 кг.
Для поддержки обрабатываемой детали, равномерного распределения ее массы по длине станины применяются специальные устройства: люнеты. С токарным станком их в комплекте шло два типа: подвижные диаметром 20-80 мм и жестко фиксированные до 120 мм.
С 1967 года люнеты прилагались только по дополнительной заявке покупателя.
Габариты всего токарного оборудования (минимум — максимум) составляют 2522 (3212) х 1621 мм. Без учета расстояния от станка до входящего в его комплектацию электротехнического щита.

Назначение и область применения
Технические характеристики токарно-винторезного станка 1А62 позволят выполнять практически всю традиционную номенклатуру токарных работ: обточку и расточку поверхностей с разными образующими, резьбонарезание резцами и резьбовым инструментом, обработку торцевых поверхностей, а также сверление, зенкеровку, развертку.
1А62 используется для получистовой и чистовой обработки различных металлов и сплавов при единичном и мелкосерийном выпуске продукции. Основные потребители этого станка — инструментальные производства и ремонтные подразделения предприятий энергетики, металлургии, автомобильной отрасли, машиностроения, горнодобывающей промышленности сельхоз предприятий. В пятидесятые годы прошлого века это был один из самых массовых токарных станков данного типоразмера, и он до сих пор используется на небольших производствах и частными лицами.

Быстрый ход каретки и суппорта
Для ручного оперативного перемещения каретки вдоль и поперек служит двигатель М2, включаемый контактором К4. Контактор включается кнопкой (концевым без фиксации), которая встроена в ручку перемещения каретки.
Ниже показано фото аналогичного токарного станка 1К62, на котором изображен суппорт, каретка, а стрелкой показана кнопка включения двигателя быстрого перемещения.

Кнопка быстрого перемещения суппорта
Двигатель быстрого перемещения расположен в правой части станины, вращение передается через ремень.
Специфика модели и технические характеристики
По сравнению с предыдущей моделью, которая выпускалась без значительных изменений более десяти лет, у токарно-винторезного станка 1А62 были улучшены следующие технические характеристики:
- скорость шпинделя повысилась на 300 об/мин (до 1200), а количество ступеней увеличилось до 21 при прямом вращении и до 12 — при обратном,
- установлен электродвигатель мощностью 7 киловатт,
- вместо плоского ремня главного привода используется клиноременная передача,
- применена более мощная фрикционная муфта,
- установлен механизм реверса для изменения направления подачи при резьбонарезании,
- усилена конструкция задней бабки,
- увеличен диаметр пиноли до 70 мм,
- добавлен электронасос для подачи СОЖ из резервуара, расположенного в задней ножке,
- система смазки орошением заменена на циркуляционную.
Существенным изменениям подверглись также и органы управления, что заметно повысило удобство работы станочника:
- для установки числа оборотов шпинделя используются три рукоятки: одна круговая (с диском с делениями) и две позиционные,
- ниже суппорта размещен лимб продольной подачи,
- новый быстродействующий поворотный резцедержатель позволяет одной рукой выполнять позиционирование на любой угол,
- коробка скоростей модернизирована в целях удобства управления (уменьшено количество рукояток).

Параметры
Основные размерные параметры станок 1А62 унаследовал от предыдущей модели, в том числе и максимальный диаметр обточки над суппортом в 210 мм. Основные технические характеристики станка приведены ниже.
Габариты обработки (мм):
- максимальный диаметр обточки над станиной — 400,
- максимальная длина обрабатываемой заготовки — 1500,
- диаметр проходного отверстия шпинделя — 36.
- диапазон скоростей шпинделя — 12÷1200,
- реверсная скорость шпинделя — 18÷1520,
- конус шпинделя — М5.
- максимальный продольный ход — 1400,
- максимальное поперечный ход — 280,
- максимальный ход резцовых салазок — 110.
Пиноль задней бабки (мм):
- диаметр — 70,
- максимальный ход — 150,
- конус — М4.
На станке установлены два электродвигателя: системы СОЖ (0,125 кВт) и главного привода (7 кВт).
Организация управления станком
Управление станком 1А62 — полностью ручное, поэтому все органы управления обработкой расположены непосредственно на его основных узлах и агрегатах. На фронтальной части передней бабки вверху находятся рукоятки переключения режимов работы коробки скоростей, а чуть ниже — рукоятки коробки подач. Под коробкой скоростей установлены три кнопки для включения и выключения освещения рабочей зоны, общего электропитания станка и электронасоса системы СОЖ. Справа от коробки подач находится кнопочный блок для включения и выключения главного двигателя.
Ниже суппорта на фартуке расположены рукоятки управления и маховичок ручного передвижения суппорта. На самом суппорте находится рукоятки перемещения и фиксации резцедержателя. Задняя бабка оснащена маховичком перемещения пиноли и рукояткой для ее фиксации.

Суппорт и резцовые салазки
Суппорт служит для продольной и поперечной подачи режущего инструмента, на его верхней части крепится токарный резец. Основные сборочные единицы в его составе — это:
- нижние салазки,
- нижняя часть,
- поворотная часть,
- резцовые салазки с резцедержателем.
Движение нижних салазок осуществляться параллельно оси станка и производится или вручную, или от ходового винта через привод фартука. Нижняя часть расположена на верхних направляющих нижних салазок. Ее поперечное перемещение осуществляется или вручную или от привода фартука. Поворотная часть суппорта может вращаться влево и вправо на угол 45°. Резцовые салазки перемещаются вручную по продольным направляющим средней части.
Для управления механическими перемещениями составных частей суппорта используют четыре поворотные рукоятки, расположенные на фартуке. Эти органы управления включают и выключают следующие виды движений:
- реверс суппорта,
- механическое движение,
- продольную или поперечную подачу,
- гайку ходового винта.

Для ручного управление механизмами суппорта используют маховичок ручного перемещения каретки, расположенный на фартуке станка, а также три рукоятки на самом суппорте, которые выполняют следующие функции:
- поперечное позиционирование суппорта,
- фиксация резцедержателя,
- перемещение резцовых салазок.
Настройка видов резьб и подач, передаваемых к механизму фартука, производится органами управления, расположенными на коробке подач.
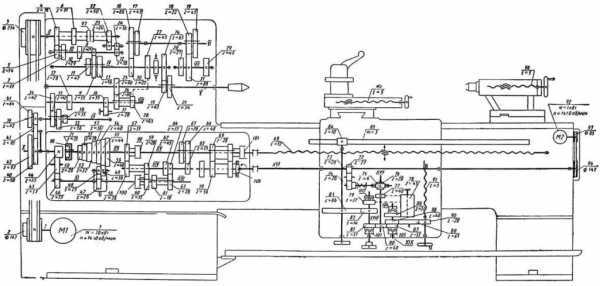
Шпиндельный узел станка
Шпиндельный узел станка 1А62 расположен в передней бабке и включает в себя, помимо самого шпинделя, коробку скоростей, с помощью которой производят изменение его скорости и направления, а также коробку передач, подающую требуемый тип подачи и заданную скорости вращения к суппорту станка. Коробка скоростей получает вращение от главного электродвигателя станка посредством ременной передачи.
На правом конце приводного вала установлена фрикционная муфта, с помощью которой без выключения электродвигателя можно остановить, запустить или сменить направление вращения шпинделя. От коробки скоростей через шестерни движение передается на коробку подач, органы управления которой расположены на нижней части шпиндельного узла.

Передняя бабка
Расположение и функции органов управления основных механизмов передней бабки:
Фрикционная муфта
Ее переключение осуществляется при помощи трехпозиционной рукоятки, расположенной около шкива. Сила нажатия дисков фрикционного механизма регулируется гайкой, расположенной рядом.

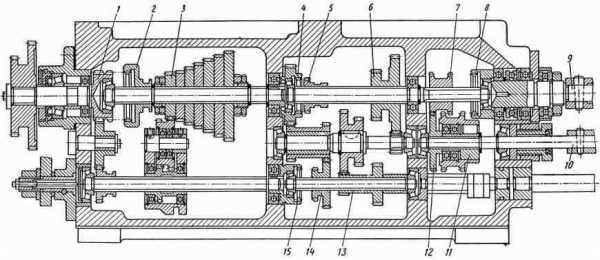
Коробка скоростей
Расположена в верхней части корпуса передней бабки, на фронтальной части которой находятся все органы управления этого механизма. Установка числа оборотов шпинделя на станке 1А62 производится вручную, с помощью трех поворотных рукояток. Крайняя левая имеет круговую шкалу со значениями скорости вращения. Для задания требуемого числа оборотов ее поворачивают вправо или влево пока в окошке не появится требуемое значение.
На рамке окошка нанесены цветные метки голубого, оранжевого и зеленого цветов. Такие же метки находятся около двух рукояток управления, расположенных правее. После того, как установлено численное значение оборотов, эти рукоятки необходимо установить напротив соответствующей по цвету метки. Более короткая рукоятка управления шагом резьбы расположена соосно с центральной. Перемещать все эти органы управления можно только после остановки вращения привода с помощью фрикционной муфты.

Коробка подач
Крышка этого механизма находится в нижней части передней бабки. На ее фронтальной части находятся пять рукояток управления. Расположенные в верхнем и нижнем рядах предназначены для регулировки подачи, а рукоятка, находящаяся в среднем ряду справа — для включения ходового винта. Эти органы управления разрешается использовать только на тихом ходу.
Помимо этого, на передней бабке чуть ниже крышки коробки подач установлен блок кнопок для включения освещения, общего питания и насоса смазочно-охлаждающей жидкости. Справа от верхнего края крышки коробки подач находится выключатель главного электродвигателя станка, а слева внизу — рычаг включения реверса.
Назначение задней бабки
Фиксация левого конца заготовки на задней бабке производится с помощью выдвижения пиноли, которая имеет конусное посадочное отверстие для установки центров. Органами управления задней бабки на станке 1А62 являются маховичок, с помощью которого осуществляется ручное выдвижение пиноли, и рычаг, поворотом которого производится фиксация пиноли в требуемой позиции.

Все про токарный станок 1к62, ремонт, оснастка, электрика и тд.
Все про токарный станок 1к62, ремонт, оснастка, электрика и тд.
Кто в курсе маточную гайку как регулировать? Вымысле, фартук снят, затолкать вал и настраивать зацепление? Так можно сделать?
у меня 1 а 62. но буду следить за темой, так как мой ремонт пока закончился оттиранием табличек и сборкой в кучу. остался правда один болт крепления передней бабки была снята и какая-то пластина подозрительно ровно обработанная и блестящая чтобы считать её случайно оказавшейся в ящике с железом от станка
но найти ей место никак не получается, позднее скину фото может кто подскажет что это. чья-то шутка или деталь от станка
Настроил рычаг быстрой подачи,
или как он правельно называется, отрегулировал зацеп шестерён вправо влево вперёд назад, снял вал шестерню, этот вал не выходил из зацепления с зубчатой рейкой, на своём месте только с помощью молотка его можно было продвинуть, снял этот вал он оказался погнут! Даже не вооруженным глазом видно погнутость, снял зубчатую рейку, надо попытаться востоновить, хочу наварить сломаные зубы и отдать токарю чтоб профрезеровал.
Привет Николай . Станок этот распостраненный , может рейку заказать в интернете.
Рожденный ползать,летать не сможет.
Привет Николай . Станок этот распостраненный , может рейку заказать в интернете.
Привет, Кто бы сылку дал на вал и зуб рейку!?
ищу пока не нашёл, сегодня разобрал точнее снял крышку коробки подачь, осмотр показал что все в порядке, за исключением Блока шестерён немного зуб один отколот, как это повлияет на работу стонка, подскажите! Ещё заметил что шестерни над которыми написано, при сборке шестерни выставить по меткам, дак вот они стоят не по меткам, как так то? Как работали на нем? И что мне делать? Ставить шестерни по меткам или оставить так как есть?!
Правила эксплуатации
После окончания рабочей смены станочник должен отключить его от электросети, убрать со станка инструмент, приспособления и оснастку, очистить его стружки и провести наружный визуальный осмотр механизмов на предмет их исправности. Также необходимо проверить состояние заземления и защитных элементов: ограждений, кожухов и экранов.

Перед началом рабочей смены выполняется визуальный контроль в том же порядке. После чего необходимо проверить уровни масла во всех механизмах станка и только после этого выполнять проверку станка на холостом ходу.
Проверка масла
Проверка и заливка масла в основные узды и агрегаты станка производится в следующем порядке:
- Коробка скоростей. Уровень масла проверяется по указателю на горловине (норма — верхний уровень). Перед началом работ необходимо прочистить пластинчатый фильтр, повернув специальную рукоятку, расположенную на корпусе коробки. Сроки замены масла регламентированы. После запуска станка оно должно меняться первый раз через десять дней, второй раз — через 20. Далее масло меняется каждые 35-40 дней.
- Коробка подач. Масло заливается до верхнего уровня маслоуказателя. Периодичность замены масла такая же, как и у коробки скоростей.
- Фартук. Для смазки червяной передачи необходимо залить масло через отверстие на фланце до его нижнего края.

- Суппорт. На нижней и верхней частях суппорта находятся девять масленок, смазывающих все движущиеся части суппорта. Масло в них нужно добавлять ежесменно. Кроме этого каждую смену необходимо смазывать направляющие верхней части.
- Задняя бабка. Смазка пиноли, винта и подшипника осуществляется двумя масленками, которые должны наполняться маслом каждую смену.
- Гитара. В корпусе гитары предусмотрен резервуар для масла, которое заливается в него до уровня маслоуказателя. Сроки замены масла такие же, как и у коробки скоростей.
- Ходовой винт. Перед началом рабочей смены его необходимо смазать машинным маслом по всей его длине. Для смазки опор ходового винта, а также опор валика, предусмотрены три масленки, которые должны заполняться маслом каждую смену. Подшипник вертикального валика получает смазку посредством отдельной масленки, в которую масло добавляется один раз в неделю.
После спуска масла из масляных резервуаров, перед заливкой нового их необходимо промыть бензином или чистым керосином. Также должны быть тщательно промыты все войлочные вставки.
1к62 ремонт станка
Необходимая информация по ремонту 1к62 токарно-винторезного станка указана в руководстве по ремонту. Здесь же можно найти информацию и по вариантам модернизации станка.
Характерные неисправности и методы их устранения
В станках могут быть различного рода неисправности. Многие из них возникают из-за несоблюдения инструкций по уходу и обслуживанию.
В любом случае прежде чем приступить к устранению неисправности, нужно ознакомиться с перечнем основных возможных неисправностей.

Рисунок — Ремонт 1к62
При идентичности характера возникшей неисправности с описанной нужно воспользоваться предлагаемыми методами устранения.
В случае, если характер неисправности не совпадает с перечисленными и ее устранение вызывает затруднения, обращайтесь на завод.
Перечень основных неисправностей приведен в таблице 1, неисправности системы смазки в таблице 2.
Таблица 1 – Перечень основных неисправностей
| Характер неисправности | Причины возникновения | Методы устранения |
| Станок не запускается | Падение или отсутствие напряжения питающей сети | Проверить наличие н величину напряжения в сети |
| Невозможно переключение блока шестерен 9, 10 (рис. 6) рукояткой 5 (характерный звук |
Таблица 2 – Возможные нарушения в работе системы смазки, причины и способы устранения
| Возможное нарушение | Вероятная причина | Способ устранения |
| Отсутствие тонкой струйки масла в маслоуказателе 5 | Не отрегулирован упорный винт, ввернутый в приводной рычаг насоса | Снять верхнюю крышку передней бабки, упорным винтом установить оптимальное положение плунжера в корпусе насоса, обеспечивающее нормальную работу насоса |
| Слабая струйка масла в маслоуказателе 5 | Засорение фильтра 3 | Промыть фильтр |
| Отсутствие потока масла в маслоуказателе 10 | Поломка пружины плунжерного насоса | Заменить пружину |
| Отсутствие подачи смазки на направляющие станины | Засорение всасывающего или нагнетающего клапана плунжерного насоса | Промыть клапан |
Габарит рабочего пространства
Токарный станок 1к62 б устройство ремонт регулировка
Станок 1к62: описание, устройство, эксплуатация
1к62 токарно-винторезный станок при Советском Союза был одним из распространенных. Это устройство и сейчас можно увидеть в цехах. Главные преимущества 1к62 – это надежность в эксплуатации, хорошая продуктивность, выносливость, способность обработки крупных заготовок.
1к62 токарные станки стали использоваться еще с тридцатых годов прошлого века. Разрабатывались они на базе . Применялись для работы с деталями из разнообразных материалов.

История оборудования
Токарный станок 1к62д – это современный усовершенствованный вариант старого аппарата. Советская аббревиатура ДИП, которой обозначались аппараты того времени. После этого в маркировке шли цифры, указывающие высоту над станиной. Токарное оборудование было оснащено коробками скоростей. В 1956 году появилась новая модель, которая стала именоваться 1К62. От прежней, 1Д62 ее отличает ряд усовершенствований:
- 1К62 имеет электрический насос, с помощью которого подается охлаждающая жидкость;
- новая модель оснащена более мощным двигателем;
- имеется механизм реверса, который используется для создания резьбы;
- установлена новая, клиноременная передача;
- новая модель имеет усиленную фрикционную муфту;
- 1К62 оборудован тремя рукоятками оборотов шпинделя.

Это еще не все перечисленные усовершенствования. Сейчас на производстве эксплуатируются не только 1К62. Появилась еще более усовершенствованная модель – 1К625.
Обзор аппарата и область его использования
Когда в 1956 г. появилась новая модель аппарата токарного 1к62, она выпускалось до 1971 г. У него имеется шпиндель, обладающий высокой жесткостью, который установлен на особых подшипниках. В результате стала возможной обработка изделий из каленой стали. Допускается ударная нагрузка. При этом она совсем не влияет на качество, а также точность обработки. Новое оборудование имеет ряд неоспоримых преимуществ:
- большой диапазон скоростей;
- мощный движок;
- низкий уровень вибрации во время эксплуатации;
- жесткость узлов.
В результате стала доступной точная обработка деталей из металла. Новый аппарат относится к лобовым. Он может работать с любыми заготовками, имеющими большой диаметр, но небольшую длину.
Станок имеет на задней балке поперечную регулировку. Это позволяет работать с пологими конусами. Когда балка соединяется с нижней частью суппорта, это позволяет увеличить функциональные возможности во время сверлильных операций.

Особенности конструкции
У некоторых аппаратов требует переработки схема электрическая и кинематика. Иногда нужно поменять электрооборудование, после чего устройство будет нормально функционировать еще довольно долго. Однако для ремонта понадобится подробная техническая документация, электросхема, кинематическая схема.
Устройство предполагает возможность установить два типа люнетов для токарного станка 1к62: неподвижных диаметром от 20 до 120 мм и подвижных – 20-90 мм. Для работы используется 23-скоростной движок мощностью 10 кВт с максимальными оборотами – 2000 в минуту. Это позволяет подобрать удобный режим для обработки твердых металлов.

Инструкция по эксплуатации содержит информацию о регулировке скорости вращения шпинделя и как настраивается коробка подачи суппорта станка 1к62. Коробкой управляют рычаги, а шестерни являются сменными. Масса – 2250 килограмм, габариты – 250х120х150 см.
Характеристики его свидетельствуют, что за подачу суппорта в коробке подач 1к62 отвечает дополнительный мотор мощностью в тысячу Вт. Электрическая схема содержит тепловое реле, обеспечивающее защиту движков от перегрева. Для защиты от замыкания схема предусматривает наличие предохранителей.
Имеются два вида модификаций агрегата. Это станок токарно-винторезный 1к62Д, отличающийся увеличенным на десять миллиметров отверстием шпинделя. Коробка подач 1к62 и 1к62Д, кинематика, а также прочие узлы этих моделей практически идентичны.

1к62 схема этого агрегата сильно отличается от современной версии 1к625. В этой модификации немного повышен вес, диаметр обработки над суппортом и станиной. Ход каретки также повышен. Схема станка 1к62 свидетельствует о том, что мощность двигателя, функциональность, частота оборотов в этой версии не подвергались существенным изменениям.
Модернизация
Токарное оборудование, изготовленное по шаблону 1К62, значительно усовершенствовано. Детали сделаны из прочных сплавов, которые сильно отличаются от предыдущих. В них изменена электросхема.
Модификации стали более надежными, имеющими разную мощность. Высоким показателем отличается безопасность электроприводов и сетей. Новые модели отличает эргономичность, что не предполагает больших усилий для запуска или остановки оборудования. Усовершенствованные модели после включения начинают работать плавно. Это же относится к выключению.
Теперь на станках можно изготавливать еще более качественные детали высокой точности исполнения. Это стало возможным благодаря чугунной станине, имеющей идеальную жесткость. Работа токарей стала значительно легче.

Преимущества
1к62, характеристики которого описаны выше и винторезный станок 1к62д относятся к классу лобового типа. Технические характеристики станков 1к62 позволяют обрабатывать и детали из закаленных металлов. 1к62, паспорт которого можно скачать в интернете имеет и другие достоинства:
- виброустойчивость;
- возможность использования твердосплавных резцов;
- универсальность в работе;
- большой скоростной диапазон;
- высокая прочность всех деталей.
Что производится на 1К62?
Возможности оборудования велики (о них дополнительно можно посмотреть видео в интернете). На оборудовании теперь свободно обрабатываются детали с небольшим диаметром, малым весом, либо наоборот – огромные. Вес заготовки может достигать до 300 килограмм, а при закреплении изделия в центрах – до 1200 килограмм.
В результате изделие приобретает нужную форму и структуру, согласно чертежам. Станки 1к62, технические характеристики которых описаны выше, можно эффективно применять для высокопрочных заготовок, сделанных из закаленного металла. Подшипники обеспечивают нужную жесткость. На них легко делается резьба любой сложности.

Техника безопасности
При эксплуатации любой техники существует определенный свод правил техники безопасности. Токарные станки, как фрезерные и другие, довольно опасны при использовании.
1к62 ремонт станка
Необходимая информация по ремонту 1к62 токарно-винторезного станка указана в руководстве по ремонту. Здесь же можно найти информацию и по вариантам модернизации станка.
Характерные неисправности и методы их устранения
В станках могут быть различного рода неисправности. Многие из них возникают из-за несоблюдения инструкций по уходу и обслуживанию.
В любом случае прежде чем приступить к устранению неисправности, нужно ознакомиться с перечнем основных возможных неисправностей.

Рисунок — Ремонт 1к62
При идентичности характера возникшей неисправности с описанной нужно воспользоваться предлагаемыми методами устранения.
В случае, если характер неисправности не совпадает с перечисленными и ее устранение вызывает затруднения, обращайтесь на завод.
Перечень основных неисправностей приведен в таблице 1, неисправности системы смазки в таблице 2.
Таблица 1 – Перечень основных неисправностей
| Характер неисправности | Причины возникновения | Методы устранения |
| Станок не запускается | Падение или отсутствие напряжения питающей сети | Проверить наличие н величину напряжения в сети |
| Невозможно переключение блока шестерен 9, 10 (рис. 6) рукояткой 5 (характерный звук |
Таблица 2 – Возможные нарушения в работе системы смазки, причины и способы устранения
| Возможное нарушение | Вероятная причина | Способ устранения |
| Отсутствие тонкой струйки масла в маслоуказателе 5 | Не отрегулирован упорный винт, ввернутый в приводной рычаг насоса | Снять верхнюю крышку передней бабки, упорным винтом установить оптимальное положение плунжера в корпусе насоса, обеспечивающее нормальную работу насоса |
| Слабая струйка масла в маслоуказателе 5 | Засорение фильтра 3 | Промыть фильтр |
| Отсутствие потока масла в маслоуказателе 10 | Поломка пружины плунжерного насоса | Заменить пружину |
| Отсутствие подачи смазки на направляющие станины | Засорение всасывающего или нагнетающего клапана плунжерного насоса | Промыть клапан |
1к62д ремонт — Токарные 1К62, 16К20 и модификации
не нашел куда приладить ,потому создал новую тему…
ремонтирую станок ,попутно решил делать фото…вращающиеся и перемещающиея механизмы налаживал ранее,поэтому основная задача, привести в порядок направляющие…
станок уже бывал в кап.ремонте чуть больше 20 лет назад и подизносился с тех пор…
после замеров и полного демонтажа узлов(станину отправляем на шлифовку) ,эл.шкаф остался на подставке..
шпиндельную бабку снимаем за 4 таких вот зацепа
стрелкой указана полоса на горизонтальной направляющей ЗБ от просевшей каретки
станина уехала , пока можно заняться поперечными направляющими….начинаем с суппорта..
предварительно опиливаю напильником..
и затем на плиту по краске
шабрим по отпечаткам
добиваемся максимального количества отпечатков при минимальной толщине краски
С какими задачами мы справляемся?
Наша организация предоставляет широкий комплекс услуг. У нас трудятся квалифицированные мастера, обладающие необходимыми знаниями. Они успешно решают задачи разной степени сложности. Это может быть:
- аварийный ремонт станков — он требуется, когда устройства уже вышли из строя. Сначала специалисты осматривают оборудование и выявляют неполадки. Затем проводятся действия по их устранению. В ходе ремонта используются качественные комплектующие. Работа выполняется слаженно и в сжатые сроки. Поэтому в скором времени производственный процесс возобновляется;
- плановый ремонт электрооборудования — его главной целью является проверка работоспособности токарных, фрезерных, металлорежущих станков. При необходимости осуществляется замена отдельных деталей и узлов. Таким образом предотвращается серьезная поломка и устраняются риски возникновения форс-мажорных ситуаций на производстве. При своевременном обслуживании увеличивается их период эксплуатации. Поэтому нужно регулярно проводить техническое обслуживание устройств;
- капитальный ремонт оборудования — комплекс работ, выполняемых для восстановления работоспособности промышленных станков. В него входит разбор станка на отдельные узлы, очистка деталей от загрязнений, замена изношенных элементов. После завершения всех процессов проверяется качество работы оборудования. При необходимости выполняется регулировка систем в соответствии с заданными параметрами.
Распространенные неисправности токарных станков
Описание различных неисправностей, с которыми часто приходится сталкиваться работникам токарных станков
Каким поломкам подвержены токарные станки?
Распространенные неисправности токарных станков
Люди, работающие на токарных станках, знают о том, что иногда это оборудование выходит из строя. Заметно ухудшить качество его работы могут даже, на первый взгляд, мелкие незначительные неисправности. Именно поэтому при обнаружении каких-либо нарушений необходимо срочно проводить ремонт станка .
Основная информация
Наиболее частой причиной выхода описываемого оборудования из строя является естественный износ его деталей. В состав токарного станка входит достаточно большое количество подвижных механизмов, работающих на основе подшипников, которые нуждаются в своевременной замене. Износу также постепенно подвергаются вилки включения шестерен и дистанционные кольца.
Среди наиболее частых проблем, которые возникают при работе токарного станка, нужно выделить следующие:
- Перегрев.
- Стук в подшипниках
- Остановку или отключение двигателя.
- Появление искр.
- Нарушение нормальных оборотов.
Эти неполадки могут быть вызваны расшатыванием пальцев щеткодержателя, деформированием якоря, нарушением работы вентиляционной системы, а также возникновением бороздок на контактных кольцах и поверхности коллектора.
Нередко возникают проблемы и с электрической системой управления токарным станком. Среди них нужно выделить:
- Разрыв обмотки.
- Межвитковые замыкания.
- Обугливания и пробои изоляционного покрытия.
Двигатель токарного станка может клинить по причине обрыва обмотки, из-за чего пропадает магнитное поле. Сила тока увеличивается практически вдвое, что может привести к перегоранию проводов на статоре или роторе. Длительная интенсивная работа токарного станка и перебои в системе охлаждения нередко вызывают абсолютный перегрев двигателя. Это можно определить по нагреву обмотки стартера, что снижает скорость вращения, приводит к появлению сильного гула и запаха плавящегося изоляционного слоя. Если шум двигателя неравномерно возрастает, это может быть вызвано ослабеванием запрессовки стали или изменением промежутка между ротором и статором.
В процессе использования токарного станка из строя может выходить и его магнитный пускатель. Обычно это вызывается такими причинами, как:
- Поломка блок-контакта.
- Обрыв цепи питания или какое-либо повреждение катушки.
- Разное время замыкания основных контактов.
- Внезапное снижение уровня напряжения в сети.
- Прилипание якоря к сердечнику.
- Окисление или засорение контактов кнопки управления.
Если вы обнаружили, что магнитный пускатель вдруг начал гудеть, это говорит о том, что возникло заедание его подвижной системы. Наиболее часто это случается из-за неверного соединения по схеме, что приводит к слабости пружинок. В результате кнопка “стоп” при нажатии выходит из строя.
В случае обнаружения необычных звуков при работе токарного станка, выброса масла или перегрева, а также снижения скорости вращения необходимо как можно быстрее выявить и устранить неполадки, способные привести к окончательной поломке оборудования.
Если вас интересует услуга ремонта станков , наша компания готова вам предоставить ее по самой выгодной цене в любое удобное для вас время.
Токарный станок 1к62 б устройство ремонт регулировка
Станок 1к62: описание, устройство, эксплуатация
1к62 токарно-винторезный станок при Советском Союза был одним из распространенных. Это устройство и сейчас можно увидеть в цехах. Главные преимущества 1к62 – это надежность в эксплуатации, хорошая продуктивность, выносливость, способность обработки крупных заготовок.

История оборудования
Токарный станок 1к62д – это современный усовершенствованный вариант старого аппарата. Советская аббревиатура ДИП, которой обозначались аппараты того времени. После этого в маркировке шли цифры, указывающие высоту над станиной. Токарное оборудование было оснащено коробками скоростей. В 1956 году появилась новая модель, которая стала именоваться 1К62. От прежней, 1Д62 ее отличает ряд усовершенствований:
Это еще не все перечисленные усовершенствования. Сейчас на производстве эксплуатируются не только 1К62. Появилась еще более усовершенствованная модель – 1К625.
Обзор аппарата и область его использования
Когда в 1956 г. появилась новая модель аппарата токарного 1к62, она выпускалось до 1971 г. У него имеется шпиндель, обладающий высокой жесткостью, который установлен на особых подшипниках. В результате стала возможной обработка изделий из каленой стали. Допускается ударная нагрузка. При этом она совсем не влияет на качество, а также точность обработки. Новое оборудование имеет ряд неоспоримых преимуществ:
- большой диапазон скоростей;
- мощный движок;
- низкий уровень вибрации во время эксплуатации;
Устройство предполагает возможность установить два типа люнетов для токарного станка 1к62: неподвижных диаметром от 20 до 120 мм и подвижных – 20-90 мм. Для работы используется 23-скоростной движок мощностью 10 кВт с максимальными оборотами – 2000 в минуту. Это позволяет подобрать удобный режим для обработки твердых металлов.
Инструкция по эксплуатации содержит информацию о регулировке скорости вращения шпинделя и как настраивается коробка подачи суппорта станка 1к62. Коробкой управляют рычаги, а шестерни являются сменными. Масса – 2250 килограмм, габариты – 250х120х150 см.
Характеристики его свидетельствуют, что за подачу суппорта в коробке подач 1к62 отвечает дополнительный мотор мощностью в тысячу Вт. Электрическая схема содержит тепловое реле, обеспечивающее защиту движков от перегрева. Для защиты от замыкания схема предусматривает наличие предохранителей.
Имеются два вида модификаций агрегата. Это станок токарно-винторезный 1к62Д, отличающийся увеличенным на десять миллиметров отверстием шпинделя. Коробка подач 1к62 и 1к62Д, кинематика, а также прочие узлы этих моделей практически идентичны.
ремонтирую станок ,попутно решил делать фото…вращающиеся и перемещающиея механизмы налаживал ранее,поэтому основная задача, привести в порядок направляющие…
станок уже бывал в кап.ремонте чуть больше 20 лет назад и подизносился с тех пор…
после замеров и полного демонтажа узлов(станину отправляем на шлифовку) ,эл.шкаф остался на подставке..
шпиндельную бабку снимаем за 4 таких вот зацепа
стрелкой указана полоса на горизонтальной направляющей ЗБ от просевшей каретки
станина уехала , пока можно заняться поперечными направляющими….начинаем с суппорта..
предварительно опиливаю напильником..
и затем на плиту по краске
шабрим по отпечаткам
добиваемся максимального количества отпечатков при минимальной толщине краски
можно и мостик вместо плиты,но нужен контроль параллельности меж направляющими
Токарно-винторезный 1К62 — ремонт и модернизация
Цель ремонта: капитальный ремонт, восстановление технических характеристик согласно паспортным данным завода изготовителя
Перечень проводимых работ при капитальном ремонте
Читайте также: