
Профилометр своими руками
Добавил пользователь Валентин П. Обновлено: 05.08.2024
База самоделок для всех!
- Самоделки для дачи
- Приспособления
- Автосамоделки
- Электронные самоделки
- Самоделки для дома
- Альтернативная энергетика
- Мебель своими руками
- Строительство и ремонт
- Для рыбалки и охоты
- Поделки и рукоделие
- Самоделки из материала
- Самоделки для ПК
- Cуперсамоделки
- Другие самоделки
Всегда была мысль соорудить кран для демонтажа двигателя, так как у меня и моей семьи не маленький автопарк, а еще и в гараже не так много места: значит нужен разборный!
Дефлектор — это устройство, которое улучшает тягу в трубе. Делает это он за счет того, что в результате обтекания дефлектора воздухом, образуются области пониженного давления непосредственно над трубой. А это влечет подсос воздуха (или печных газов) из трубы. Т.е. возникает эффект удлинения, подъема трубы примерно на 15-20%.
Наткнувшись на просторах интернета на оригинальные снегоступы решил и я себе их сделать. Покупать фирмовые — дорого, делаю из подручных материалов.

Профилограф - (от профиль и. граф)в металлообработке, прибор для измерения неровностей поверхности и представления результатов в виде кривой линии (профилограммы), характеризующей волнистость и шероховатость поверхности. Обработку профилограммы осуществляют графоаналитическим способом. Принцип работы профилографа заключается в последовательном ощупывании поверхности иглой, перпендикулярной к контролируемой поверхности, преобразовании колебаний иглы оптическим или электрическим способом в сигналы, которые плёнку или бумагу. Первые профилографы появились во 2-й половине 30-х гг. 20 в. и представляли собой оптико-механические устройства с записью сигнала на кино- или фотоплёнку. В современных профилографах колебания иглы обычно преобразуются в колебания электрические напряжения с помощью индуктивных, ёмкостных, пьезоэлектрических и др. преобразователей. Профилографы состоят из трёх блоков: станина с измерительным столиком и приводом,электронный блок и записывающее
устройство. Алмазная игла с радиусом закругления 2—12 мкм располагается в датчике профилографа. Статическое давление иглы на измеряемую поверхность 1—20 мн (1 мн = 0,1 гс), а в динамических условиях — в пределах 0,06—1,2 мн на 1 мкм осевого перемещения иглы. Запись профиля в приборах с электрическим преобразованием сигнала чаще всего выполняется на металлизированной бумаге. Для удобства расшифровки профилограмма вычерчивается в увеличенном масштабе. Увеличение записи измеряемых высот неровностей в вертикальном направлении возможно в диапазоне от 400 до 200 000 раз. Горизонтальное увеличение осуществляется благодаря более быстрому перемещению бумаги по сравнению со скоростью перемещения иглы (до 100 000 раз). Погрешность вертикального увеличения профилографа для разных видов приборов от ± 5 до ± 10%, а горизонтального — не более ± 10%. Профилографы обычно изготавливают объединённым с профилометром,снабжают разнообразной оснасткой, обеспечивающей запись профиля деталей различной конфигурации.
Профилометр - от профиль и. метр), прибор для измерения неровностей поверхности с отсчитыванием результатов измерения на шкале в виде значенийодного из параметров, используемых для оценки этих неровностей— шероховатости поверхности. Первые профилометры появились почти одновременно с профилографами. В профилометрах сигнал получается от датчика с алмазной иглой, перемещающейся перпендикулярно контролируемой поверхности. После электронного усилителя сигнал интегрируется для выдачи усреднённого параметра, количественно характеризующего поверхностные неровности на определённой длине. Наиболее распространены профилометры с постоянной трассой интегрирования, равной рабочей длине трассы ощупывания, и отсчётом показаний по шкале после завершения ощупывания. Выпускают также профилометры со скользящей трассой интегрирования, меньшей длины трассы ощупывания, и отсчётом показаний в процессе перемещения иглы по поверхности. Погрешность показаний профилометра находится в пределах от ± 10 до ± 25%. Преобразование колебаний алмазной иглы в электрическое напряжение может осуществляться несколькими способами. Совершенствование профилометра предполагает расширение числа усреднённых вертикальных и горизонтальных показаний, характеризующих состояние поверхностных неровностей, оснащение профилометра анализаторами, позволяющими оценивать неровности поверхности другим способом — через гармонические составляющие, образующие характеризующую их кривую.


Шероховатость поверхности может оцениваться самыми различными методами. Контроль может проводится на различных этапах, в некоторых случаях он визуальный, в других предусматривает применение специальных инструментов. Наиболее распространенными методами контроля шероховатости поверхности можно назвать:
- Компараторы.
- Электронные приборы.
- Микроскопы.
- Метод реплик согласно стандартам ISO.
- Профилометр.

Профилометр Mahr Marsurf PS1

компаратор СА507 + СА3600A
Шероховатость поверхности контролируют в процессе обработки материала или после выпуска продукции при определении его качества. Наиболее доступный метод оценки визуальный, но он не позволяет определить шероховатость поверхности с высокой точность. Визуальный метод не является разновидностью контроля, а только позволяет определить наличие или отсутствие дефектов. Наиболее доступный метод контроля шероховатости поверхности заключается в применении компараторов ISO, технические показатели которого соответствуют установленному стандарту ИСО 8503-1. Для контроля могут использоваться два типа рассматриваемого измерительного инструмента, которые применимы на различных производствах.
Качество обработки поверхностей деталей
Качество обработки поверхностей деталей. 4.60/5 (92.00%) проало 5
Качество сборки отдельных соединений изделия зависит не только от точности изготовления деталей, но и от качества поверхности деталей.
В процессе эксплуатации детали машины, изготовленные с поверхностью, имеющей большую шероховатость, подвергаются большему износу, чем детали, имеющие ровную поверхность.
Это объясняется тем, что площадь опоры шероховатой поверхности меньше, чем ровной, так как поверхности соприкасаются между собой только гребешками.
Из-за шероховатости зависит характер посадок. У шероховатой поверхности больший износ, чем у ровной при подвижных посадках, в следствии чего увеличивается посадочный зазор из-за быстрого стирания гребешков. Шероховатость также влияет на прочность соединяемых деталей при неподвижных посадках. Гребешки при соединении двух деталей с шероховатой поверхностью неподвижной посадкой срезаются при посадке, и натяг уменьшается.
Из этого следует, что при различных видах неподвижных посадок чистота поверхности должна иметь шероховатость в определенных пределах. Поэтому для различных посадок поверхности обрабатываются различными способами, а именно, опиловкой, шабровкой, притиркой, доводкой.
ГОСТ качество поверхности.
Степень чистоты зависит от величины гребешков, оставшихся от механической обработки, которая измеряется особым прибором, называемым профилографом. ГОСТ 2789 — 45 делит поверхности на разряды и классы в зависимости от средней высоты гребешков. Имеется четыре разряда чистоты поверхностей, которые в свою очередь разделяются на четырнадцать классов (см. табл. 1). Первые три разряда имеют по три класса — с 1 по 9-й, а четвертый — пять классов — с 10 по 14-й.
Классификация чистоты поверхности.
Таблица 1. Классификация чистоты поверхности.
Обозначение чистоты обработки поверхности.
На чертежах чистота обработки поверхности обозначается треугольниками: первый разряд — одним треугольником, второй — двумя треугольниками, третий — тремя треугольниками и четвертый — четырьмя треугольниками. Необработанная поверхность никакого знака не имеет, а зачищенная поверхность обозначается знаком ~.
Классы обозначаются проставлением арабской цифры около треугольников (например, ▽▽ 4). К первому разряду относятся грубо обрабатываемые поверхности, которые получаются путем обдирки. Ко второму разряду относятся получистые поверхности, полученные путем грубой обработки.
К третьему разряду относятся чистые поверхности, гладкие, матовые, полученные в результате чистовой обработки металла — шлифованием, развертыванием и т. д.
К качественному четвертому разряду относятся весьма чистые поверхности — зеркального блеска, которые получаются после отделочных операций — притирки, доводки и т. д.
Для определения чистоты поверхности пользуются эталонами чистоты.
Параметры шероховатости
Для того чтобы проводить измерения шероховатости поверхности следует учитывать то, какой параметр при этом учитывается. Проводимый контроль предусматривает проверку совокупности неровностей, которые образуют рельеф на определенном участке.
Рассматривая поверхность определяется шероховатость, которая обозначается Rz или Ra. Шероховатость Rz – показатель 5-ти наиболее возвышенных точек, с которых берутся усредненные значения. Контроль проводят в пределе линии АВ. Шероховатость Ra представляет собой средний показатель арифметических абсолютных значение, которые касаются отклонения профиля поверхности от средней линии в пределах измеряемой базы.

Профилометр ПМ-80 МИКРОТЕХ.
Поверхность оценить визуально для определения всех вышеприведенных показателей практически не возможно. Визуальный способ неприменим в промышленности или в другой производственной деятельности, следует рассматривать особенности инструментального метода определения шероховатости, так как он позволяет определить нужные показатели с высокой точностью.
Шероховатость поверхности. Виды, методы и параметры.
Поверхности деталей, которые обработаны самым тщательным образом, не может быть идеально ровной: от номинальной – заданной чертежом – она будет отличаться. Есть два вида возможных отклонений: макро- и микрогеометрические, и при том, что первые характеризуют волнистость детали и степень её несоответствия форме, то вторые определяют не что иное, как шероховатость поверхности.
Понятию «шероховатость
Виды и параметры шероховатости:
Выделяют несколько видов шероховатости.
- Исходная шероховатость – следствие технологической обработки изделия абразивными материалами.
- Эксплуатационная шероховатость – шероховатость, которую приобрела поверхность вследствие изнашивания и трения.
- Равновесная шероховатость – эксплуатационная шероховатость, которая воспроизводится при стационарных условиях трения.
Согласно ГОСТ 2789-73 номенклатура параметров шероховатости выглядит следующим образом.
- Ra – среднее арифметическое значение отклонения профиля;
- Rz – высота неровностей профиля, снятая в 10 точках;
- S – средний шаг местных выступов профиля;
- Sm – среднее арифметическое значение шага неровности;
- Rmax – максимальная высота профиля;
- tp – относительная длина профиля (опорная), р – уровень сечения профиля.

Предпочтительным при задании шероховатости является параметр Ra.
Шероховатость во многом определяет эксплуатационные характеристики деталей и узлов, поэтому её точное измерение является одной из важных задач метрологии. Оценка может проводиться поэлементно (сравнение отдельных параметров) либо комплексно – путём сравнения исследуемой поверхности с эталоном.
В современных технологических исследованиях предпочтительным является первый способ.
Щуповой метод измерения шероховатости поверхности относится к контактным методам и реализуется с помощью профилометра. Прибор представляет собой датчик, оснащённый тонкой остро заточенной алмазной иглой с ощупывающей головкой.
Игла перемещается по нормали к исследуемой поверхности. Естественно, в местах микронеровностей (впадин и выступов) возникают механические колебания относительно головки. Эти колебания передаются на датчик, который преобразует механическую энергию в электрическую. Сигнал, генерируемый преобразователем, усиливается и измеряется: его параметры точно характеризуют неровности поверхности детали или изделия.
В зависимости от типа преобразователя полезных сигналов профилометры подразделяются на индуктивные, электронные, индукционные и пьезоэлектрические, причём наибольшее распространение получили устройства первого вида. Кроме этого, существует ещё одна разновидность приборов – профилографы, позволяющие не только измерить, но и записать параметры профиля в заранее подобранном горизонтальном и вертикальном масштабах.
Группа оптических – бесконтактных – способов измерения шероховатости поверхности достаточно обширна. Самыми распространёнными входящими в неё методами являются следующие:
- светового и теневого свечения;
- микроинтерференционный;
- растровый.
Растровый метод
Суть данного метода достаточно проста: на исследуемую поверхность накладывается изготовленная из стекла пластинка, на которую нанесена растровая сетка (система равноудалённых параллельных линий) с достаточно малым шагом.
При наклонном падении световых лучей в местах микронеровностей штрихи отраженной сетки накладываются на штрихи реальной – возникают муаровые полосы, свидетельствующие о наличии впадин и выступов на изучаемой поверхности. Точное измерение параметров неровности осуществляется по изложенной в ГОСТ методике с помощью растрового микроскопа.
Стоит отметить, что данный метод используется при исследовании лишь тех поверхностей, следы обработки на которых имеют преимущественное направление.
Методы светового и теневого свечения
Метод светового свечения при измерении параметров неровности применяется наиболее часто и заключается в следующем. Исходящий от источника света световой поток преобразуется в тонкий пучок, проходя через узкую щель. Далее он с помощью объектива под определённым углом направляется на исследуемую поверхность. Отраженный луч снова проходит через объектив и формирует изображение щели в окуляре. Абсолютно ровная поверхность соответствует идеально прямой светящейся линии, шероховатая поверхность – искривлённой.
Микроинтерференционный метод
Для реализации микроинтерференционного метода используют измерительный прибор, в состав которого входит интерферометр и измерительный микроскоп. С помощью первого устройства формируется интерференционная картина исследуемой поверхности с искривлениями полос в местах неровностей. Увеличивающий в разы полученную картину микроскоп позволяет измерить параметры шероховатости.
Метод слепков
Описанный ниже метод используют для оценки шероховатостей труднодоступных поверхностей и поверхностей, имеющих сложную конфигурацию.
Метод слепков заключается в снятии негативных копий (материалом для их изготовления, как правило, служит парафин, гипс или воск) поверхности при их дальнейшем исследовании оптическими или щуповым методами. Иными словами, метод слепков не является самостоятельным методом и используется лишь в сочетании с вышеописанными способами измерения шероховатости поверхности.
Поделитесь этим материалом:
Профилометр – это специальный прибор для измерения шероховатости поверхности отдельных деталей, механизмов и элементов, изготовленных из материалов различной плотности. Он помогает определить качество продукции и необходимость ее дополнительной обработки. Использование, и особенно выбор аппарата являются важными этапами практически любого производственного процесса. Поэтому прежде чем приобрести и приступить к эксплуатации измерителя, следует подробно изучить, какие бывают виды профилометров, их функционал и технологические особенности.

Что это такое?
Показатель шероховатости поверхности – это одна из главных технических характеристик качества изделия, предназначенного для работы в жестких условиях, которые предполагают сильный износ материала изготовления. От уровня шероховатости будет зависеть как общее качество работы продукции – ее эксплуатационные параметры, так и продолжительность использования. Показатель шероховатости очень важен, например, для двигателей внутреннего сгорания, других аналогичных узлов и механизмов с большим количеством движущихся деталей и элементов.


Во время эксплуатации на рабочих поверхностях таких механизмов происходят непрерывные процессы, оказывающие негативное влияние на структуру и целостность материала:
образование сколов, трещин и заусенцев различной величины;
механический износ материала;
эрозия металла, его частичное смятие.
Повысить же технические и эксплуатационные характеристики изделия, улучшить качество его работы, а также продлить срок годности существенно помогает дополнительная технологическая обработка – шлифование. От нее будет зависеть уровень шероховатости поверхности, который и измеряется профилометром.
Подобные возникающие дефекты могут оказывать на качество работы механизма даже большее влияние, чем сильный перегрев или удары, и, соответственно, быстрее вызывать его деформацию. Да и сам перегрев металла чаще всего возникает из-за чрезмерного трения, причиной которого становится излишняя шероховатость поверхности отдельного элемента.
Поэтому именно шероховатость в значительной степени влияет на такие технические показатели материалов, как:
стойкость к образованию коррозии;
допустимый коэффициент трения.

Этот прибор позволяет определить точное состояние поверхности материала, а главное, необходимость его дальнейшей обработки (зачистки или шлифовки).
По принципу работы профилометры разделяются на контактные и бесконтактные устройства. Контактные приборы оснащены специальным стальным щупом с твердым наконечником. Он определяет уровень шероховатости, перемещаясь по поверхности изделия, и выдает показатели на экран, установленный в корпусе прибора.
Бесконтактные или оптические профилометры определяют уровень шероховатости детали при помощи оптического датчика и лазера, который также, исследуя поверхность, выводит полученные данные на специальный миниатюрный монитор. Рассмотрим подробнее обе разновидности профилометров, особенности их работы и главные технические характеристики.


Контактные профилометры
Для наглядного примера рассмотрим один из наиболее распространенных контактных профилометров – прибор с цифровым отсчетом 296 модели. Он является типовым представителем устройств в этом классе измерительной техники, работа которых основана на индуктивном преобразовании сигнала. Этот измеритель предназначен для определения уровня шероховатости только плоских поверхностей. Конструктивно контактный профилометр состоит из таких элементов:
стальной щуп с твердым, как правило, алмазным наконечником;
приспособление для перемещения щупа;
преобразователь уровня шероховатости;
цифровой преобразователь и усилитель электросигнала;
дисплей или миниатюрный монитор;
обратные датчики для управления щупом, направления его движения;
переключатель режимов измерения;
реле установки временного интервала.

Профилометр модели 296, как и приборы подобной модификации, например, профилометр 130 модели, считаются стационарной измерительной техникой. Эти аппараты в основном используются для определения шероховатости поверхностей лишь в лабораторных, цеховых условиях.
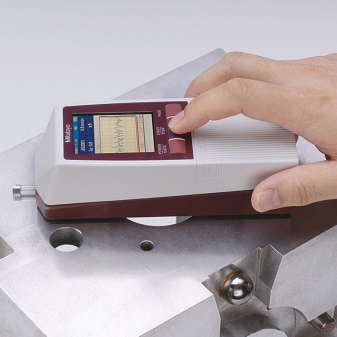
Но, кроме них, также существуют и мобильные или портативные профилометры контактного действия, имеющие небольшие габариты. Например, измерительный прибор российского производства модели TR-100 с пьезоэлектрическим преобразователем.


Несмотря на то что этот профилометр работает по такому же принципу, как и предыдущие модели, его функционал позволяет определять уровень шероховатости не только на плоских, но и на выпуклых и вогнутых поверхностях.
Подстройка показаний выходной величины или индикации в модели TR-100 осуществляется за счет специального узла, дополнительно встроенного в основную рабочую схему устройства. Кроме того, профилометр TR-100 имеет и более широкий диапазон измерения – от 0,05 до 50 микрометров (мкм). Его же существенный минус по сравнению с лабораторными или цеховыми аппаратами – более низкая точность определения (разница между моделями составляет примерно 10-12%).


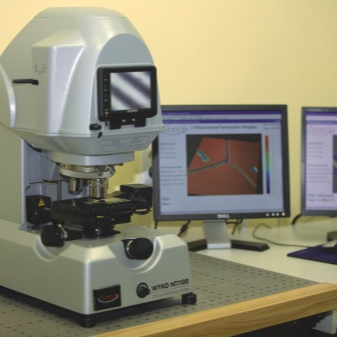
Бесконтактные профилометры
В отличие от контактных моделей бесконтактные профилометры имеют более широкие возможности. Поэтому сегодня они получили гораздо большее распространение, чаще используются на производстве. Их главные преимущества – возможность дистанционного сканирования, а также функция оперативной передачи данных и автоматический вывод информации на монитор компьютера или принтер для последующей распечатки. Допустимая же удаленность или дистанция от исследуемой поверхности будет зависеть от конкретной модели измерителя. Как и в случае с контактными моделями, бесконтактные аппараты также бывают двух основных видов – стационарные и портативные.
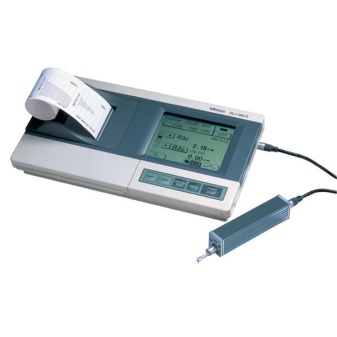
Бесконтактный стационарный профилометр с функцией записи полученного результата включает в себя такие элементы:
посадочная плита со специальными пазами, в которых фиксируется исследуемый материал или изделие;
специальная лазерная головка для сканирования поверхности;
оптическое устройство с первичными измерительными преобразователями – особый датчик или сенсор;
направляющий канал для передачи волны – волновод;
компьютеризированный узел с соответствующим пользовательским интерфейсом для управления прибором и подключения к нему дополнительных регистрирующих устройств.
Продуманный функционал бесконтактного оптического профилометра позволяет определять и выводить на монитор очень большой, а в большинстве случаев исчерпывающий объем необходимой информации. Подробные данные помогают максимально точно установить уровень шероховатости поверхности и необходимость ее дальнейшей обработки. Получаемые сведения включают в себя такие важные показатели, как:
профиль участка сканирования – продольный и поперечный;
максимально допустимая точность измерения конкретной поверхности;
дискретность (прерывистость) измерительного шага прибора;
погрешность отсчета в момент сканирования, а также возможная общая суммарная погрешность.

Кроме основного функционала, в таких профилометрах предусмотрена возможность производить запись полученных результатов на специальную термопечатную рулонную бумагу. Сама запись выполняется в виде профилограммы, благодаря чему прибор можно также использовать как полноценный профилограф. Управление же и контроль сканирования осуществляется в отдельном диалоговом режиме, это позволяет проводить повторное измерение уровня шероховатости не на всем изделии, а только на необходимых участках.
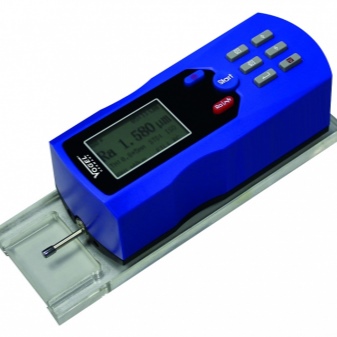
В качестве примера портативного или мобильного бесконтактного профилометра рассмотрим одну из самых популярных моделей такого типа устройств – измеритель немецкого производства Mahr MarSurf PS1. В этом компактном аппарате управляющий сигнал передается в соответствующую схему при помощи специального оптического датчика. Случайные же непроизвольные колебания (периодические частичные изменения) дистанции между исследуемой поверхностью и считывающим приемником аппарата компенсируются за счет автоматической системы калибровки шага измерения.
Профилометр оснащен удобным цифровым дисплеем и специальным выдвижным стилусом бесконтактного действия. Диапазон измерения уровня шероховатости в переносной модели Mahr MarSurf PS1 колеблется от 5 до 15 микрометров.
Как и все современные мобильные профилометры, прибор работает не только от электрической сети, но и от встроенных аккумуляторов. Существуют также модели со съемными батареями.
Как выбрать?
Выбор измерителя будет напрямую зависеть от типа исследуемой поверхности и предназначения, сложности проверяемого изделия. Стационарные контактные и бесконтактные профилометры позволяют получать более точную и детализированную оценку уровня шероховатости материала. Шероховатость твердых поверхностей, например, деталей из высокоуглеродистой стали, лучше измерять аппаратами с алмазным щупом. Производить оперативную или частичную оценку качества обработки материала удобнее портативным переносным прибором.

Оптические бесконтактные измерители рассчитаны только на сканирование очищенных материалов – пыль и загрязнения могут существенно исказить результат.
В специфических производственных условиях для проверки таких поверхностей рекомендуется использовать контактные профилометры с твердыми алмазными наконечниками, иначе показатель шероховатости будет неверным.
Профилограф-профилометр - это комбинированный прибор для измерения шероховатости поверхности он состоит из - профилографа и профилометра.
Рассмотрим понятия профилограф и профилометр более подробно.
Профилометр представляет собой прибор для измерения шероховатости контактным методом: по оцениваемой поверхности перемещается игла, колеблющаяся в местах неровностей. Эти колебания вызывают возбуждение ЭДС и, соответственно, малых токов. Они усиливаются и регистрируются с помощью гальванометра, показания которого выводятся на дисплей прибора и позволяют судить о характере исследуемой поверхности - высоте микронеровностей. Однако нередко для оценки шероховатости выбирается не высота, а другой параметр шероховатости.

Рисунок 3. Профилометр
Устройство и принцип действия профилометра
Генератором сигнала в профилометре является тонко заточенная - чаще всего алмазная - игла. Она перемещается по нормали к поверхности, шероховатость которой оценивается. Выработанный сигнал - механический - преобразуется в токовый с помощью преобразователя, который может быть пьезоэлектрическим, ёмкостным или индуктивным. Затем сигнал поступает на электронный усилитель, а затем интегрируется и визуализируется - на экране прибора, таким образом, виден уже усреднённый параметр, который характеризует поверхностные неровности на участке определённой длины не только количественно, но и качественно.
В зависимости от вида трассы интегрирования выделяют несколько типов профилометров.
- · С постоянной трассой интегрирования. В таких приборах трасса интегрирования по длине равна трассе ощупывания. Результат измерений в данном случае доступен только после завершения процедуры;
- · Со скользящей трассой интегрирования. В СИТ данного типа трасса интегрирования в несколько раз короче трассы ощупывания, а отсчёт показаний выполняется параллельно с перемещением иглы по поверхности.
В отдельную группу выделяют профилометры с механотронным преобразователем, измеряющие параметры неровности с указанием Ra - среднего арифметического значения отклонения профиля.
Многие приборы оснащаются анализатором, позволяющим по гармоническим составляющим поступающего от иглы сигнала (вернее, по характеризующей их прямой) судить от неровностях поверхности.
Погрешность профилометров не выходит за пределы ±25%, а у многих современных приборов - ±10%.

Рисунок 4. Профилограф
Профилограф, также как и профилометр, служит для контроля параметров шероховатости поверхности, однако, результаты измерений представляется в виде кривой, которая характеризует волнистость и шероховатость. Обработку кривой - профилограммы - проводят графоаналитическим методом.
Устройство и принцип действия профилографа
Прибор состоит из трёх основных блоков. Первый - измерительный, включающий иглу, её привод и измерительный столик - позволяет получить сигнал, на основе которого в последствие будет построена характеризующая микронеровности кривая. Второй - электронныйблок позволяет усилить и преобразовать сигнал, который затем поступает в третий блок - записывающее устройство, вычерчивающее профилограмму в увеличенном масштабе на металлизированной бумаге, светочувствительную бумагу или специальную плёнку. Погрешность прибора не превышает ±5-10%.
Принцип действия профилографа практически не отличается от принципа действия профилометра - игла перемещается по нормали к исследуемой поверхности; от неё на преобразователь, а затем на электронный усилитель поступает сигнал, который, однако, не отражается на экране, а отображается графически.
Профилограмма записывается в увеличенном масштабе (увеличение по горизонтали до 100000 раз, по вертикали 400-200000 раз) - это делает её расшифровку гораздо удобнее.
Профилограф - профилометр позволяет одновременно проводить запись параметров микронеровностей поверхности на носитель - электротермическую бумагу или др., и наблюдать за результатами проведения измерений в режиме реального времени - с помощью показывающего прибора, который может быть аналоговым или цифровым.
Действие профилографа-профилометра, как и, основано на ощупывании контролируемой поверхности заточенной иглой с малым радиусом закругления и преобразовании её колебаний в электрический сигнал индуктивным или другим методом. Наибольшее применение находят профилограф-профилометры с индуктивным преобразователем.
Первоначально в середине прошлого века находили применение профилографы с обработкой и представлением аналогового сигнала (например модели 201). Дальнейшее развитие техники позволило создать аналоговые приборы с цифровым представлением результатов (например модели 252 и др.). Профилограф-профилометр модели 252, в котором использован индуктивный преобразователь, позволяет записывать профиль неровностей в увеличенном масштабе в виде профилограммы или измерять параметры шероховатости с индикацией в цифровом виде. Прибор снабжен преобразователем, электронным измерительным блоком со счетно-решающим блоком и записывающим устройством.
Профилограф-профилометр состоит из таких частей как:
- - измерительный блок;
- - показывающий прибор;
- - стойка;
- - мотопривод;
- - измерительный столик;
- - датчик;
- - записывающий прибор.
Индуктивный преобразователь выполняют в виде сдвоенного сердечника с двумя катушками. Катушки и две половины первичной обмотки дифференциального входного трансформатора включены по мостовой схеме, питание которой происходит от генератора с частотой 10 кГц. При перемещении по контролируемой поверхности алмазная игла преобразователя вместе со щупом, подвешенном на опоре, совершает колебания. Повороты перераспределяют индуктивности катушек, изменяя тем самым выходное напряжение дифференциального трансформатора. Изменения амплитуды напряжения характеризуют высоту микронеровностей, а изменение частоты (при работе прибора в режиме профилометра) - их шаг. Настройку прибора, перед измерением, производят аналоговым нуль-индикатором. Числовые значения параметров определяют с помощью цифрового отсчетного устройства. При работе прибора в режиме профилографа информация подаётся на записывающее. В настоящее время нашли применение приборные комплексы с применением преобразования аналогового сигнала в цифровой, последующей обработки по предусмотренной программе. Такие комплексы разработаны рядом как зарубежных так и отечественных производителей. Представление результатов проводится, как на экране монитора, так, и на бумажном носителе информации. Немаловажно, что результаты измерений сегодня могут сохраняться на электронных носителях. Профилограф-профилометр такого типа показан на рисунке 5, из которого хорошо виден его состав.

Рисунок 5. Профилограф - профилометр. 1-деталь, 2-измерительный датчик, 3-мотопривод, 4-системный блок, 5-монитор, 6-печатающее устройство, 7 клавиатура, 8 - мышь
Формы измеряемых поверхностей: плоские, цилиндрические, конические и другие поверхности как наружные, так и внутренние, сечение которых в плоскости измерения представляет прямую линию. В процессе измерений производится: трассирование, запись профиля и его визуализация на экране монитора, представление геометрических размеров параметров профиля, вычисления параметров шероховатости, а также записи результатов измерений на компьютер и распечатки их на принтере. Программное обеспечение позволяет в диалоговом режиме управлять процессом измерения, выбирая оптимальные режимы, вводить необходимую фильтрацию, вычислять параметры шероховатости, выводить на экран монитора и анализировать геометрические особенности микропрофиля. Результаты измерений сохраняются в памяти компьютера и могут быть распечатаны в виде протокола. Измеряемые поверхности должны быть чистыми и сухими. Принцип действия - электронный. Метод измерения - контактный, последовательного преобразования профиля в цифровой сигнал с дальнейшей его обработкой. Представление результатов измерения - на экране монитора и в виде распечатки на принтере. Профилограф - профилометры подвергают первичной, периодической, внеочередной и инспекционной. Первичной поверке подлежит, как правило, каждый выпущенный экземпляр прибора. Периодической поверке подлежат средства измерения, находящиеся в эксплуатации или на хранении, через определённые интервалы времени. Периодическую поверку должен проходить каждый прибор.
Читайте также: