
Приспособление для заточки реера своими руками
Добавил пользователь Morpheus Обновлено: 04.10.2024
. я сельпо конструкта сделал униве унифицированные на любой угол заточки сделала я это за счет. Вот такое право что.
Изготовил, далеко не новое, приспособление для заточки токарных резцов. Работа не завершена, на базе этого .
Мы продолжаем знакомить вас с токарным делом и не можем обойти стороной такой важный аспект, как заточка токарных .
Представлен способ когтеобразной заточки токарного резца реера, с применением приспособлений, довольно, широко .
Предлагаю Вашему вниманию процесс изготовления приспособления для заточки полукруглых стамесок, или рееров.
В этом видео я подробно покажу свой способ заточки токарных резцов. По вопросам изготовления мейселей и по другим .
Многие люди предпочитают выбрасывать ножницы, которые уже затупились. Но лучше узнать, как заточить ножницы, и тем самым значительно сэкономить на их покупке.
Ведь сейчас на прилавках магазина можно приобрести лишь современные китайские ненадежные подделки.
Подготовка
Легко всего поддаются заточке канцелярские и ножницы для стрижки. Намного сложнее заточить маникюрный набор. Прежде чем точить их, требуется убедиться в том, что неисправность связана именно с затуплением.
Вполне возможно у них просто ослабла ось крепления, где в основном применяется болтик или простая заклепка. Достаточно лишь подтянуть болт.
Если винт плотно затянут, а ножницы все равно плохо режут, то подточите пяточку-ограничитель, которая располагается возле отверстия с болтом.
Не старайтесь сомкнуть лезвия, так вы усугубите ситуацию.
Если в месте соединения применяется заклепка, то подожмите ее. Но перед этим раскройте ножницы и положите на любой металлический предмет.
Затем, использовав бородку, расплющьте заклепку и проверьте насколько хорошо смыкаются лезвия.
Если после проделанных действий ничего не изменилось, то потребуется наточить ножницы в домашних условиях.









Изготовление приспособления для заточки
Показанное на рисунке приспособление подходит для стамесок и лезвий рубанков длиной не менее 75 мм с углом заточки 25°. Вы можете сделать несколько таких приспособлений для заточки под другими углами.
Элементы составляющие приспособление для заточки
Сначала из твердой древесины, например кленовой, выпилите основание (А) с припуском по длине. Заготовка должна иметь размеры около 13x76x255 мм. Установите в пильный станок пазовый диск и выпилите шпунт глубиной 5 и шириной 45 мм на расстоянии 19 мм от заднего края. Затем установите диск для продольного пиления и наклоните его на угол 25°. Двухсторонним скотчем прикрепите заготовку к несущей доске, сделанной из обрезка, размеры которого должны быть больше заготовки. Расположите эту сборку и спилите скос на заготовке. Верните диск в вертикальное положение и опилите заготовку до окончательной длины 190 мм.
Из заготовки размером 19x45x255 мм сделайте держатель (В). Наклоните пильный диск на угол 25° и, прикрепив держатель к несущей доске, опилите скос. Установите диск в вертикальное положение и опилите держатель до длины 190 мм. Просверлите с нижней стороны два отверстия с цековками (дополнительное углубление под головку винта или гайки) для установки винтов. Центры отверстий располагаются на расстоянии 32 мм от концов держателя. Сначала сделайте цековки, а затем просверлите в центре каждой из них 5-миллиметровое отверстие. Установите в пильный станок пазовый диск и с помощью поперечною (углового) упора сделайте углубление шириной 102 и глубиной 1,5 мм. Это углубление поможет закрепить затачиваемые инструменты под прямым углом к рабочей поверхности.
Выпилите прижим (С), и просверлите отверстия для винтов. Расположите отверстия на расстоянии 32 мм от концов прижима посередине его ширимы. Сделайте ручку (D) и приклейте ее к прижиму. Когда клей высохнет, соберите приспособление, добавив винты, шайбы и гайки-барашки. Нанесите немного восковой пасты в шпунт основания, чтобы держатель легко двигался из стороны в сторону.
Порядок действий
Для того чтобы заточить ножницы, требуется использовать точильный камень. Его можно приобрести во многих хозяйственных магазинах.
Большинство вариантов камней имеет две разные стороны, одна из которых мелкозернистая, а другая — грубая. Вначале вам нужно воспользоваться грубой стороной.
Как наточить ножницы самостоятельно? Алгоритм включает несколько шагов.
- Положите точильный камень на ткань и немного смочите водой.
- Если в качестве крепления на ножницах используется болт, то разберите их. Если используется заклепка, то как можно шире раскройте лезвия.
- Следите, чтобы был соблюден наклон заводской заточки. Не меняйте его. Требуется уложить лезвие таким образом, чтобы его плоскость наклонялась от себя.
- Следите за тем, чтобы фаска находилась параллельно поверхности бруска.
- Точите ножницы правильно, медленно водите лезвия по всей их длине и только в одну сторону.
- Как только вы наточили их на грубой стороне камня, принимайтесь к заточке на другой стороне. Проделайте те же действия.
Закончив с заточкой, проверьте ножницы на куске ткани. Если они будут хорошо заточены, то без проблем ровно порежут материал на весу.











Процесс выполнения заточки с помощью приспособления
Возьмите затупившуюся стамеску. Положите приспособление на лист наждачной бумаги зернистостью 100 единиц. Вставьте лезвие стамески фаской вниз в держатель (В) под прижим (С). Выровняйте лезвие вдоль края углубления в держателе так, чтобы фаска касалась наждачной бумаги. Плотно затяните гайки-барашки, чтобы зафиксировать стамеску. Теперь лезвие установлено перпендикулярно рабочей поверхности, и его кончик чуть выступает за нижнюю сторону основания.

Вы можете закрепить стамеску у любого края углубления в приспособлении. Необходимо только выровнять ее по этому краю и убедиться, что фаска стамески плотно прилегает всей поверхностью к рабочей поверхности — листу наждачной бумаги.

Начав заточку, вы увидите след на наждачной бумаге. Периодически смещайте приспособление, чтобы работать на нетронутом участке наждачной бумаги. Прижимая приспособление, вы не даете листу бумаги сдвигаться.
Поставьте приспособление так, чтобы его основание и фаска лезвия опирались на наждачную бумагу. Одной рукой придерживайте край листа, а другой возьмитесь за держатель (B). Отодвиньте держатель вместе со стамеской от себя, прижимая фаску к бумаге. Затем снова верните к себе, немного ослабив нажим. Сделав несколько таких движений, снимите держатель с основания и осмотрите фаску лезвия. Неважно, затачивается новая стамеска или старая, — задачи одни и те же. Нужно, чтобы вся фаска равномерно покрылась тонкими рисками, параллельными режущей кромке. Если для этого требуется сделать еще несколько движений, передвиньте немного основание приспособления, чтобы использовать нетронутый участок листа. Выньте стамеску из приспособления, прижмите ее к наждачной бумаге верхней плоскостью (спинкой) и сделайте несколько движений из стороны в сторону. И снова та же цель — добиться равномерного рисунка, образованного тонкими рисками.
| Уже после нескольких движений по бумаге зернистостью 100 грит следы заводской обработки начинают исчезать. Продолжайте работу на том же листе бумаги до тех пор, пока вся фаска не приобретет равномерную матовость. | Прежде чем перейти на более мелкий абразив, отшлифуйте на той же бумаге обратную сторону лезвия (спинку). Это необходимо для максимальной остроты режущей кромки и снятия заусенцев, которые могли образоваться. |
Многие новые стамески имеют вогнутую фаску, и для того, чтобы она стала плоской, приходится иногда затратить несколько больше времени и усилий. Постепенно уменьшая зернистость наждачной бумаги, повторяйте эти действия с обеими гранями лезвия, чтобы они обрабатывались одинаково. Используйте лупу для исследования поверхности, чтобы определить, когда следует переходить на более мелкий абразив.
Заточка маникюрных ножниц: как правильно
Чтобы наточить маникюрные ножницы правильно, требуется применять маленький брусок, имеющий мелкое зерно.
Предпочтение отдавайте точильным камням с алмазной крошкой.
Маникюрные ножницы можно заточить тем же способом, что и простые. Но делать это следует как можно аккуратней.
Особенно это касается заточки наклона режущей фаски, так как он отличается от других.
Если у вас затупились маникюрные ножницы, имеющие изогнутые лезвия, то легче купить новые.
Быстрые методы
Чтобы не тратить время на разбор и точение представленного инструмента, вы можете воспользоваться следующими способами.
- Наждачная бумага. Найдите небольшой кусок этого материала, сложите его пополам, при этом затирающая сторона должна смотреть наверх. Начинайте резать бумагу, примерно на 15 полос. Таким же образом вы можете использовать абразивный материал на ткани, вату из металла.
- Алюминиевая фольга. Возьмите лист размером до 25 см и сложите его несколько раз. Затем начинайте ее резать.
- Стеклянная банка или бутылка. Если вы хотите наточить ножницы небольшого размера, то можете использовать горло бутылки. Поместите в горло бутылки открытые ножницы и начинайте аккуратно соединять кольца.
- Резка швейной иглы. Она поможет наточить маникюрные ножницы.







Самодельное приспособление для заточки не уступает дорогим и сложным
Есть огромный выбор средств для заточки инструментов, начиная от , и заканчивая специальными электрическими точильными станками горизонтального и вертикального типа. Однако простая наждачная бумага имеет несколько преимуществ перед всеми этими средствами. Она эффективно стачивает металл, обеспечивает плоские грани и стоит очень мало.

Для достижения лучших результатов используйте черную наждачную бумагу для мокрой и сухой шлифовки с абразивом из карбида кремния. Зерна карбида кремния тверже других абразивов, которые используются в производстве шлифовальных бумаг, таких как оксид алюминия или гранат, поэтому лучше стачивает сталь и дольше служит. Запаситесь листами бумаги с постепенно уменьшающимся размером зерен (100, 150, 220, 320, 400 и 600 единиц), и теперь вы снова сможете сделать острыми все ручные инструменты в вашей мастерской.
Для окончательной доводки режущих кромок понадобится немного мелкого абразивного порошка. Можно использовать бытовые чистящие смеси, состоящие из щавелевой кислоты, полевого шпата и соды.
Бытовые чистящие смеси, содержащие абразивные элементы
Для работы требуется твердая и ровная поверхность, например, кусок МДФ-листа, на которую кладут листы бумаги. Если поверхность слишком гладкая, например, стекло или пластик, и наждачная бумага начинает скользить — смочите ее водой. Хотя это и не обязательно, вы сможете лучше оценить результат работы с помощью увеличительного стекла.

Большинству из нас трудно оценить качество заточки, не прибегая к помощи увеличительного стекла. Эта простая лупа с восьмикратным увеличением не загораживает свет, и вы можете четко увидеть все недостатки.
И, наконец, так как при заточке на наждачной бумаге очень важно точно выдержать угол наклона лезвия, используйте несложное, но прочное и надежное приспособление из твердой древесины, которое позволяет уверенно контролировать весь процесс заточки. При работе с ним лезвие удерживается точно под заданным углом, не наклоняясь из стороны в сторону, и фаска получается идеально плоской. В месте с тем приспособление для заточки позволяет выполнять движения из стороны в сторону, чтобы не допустить износа абразивной бумаги на одном участке. Перед тем как начать заточку, сделайте себе такое же приспособление.
Как правильно использовать инструмент
Чтобы представленный инструмент на длительное время сохранил свою остроту, следует придерживаться к некоторым рекомендациям.
- Если вы используете ножницы для раскройки ткани, то применяйте инструмент лишь для этой цели. Не нужно потом им же резать рыбу, картон и другие предметы.
- Для резки молний и металлических нитей используются другие ножницы.
- Если вы используете их при готовке пищи, для ухода за растениями и ногтями, то регулярно дезинфицируйте их.
Главное — не кипятите ножницы, а обрабатывайте простым антисептиком. В противном случае они быстро затупятся и заржавеют. Не забывайте раз в полгода смазывать их.
Контроль результатов заточки под микроскопом
Мы заточили несколько стамесок с помощью нашего приспособления и наждачной бумаги и последующей полировки на ремне с абразивной пастой, а затем отправили их в лабораторию, где сделали фотографии режущих кромок с помощью сканирующего электронного микроскопа.
| Участок лезвия стамески, который затачивали на самодельном приспособлении, при 150-кратном увеличении. Под микроскопом можно разглядеть следы царапин, не исчезнувшие даже после доводки и полировки. | Эта стамеска заточена на специальном дорогом оборудовании, с увеличением в 150 раз. Царапины располагаются перпендикулярно режущей кромке и менее заметны. Острота стамески практически одинакова. |
Один из этих образцов показан на левом фото. Для сравнения заточили еще одну стамеску на специальном высокоточном оборудовании и также отполировали режущую кромку. Этот образец представлен на правом фото.
Вывод: наш примитивный метод заточки обеспечивает очень похожий результат при значительно меньших затратах.
Пильные диски при потере остроты снижают не только скорость, но и качество реза. Поэтому их нужно периодически затачивать. Если это делать просто напильником навесу, то добиться особого улучшения пиления не получится. Заточенным так диском можно пилить разве что дрова, но он никак не позволит получать сразу чистовой рез. Для качественной заточки нужен кондуктор (приспособление). Такое устройство можно собрать своими руками.
Что потребуется:
- Болгарка;
- алмазный точильный диск;
- телескопические направляющие выдвижных ящиков – 2 шт;
- фанера 20 мм;
- болты, гайки М8;
- червячный хомут на корпус болгарки.
Процесс изготовления приспособления для заточки циркулярных дисков и фрез
Из фанеры необходимо сделать подошву приспособления примерного размера 300х400 мм. В ней требуется профрезеровать радиусный сквозной паз, который в дальнейшем позволит крепить болгарку, и регулировать ее угол относительно затачиваемых дисков.
Со стороны дна нужно будет выбрать на нем четверть, для скольжения шляпки регулировочного болта. Перед изгибом просверливаются 3 отверстия для прикручивания крепления УШМ. Их лучше будет сделать уже после изготовления следующей детали.
Из фанеры вырезается Г-образное крепление для болгарки. В нем просверливаются отверстия как на фото. Одно будет работать как ось вращения. Оно располагается на месте крепления фрезера при подготовке радиусного паза. В него заворачивается мебельная гайка. Напротив делается еще отверстие для крепления детали непосредственно в сам паз. Третье отверстие позволит прикручивать болгарку к данной детали.
Деталь зажимается на подошву болтами. Над радиусным пазом используется барашковая гайка. УШМ будет удерживать центральный болт, закрученный в штатное отверстие для рукояти. Чтобы болгарку не накручивать на него всем корпусом, в подошве делается широкое отверстие. Сквозь него можно будет вкручивать болт через Г-образное крепление в инструмент гаечным ключом или шестигранником. Над центральным болтом вклеивается небольшая фанерная вставка, чтобы приподнять площадку в месте контакта с УШМ.
Из фанеры делается полукруглая подставка под корпус болгарки. Ее необходимо будет прикрутить на Г-образное крепление, заведя предварительно хомут. Тот повысит жесткость установленного инструмента.
Далее нужно изготовить площадку для фиксации затачиваемых дисков. Для этого вырезается из фанеры деталь 150х150 мм. С краю в ней потребуется выпилить узкую полоску, шириной 40 мм, не доходя до краев по 30 мм. Затем на полученную П-образную деталь приклеиваются 2 рейки 150х30 мм.
Далее выпиливается фанерный круг диаметром 80-100 мм.
На нем непосредственно и будут располагаться диски. В центре он просверливается, и в отверстие вкручивается болт. Его шляпку нужно будет утопить заподлицо. Это будет ось вращения диска. По бокам делается 2 отверстия. Они переносятся и на П-образное крепление. Сквозь них диск и эта деталь будут жестко скручиваться. На центральный болт зажимается шайба такого диаметра, чтобы надеваемый потом сверху диск не болтался.
Снизу на П-образную деталь прикручиваются телескопические направляющие. Сбоку в углу закрепляется небольшой квадрат из фанеры. Он будет использовать как упор при дальнейшей регулировки и фиксации положения каретки на направляющих полозьях.
Из фанеры выпиливание полоса 100х40 мм, и в ее центр фрезеруется сквозной паз. Ее нужно прикрутить через него к подошве кондуктора. Эта деталь и будет ограничивать ход каретки, блокируя упор сделанный сбоку. Зажимать ее можно барашковой гайкой.
Последней деталью будет блокиратор положения пильного диска. Он представляет собой Г-образное основание из бруска со сквозным пазом для крепления и регулировки. Сверху к нему прикручивается держатель ограничивающего штифта в виде капли. Сам штифт представляет собой металлический стержень. Эта деталь прикручивается к подошве слева от точильного диска.
Заточка дисков и фрез при помощи самодельного приспособления
Для использования кондуктора устанавливаем болгарку с зажатым точильным диском. Напротив закрепляем пильный диск.
С помощью регуляторов они выставляются относительно друг друга под нужным углом заточки. Последним прикручивается ограничитель со штифтом, чтобы не позволять прижимать зуб диска больше положенного. Тогда все они будут заточены равномерно.
Заточка происходит прижатием пильного диска на точильный до тех пор, пока следующий зуб не упрется в штифт. Затем каретка отъезжает, диск проворачивается, и аналогично затачивается следующий зуб.
Для заточки фрез устанавливается приспособление в котом зажимается фреза.
Поворачивается в сторону диска и та же затачивается кадая режущая грань по типу диска.
Смотрите видео
При сверлении отверстий в деталях, изготовленных из металла, используемый инструмент подвергается активному износу, что приводит к интенсивному нагреву сверл и, как следствие, к их выходу из строя. Чтобы избежать этого, необходимо регулярно восстанавливать их геометрические параметры, а сделать это максимально точно и качественно помогает специальное приспособление для заточки сверл. Это нехитрое устройство, которое можно изготовить своими руками, позволяет быстро и качественно затачивать затупившиеся сверла и не тратить деньги на приобретение новых.

Заточка сверла на самодельном приспособлении
Особенно актуальным приспособление, предназначенное для заточки сверл, является в тех случаях, когда этими инструментами приходится часто работать по металлу, в результате чего они быстро изнашиваются и требуют регулярного восстановления. При обработке древесины используемое для этих целей сверло практически не изнашивается, соответственно, требует минимального внимания к параметрам своей заточки. Для сверл, режущая часть которых оснащена твердосплавными пластинами, такое приспособление тоже не особенно значимо, так как они практически не подвергаются переточке и используются мастерами до полного износа или поломки.
Многие опытные специалисты вообще не применяют приспособления для заточки, полностью полагаясь на свой опыт и глазомер. Однако, как показывает практика, в таких случаях лучше все же использовать устройства, позволяющие механизировать данный процесс. Это обеспечит максимальную точность и требуемое качество результата.
Для изготовления высокоточного приспособления требуются металлообрабатывающие станки
На современном рынке предлагается множество приспособлений для заточки сверл, позволяющих быстро, качественно и точно восстановить геометрию режущего инструмента даже в том случае, если вы не имеете опыта выполнения подобных процедур. Между тем можно не тратить деньги на приобретение таких приспособлений, а изготовить простейший станок для заточки сверл своими руками.
Варианты изготовления
На каком бы приспособлении или станке ни выполнялась заточка сверла по металлу, ее качество необходимо контролировать. Для этого используется специальный шаблон, который также может быть серийным или изготовленным своими руками. Этот шаблон необходим прежде всего для контроля точности углов режущей части, которые формируются в процессе заточки сверла. Инструменты, используемые для работ с различными материалами, отличаются друг от друга в том числе величинами таких углов. Узнать точные значения последних можно из справочной таблицы.
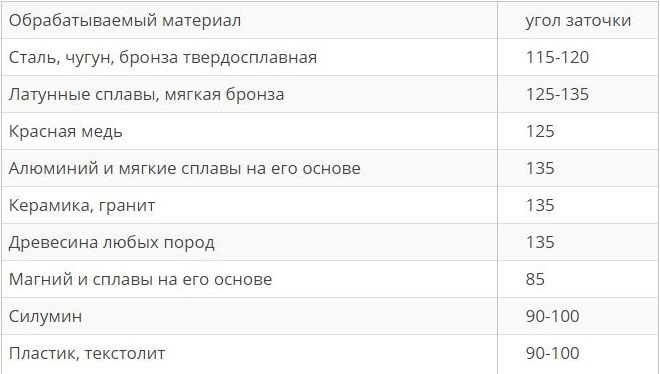
Таблица 1. Углы заточек сверл
Работая с разными материалами и зная величины углов режущей части сверл для таких материалов, можно изготовить сразу несколько шаблонов и использовать их для контроля правильности заточки одного и того же сверла, выступающего в данном случае в роли универсального инструмента.
В качестве простейшей приспособы для заточки сверл можно применять втулку с внутренним диаметром, соответствующим поперечному размеру сверла, жестко закрепленную на надежном основании под определенным углом. Подбирая втулку для такого приспособления, необходимо следить за тем, чтобы диаметр ее внутреннего отверстия строго соответствовал поперечному размеру затачиваемого сверла. Нельзя допускать, чтобы обрабатываемый инструмент болтался в таком отверстии, так как даже 1–2° отклонения его оси от требуемого значения может серьезно снизить качество и точность выполняемой заточки.
Приспособление-держатель для заточки сверла
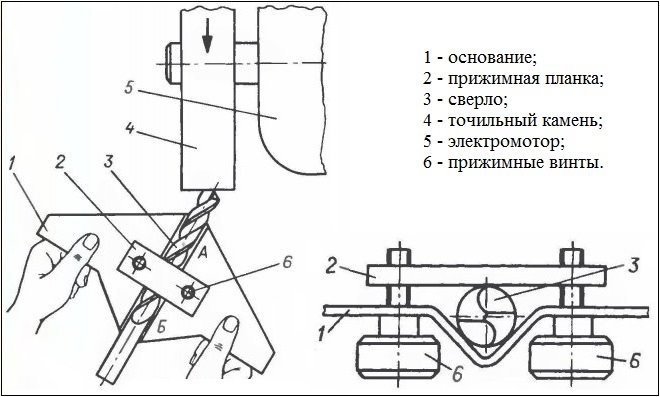
Самодельное приспособление для заточки сверл лучше сразу оснастить обоймой из медных или алюминиевых трубок, внутренние диаметры которых соответствуют типовым размерам чаще всего используемых вами сверл. Можно поступить проще и дополнить такое приспособление, применяемое для заточки сверл, деревянным бруском. В бруске надо просверлить отверстия, соответствующие размерам инструментов различного диаметра. Важнейшим элементом конструкции такого приспособления является подручник, который одновременно решает несколько важных задач:
- обеспечивает правильную фиксацию сверла и его точное перемещение по отношению к поверхности точильного круга;
- выступает в качестве надежного упора для обрабатываемого инструмента.
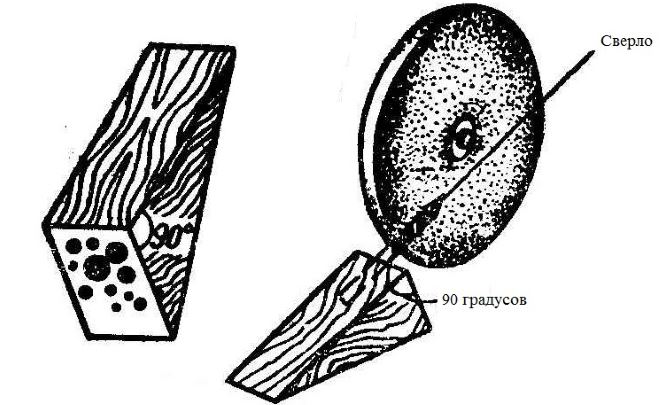
Схема простейшего приспособления из деревянного бруска
Подобным приспособлением на основе дубового бруска с отверстиями разного диаметра пользовались еще наши деды, которые с его помощью выполняли качественную и точную заточку сверл. Основная задача, которую должен решать самодельный станок или приспособление, используемые для заточки сверл, – правильно ориентировать режущую часть обрабатываемого сверла по отношению к рабочей поверхности точильного круга.
Чтобы изготовить самодельный станок для заточки сверл, можно использовать различные конструктивные исполнения подобных приспособлений. Соответствующие чертежи несложно найти в интернете. Более того, если понять принцип работы такого устройства, то свой заточный станок можно изготовить и по собственной конструкции.
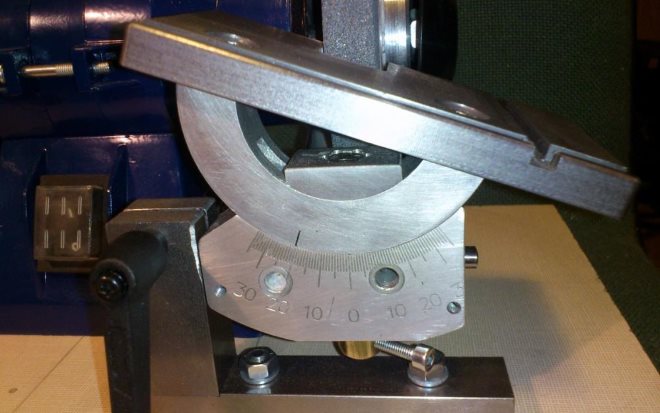
Довольно серьезное приспособление, обеспечивающее хорошую точность заточки
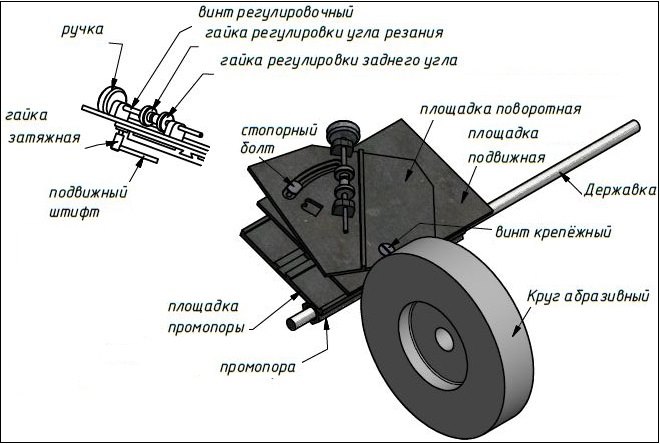
Чертежи деталей приспособления
Промопора Площадка промопоры Подвижная площадка
Крепление сверла и упорный винт Поворотная площадка Болты, гайки, штифты и шайбы
Существует важное правило, которое необходимо соблюдать при работе с таким приспособлением: в процессе его использования затачиваемое сверло не должно проворачиваться вокруг своей оси. Если инструмент провернется даже на небольшой угол, заточку придется выполнять заново.
После заточки сверла ему следует дать остыть. Затем надо проверить его восстановленные геометрические параметры при помощи шаблона. Необходимо иметь в виду, что режущие кромки инструмента могут отличаться друг от друга по длине не более, чем на десятые доли миллиметра. Особенно важно соблюдать это требование для сверл, отличающихся небольшим диаметром.
Среди ошибок, допускаемых при заточке сверл с использованием такого приспособления, выделяются две наиболее типичные.
- Длина режущих кромок даже при их симметричности и правильно подобранных углах является неодинаковой, соответственно, центр сверления смещен относительно оси инструмента. Сверло, при заточке которого допущена такая ошибка, будет создавать сильное биение в процессе сверления, а попасть им в центр будущего отверстия на поверхности заготовки будет достаточно сложно. Заточенный таким образом инструмент с большой долей вероятности сломается в процессе дальнейшей эксплуатации.
- При точной центровке сверла углы, под которыми располагаются его режущие кромки, несимметричны. Поскольку из-за этого будет работать только одна режущая кромка, сверление будет происходить медленно, при этом наконечник инструмента будет активно нагреваться. Это приведет к отпуску металла, из которого изготовлено сверло, а создаваемое отверстие окажется разбитым (будет иметь диаметр, превышающий поперечный размер самого инструмента).
Как изготовить станок для заточки спиральных сверл
В качестве основы для изготовления заточного станка для сверл спирального типа можно использовать любой серийный точильный агрегат, способный работать без биения и выдерживать значительные нагрузки. При оснащении такого станка дополнительными приспособлениями необходимо соблюсти следующие требования.
- Ось подручника должна совпадать с осью вращения точильного круга, при этом она может располагаться с ней в одной горизонтальной плоскости или быть выше нее.
- Все элементы создаваемой конструкции должны быть надежно зафиксированы, чтобы обеспечить безопасность выполнения заточных работ.
- Конструкция приспособления должна допускать возможность выполнения заточки сверл как в ручном, так и в полуавтоматическом режиме.
- Устройство подручника должно предусматривать возможность расположения хвостовика сверла под любым углом.
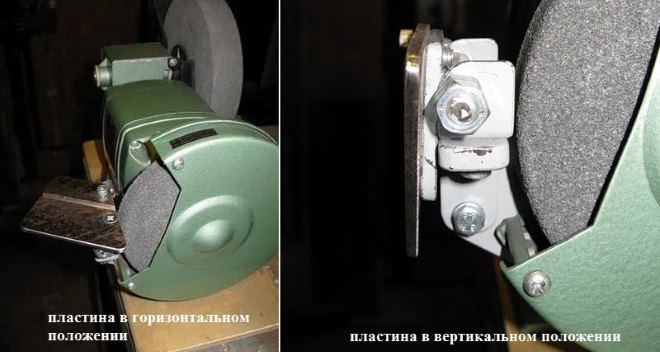
Приспособление для заточки сверл в сборе
При изготовлении данного приспособления для заточки сверл не требуются сложные технические устройства и дефицитные материалы, которые придется приобретать дополнительно. Все комплектующие можно найти практически в любой домашней мастерской или в гараже. В качестве оборудования и инструментов, при помощи которых такие комплектующие будут дорабатываться перед сборкой приспособления, можно использовать обычную болгарку и сварочный аппарат.
Поскольку упор такого приспособления должен быть качающимся, что необходимо для заточки сверл в полуавтоматическом режиме, для его фиксации следует использовать петлевое соединение. Подбирая трубку, кронштейн и болт для крепежного узла, следует иметь в виду, что в приспособлении должны отсутствовать люфты. Самоделка предложенной конструкции обладает двумя степенями свободы.

Площадка такого приспособления, на которой фиксируется обрабатываемое сверло, имеет возможность вращаться по вертикальной оси, предоставляя возможность изменять угол заточки инструмента. Кроме того, подручник, опирающийся на горизонтальную ось, может совершать колебательные движения, что обеспечивает верную артикуляцию в процессе выполнения заточки.
Для изготовления конструктивных элементов такого приспособления используется листовой металл различной толщины, а именно:
- опорная пластина – 4 мм;
- направляющая пластина для сверла – 5 мм;
- остальные элементы конструкции – 3 мм.
Направляющая пластина, на поверхности которой необходимо выполнить треугольный паз, предназначенный для размещения обрабатываемого инструмента, фиксируется на опорной пластине при помощи винтового соединения.

Направляющий паз пластины
Устройство и конструктивные особенности рассматриваемого приспособления для заточки сверл позволяют ему поворачиваться на угол до 90°. Благодаря такой возможности выполнять заточку сверл при помощи данного приспособления можно практически любым из используемых сегодня методов.
Сверло, затачиваемое при помощи такого приспособления, укладывается в направляющую канавку и может свободно перемещаться в ней в продольном направлении. При этом угол заточки инструмента не изменяется.

Установка сверла в направляющий паз пластины
Поскольку верхняя поверхность опорной пластины располагается несколько выше оси вращения точильного круга, при использовании такого приспособления достигается оптимальная форма заточки задней поверхности сверла.
Сам процесс заточки сверл с помощью такого приспособления выглядит следующим образом.
- Инструмент выставляется в направляющей канавке приспособления таким образом, чтобы его режущая кромка располагалась параллельно краю направляющей пластины.
- После регулировки положения сверло медленно подается к рабочей поверхности вращающегося точильного круга.
Хорошо демонстрирует процесс работы с таким приспособлением видео, которое несложно найти в интернете.
Несмотря на простоту конструкции, такое приспособление обеспечивает высокую точность выполняемой заточки, для контроля качества которой можно даже не использовать шаблон. Если закрепить качающуюся пластину данного приспособления на фиксированный угол, его можно использовать и для заточки сверл, оснащенных твердосплавными пластинами.
Несколько рекомендаций по выбору наждачных кругов
Для того чтобы успешно затачивать сверла по металлу, большая часть которых изготавливается из быстрорежущей стали, необходимо использовать достаточно твердый точильный круг. В этом качестве можно применять абразивный инструмент, выполненный из карбида кремния. Такие круги, которые можно узнать по зеленому цвету и маркировке 64С, должны иметь зернистость, находящуюся в диапазоне 8Н – 16Н. Используя диски из этого материала, необходимо иметь в виду, что они сильно нагреваются при работе, поэтому не следует допускать, чтобы затачиваемое сверло находилось в длительном контакте с абразивным инструментом. Чтобы не допустить перегрева сверла при его заточке на таком диске, инструмент необходимо регулярно охлаждать, используя для этого водный раствор соды.
При заточке сверл с помощью точильного круга очень важно следить за тем, чтобы рабочая поверхность абразивного инструмента набегала на обрабатываемое сверло, то есть двигалась сверху вниз, а не наоборот.
Читайте также: