
Пуансон своими руками
Добавил пользователь Евгений Кузнецов Обновлено: 18.09.2024
Кроме самодельных блесен изподручных материалов, их можно еще изготавливать штампом, создав свою форму для штамповки. Хотя сам процесс изготовления такой формы достаточно трудоемок, он себя вполне оправдывает, так как с помощью описанной технологии можно сделать любое количество прекрасных самодельных блесен, аналогичных вашим любимым.
Изготовление самодельных блесен штампом, изготовление штампа, отливка пуансона и матрицы, штамповка блесен.
Штамп для самодельных блесен изготавливается следующим образом. Берется прямоугольный кусок мягкого дерева, напримерсосновой доски. К его концу шурупами через отверстия для заводных колец крепится блесна, естественно, без них. Далее следует обвести карандашом контур блесны. Теперь можно открутить блесну и из дерева сделать конус, к которому потом с одной стороны опять прикрутить блесну. С другой стороны следует прикрутить рейки из дерева.

Свободное пространство между блесной и деревом, а также все щели и неровности на конусе замазываются пластилином, а конус и блесна смазываются литолом или какой-нибудь другой смазкой. Делается это для того, чтобы модель не прилипала к гипсу.
Пустая коробка подходящего размера заливается жидким гипсом. Конус модели погружается в нее так, чтобы рейка опиралась на края коробки. Обратите внимание, что от поверхности блесны до дна коробки желательно оставить 2—3 см. Хорошо в гипс положить тонкую проволоку — арматуру для прочности формы. После отвердения гипса конус можно удалить — форма для отливки пуансона готова.
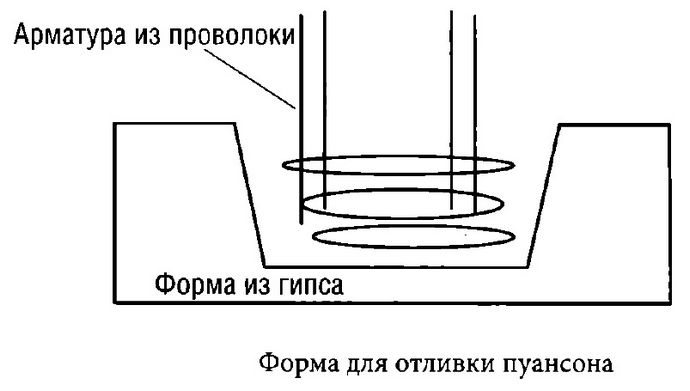
Блесну можно снять, очистить отсмазки и пластилина и снова использовать на рыбалке. Полученная гипсовая форма смазывается литолом, изготавливается арматурный каркас из проволоки. Концы проволоки длиной 10—15 см обрезать не нужно — позже они будут использованы для крепления.
Отливка пуансона и матрицы для изготовления самодельных блесен штампом.
Полученную форму нужно залить гипсом. После отвердения готовый гипсовый конус удаляется — для этого и используются оставленные концы проволоки. Если вы все сделали правильно, то форма для отливки матрицы готова. Теперь, если необходимо, можнопрочистить следы шурупов, которыми крепилась блесна при изготовлении модели.
Отливка пуансона проста — гипсовая форма заливается алюминиевым сплавом. Первая отливка обычно получается плохо — пока гипсовая форма не нагрелась. Гипс выдерживает 4—5 отливок, из которых можно выбрать пуансон нормального качества.

Для отливки матрицы беретсяжелезная посуда, сверху накладывается рейка из железа, к которой с помощью свободных концов проволоки крепится гипсовый конус. Необходимо следить, чтобы крепление было параллельно рейке. Форма заливается алюминиевым сплавом. Обычно уже вторая отливка получается достаточно качественной.
Края получившейся матрицы обычно закруглены, и их можно подчистить острым резаком. Пуансон же необходимо обработать напильником, чтобы входил в матрицу. Алюминий довольно легко обрабатывается.

Металлургия в описываемом методе — самое сложное. Все остальное можно сделать в домашних условиях, а вот расплавить алюминий в домашних условиях трудновато — слишком высока температура плавления. Но, поискав, вы наверняка сможете найти мастерскую, где вам помогут с этой проблемой. Алюминиевое сырье для производства такой матрицы — старые блоки цилиндров и поршни от мотоциклов. Можно повторно использовать и отбракованные матрицы.
Изготовление самодельных блесен методом штамповки.
После того как вы изготовили матрицы для штамповки, изготовление самих блесен не представляет никакой сложности. Сначала изготавливается шаблон, по которому вырезается заготовка блесны. Заготовка вкладывается в матрицу, накрывается пуансоном, и одного удара тяжелого молотка для изготовления блесны вполне достаточно.
Блесны штампуются из меди и латуни толщиной до 2,5—3,0 мм. Таким способом можно изготавливать и двухсторонние биметаллические блесны. Заготовки штампуются отдельно, потом сверлятся и скрепляются двумя заклепками. Форма готовой блесны корректируется окончательной штамповкой.
Изготовление металлических деталей и бетонных изделий осуществляется на специализированном высокотехнологичном оборудовании.
Без формообразующей оснастки изготовить некоторые детали очень трудно, поэтому прессы, штампы и другое оборудование оснащается матрицами и пуансонами.
Качество выпускаемых изделий напрямую зависит от точности изготовления матриц и пуансонов. Они должны иметь точные геометрические размеры и нормальный внешний вид.
Что такое матрица и пуансон?
Матрица — это короб, который образует форму будущего изделия. Изготавливают из металла. Стенки конструкции строго параллельны друг другу, крышки нет. Различают простые (только для одного вида изделий) и сложные или комбинированные (для двух и более) матрицы. Второй вид применяют редко, чаще всего, это специальные формы, изготавливаемые на заказ. Простые матрицы широко применяются в строительной сфере на производстве блоков и кирпичей с пустотами.
Пуансон — специальная конструкция, который совпадает с профилем матрицы. Это замыкающий элемент, при помощи которого образуется изделие сверху. Пуансон выполняет функцию пресса (иное название — пресс-штемпель или шплинтон), штампа или маркировщика. Система либо выдавливает деталь, либо наносит маркировку (обычную или в зеркальном виде), либо штампует детали. Основная сфера применения — металлообработка, например, прессование металлов, производство строительных изделий (газобетонные блоки с фигурными пустотами, шлакоблоки) и многое другое.
По конструкции пуансоны могут быть:
- Пробивными;
- Прошивными;
- Просечными;
- Вырубными.
Из каких материалов изготавливают пуансоны и матрицы?
На производстве пуансон используется как пресс, который продавливает заготовку через матрицу. Система работает под высоким давлением, а при горячих процессах — подвергается тепловому воздействию. В соответствии с основным назначением детали пресса изготавливают из следующих материалов:
- Для холодных процессов — из высокопрочных сталей повышенной прокаливаемости (со степенью закалки в пределах 54-65 HRC), а также из инструментальной стали марки 6ХВ2С. Материалы должны обладать высокой прочностью, износоустойчивостью, коррозионной стойкостью. Легированные стали для данного вида конструкций не подходят, так как после длительного воздействия высоких температур сталь становится хрупкой. Предельной твердостью обладают стальные матрицы на глубине не менее половины ее высоты и на расстоянии не менее 5 мм. по всей рабочей линии, а пуансоны — по всей высоте
- Для горячих процессов — из износоустойчивых сталей с высокой прочностью при температурах деформирования. Это обеспечивает максимальную стойкость штампа;
- Применяются также современные полимерные материалы — полиуретан. Это эластичный, износостойкий и прочный материал, обладает повышенной твердостью — до 98 ед. по шкале Шора.
На нашем производстве матрицы и пуансоны применяются:
Лазерная резка металла

Гибка металла

Пробивные работы
Особенности пуансонов и матриц
Оснастка промышленных станков отличается практичностью, многофункциональностью и простотой в обслуживании. Для нормальной работы станка требуется регулярная очистка поверхностей от остатков бетонной смеси и металла. Для этого применяют различные механические способы с использованием скребков, шпателей, щеток-сметок. Перед остановом вибропресса или станка его промывают под напором воды и просушивают.
Матрицы и пуансоны — это быстроизнашивающиеся детали, поэтому расходные части подлежат замене. В зависимости от сферы использования матрицы и пуансоны служат 4-6 лет. Составные части вибропрессов или штампов выпускают различных конфигураций и назначений. Это определяется формой, типом и размерами выпускаемых металлических деталей или бетонных изделий.
Оснастка вибропрессовальных и штамповочных станков должна иметь ровную поверхность без зазоров, заусениц, рванин и трещин. Цилиндрические пуансоны подвергают черновому и чистовому шлифованию, а также полировке и заточке. Фасонные пуансоны изготавливают оттиском, при этом деталь проходит закалку (процесс протекает при температуре 780 градусов в течение 8 минут) и финальную обработку. Оснастка со сложным контуром производится при помощи строгальных или фрезерных станков. На этом же оборудовании изготавливают матрицы, с учетом соответствующих размеров. Качественно изготовленные прессовальные формы обеспечивают чистую линию среза, с максимально точностью, при минимальном износе самого штампа.
Важную роль играет зазор между матрицей и пуансоном:
- При малом зазоре будет образовываться рванина и слоистость поверхности среза;
- При большом — происходит втягивание тонкого материала в станок с последующим разрывом. Изделие будет иметь заусенцы и затянутые края. Если материал имеет достаточную толщину, то готовая деталь будет иметь закругленные кромки;
- Допускается выпуск удовлетворительного качества деталей при острых режущих краях штампа и при зазоре до 30% от толщины.
Зазор зависит от рода и толщины материала (от 0,5 до 12 мм.) и колеблется в пределах 4-16% толщины исходника.
Только при грамотно настроенном зазоре между пуансоном и матрицей, а также остроты их кромок будет обеспечиваться качество выпускаемых деталей согласно заданным параметрам технического проекта.

И З Г О Т О В Л Е Н И Е М А Т Р И Ц
Стеклопластиковая формообразующая оснастка – матрицы.
Стеклопластик используется в качестве формовочного материала для многих целей. В изготовлении собственного стеклопластиковых изделий стеклопластиковые матрицы используются для ручного контактного формования, распыления, впрыска, холодного прессования и литья.
Стеклопластик используется в качестве формовочного материала также для:
— вакуумного формования стеклопластика;
— формового литья полиуретановой пены;
— литья бетона и пр.
Принципиальная конструкция стеклопластиковых матриц одинакова для всех этих способов применения. Разница – в выборе сырьевых материалов, а также в методах укрепления и фиксации рабочих инструментов. В зависимости от применения существуют различные специфические требования к стеклопластиковым матрицам, но следующие из них являются общими:
— постоянство размера;
— стабильность температуры;
— износостойкость;
— долговечность.
Формовочный материал и строение матрицы на практике не являются единственной гарантией долговечности, многое зависит от того, как обращаются с матрицей в ежедневной работе.
Если матрицы обрабатываются действительно точными инструментами и снабжены подъемными петлями, направляющими и съемниками, то они действительно долговечны.
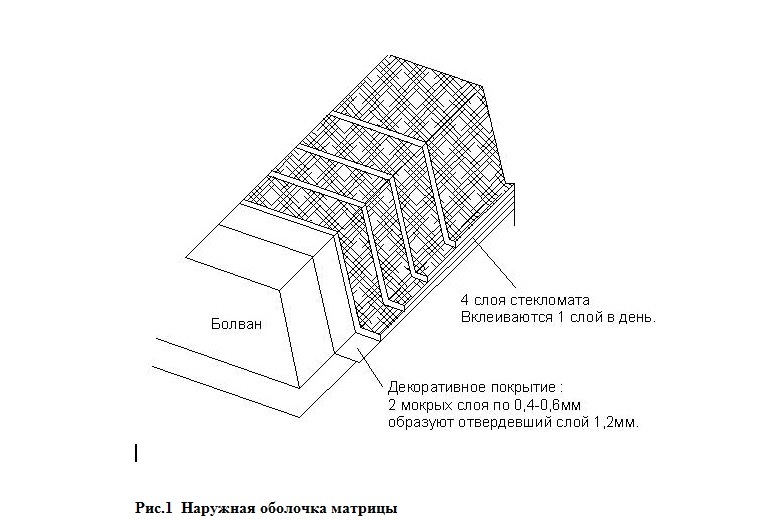
Независимо от того, для чего собираются использовать матрицу, она должна быть изготовлена из двух слоев: первый – декоративное покрытие наружной поверхности, второй – каркасный слой или внутренняя отливка.
Декоративное покрытие наружной поверхности является формообразующим слоем, и он является решающим с точки зрения функционирования матрицы. Каркасный слой или внутренняя отливка придает матрице прочность и жесткость. Всевозможные направляющие, ножки, ручки, съемники и т.п. необходимо также отформовывать или отливать в зависимости от применения матрицы.
КОНСТРУЦИОННЫЕ МАТЕРИАЛЫ ДЛЯ МАТРИЦ
Гелькоут для поверхности (защитно-декоративное покрытие) винилэфирный гелькоут матричный
Открытые и закрытые матрицы для ручного формования и распыления, впрыска, прессования и отливания, а также для методов, которые требуют высокой температуростойкости и механических воздействий.
Смола полиэфирная для изготовления матриц.
Тиксотропная, предварительно ускоренная, на изофталиевой основе, с высокой температурой размягчения (HDT). Используется во многих типах матриц.
Смола полиэфирная для изготовления матриц.
Тиксотропная, предварительно ускоренная. Предназначена для формообразующей оснастки, работающей в условиях высоких температур.
Смола полиэфирная общего назначения для ламинировании.
Тиксотропная, предварительно стимулированная, на ортофталиевой основе с низкой эмиссией стирола. Используется для ламинирования матрицы, ножек, направляющих и соответствующего крепежного формования. Используется также в качестве последнего слоя при формовании каркаса, когда необходимо достичь больших толщин формования.
50 % отвердитель МЕК – пероксид (ПМЭК, Бутанокс М 50)
Используется в качестве отвердителя для гелькоута (дозировка 1,5-2,5 %), полиэфирной смолы (дозировка 1-2 %).
ПОЛИРУЮЩИЕ МАТЕРИАЛЫ
Практически любые, рабочие.
РАЗДЕЛИТЕЛЬНЫЕ МАТЕРИАЛЫ
Разделительные воски и другие.
Воск для матрицы. С помощью воска получают блестящую поверхность разделения. Наносят ровным и тонким слоем вручную. Полируют в ручную, полировальной бумагой или тряпочкой.
Разделитель, спиртовой.
Раствор поливинилового спирта, который используют при изготовлении матриц, для предотвращения разрушительного воздействия стирола при вводе в эксплуатацию новых матриц, а также для изготовления таких частей, которые в дальнейшем будут подвергаться поверхностной обработке. Тонкий и ровный слой наносят замшей, тканью или другим соответствующим материалом.
КОНСТРУКЦИОННЫЕ МАТЕРИАЛЫ ДЛЯ МАТРИЦ
Укрепляющие и пробельные материалы
Стекловуаль 30 г/м2 . Легко устанавливающаяся и быстро промокающая, пригодна для первого слоя после декоративного покрытия, для предотвращения межслоевого проникновения волокон и прочих соответствующих дефектов поверхности.
Также можно использовать стекломатериал с плотностью 300-450 г/м2 . Если формование каркаса выполняют сэндвич-методом, то в качестве пробельного материала можно использовать бальзу, полиуретан, пенополеуретан. При этом необходимо помнить, что ячеистый пластик нуждается в изоляции, т.к. он специфическим образом влияет на особенности матрицы, а также на ее конструкцию и использование.
РАБОЧИЕ ПОМЕЩЕНИЯ И ПЛАНИРОВАНИЕ
Минимальное требование к рабочим помещениям при изготовлении матриц: температура на любой стадии не должна опускаться ниже 18 С. Такое же требование касается всех материалов, а также болвана. Нужно помнить, что выравнивание температуры одной банки полиэстера может длиться одну неделю и в том случае, если она поднята с пола, например, на погрузочную площадку.
Необходимо стремиться поддерживать нормальную температуру между +20 С и + 23 С.
Перед формованием стоит пожертвовать временем для планирования и принять во внимание следующие моменты:
— все требуемые материалы необходимо брать правильной температуры;
— увязать ход работы на разных стадиях;
— изготовление наружной оболочки длиться пять дней. Рекомендуется начинать в понедельник, используя конец недели для отвердения.
БОЛВАН (ФАЛЬШИЗДЕЛИЕ)
Первой стадией при изготовлении стеклопластиковой матрицы является сооружение болвана. Он может быть прототипом или изготовленным отдельно из древесины, гипса, металла или другого материала, на который не воздействует стирол. Болван должен сохранять свои размеры и его поверхность должна быть идеально обработана. Обработку поверхности болвана осуществляют грунтовкой, шпаклевкой, окраской лаком и последующей полировкой. Окраска лаком важна, прежде всего, тогда, когда болван изготовлен из какого-нибудь пористого материала, например, дерева, гипса или еще чего-либо подобного. В этом случае окраску лаком необходимо осуществить несколько раз.
При шпаклевке и окраске лаком необходимо использовать материалы, которые достаточно хорошо выдерживают воздействие стирола. Лучше всего это – полиэстер, но можно также использовать двухкомпонентную шпаклевку или лак. Из сильных лаков наиболее пригоден кислотвердеющий карбамид. Кроме того, можно использовать двухкомпонентный полиуретан, но он требует значительно большего времени застывания. Многие застывающие на воздухе шпаклевки и лаки не выдерживают воздействие стирола, поэтому их необходимо защищать, покрывая поверхность разделительной пленкой СРА 5 (раствор поливинилового спирта).
Обрабатывая поверхность, болвана необходимо обратить внимание на то, что возвышения на поверхности матрицы, образованные царапинами болвана, можно позднее удалить шлифованием, тогда как возвышения на поверхности болвана вызывают впадины на поверхности матрицы, которые удалять уже значительно сложнее.
ОБРАБОТКА РАЗДЕЛИТЕЛЬНЫМИ МАТЕРИАЛАМИ
Когда поверхность болвана готова и на ней ожидается блеск, лаку необходимо отвердеть в течение недели, не менее. Двухкомпонентному полиуретану необходимо отвердевать не менее двух недель. После этого поверхность болвана необходимо обработать разделительными материалами, например, натереть разделительным воском. Воск наносится тонким, ровным слоем на поверхность с помощью мягкого пористого кусочка пенопласта.
Рекомендации по нанесению воска зависят от производителя.
На обработанную разделительным составом поверхность болвана необходимо установить закладные детали (направляющие, съемники и т.п.), прикрепив их двусторонним скотчем или маленьким кусочком формовочного воска, разогретого предварительно в руках.
УСИЛЕНИЯ
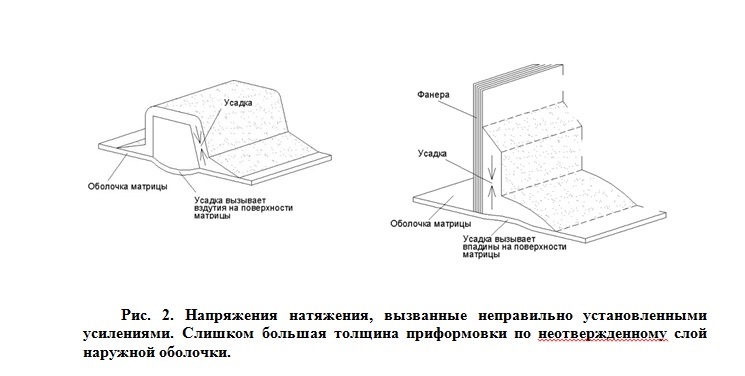
Работу с усилениями и рамами нельзя начинать прежде, чем наружная оболочка отвердеет не менее двух недель.
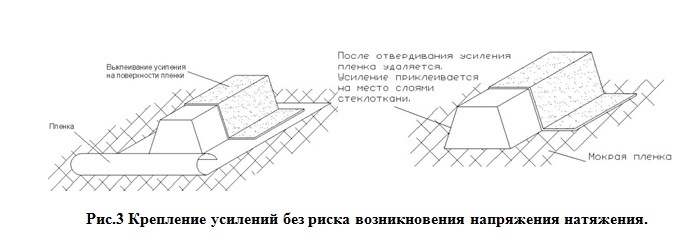
Когда речь идет о тонкостенных матрицах, чтобы не возникало напряжений натяжения, усиления и рамы следует приформовывать следующим образом:
Необходимо обозначить места установки усилений. Для этого приклеивается липкая лента, выдерживающая воздействие стирола, например, Mylar, Melinex, Hostaphan поверх меток. Приформовываются два слоя стеклоткани сатинового плетения поверх пленки и устанавливаются сердцевины усилений, картонные трубки, полиуретановые лоскутки или соответствующие элементы поверх стеклоткани. Приформовывается усиление и дается время на отвердение.
После отвердевания весь пакет отделяют и удаляют пленку. Очень хорошо получаются широколапые балки усиления. Далее необходимо отшлифовать на матрице поверхность и приклеить усиление на поверхность одним или двумя слоями стеклоткани сатинового плетения.
РАМЫ.
Для сведения к минимуму риска возникновения напряжений натяжения необходимо устанавливать полностью готовые рамы, сделанные из металлического уголка, стальной трубки и пр. материалов. Когда рама приформована к матрице, ее поверхность уже нельзя обрабатывать: шлифовать, полировать или сверлить. Различные части рамы необходимо обработать (отрезать, сгибать) так, чтобы они полностью подходили к матрице. Каждую часть временно приставляют к матрице до полного прилегания и соединяют вместе держателями, струбцинами и пр. так, чтобы раму можно было вытащить. В крайнем случае, различные части соединяют, точнее, прихватывают точечной сваркой.
Когда рама готова и временно собрана, ее снимают с поверхности матрицы и сваривают целиком. Высверливают все отверстия и устанавливают все элементы, необходимые при работе с матрицей.
После этого всю раму полностью очищают от жира и устанавливают обратно на поверхность матрицы для приформовки. Необходимо помнить, что у приформовываемых к матрице частей, должно быть стопроцентное прилегание. Все зазоры должны быть заполнены шпаклевкой до приформовки. Если прилегание полное и приформовываемые поверхности отшлифованы, достаточно двух слоев стеклоткани сатинового плетения и широких крепежных лопастей (речь идет о ширине приформовочного угольника) приформовки. При формовании необходимо помнить о тепловом расширении рамы.
Раму необходимо спроектировать так, чтобы она была местом крепления стойки и прочих необходимых для обработки матрицы деталей. Рама не должна быть только лишь кучей металла, а у каждой части должно быть собственное предназначение и определенное место.
РАЗДЕЛЯЕМЫЕ МАТРИЦЫ
Разделение матрицы необходимо осуществлять вдоль естественных линий раздела так, чтобы раздел следовал углу или аналогичному элементу. Разделяемые части необходимо снабдить вытяжными ручками для облегчения открытия матрицы.
Разделяемые матрицы, в которых линия раздела не должна просматриваться на изделии, необходимо изготавливать особенно тщательно. Обрабатывая большие матрицы, это может оказаться очень трудоемко. Во многих случаях приходится шпаклевать или шлифовать выделяющиеся линии раздела. Если большие половины матрицы перекрываются внахлест, то можно избежать шпаклевки, изготавливая т.н. формовочный край на месте раздела. Этот формовочный край можно шлифовать и полировать в дальнейшем и таким образом, можно избежать больших ошибок при стыковке частей матриц.
Читайте также: