
Приспособление для центровки коленвала своими руками
Добавил пользователь Евгений Кузнецов Обновлено: 06.08.2024
Желание продлить жизнь своего двухколёсного друга заставляет владельцев постигать самые невероятные приёмы ремонта, среди которых перепрессовка коленвала. Достаточно сложная и ответственная процедура обязательно заканчивается проверкой правильности сборки, а для устранения перекосов необходима балансировка коленвала.
Если автолюбители имеют возможность обратиться за помощью в многочисленные автомастерские, то мотолюбители вынуждены пользоваться исключительно возможностями собственного гаража. Проблема заключается в том, что найти сервис, в котором производилась бы, к примеру, перепрессовка коленвала Ява, практически невозможно.
Подобная сложность ожидает любой двухколёсный транспорт отечественного и даже зарубежного производства советского и постсоветского периода. Благо запчасти к любимым мотоциклам найти ещё можно.
Проблемы ремонта кривошипов
Для любого мотора внутреннего сгорания коленвал является ключевым элементом, на который возложена задача превращений возвратно-поступательного движения поршня во вращательное. Исправно работая долгие годы, коленвал переносит существенные механические перегрузки.
Главным образом от износа страдает шатунный подшипник. Если в автомобиле эта деталь разбирается с помощью гаечных ключей и меняется, то в мотоциклетных кривошипах для замены шатуна и подшипника необходимо выпрессовать палец, а затем запрессовать новый обратно.
Процедура это непростая, но выполнимая, для чего необходимо иметь:
- специальный винтовой съёмник (который выполняют на заказ опытные токари) или гидравлический пресс;
- верстак с большими тисками.
Учитывая, что палец (шатунная шейка) очень плотно запрессована в щёки коленвала, для извлечения придётся приложить немалые усилия. Шейка всегда после разборки вставляется новая, вместе с шатуном. Для извлечения шейки с помощью съёмника, его следует очень надёжно закрепить в тисках или приварить сваркой к верстаку, раме гаражных ворот и так далее.
Щека коленвала укладывается в выемку, а под рабочую часть воротка устанавливается гайка, наружные габариты которой позволят ей пройти в отверстие, оставшееся в месте установки шейки. Для проворачивания винта придётся воспользоваться длинным рычагом. Гидравлический пресс позволит разобрать конструкцию за считанные минуты.
Восстановление коленвалов продолжается запрессовкой новой шейки, что производится в обратном порядке. Далее перед доморощенным механиком встаёт вопрос о том, как отбалансировать коленвал. Даже при очень аккуратной сборке соосность полуосей, параллельность щёк будут нарушены, что в итоге приведёт к нестабильной работе мотора и быстрой поломке. Эту процедуру также можно провести самостоятельно.
Балансировка коленвала в домашних условиях
Особенность мотоциклетного коленчатого вала заключается в том, что для правильной его регулировки достаточно вывести его полуоси на одну линию, а щёки выставить идеально параллельно без скручивания относительно шатунной шейки.
Для проверки основных размеров достаточно провести детальный промер расстояния между внутренними поверхностями щёк с помощью микрометра. Если имеются отклонения, то выправляются они таким способом:
- щёки расходятся – производится сдавливанием в тисках;
- щёки сходятся – в самом узком месте вбивается клин из твёрдой породы древесины;
- щёки перекручены относительно оси шатунной шейки – ударами алюминиевым молотком производится выравнивание.
Для проверки правильности балансировки изготавливают стенд, подобный тому, который используют для автомобильных коленвалов. На твёрдой поверхности закрепляют два отрезка Т-образного профиля. Верхние кромки устанавливают строго по уровню параллельно друг другу на одинаковой высоте (как рельсы).
Полуоси коленвала устанавливаются на кромки, и коленвал прокатывается вдоль профилей. Наблюдение за концами полуосей и щёками позволяет заметить даже незначительные искривления. Имея доступ к самому простому токарному станку можно произвести регулировку и настройку максимально точно. Сделать это поможет динамическая балансировка коленвала.
Порядок проверки и регулировки коленвал в станке
Для того, чтобы максимально точно проверить коленвал, необходимо установить его в токарный станок. Один конец зажимается в патрон, а противоположный фиксируется конусным держателем, конец которого упирается в осевую выемку полуоси. Для начала проверки включаются минимальные обороты. Наблюдение за вращающейся деталью позволяет выявить места деформации. При измерении микрометром следует учитывать, что биение коренных шеек в месте установки подшипников (по ширине – поле около 20 мм) не должно превышать 0,03 мм.
Балансировка коленвала своими руками должна предусматривать постепенное увеличение частоты вращения вала станка, что позволит убедиться в правильности сборки. Существенное увеличение частоты вращения приведёт к появлению естественной вибрации от перевешивающего шатуна. Использование подобных методов позволяют с высокой точностью настроить коленвал без привлечения специалистов.
Ребята, кто нибудь занимался перепресовкой колена, можно купить отдельно шатун с коренным подшипником и пальцем, стоимостью в 50% дешевле от колена. Мне интересен сам процесс, на сколько это трудоемко, и как он потом центруется и балансируется?
Ну так подшипник у нас продается вместе с шатуном и пальцем под щеки. Если будешь это делать, сними на фотик или видео.
косованыч, Ты читаешь мои мысли, я щас пришёл домой и начала создавать тему про КВ, а тут смотрю уже есть, короче говоря: "Мысли гениев - сходятся".
На дырчике делали это, но на КВ от пилота, так вот пресса в 10 тонн оказалось мало, для нашего мне кажется и 5т хватит!

Я просматривал эту тему, там пресс механический, а я думаю сделать пресс гидравлический, сосед такой делал, тем более он мне итак пригодится подшипники на колесах прессовать, на СТО дорого выходит.
косованыч, у меня в школе есть пресс, если всё будет нормально и я располовиню Двиг, то пойду к трудовику распрессовывать КВ"

и слыхал такую фигню что на старый палец противовес прессовать нельзя потому как он уже не за прессуется и противовес провернет да и ювелирная там работа его еще надо от балансировать чтобы его не калбасило в картере
и слыхал такую фигню что на старый палец противовес прессовать нельзя потому как он уже не за прессуется и противовес провернет
Это из той песни что "Слыхал звон да не знаю где он" это я про тебя а не про двигло.С чего его должно провернуть то?Если сажать придеться на горячую.То есть нагреть щеку а палец остудить.
просто уже запрессовка уже будет не та хотя как знать может у кого есть хороший пресс сделает что его не провернет у нас так барыги развлекаются покупают старый каленвал меняют подшипник меняют втулку шлифуют иногда красят и продают по цене нового просто не кто не советует брать колено после пере прессовки потому как его проворачивает хотя это зависит от того как сделать
Не спорю если это колено явы или иж юпитер, там есть вариант что провернет так как 2 котла но с одноцилиндровой техникой такого не слышал.
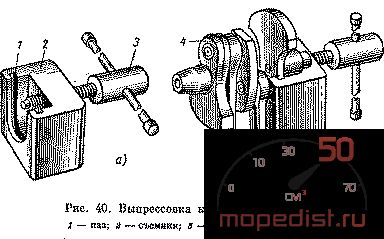
В случае износа кривошипа, при работе которого слышен стук, не следует эксплуатировать мотоцикл. На поверхностях кривошипного пальца и шатуна при этом образуются повреждения от наклепа и выкрашивания, которые не удается устранить шлифованием. Ролики также нельзя больше использовать.
Кривошип можно распрессовать небольшим прессом или специальным съемником. На рис. 40 показан съемник, изготовленный на токарном станке и предназначенный для разборки кривошипов двигателей М-61 и ему подобных. Съемник надевают на съемочные выступы наружной щеки кривошипа так, чтобы винт (диаметром 27 мм, шаг резьбы 3 мм) упирался в кривошипный палец. Съемник закрепляют в больших тисках или приваривают к стальной балке. Под винт съемника надо подложить шайбу и густо смазать ее и резьбу универсальной среднеплавкой смазкой (солидолом). При завинчивании винта съемника надо пользоваться длинным воротком. Для выпрессовки кривошипа двухтактного двигателя можно обойтись без подобного съемника и пользоваться прессом.
При сборке коленчатого вала двигателя типа М-61 на прессе можно прежде запрессовать кривошипные пальцы цилиндрическими концами в среднюю щеку и затем напрессовать на конусные концы крайние щеки, обеспечивая осевое перемещение шатуна между щеками в пределах 0,04—0,14 мм. Центрирование коленчатого вала производят в центрах токарного станка с помощью индикатора. Биение коренных шеек на длине 20 мм не должно превышать 0,05 мм.
Если шейки параллельны, но не соосны, то их положение выравнивают ударами алюминиевого молотка по щекам (рис. 41, б), а если расположены под углом, то сжимают в тисках (рис. 41, а).

В случае отсутствия запасных частей умеренно изношенные кривошипный палец и отверстие в шатуне иногда восстанавливают шлифованием на станке или с помощью притира и устанавливают ролики увеличенного диаметра. При отсутствии запасной сменной втулки нижней головки шатуна, например у двигателей типа М-72, можно расточить головку (лучше отшлифовать) шатуна и установить в нее кольцо толщиной 2,5—3 мм, сделанное из стали 12ХНЗА и подвергнутое цементации и закалке. Кроме того, можно использовать внутреннее кольцо шарикоподшипника (сталь- ШХ15) соответствующего внутреннего диаметра (50 мм), отшлифовав его снаружи под размер шатуна. При запрессовке кольцо охлаждают сухим льдом, а шатун подогревают.
вот бы сделать сам шатун разборный как на авто а вместо подшипника вкладыши хотя х.з может его клинанет от недостатка смазки
Подробно есть на ЯВА ОЛД,и пресса на 5тонн хватает на всё.Могу подробненько и с фото по операциям всё выложить,пока не стер вместе с папкой.Одно важно-распрессовка и сборка все делать на горячую.В теме *пресс для коленчатого вала*.С уточнениями обращайтесь-бывали уникальные коленвалы,и надо было почесать репу,чтобы получилось правильно.Здесь я недавно,и только сегодня набрел на эту тему.И почему-то по ссылке в майле зайти в тему ответа-вопроса гонит что ничего не найдено.И ссылки не выделяются под стрелочкой,может, что делаю неправильно.И каждый раз надо искать на форуме свою тему по-новой.Удачи!
Подробно есть на ЯВА ОЛД,и пресса на 5тонн хватает на всё.Могу подробненько и с фото по операциям всё выложить,пока не стер вместе с папкой.Одно важно-распрессовка и сборка все делать на горячую.В теме *пресс для коленчатого вала*.С уточнениями обращайтесь-бывали уникальные коленвалы,и надо было почесать репу,чтобы получилось правильно.Здесь я недавно,и только сегодня набрел на эту тему.И почему-то по ссылке в майле зайти в тему ответа-вопроса гонит что ничего не найдено.И ссылки не выделяются под стрелочкой,может, что делаю неправильно.И каждый раз надо искать на форуме свою тему по-новой.Удачи!
Мой опыт перепресовки коленвала на минском двигателе не к чему хорошему не привёл, отъездил недели 2 точно нескажу, потом резко пропала тяга, ну хоть это, а то до дома было далековато.Вскрытиее показало осталось только кусок верхнего кольца отломана юбка поршня царапины на цилиндре не под какой ремонт не катят ,далее расколол картера щоки коленвала в двух половинках картера кст. очень легко раскрыл половинки картера удобно так после того не эксперементирую.
Совсем забыл распресовывал коленвал на гидравлическом пресе, центрировал на токарном станке.
,далее расколол картера щоки коленвала в двух половинках картера кст. очень легко раскрыл половинки картера удобно так
Надо было заваривать палец в щеках, я вот так на Планете не сделал, теперь вот думаю развалится или нет, 100км пока проехал. На газуле у меня колено только после 3ей перепресовки без заварки развалилось, 15000км в сумме после первой перепресовки откатал. Теперь все завариваю после центровки электродами по чугуну или просто трердосплавными если щеки коленвала не чугунные
,далее расколол картера щоки коленвала в двух половинках картера кст. очень легко раскрыл половинки картера удобно так
Надо было заваривать палец в щеках, я вот так на Планете не сделал, теперь вот думаю развалится или нет, 100км пока проехал. На газуле у меня колено только после 3ей перепресовки без заварки развалилось, 15000км в сумме после первой перепресовки откатал. Теперь все завариваю после центровки электродами по чугуну или просто трердосплавными если щеки коленвала не чугунные
Возможно но теперь такой ерундой не занимаюсь проще купить новый,так-как езжу ежедневно, и не мало, эксплуатация весь год, могу заметить только одно, самым ходовым без ремонта двигателем себя показал двигатель серии д8 уже прошол 6000+км без ремонта верховина сдохла, точнее сцепление через неделю поездок, минский отходил лето, потом накрылся коленвал перепресовка читай-те выше нечего не дала ,есть ещё и планета5 но на ей по лесам ездить тяжело, эксплуатируется редко, и то чаще жена на ней катается, ремонта после покупки неразу небыло вообще даже акумулятор не заряжал года 3 как она у меня.
Какие ужасы вы здесь пишите. Коленвал В-ешки элементарно разбирается с помощью тисков , двух солидных уголков и средней величины кувалды, причем собирается с помощью только тисков(оговорюсь - солидных слесарных, а не тех что ювелиры используют). Основная работа начинается после сборки - убрать биение. Можно центровать в картерах(типа "сельский", но вполне пригодный вариант)- при вращении коленвала будет видно какая половинка куда уводит картер, но лучше в центрах с индикатором часового типа!Точнее выйдет!
Нагревать коленчатый вал при разборке и сборке не требуется. Все опереции произваодятся на холодную
Вот фото последнего собранного вала. Работа была интересная.


смеркалось, вечером я шел, был снег, мороз стоял трескучий, в кармане было 3 рубля и хрен стоял, на всякий случай.
magdino1951, на яваолде вы писали, что есть размеры пресса. Не поделитесь?
Интересуют общие габариты, расстояние от бутылки домкрата в сдвинутом состоянии до нижней опорной площадки и из какого профиля сделан. Хотя бы примерно.
Хочу соорудить подобный пресс, но дополнить функцией трубогиба.



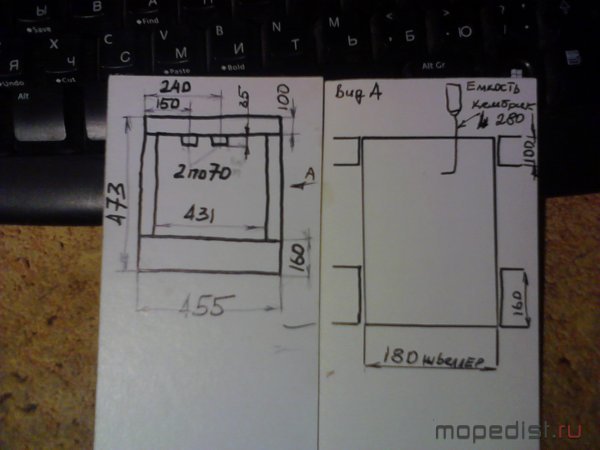
Прошу прощения за качество-снимал утром в цеху на мобилку,как вышло.На эскизе размеры в миллиметрах,все сварено из швеллеров,под домкрат усиленная площадка толщина 12 размер 150х120,опирается на швеллера на70,смещено от центра влево,так удобнее выпрессовывать палец из щеки.Да,сама площадка с домкратом может свободно перемещаться вперёд и назад для настройки в направляющих уголках из жести,привинченном к швеллерам на 70 слева и справа.
К вопросу о работе домкрата вверх ногами отвечу уважаемому обществу:
Большое спасибо! Габариты понятны, буду покупать швеллер и варить.
Есть ли смысл делать площадку домкрата подвижной влево-вправо?
а когда запресуешь ,уверены что соблюдите соосность ? допуски в пределах =- 0.02 .вот видео про новый коленвал с мотомира
у меня вопрос ,может кто знает .на заводе как делают ? ,сначала запресовывают ,а потом обтачивают ось коленвала до необходимого размера ? или уже обточеные половинки запресовывают ?
самому прессовать фигня колено долго не проходит лучше купить новый ну или на худой конец поддержанный советкии
Была у меня на Иж-56 страшная вибрация на оборотах чуть выше среднего - поршень то магазинный тяжелее родного раза в полтора, а магазинные поршня на таких древних аппаратах до планеты-2 отлично служат.
Раз поршень тяжелый значит ему нужен противовес на щеках коленвала. Но это надо сверлить отверстия, зачеканивать в них более тяжелый металл , например свинец, это я посчитал относительно геморойным делом + хотел отбалансировать попробывать только в плане эксперимента. Поэтому я просто взял и сточил лишний метал со стороны НГШ на щеках перед спресовкой коленвала убив двух зайцев - сточил металла применно на разницу массы поршней магазинного и родного + проточил тем самым дополнительные каналы смазки НГШ. Даже чуть больше сточил мем разница массы поршней и в итоге получил на холостых несколько большую но совем не критичную вибрацию чем была у мотора с завода, зато во всем остальном диапазоне оборотов до предельных вибрации нет вообще или я её не чувствую совсем - даже лучше чем у этого мотора с завода. Тоесть я еду на карпатах - чувствую виврацию, на пилоте 4т, на газуле - тоже чувствую вибрацию не хилую. Хотя раньше считал её незначительной, до того как на "отбалансированном" Иже пару дней покатался.
Теперь сажусь на Иж - вообще как на иномарке еду - мотора с новым комутатором от маховичкового генератора вообще почти не слышно в шлеме, хотя раньше из-за пропусков искры он больше ревел чем ехал, вибраций нет, ну прям мечта, если забыть на время что это всего-лишь Иж
Тоесть по логике выходит что чем тяжелее поршень, тем тяжелее должен быть противовес на щаках коленвала с противоположной стороны НГШ или НГШ должна быть легче. У Григорьева (не путать с гламурным колхозником дядей Гришей, Вагнер который) в этом духе написано все подробненько + зависимость противовеса от массы поршня.
И на мои опыты стоит опираться только когда Григорьева прочтете если повторить захотите, причем внимательно читайте, тут то я только опирался на григорьева, а расчеты и прикидки все "от себя" делал.
Вот собственно мои проточки, афигел, но помогло. Кстати коленвал от П-3 имеет уже эти проточки, только шире раза в 3, но у него немного инная балансировка с завода, так что работали до переделки что от Иж-56 что от П-3 коленвалы одинаково на одном и том же моторе с одним и тем же поршнем.

Наутилус,
вот зачем в воздух слова свои кидать, неподумав? Грамотно отремонтированный коленвал с хорошими комплектующими ходит не меньше хорошего нового
поддержанный советский может и походит чуть больше нового "новодела" но это не ремонт
если сами не умеете ремонтировать коленвалы, то лучше обратиться к специалистам этого дела( тут они присутствуют)
Никита, проточки это такие выемки небольшие в щеках кв?
самому прессовать фигня колено долго не проходит лучше купить новый ну или на худой конец поддержанный советкии
Как пепресовать, если кувалдой и без центровки, то да, не проходит долго.
А если все аккуратно сделать - дольше заводского проходит, сейчас китайцы ремкомплекты коленвалов на все совкомоторы делают - качество выше чем у российских, а вот коленвалы китайские из говна сделаны всмысле щеки и цапфы + часто не по размерам и распресоввываются такие коленвалы с пары ударов молотка, так что не надо говорить что новые коленвалы лучше.
Антон, это несимметрично расположенные выемки относительно друг друга потому что пилил "на глаз" на распресованном колене, через которые видна НГШ на фото.
Copyright МОПЕДИСТ.ру© 2007-2022 Все права защищены.
При копировании материалов с нашего сайта, активная ссылка на "Клуб любителей мокиков и мопедов" обязательна. Новые Минивэны Тойота.
Всем привет! В этом видео сделаем призмы и отцентрируем коленвал мотоцикла Pannonia T5. Приятного просмотра!
Вторая часть видео - балансировка переднего шкива - к сожалению, была утеряна, хотя ради нее все и затевалось.
ЗДЕСЬ РОЖДАЮТСЯ ЛЕГЕНДЫ Убедительная просьба, не пишите гадости, я Вас буду блокировать и Вы навсегда .
Перепресовка коленвала скутера, замена шатуна, центровка, своими руками. Наша телеграм группа по скутерам .
В этом видео показа простейшая и примитивная центровка коленчатых валов иж юпитер, все очень просто и понятно.
[Не ликвид Ford sierra 87г выпуска] Шлифовка коленвала домашних условиях в гараже без оборудования хоть на трассе .
Центровка коленвала после замены шатуна. Демонстрация с пояснениями. Все кому понравилось ставьте лайк, .
Здарова пацаны с вами снова макс 43 продолжу вещать про центровку вихров ского коленчатого вала я вам показывал в .
При дисбалансе коленчатого вала неравномерно распределяется масса вдоль и поперек оси, то есть нарушается баланс: один край легче другого. В основном причиной поперечного дисбаланса является износ деталей вала при продолжительной эксплуатации.
Балансировка коленвала проводится, чтобы снизить нагрузку и вибрации на узлы силового агрегата. Эта операция дает возможность поднять производительность двигателя, продлить срок эксплуатации. В основном балансировка необходима для изношенных элементов двигателя, но встречаются случаи, когда в балансировке нуждается новый автомобиль.

Балансировка коленвала в гараже
Определить, нужна ли балансировка коленвала, можно по поведению ручки переключения передач: она начинает болтаться при передвижении на холостом ходу. То же самое касается двигателя: если на холостом ходу мотор работает с рывками.
Причины появления неполадок могут быть разные:
- некачественное изготовление сопряженных деталей;
- неоднородность материала, который использован для коленчатого вала;
- люфты, возникшие в результате нарушения зазоров между сопряженными элементами;
- некачественная сборка;
- неточное центрирование;
- естественный износ.
После замены маховика или его зубчатого венца, корзины сцепления необходимо отбалансировать коленвал. Если не выполнить эту процедуру, то даже при небольших скоростях мотор начнет вибрировать из-за нарушения баланса.


Коленчатый вал с маховиком и сцеплением в сборе
Динамическую балансировку коленчатого вала с маховиком и сцеплением в сборе осуществляют относительно крайних коренных шеек при сверлении отверстий диаметром 15 мм (на глубину не более 15 мм при расстоянии между ними не менее 5 мм) на расстоянии 184 мм от оси вала в не закрытых кожухом сцепления сегментах рабочей поверхности маховика или при сверлении отверстий в бобышках под пружинами нажимного диска сцепления. Остаточный дисбаланс со стороны сцепления (маховика) должен быть не более 0,07 Нм. Перед балансировкой на каждую шатунную шейку надевают груз, а ведомый диск сцепления центрируется относительно внутреннего диаметра подшипника на фланце коленчатого вала с помощью первичного вала коробки передач или специальной оправки.
Где отбалансировать коленвал – варианты ремонта
Отбалансировать коленчатый вал можно двумя способами:
-
Статический способ применяется при незначительных нарушениях баланса. В этом случае коленчатый вал находится в неподвижном состоянии. При этом тяжелая сторона опущена вниз. Легкая часть уравновешивается с помощью грузов, которые крепятся на край легкой стороны. Затем с помощью специальных ножей снимается металл с тяжелой части, пока не опустится нагруженная часть.

Шлифовка коленчатого вала
Подшипники коленчатого вала
Коренные и шатунные подшипники имеют тонкостенные легкосъемные вкладыши, выполненные из биметаллической ленты (стальная лента, алюминиевый сплав АМО 2-20, включающий в себя 1% Си, 20% Sn, остальное А1). Для сталеалюминиевых вкладышей приняты шесть ремонтных размеров P1—Рб шатунных и коренных шеек коленчатого вала с уменьшением на 0,05 (Р1); 0,25 (Р2); 0,50 (РЗ); 0,75 (Р4); 1,00 (Р5); 1,5 (Р6). Тонкостенные вкладыши подшипников имеют высокую степень точности изготовления, и поэтому какой-либо их ремонт недопустим. Единственным способом устранения неисправностей вкладышей является их замена.
Под вкладыши подшипников первого ремонтного размера шлифование шеек вала не требуется. Маркировка ремонтных размеров вкладышей нанесена на стальной поверхности вкладыша. Вкладыши номинальных размеров маркировки не имеют. Между шейкой коленчатого вала и вкладышем подшипника нового двигателя должен быть зазор (для шатунных подшипников 0,032…О,076 мм, для коренных подшипников 0,050…0,107 мм), который обеспечивают при сборке деталей.
При проверке зазоров контрольными щупами рекомендуется проверять затяжку болтов подшипников динамометрическим ключом для обеспечения необходимой равномерной затяжки крышек. При нормальных зазорах в подшипнике шатун (без поршня), установленный на шейку снятого с двигателя вала, должен плавно опускаться под действием собственной массы, переходя из горизонтального положения в вертикальное. При оптимальных зазорах в коренных подшипниках и установленных крышках подшипников без шатунов коленчатый вал должен проворачиваться в постели от небольшого усилия руки.
Процедура балансировки своими руками
Балансировку можно выполнить в автосервисе, где, естественно, процедура будет проведена более точно, либо в собственном гараже. Для проведения процедуры в домашних условиях нужно изготовить специальное приспособление – станок, на который будет устанавливаться маховик. Сложного ничего нет. Сделать такой станок своими руками сможет даже человек, неимеющий слесарного опыта.
Приспособление
В первую очередь нужно сварить рамку, которая служить будет основой станка. Размеры рамки и приспособления зависят от длины коленчатого вала. Для изготовления нужна профильная труба и уголок. После изготовления рамки и затирки швов, в двух уголках рамки и в середине противоположной трубы, нужно просверлить отверстия для трех шпилек. К отверстиям приваривают гайки с диаметром внутренней резьбы равным диаметру шпилек, которые изготавливаются из железных прутов.

Самодельный станок для балансировки
Перед балансировкой рамку нужно выставить с помощью уровня строго горизонтально. Это легче сделать, если она будет стоять на трех штырях, чем на четырех. После регулировки на приваренные гайки сверху следует накрутить контргайки. Далее нужно сделать недалеко от каждого угла рамки отверстия для 4 прутов диаметром 14-16 мм, которые будут исполнять роль стоек. Длина прутов должна быть одинаковой – примерно 250 мм.
Последовательность действий
Балансировка коленчатого вала с помощью устройства, сделанного своими руками, состоит из следующих шагов:
- В первую очередь нужно выставить станок строго горизонтально. Для этого уровень укладывается сначала на одну перекладину-уголок. Затем следует подкручивать шпильки-стойки, пока уголок не будет расположен строго горизонтально. Далее уровень поворачиваем перпендикулярно, кладем его на два уголка-перекладины одновременно и крутим шпильку, высверленную посередине трубы. Добиваемся полной горизонтальности всей конструкции.
- Когда станок выставлен, на него можно устанавливать коленчатый вал в сборе с комплектующими. Если присутствует дисбаланс, вал начнет проворачиваться по уголку, пока самая тяжелая точка не окажется в нижней точке. Этот дисбаланс (перевес) нужно ликвидировать.

Приспособление для балансировки

Процедура балансирования на СТО
С данным приспособлением, изготовленным своими руками, можно легко отбалансировать коленчатый вал. Конечно, без специального оборудования достичь точности трудно, зато можно сэкономить на посещении автосервиса.
Балансировка деталей кривошипно-шатункого механизма
После ремонта коленчатого вала, а также устанавливаемого на него маховика, сцепления или шкива необходимо провести их балансировку. До ремонта коленчатого вала нужно заварить имеющиеся в его противовесах сверления, выполненные при предыдущей балансировке. Динамическую балансировку деталей, устанавливаемых на коленчатый вал (маховик, шкив, нажимной и ведомый диски сцепления), проводят на специальных станках.
Балансировку коленчатого вала, а также коленчатого вала с установленным на него маховиком и сцеплением следует проводить в динамическом режиме с грузами на шатунных шейках, заменяющими шатунно-поршневую группу на шатунной шейке. Балансировочный груз состоит из двух одинаковых полуколец, соединенных двумя болтами. Наружную внутреннюю поверхности и торцы груза окончательно обрабатывают после соединения полуколец болтами. Смещение осей болтов относительно торцов и внутреннего диаметра груза должно быть не более 0,05 мм.

Рис. Станок для статической балансировки маховика, шкива, нажимного и ведомого дисков: 1 — прибор для определения места дисбаланса; 2 — измерительная линейка для определения дисбаланса; 3 — уровень; 4 — стрелка для определения угла поворота лимба; 5 — лимб; 6 — оправка для статической балансировки шкива коленчатого вала; 7— балансируемый шкив; 8,9 и 10 — оправки для статической балансировки соответственно маховика, нажимного и ведомого дисков сцепления
Болты должны быть одинаковой массы. Груз подгоняют по массе при уменьшении наружного диаметра с точностью +1 г и балансируют статически на оправке с точностью 0,0002 Нм так, чтобы центр масс груза находился на оси груза и на середине его ширины. После этого на наружную поверхность груза наносятся риски для обеспечения сборки полуколец в одном положении.
Установка коленчатого вала
Для установки коленчатого вала нужно повернуть блок на стенде плоскостью разъема картера вверх, снять крышки коренных подшипников, протереть салфеткой постели под вкладыши в блоке и крышках и продуть блок сжатым воздухом. Затем необходимо установить подобранные верхние вкладыши в постели коренных подшипников блока, установить уплотнитель заднего подшипника, установить нижние половинки вкладышей в постели крышек коренных подшипников. При этом нужно внимательно следить за тем, чтобы верхние и нижние вкладыши заднего коренного подшипника не были перепутаны, так как верхние вкладыши имеют отверстия для подвода масла. При неправильной установке вкладышей масляный канал будет перекрыт, подшипник начнет работать без смазочного материала, что приведет к выходу из строя двигателя.

Рис. Проверка затяжки болтов коренных подшипников динамометрическим ключом

Рис. Проверка осевого зазора между передним упорным фланцем коленчатого вала и упорной шайбой: 1 — набор щупов; 2 — ворот
Затем следует установить коленчатый вал в сборе с маховиком, сцеплением, шестерней механизма газораспределения в удобное положение, продуть сжатым воздухом масляные каналы, протереть салфеткой коренные шейки вала, смазать поверхности верхних вкладышей чистым маслом, при меняемым для двигателя, разместить коленчатый вал в подшипниках блока и вставить в гнезда верхние полукольца упорного подшипника, смазать маслом поверхности нижних вкладышей и коренные шейки вала.
Далее необходимо установить крышки коренных подшипников на свои места и нижние полукольца упорного подшипника вместе с крышкой коренного подшипника, вставить болты с пружинными шайбами и завернуть их сначала от руки, затем затянуть с помощью углового торцового ключа, проверить затяжку болтов коренных подшипников динамометрическим ключом. После затяжки болтов каждого подшипника нужно выполнить следующее:
- проверить легкость вращения коленчатого вала (момент вращения должен быть не более 70 Нм);
- проверить осевой зазор между передним упорным фланцем коленчатого вала и упорной шайбой с помощью щупа и воротка;
- передвигая вал вперед и назад в направлении продольной оси двигателя, измерить зазор, который должен быть 0,045 …0,3 мм.
Уплотнение передней и задней шеек коленчатого вала производят, как правило, резиновыми манжетами. Запрессовку уплотнения осуществляют при помощи молотка и оправки, устанавливаемой на уплотнение. Уплотнительные манжеты нужно заменять по мере необходимости при наличии разрывов, разбухании или ороговении резины.
Читайте также: