
Регулятор сварочного тока для сварочного аппарата своими руками
Добавил пользователь Евгений Кузнецов Обновлено: 19.09.2024
Это достаточно распространённый вопрос, который имеет несколько путей решений. Есть один из наиболее популярных способов решить проблему, регулировка происходит посредством активного балластного соединения на выходе обмотки (вторичной).
На территории Российской Федерации, сварка для переменного тока заключается в используемой частоте в 50 Гц. В качестве источника питания используется сеть с напряжением 220В. А все трансформаторы для сварки, имеют первичную и вторичную обмотку.
Регулятор для сварочного тока
В агрегатах, используемых в промышленной зоне, регулировку тока осуществляют по-разному. Например, с помощью подвижных функций обмоток, а также магнитного шунтирования, дроссельного шунтирования разного типа. Используют также магазины балластных сопротивлений (активных) и реостат.
Такой выбор силы сварочного тока нельзя назвать удобным способом, благодаря сложной схеме конструкции, перегревам и дискомфортом при переключениях.
Более удобным способом урегулировать сварочный ток, можно, если намотать вторичку (вторичную обмотку), сделав отводы, что позволит изменять напряжение при переключении количество витков.
Но контролировать напряжение в широких пределах, в этом случае, не выйдет. Также отмечают определённые недостатки при корректировке из вторичной цепи.
Таким образом, регулятор сварочного тока, на первоначальных оборотах пропускает через себя ток высокой частоты (ТВЧ), что тянет за собой громоздкость конструкции. А стандартные переключатели вторичной цепи, не предполагают нагрузки в 200 А. Зато в цепи первичной обмотки, показатели в 5 раз меньше.
В результате был найден оптимальный и удобный инструмент, при котором регулировка сварочного тока не кажется такой запутанной — это тиристор. Специалисты всегда отмечают его простоту, удобство в управлении и высокую надёжность. Сила сварочного тока зависит от отключения первичной обмотки на конкретные промежутки времени, на каждом из полупериодов напряжения. При этом средние показатели напряжения снизятся.
Принцип работы тиристора
Детали регулятора подключены как параллельно, так и встречно друг другу. Они постепенно открываются импульсами тока, которые образуются транзисторами vt2 и vt1. При запуске прибора оба тиристора закрыты, С1 и С2 это конденсаторы, они будут заряжаться через резистор r7.
В тот момент, как напряжение какого-либо из конденсаторов достигнет напряжения лавинной пробивки транзистора, тот открывается, и через него и идёт ток разряда, совместного с ним конденсатора. После открытия транзистора открывается соответствующий ему тиристор, он подключит нагрузку в сеть. Затем начинается противоположный по признакам полупериод переменного напряжения, что предполагает закрытие тиристора, затем следует новый цикл подзарядки конденсатора, уже в противоположной полярности. Далее открывается следующий транзистор, но снова подключит нагрузку в сеть.
Сварка постоянным и переменным током
В современном мире, в большей мере используется сварка с постоянным током. Это связано с возможностью уменьшения количества присадочного материала электродов в сварном шве. Но при сварке переменным напряжением, можно добиться очень качественного результата сварки. Источники сварочного тока, работающие с переменным напряжением можно разделить на несколько видов:
- Приборы для аргонодуговой сварки. Здесь используются специальные электроды, которые не плавятся, благодаря этому аргонная сварка становится максимально комфортной;
- Аппараты для производства РДС переменным электрическим током;
- Оборудование для сварки с помощью полуавтомата.
А методы сварки переменным способом делятся на два типа:
- использование неплавящихся электродов;
- штучные электроды.

Сварка постоянным током бывает двух типов, обратной и прямой полярности. Во втором варианте сварочный ток движется от минуса к положительному показателю, а тепло сосредотачивается на заготовке. А обратная концентрирует внимание на торце электрода.
Сварочный генератор для постоянного тока состоит из двигателя и самого генератора тока. Их используют для ручной сварки в монтажных работ и в полевых условиях.
Изготовление регулятора
Чтобы изготовить регулирующее устройство для сварочного тока, потребуются такие компоненты:
- Резисторы;
- Проволока (нихромовая);
- Катушка;
- проект или схема прибора;
- Переключатель;
- Пружина из стали;
- Кабель.
Эксплуатация балластного соединения
Показатель балластного сопротивления регулирующего аппарата находится на уровне 0,001 Ом. Он подбирается путём эксперимента. Непосредственно для получения сопротивления, преимущественно используется сопротивление проволоки больших мощностей, их применяют в троллейбусах или на подъёмниках.
Такое сопротивление включается стационарно или по-другому, чтобы в будущем была возможность с легкостью отрегулировать показатели. Один край этого сопротивления подключается к выходу конструкции трансформатора, другой обеспечивается специальным инструментом для зажима, который сможет перекидываться по всей длине спирали, что позволит выбрать нужную силу напряжения.
Основная часть резисторов с использованием проволоки большой мощности, производится в виде открытой спирали. Она монтируется на конструкцию в длину полметра. Таким образом, спираль делается также из проволоки ТЭНа. Когда резисторы, изготовленные из магнитного сплава скооперировать со спиралью или любой деталью из стали, в процессе работы прохождения тока с высокими показателями, она начнёт заметно дрожать. Такой зависимостью спираль обладает только до того момента, пока она не растянется.
Как сделать дроссель самостоятельно?
Вполне реальным является самостоятельное изготовление дросселя в домашних условиях. Это имеет место при наличии прямой катушки с достаточным количеством витков нужного шнура. Внутри катушки проводятся прямые пластинки из металла от трансформатора. Путём выбора толщины этих пластинок, есть возможность выбора стартового реактивного сопротивления.
Рассмотрим конкретный пример. Дроссель с катушкой с 400 витками и шнура диаметром 1,5 мм, заполняется пластинками с сечением 4,5 квадратных сантиметров. Длина катушки и провода должна быть одинакова. В результате трансформаторный ток 120 А уменьшится наполовину. Такой дроссель изготавливается с сопротивлением, которое можно изменять. Чтобы провести такую операцию, необходимо замерить углубление прохождения стержня сердечника внутрь катушки. С отсутствием этого инструмента, катушка будет иметь не значительное сопротивление, но если стержень будет введён в неё, сопротивление повысится до максимума.
Дроссель, который наматывается правильным шнуром, не будет перегреваться, но, возможно, сердечник будет отличаться сильной вибрацией. Это учитывается при стяжке и крепеже железных пластин.
Предлагаемое устройство предназначено для управления сварочным аппаратом при помощи мощного симистора ТС132-40, включенного в первичную обмотку трансформатора. При разработке данного устройства основной акцент делался на высокую надежность и стабильность работы в широком диапазоне как питающих напряжений, так и климатических условий.
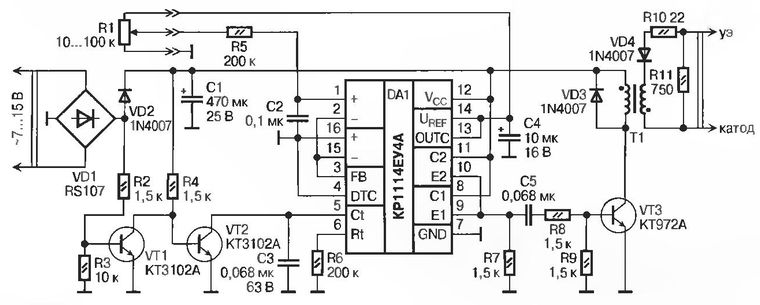
Схема устройства представлена на рис. 1, его основой является микросхема КР1114ЕУ4А (импортный аналог TL494 и др.), применяемая в импульсных источниках питания с широтно-импульсной модуляцией (ШИМ) и двухтактным выходным каскадом. Диапазон питающего напряжения микросхемы — 7…40В. На элементах R2—R4 VT1 VT2 собран детектор перехода сетевого напряжения через нуль, используемый для синхронизации модулятора микросхемы. Работает он следующим образом. Переменное напряжение с понижающего трансформатора после выпрямления диодным мостом VD1 через резистор R2 поступает на базу транзистора VT1, вследствие чего этот транзистор закрывается только в моменты перехода сетевого напряжения через нуль. В моменты, когда транзистор VT1 закрывается, импульсы высокого уровня с резистора R4 поступают на базу транзистора VT2, открывая его. Синхронизирующие импульсы отрицательной полярности с коллектора VT2 поступают на конденсатор СЗ внутреннего генератора пилообразного напряжения микросхемы, разряжая его в конце каждого полупериода сетевого напряжения. Микросхема работает в режиме двухтактного выхода, когда поочередно открываются внутренние выходные транзисторы микросхемы, включенные параллельно. С эмиттеров транзисторов ШИМ сигнал поступает на RC-цепочку R7C5R8R9 для формирования коротких (около 100 мкс) импульсов, открывающих транзистор VT3. Импульсы с его коллектора через трансформатор Т1 используются для непосредственного управления симистором. Напряжение регулировки с резистора R1 через помехоподавляющую цепочку R5C2 поступает на один из входов управления микросхемы.

Если в устройстве использовать импульсный трансформатор, имеющий в своем составе три одинаковые обмотки, то при небольшом изменении схемы (рис. 2) возможно его применение для управления сварочным аппаратом с выходным тринисторным мостом.
Резистор R10 на рис. 1 и резисторы R10, R12 на рис. 2 используются в качестве предохранителей, защищающих импульсный трансформатор при неверном включении тиристоров.
Конденсаторы С1, С2, С4, С5 применимы любого типа, СЗ — импортный пленочный. Диоды можно использовать любые рассчитанные на импульсный ток не менее 300 мА. При самостоятельном изготовлении трансформатора Т1 потребуется кольцо типоразмера К16x10x4 из феррита 2000НМ, обмоточный провод диаметром 0,12 мм и фторопластовая лента толщиной 50 мкм. Фторопластовая лента нарезается на ленты шириной 6 мм и длиной около 200 мм, на конец ленты приклеивается небольшой кусочек липкой ленты для начального закрепления на ферритовом кольце и наматывается два слоя, конец ленты также необходимо закреплять кусочком скотча. Далее наматываются обмотки, состоящие из 100 витков указанного провода каждая, все обмотки необходимо изолировать друг от друга двумя слоями фторопластовой ленты. После намотки всех обмоток необходимо изолировать трансформатор, для этого используется коробочка от рыболовных крючков внутренним диаметром 25 мм и высотой 12 мм, куда помещается трансформатор и заливается эпоксидной смолой.
В этом материале рассмотрим способы регулировки сварочного тока. Схемы регуляторов тока для сварочного аппарата разнообразны. Они имеют свои достоинства и недостатки. Постараемся помочь читателю выбрать регулятор тока для сварочного аппарата.

Схема сварочного аппарата.
Общие понятия
Общеизвестен принцип дуговой сварки. Освежим в памяти основные понятия. Чтобы получить сварочное соединение, необходимо создать дугу. Электрическая дуга возникает при подаче напряжения между сварочным электродом и поверхностью свариваемого материала. Ток дуги расплавляет металл, образуется расплавленная ванна между двумя торцами. После остывания шва получаем крепкое соединение двух металлов.
Схема дуговой сварки.
В России переменный ток регламентирован частотой 50 Гц. Питание для сварочного аппарата подается от сети фазным напряжением 220 В. Сварочные трансформаторы имеют две обмотки: первичную и вторичную. Вторичное напряжение трансформатора составляет 70 В.
Разделяют ручной и автоматический режим сварки. В условиях домашней мастерской сварку проводят в ручном режиме. Перечислим параметры, которые изменяют в ручном режиме:
- сила тока сварки;
- напряжение дуги;
- скорость сварочного электрода;
- количество проходов на шов;
- диаметр и марка электрода.
Правильный выбор и поддержание на протяжении сварочного процесса необходимых параметров являются залогом качественного сварного соединения.
При проведении ручной дуговой сварки необходимо грамотно распределять ток. Это позволит выполнить качественный шов. Стабильность дуги напрямую зависит от величины сварочного тока. Специалисты подбирают ее исходя из диаметра электродов и толщины свариваемых материалов.
Типы регуляторов тока

Принципиальная электрическая схема регулятора постоянного тока.
Существует больше количество способов изменения силы тока во время проведения сварочных операций. Еще больше разработано принципиальных электрических схем регуляторов. Способы управления сварочным током могут быть следующие:
- установка пассивных элементов во вторичной цепи;
- переключение числа витков обмоток трансформатора;
- изменение магнитного потока трансформатора;
- регулировка на полупроводниках.
Следует знать преимущества и недостатки разных методов регулировки. Назовем характерные особенности указанных типов.
Резистор и дроссель
Первый тип регулировки считается самым простым. В сварочную цепь включают последовательно резистор или дроссель. В этом случае изменение силы тока и напряжения дуги происходит за счет сопротивления и, соответственно, падения напряжения. Умельцы оценили простой и эффективный способ регулировки тока – включение сопротивления во вторичную цепь. Устройство несложное и надежное.

Изменение величины тока с помощью резистора.
Добавочные резисторы используются для смягчения вольт-амперной характеристики источника питания. Изготавливают сопротивление из толстой (диаметром 5-10 мм) проволоки из нихрома. В качестве пассивного элемента применяются мощные проволочные сопротивления.
Для регулировки тока вместо сопротивления ставят и дроссель. Благодаря введению индуктивности в цепь дуги переменного тока наблюдается сдвиг фаз тока и напряжения. Переход тока через нуль происходит при высоком напряжении трансформатора, что повышает надежность повторного зажигания и устойчивость горения дуги. Режим сварки становится мягкий, в результате чего получаем равномерный и качественный шов.
Этот способ нашел широкое распространение благодаря надежности, доступности в изготовлении и низкой стоимости. К недостаткам отнесем малый диапазон регулирования и сложность в перестройке параметров. Сделать такую конструкцию по силам каждому. Часто применяют трансформаторы типа ТС-180 или ТС-250 от старых ламповых телевизоров, с которых убирают первичные и вторичные обмотки и наматывают дроссельную обмотку с требуемым сечением. Сечение алюминиевого провода составит порядка 35-40 мм, медного – до 25 мм. Количество витков будет находиться в диапазоне 25-40 штук.
Переключение числа обмоток
Регулировка напряжения осуществляется изменением числа витков обмотки. Так изменяется коэффициент трансформации. Регулятор сварочного тока прост в эксплуатации. Для такого способа регулировки необходимо сделать отводы при намотке. Коммутация проводится переключателем, выдерживающим большой ток и сетевое напряжение. Недостатки переключения витков: трудно найти коммутатор, выдерживающий нагрузку в пару сотен ампер, небольшой диапазон регулировки тока.
Магнитный поток сердечника
Влиять на параметры тока можно магнитным потоком силового трансформатора. Регулирование силы сварочного тока производят за счет подвижности обмоток, изменения зазора или введения магнитного шунта. При сокращении или увеличении расстояния магнитные потоки двух обмоток меняются, в результате чего сила тока тоже будет изменяться. Способ магнитного потока практически не используется из-за сложности изготовления трансформаторного сердечника.
Полупроводники в схеме регулировки тока
Рисунок 1. Схема регулятора сварочного тока.
Полупроводниковые приборы совершили настоящий прорыв в сварочном деле. Современная схемотехника позволяет использовать мощные полупроводниковые ключи. Особенно распространены тиристорные схемы регулировки сварочного тока. Применение полупроводниковых приборов вытесняет неэффективные схемы управления. Данные решения повышают пределы регулировки тока. Габаритные и тяжелые сварочные трансформаторы, содержащие огромное количество дорогой меди, заменены на легкие и компактные.
Электронный тиристорный регулятор – это электронная схема, необходимая для контроля и настройки напряжения и силы тока, которые подводятся к электроду в месте сварки.
Для примера рассмотрим регулятор на тиристорах. Схема регулятора сварочного тока представлена на рис. 1.
В основу схемы положен принцип фазового регулятора тока.
Регулировка осуществляется подачей управляющего напряжения на твердотельные реле – тиристоры. Тиристоры VS1 и VS2 открываются поочередно при поступлении сигналов на управляющие электроды. Напряжение питания схемы формирования управляющих импульсов снимается с отдельной обмотки. Далее преобразуется в постоянное напряжение диодным мостом на VD5-VD8.
Положительная полуволна заряжает емкость С1. Время заряда электролитического конденсатора формируется резисторами R1, R2. Когда напряжение достигнет необходимой величины (более 5,6 В), происходит открытие динистора, образованного стабилитроном VD6 и тиристором VS3. Далее сигнал проходит через диод VD3 или VD4. При положительной полуволне открывается тиристор VS1, при отрицательной – VS2. Конденсатор С1 разрядится. После начала следующего полупериода тиристор VS1 закрывается, происходит зарядка емкости. В этот момент открывается ключ VS2, который продолжает подачу напряжения на электрическую дугу.
Наладка сводится к установке диапазона сварочного тока подстроечным сопротивлением R1. Как видим, схема регулировки сварочного тока довольно-таки проста. Доступность элементной базы, простота наладки и управления регулятора допускают изготовление такого сварочного аппарата самостоятельно.
Инверторные сварочные аппараты

Устройство инверторного сварочного аппарата.
Особое место среди сварочного оборудования занимают инверторы. Инверторный сварочный аппарат – это устройство, которое способно обеспечить устойчивое питание сварочной дуги. Малые габариты и небольшой вес придают аппарату мобильность. Сильной стороной инвертора является возможность применять электроды переменного и постоянного тока. Сварка позволяет стыковать цветные металлы и чугун.
Главные преимущества использования инвертора:
- защита от нагрева деталей;
- устойчивость к возмущениям сети;
- независимость от колебаний и перегрузок по току;
- независимость от перепадов промышленной сети;
- способность скреплять цветной металл;
- стабильность сварочного тока;
- качественный шов;
- ровное горение дуги;
- малый вес и габариты.
К недостаткам сварочных инверторов относят высокую стоимость. Электронные детали следует оберегать от воздействия влаги, пыли, жары и сильных морозов (ниже 15 о С).
Инверторное сварочное оборудование сегодня присутствует практически во всех слесарных и авторемонтных мастерских.

Сделать самостоятельно несложный сварочный аппарат вполне по силам любому, знакомому с правилами электромонтажа. Но прежде чем приступать к делу, необходимо выполнить расчёт всех компонентов устройства. От этого будет зависеть эффективность устройства при работе от обычной бытовой однофазной сети.
Методы настройки
Есть разнообразные методы настройки напряжения, ранее мы рассказывали об энергии преобразованного переменного тока и преобразуемого.
Основной в работе метод настройки регулятора тока для сварочного аппарата — это прибавление баластника на выходе энергии преобразованного переменного тока.
Такой метод считают безопасным и выносливым, баластник просто сделать самостоятельно и применять для работы без вспомогательных аппаратов. В основном, баластник применяют только для понижения напряжения.
Мы уже детально рассказывали о тонкостях работы и использовании баластника для полуавтоматического инвертора. Там есть важные рекомендации по изготовлению электроприбора дома и способах его применения для работы.
Кроме достоинств, способ настройки по энергии преобразованного переменного тока, используемый вместе с преобразователем энергии. Для варки бывает не таким удобным, тем более неопытным мастерам.
Во-первых, баластник достаточного большого размера — до 1 м длиной. В основном, такое электроустройство размещают под ногами, он может сильно нагреться, что нарушает правила безопасности.
Если вас не устраивают такие качества, то лучше выбрать способ, включающий в себя настройку варочного напряжения по энергии преобразуемого переменного тока.
Для этого часто применяют электрический регулятор тока для сварочного аппарата, который легко смастерить самостоятельно. Такой прибор легко настроить по энергии преобразуемого переменного тока и будет удобен для мастера в работе.

Электрический регулятор тока для сварочного аппарата будет первым помощником в работе на даче, где зачастую электроснабжение подается с перебоями.
Бывает, что в домах невозможно применение электрических приборов больше 4 кВт, что делает выполнение работ ограниченным.
С прибором регулировки возможно отрегулировать прибор так, что он будет работать безостановочно при отсутствии достойного напряжения.
Еще одним плюсом регулятора тока для сварочного аппарата выступает то, что с ним просто работать, когда надо часто менять место для выполнения работы. Устройство регулятор нет надобности брать с собой, как баластник, оно не будет вас травмировать.
Поговорим о самостоятельном изготовлении электрического прибора регулировки из тиристоров.
Прежде чем рассматривать варианты самодельных сварочников, разберем принцип их работы
В основе работы любого агрегата лежит закон Ома. При неизменной мощности, имеется обратная зависимость между током и напряжением. Для нормальной работы требуется сила тока 60–150 А. Только в этом случае металл в зоне сварки будет плавиться. Представим себе сварочный аппарат, который работает напрямую с напряжением 220 вольт. Для достижения требуемой силы тока, потребуется мощность 15–30 кВт. Во-первых, для этого надо будет прокладывать отдельную линию энергоснабжения: большинство вводов в жилые помещения ограничены техническими условиями на уровне 5–10 кВт. Кроме того, для такой силы тока потребуется проводка сечением не менее 30 мм². Варить придется с соблюдением мер защиты при работе в электроустановках до 1000 вольт: резиновые боты, перчатки, ограждение рабочего места, и прочее.
Разумеется, обеспечить такие условия в реальности невозможно.
Поэтому любой сварочный аппарат преобразует напряжение (в сторону понижения): на выходе получаем искомый ток при сохранении разумной мощности.
Оптимальное значение напряжения — 60 вольт. При сварочном токе 100 А, это вполне приемлемые 6 кВт мощности. Как преобразовать напряжение?
Чертеж регулирующего прибора из тиристоров

Показываем вам чертеж простого регулирующего прибора и пары тиристоров с минимальным набором общедоступных элементов.
Можно изготовить регулятор тока для сварочного аппарата на симисторе, но по опыту известно, что прибор регулировки напряжения на тиристорах работает дольше и без перебоев.
Метод сборки прост и вы можете быстро сконструировать устройство настройки, для которого необходим минимальный опыт варки.
Основа работы этого регулирующего прибора тоже простая. Берем цепь энергии преобразуемого переменного тока, куда подключаем регулирующий аппарат. Само устройство включает в себя транзисторы VS1 и VS2.
RC-цепочка вычисляет точку открытия тиристоров, что меняет сопротивление R7. В конце получается возможным менять напряжение по энергии преобразуемого переменного тока в преобразователе энергии.
После этого, изменяется и по энергии преобразованного переменного тока.
Внимание! Устройство регулирования настраивают под напряжением, что важно помнить. Чтобы избежать серьезных проблем и не травмироваться, важно отделить все радиоэлементы.
Можно применять радиоэлементы старого типа. Это позволит излишне не потратиться, потому что такие радиоэлементы доступны в комиссионке приборов.
Помните, что такие радиоэлементы используются на подаче тока более 500 В. В случае необходимости, можно поставить динисторы на место филдистора и резистеров, изображенных на чертеже.
В данном случае, денисторы не использовались, потому что в этом случае, они не дают стабильной работы. В общем, этот чертеж устройства по регулированию напряжения варки на тиристорах дал хорошие результаты.
По нему изготовили много устройств регулировки, работающих без перебоев и справляющихся со своей задачей.
Если вы заметили, на рынке устройство регулирования контактной сварки РКС-801 и устройство регулирования контактной сварки РКС 15-1.
Их лучше не делать своими руками, потому что на это придется потратить много времени и результат получиться дорогим, но, при желании, можно собрать РКС 801. Дальше изображен чертеж устройства регулирования и чертеж его присоединения к инвертору.
Виды сварочных аппаратов
Существует несколько основных видов:
Сварочный трансформатор. Для преобразователя применяется понижающий трансформатор.
![]()
Сварочный трансформатор
Сварочный инвертор. В качестве преобразователя здесь служит инверторный болк питания с ШИМ.
Сварочный выпрямитель. Это тоже самое что и сварочный трансформатор, только он имеет диодный или тиристорный выпрямитель во вторичной цепи.

Сварочный выпрямитель
Полуавтомат. Сварка производится в инертной среде, для этого используется газовый баллон.
Замер напряжения для сварки
После изготовления и настройки устройства регулирования, его можно применять в работе. При этом необходим еще одно устройство, которое будет делать замеры напряжения для сварки. Жаль, но не будет возможности применять домашние амперметры.
Они не могут применяться в работе с полуавтоматическими инверторами мощностью больше 250 А. Поэтому, лучше применять клещи, измеряющие напряжение. Это достаточно дешевый и простой способ определить силу тока, управлять клещами просто и понятно.
Такое приспособление в верхней зоне оборудования прикрепляются к фидеру и меряют напряжение. На каркасе оборудования есть тумблер предельного значения тока.
Исходя из модели и стоимости, изготовители выпускают клещи для измерения напряжения. Они могут работать при 150-550 А. Необходимо подбирать устройство с идентичными параметрами инвертора.

Клещи, измеряющие ток — хороший вариант, когда надо срочно померять показатели напряжения, что не повлияет на цепь и не требует подключать к нему вспомогательные элементы.
Есть одно отрицательное качество: они вообще не подходят для измерения значений при постоянном токе. Это происходит по причине, что постоянный ток не делает переменное электромагнитное поле, и устройство просто не распознает его.
При работе с переменным током, такое устройство-регулятор справляется отлично.
Есть еще один метод, измеряющий напряжение, он радикальнее. В цепь полуавтоматического инвертора присоединить индустриальный измеритель ампер, который может измерить высокие показатели напряжения.
Также допустимо не надолго присоединять амперметр в разрыв цепи варочных фидеров. Предоставляем вам чертеж такого устройства, который поможет вам его соорудить.
Это недорогой и действенный метод определения значений тока, но применение амперметра при работе инвертором имеет свои тонкости.
В цепь присоединяют не сам прибор измерения ампер, а его варистор или проводник, одновременно с этим, указатель в виде стрелок подключается к варистору или проводнику.
При отклонении от очередности, устройство может не работать или еще хуже — выйти из строя.
Полупроводники в схеме регулировки тока
Рисунок 1. Схема регулятора сварочного тока.
Полупроводниковые приборы совершили настоящий прорыв в сварочном деле. Современная схемотехника позволяет использовать мощные полупроводниковые ключи. Особенно распространены тиристорные схемы регулировки сварочного тока. Применение полупроводниковых приборов вытесняет неэффективные схемы управления. Данные решения повышают пределы регулировки тока. Габаритные и тяжелые сварочные трансформаторы, содержащие огромное количество дорогой меди, заменены на легкие и компактные.
Электронный тиристорный регулятор – это электронная схема, необходимая для контроля и настройки напряжения и силы тока, которые подводятся к электроду в месте сварки.
Для примера рассмотрим регулятор на тиристорах. Схема регулятора сварочного тока представлена на рис. 1.
В основу схемы положен принцип фазового регулятора тока.
Регулировка осуществляется подачей управляющего напряжения на твердотельные реле – тиристоры. Тиристоры VS1 и VS2 открываются поочередно при поступлении сигналов на управляющие электроды. Напряжение питания схемы формирования управляющих импульсов снимается с отдельной обмотки. Далее преобразуется в постоянное напряжение диодным мостом на VD5-VD8.
Положительная полуволна заряжает емкость С1. Время заряда электролитического конденсатора формируется резисторами R1, R2. Когда напряжение достигнет необходимой величины (более 5,6 В), происходит открытие динистора, образованного стабилитроном VD6 и тиристором VS3. Далее сигнал проходит через диод VD3 или VD4. При положительной полуволне открывается тиристор VS1, при отрицательной – VS2. Конденсатор С1 разрядится. После начала следующего полупериода тиристор VS1 закрывается, происходит зарядка емкости. В этот момент открывается ключ VS2, который продолжает подачу напряжения на электрическую дугу.
Наладка сводится к установке диапазона сварочного тока подстроечным сопротивлением R1. Как видим, схема регулировки сварочного тока довольно-таки проста. Доступность элементной базы, простота наладки и управления регулятора допускают изготовление такого сварочного аппарата самостоятельно.
Инверторные сварочные аппараты

Устройство инверторного сварочного аппарата.
Особое место среди сварочного оборудования занимают инверторы. Инверторный сварочный аппарат – это устройство, которое способно обеспечить устойчивое питание сварочной дуги. Малые габариты и небольшой вес придают аппарату мобильность. Сильной стороной инвертора является возможность применять электроды переменного и постоянного тока. Сварка позволяет стыковать цветные металлы и чугун.
Главные преимущества использования инвертора:
- защита от нагрева деталей;
- устойчивость к возмущениям сети;
- независимость от колебаний и перегрузок по току;
- независимость от перепадов промышленной сети;
- способность скреплять цветной металл;
- стабильность сварочного тока;
- качественный шов;
- ровное горение дуги;
- малый вес и габариты.
К недостаткам сварочных инверторов относят высокую стоимость. Электронные детали следует оберегать от воздействия влаги, пыли, жары и сильных морозов (ниже 15оС).
Инверторное сварочное оборудование сегодня присутствует практически во всех слесарных и авторемонтных мастерских.
Заключение
Настройка регулятора тока для сварочного аппарата не полуавтоматическом инверторе — задача несложная, как кажется сначала.
При наличии небольшой практики с электрической техникой, можно легко соорудить устройство регулирования электротока инвертора самостоятельно при помощи тримисторов, не покупая готовый прибор.
Устройства регулирования тока для сварочного аппарата, сделанные своими руками, иногда необходимы мастерам, работающим дома, которые не хотят тратиться на лишний прибор.
Поделитесь своим опытом сборки и примененеия устройства регулирования напряжения в отзывах и расскажите об этой статье в соцсетях. Успеха в работе!
Инвертор (импульсный блок питания для сварки)
Рассматриваемый инвертор имеет следующие характеристики:
- Ток нагрузки на электродах: до 100 А.
- Потребляемая мощность от сети 220 вольт — не более 3.5 кВт (ток порядка 15 А).
- Используемые электроды до 2.5 мм.
На иллюстрации изображена готовая схема, которая неоднократно опробована многими домашними мастерами.

Конструктивно инвертор состоит из трех элементов:
- Блок питания для схемы преобразователя и управления. Выполнен на доступной элементной базе, с применением оптрона от старого блока питания компьютера. При самостоятельном изготовлении трансформатора стоимость практически нулевая: детали копеечные. Номиналы и названия радиоэлементов на иллюстрации.
- Блок задержки заряда конденсаторов (для стартовой дуги). Выполнен на базе транзисторов КТ972 (абсолютно не дефицит). Разумеется, транзисторы устанавливаются на радиаторы. Для коммутации достаточно обыкновенного автомобильного реле с токовой нагрузкой на контактах до 40 А. Для ручного управления установлены обычные защитные автоматы (пакетники) на 25 А. Выходные 300 вольт — холостой ход. При нагрузке напряжение 50 вольт.
- Трансформатор тока — самый ответственный узел. При сборке особое внимание следует обратить на точность катушек индуктивности. Некоторую подстройку можно выполнить с помощью переменного резистора (на схеме выделен красным цветом). Однако если параметры не буду согласованными, требуемой мощности дуги достичь не удастся.ШИМ реализуется на микросхеме US3845 (одна из немногих деталей, которую придется покупать). Силовые транзисторы — все те же КТ972 (973). Некоторые элементы на схеме импортные, однако их легко можно заменить на доступные отечественные, поискав аналоги на сайте datasheet.Высокочастотный блок выполнен из частей строчного трансформатора от телевизора.
На выход сварочного инвертора подключаются рабочие провода длиной не более 2 метров. Сечение не менее 10 квадратов. При работе с электродами до 2.5 мм, падение тока минимальное, шов получается гладкий и ровный. Дуга непрерывная, не хуже заводского аналога.
При наличии активного охлаждения (вентиляторы от того-же компьютерного блока питания), конструкцию можно компактно упаковать в небольшой корпус. Учитывая высокочастотные преобразователи, лучше использовать металл.

Чем сложнее самодельный сварочный аппарат, тем ощутимей экономия. Именно простые трансформаторы обходятся дороже, по причине использования дорогостоящей меди в обмотках или трансформаторного железа. Импульсные блоки питания, особенно при наличии в запасе старых деталей от типовых электроприборов, обходятся практически бесплатно.
Видео по теме
Кол-во блоков: 17 | Общее кол-во символов: 21520
Количество использованных доноров: 4
Информация по каждому донору:
Читайте также: