
Поворотный стол для фрезерного станка с чпу своими руками
Обновлено: 05.07.2024
Для интересующихся созданием самодельных инструментов и оснастки выкладываю следующий промежуточный этап переделки фрезерного стола с размерами. Ссылки на предыдущие части - в конце статьи.
Боковины поворотного блока
Являются составляющей частью подстолья.
Крепятся непосредственно к продольным элементам и крайним фрагментам столешницы
Корпус фрезерного станка
Выполняется из той же фанеры 20 мм . В отличие от исходного варианта, высота увеличена до 500 мм для того, чтобы лифт для фрезера гарантированно поместился в корпусе. Первоначальный вариант лифта не имеет.
Поворотный блок устанавливается на болты м8 - они служат осями вращения.
Чтоб обеспечить свободное вращение фиксировать нужно не обычной гайкой а самоконтрящейся
Для фиксации угла наклона используются гайки-барашки
Болты для них устанавливаются в боковины насквозь с внутренней стороны.
В целом такая конструкция позволяет фиксировать фрезерный блок под любым нужным углом.
В исходнике не было наглядного устройства корпуса в верхней передней части подстолья и также передней подвижной секции столешницы. В следующей статье ее опубликую и соберу станок полностью.
Здравствуй дорогой читатель, в этой статье хочу поделиться своим опытом постройки фрезерного портального станка с числовым программным управлением.

Подобных историй в сети очень много, и я наверное мало кого удивлю, но может эта статья будет кому то полезна. Эта история началась в конце 2016 года, когда я со своим другом – партнером по разработке и производству испытательной техники аккумулировали некую денежную сумму. Дабы просто не прогулять деньги (дело то молодое), решили их вложить в дело, после чего пришла в голову идея изготовления станка с ЧПУ. У меня уже имелся опыт постройки и работы с подобного рода техникой, да и основной областью нашей деятельности является конструирование и металлообработка, что сопутствовало идее с постройкой станка ЧПУ.
Вот тогда то и началась движуха, которая длиться и по сей день…
Продолжилось все с изучения форумов посвященных ЧПУ тематике и выбора основной концепции конструкции станка. Предварительно определившись с обрабатываемыми материалами на будущем станке и его рабочим полем, появились первые бумажные эскизы, в последствии которые были перенесены в компьютер. В среде трех мерного моделирования КОМПАС 3D, станок визуализировался и стал обрастать более мелкими деталями и нюансами, которых оказалось больше чем хотелось бы, некоторые решаем и по сей день.
Одним из начальных решений было определение обрабатываемых на станке материалов и размеры рабочего поля станка. Что касается материалов, то решение было достаточно простым — это дерево, пластик, композитные материалы и цветные металлы (в основном дюраль). Так как у нас на производстве в основном металлообрабатывающие станки, то иногда требуется станок, который обрабатывал бы быстро по криволинейной траектории достаточно простые в обработке материалы, а это в последствии удешевило бы производство заказываемых деталей. Отталкиваясь от выбранных материалов, в основном поставляемых листовой фасовкой, со стандартными размерами 2,44х1,22 метра (ГОСТ 30427-96 для фанеры). Округлив эти размеры пришли к таким значениям: 2,5х1,5 метра, рабочее пространство определенно, за исключением высоты подъёма инструмента, это значение выбрали из соображения возможности установки тисков и предположили что заготовок толще 200мм у нас не будет. Так же учли тот момент, если потребуется обработать торец какой либо листовой детали длиной более 200мм, для этого инструмент выезжает за габариты основания станка, а сама деталь/заготовка крепится к торцевой стороне основания, тем самым может происходить обработка торца детали.
Конструкция станка представляет собой сборное рамное основание из 80-й профильной трубы со стенкой 4мм. По обе стороны длинны основания, закреплены профильные направляющие качения 25-го типоразмера, на которые установлен портал, выполненный в виде трех сваренных вместе профильных трубы того же типоразмера что и основание.
Станок четырех осевой и каждую ось приводит в движение шарико-винтовая передача. Две оси расположены параллельно по длинной стороне станка, спаренных программно и привязанных к Х координате. Соответственно оставшиеся две оси – это Y и Z координаты.
Почему именно остановились на сборной раме: изначально хотели делать чисто сварную конструкцию с закладными приваренными листами под фрезеровку, установку направляющих и опор ШВП, но для фрезеровки не нашли достаточно большого фрезерно-координатного станка. Пришлось рисовать сборную раму, чтобы была возможность обработать все детали своими силами с имеющимися на производстве металлообрабатывающими станками. Каждая деталь, которая подвергалась воздействию электродуговой сварки, была отожжена для снятия внутренних напряжений. Далее все сопрягаемые поверхности были выфрезерованны, и в последствии подгонки пришлось местами шабрить.
Залезая вперед, сразу хочу сказать, что сборка и изготовление рамы оказалась самым трудоемким и финансово затратным мероприятием в постройке станка. Первоначальная идея с цельно сваренной рамой по всем параметрам обходит сборную конструкцию, по нашему мнению. Хотя многие могут со мной и не согласиться.
Многие любители и не только, собирают такого рода и размера (и даже большего) станки у себя в мастерской или гараже, делая целиком сварную раму, но без последующего отжига и механической обработки за исключением сверления отверстий под крепление направляющих. Даже если повезло со сварщиком, и он сварил конструкцию с достаточно хорошей геометрией, то в последствии работы этого станка ввиду дребезга и вибраций, его геометрия будет уходить, меняться. Я конечно могу во многом ошибаться, но если кто то в курсе этого вопроса, то прошу поделиться знаниями в комментариях.
Сразу хочу оговориться, что станки из алюминиевого конструкционного профиля мы тут пока рассматривать не будем, это скорее вопрос другой статьи.
Продолжая сборку станка и обсуждая его на форумах, многие начали советовать сделать внутри рамы и снаружи диагональные стальные укосины для добавления еще большей жесткости. Мы этим советом пренебрегать не стали, но и добавлять укосины в конструкцию то же, так как рама получилась достаточно массивной (около 400 кг). А по завершению проекта, периметр обошъётся листовой сталью, что дополнительно свяжет конструкцию.
Давайте теперь перейдем к механическому вопросу этого проекта. Как было ранее сказано, движение осей станка осуществлялось через шарико–винтовую пару диаметром 25мм и шагом 10мм, вращение которой передается от шаговых двигателей с 86 и 57 фланцами. Изначально предполагали вращать непосредственно сам винт, дабы избавиться от лишних люфтов и дополнительных передач, но без них не обошлось в виду того, что при прямом соединении двигателя и винта, последний на больших скоростях начало бы разматывать, особенно когда портал находится в крайних положениях. Учитывая тот факт, что длина винтов по Х оси составила почти три метра, и для меньшего провисания был заложен винт диаметром 25мм, иначе хватило бы и 16 мм-го винта.
Этот нюанс обнаружился уже в процессе производства деталей, и пришлось быстрым темпом решать эту проблему путем изготовления вращающейся гайки, а не винта, что добавило в конструкцию дополнительный подшипниковый узел и ременную передачу. Такое решение так же позволило хорошо натянуть винт между опорами.
Конструкция вращающейся гайки довольно проста. Изначально подобрали два конических шарикоподшипника, которые зеркально одеваются на ШВП гайку, предварительно нарезав резьбу с ее конца, для фиксации обоймы подшипников на гайке. Подшипники вместе с гайкой вставали в корпус, в свою очередь вся конструкция крепится на торце стойки портала. Спереди ШВП гайки закрепили на винты переходную втулку, которую в последствии в собранном виде на оправке обточили для придания соостности. На неё одели шкив и поджали двумя контргайками.
В качестве направляющих скольжения, были использованы профильные направляющие рельсового типоразмера 25мм, фирмы HIWIN. Под их установку были выфрезерованны установочные пазы для соблюдения параллельности между направляющими.
Опоры ШВП решили изготовить собственными силами, они получились двух видов: опоры под вращающиеся винты (Y и Z оси) и опоры под не вращающиеся винты (ось Х). Опоры под вращающиеся винты можно было купить, так как экономии ввиду собственного изготовления 4 деталей вышло мало. Другое дело с опорами под не вращающиеся винты – таких опор в продаже не найти.
Из сказанного ранее, ось Х приводится в движение вращающимися гайками и через ременную зубчатую передачу. Так же через ременную зубчатую передачу решили сделать и две другие оси Y и Z, это добавит большей мобильности в изменении передаваемого момента, добавит эстетики в виду установки двигателя не вдоль оси винта ШВП, а сбоку от него, не увеличивая габариты станка.
Теперь давайте плавно перейдем к электрической части, и начнем мы с приводов, в качестве них были выбраны шаговые двигатели, разумеется из соображений более низкой цены по сравнению с двигателями с обратной связью. На ось Х поставили два двигателя с 86-м фланцем, на оси Y и Z по двигателю с 56-м фланцем, только с разным максимальным моментом. Ниже постараюсь представить полный список покупных деталей…
Все электрические компоненты, кроме двигателей, шпинделя и конечных выключателей были смонтированы в электрическом металлическом шкафу. Все управление станком производится от персонального компьютера, нашли старенький ПК на материнской плате форм фактора ATX. Лучше бы, чуть ужались и купили маленький mini-ITX со встроенным процессором и видеокартой. При не малых размерах электрического ящика, все компоненты с трудом разместились внутри, их пришлось располагать достаточно близко друг к другу. В низу ящика разместил три вентилятора принудительного охлаждения, так как воздух в нутрии ящика сильно нагревался. С фронтальной стороны прикрутили металлическую накладку, с отверстиями под кнопки включения питания и кнопки аварийного останова. Так же на этой накладке разместили панельку для включения ПК, ее я снял с корпуса старого мини компьютера, жаль, что он оказался не рабочим. С заднего торца ящика тоже закрепили накладку, в ней разместили отверстия под разъемы для подключения питания 220V, шаговых двигателей, шпинделя и VGA разъем.
Все провода от двигателей, шпинделя, а также водяные шланги его охлаждения проложили в гибкие кабель каналы гусеничного типа шириной 50мм.
Что касается программного обеспечение, то на ПК размещенного в электрическом ящике, установили Windows XP, а для управления станком применили одну из самых распространенных программ Mach3. Настройка программы осуществляется в соответствии с документацией на интерфейсную плату, там все описано достаточно понятно и в картинках. Почему именно Mach3, да все потому же, был опыт работы, про другие программы слышал, но их не рассматривал.
Технические характеристики:
Рабочее пространство, мм: 2700х1670х200;
Скорость перемещения осей, мм/мин: 3000;
Мощность шпинделя, кВт: 2,2;
Габариты, мм: 2800х2070х1570;
Вес, кг: 1430.
Список деталей:
Профильная труба 80х80 мм.
Полоса металлическая 10х80мм.
ШВП TBI 2510, 9 метров.
ШВП гайки TBI 2510, 4 шт.
Профильные направляющие HIWIN каретка HGH25-CA, 12 шт.
Рельс HGH25, 10 метров.
Шаговые двигатели:
NEMA34-8801: 3 шт.
NEMA 23_2430: 1шт.
Шкив BLA-25-5M-15-A-N14: 4 шт.
Шкив BLA-40-T5-20-A-N 19: 2 шт.
Шкив BLA-30-T5-20-A-N14: 2 шт.
Плата интерфейсная StepMaster v2.5: 1 шт.
Драйвер шагового двигателя DM542: 4шт. (Китай)
Импульсный источник питания 48В, 8А: 2шт. (Китай)
Частотный преобразователь на 2,2 кВт. (Китай)
Шпиндель на 2,2 кВт. (Китай)
Основные детали и компоненты вроде перечислил, если что-то не включил, то пишите в комментарии, добавлю.
Опыт работы на станке: В конечном итоге спустя почти полтора года, станок мы все же запустили. Сначала настроили точность позиционирования осей и их максимальную скорость. По словам более опытных коллег максимальная скорость в 3м/мин не высока и должна быть раза в три выше (для обработки дерева, фанеры и т.п.). При той скорости, которой мы достигли, портал и другие оси упершись в них руками (всем телом) почти не остановить — прёт как танк. Начали испытания с обработки фанеры, фреза идет как по маслу, вибрации станка нет, но и углублялись максимум на 10мм за один проход. Хотя после заглубляться стали на меньшую глубину.
По игравшись с деревом и пластиком, решили погрызть дюраль, тут я был в восторге, хоть и сломал сначала несколько фрез диаметром 2 мм, пока подбирал режимы резания. Дюраль режет очень уверенно, и получается достаточно чистый срез, по обработанной кромке.
Сталь пока обрабатывать не пробовали, но думаю, что как минимум гравировку станок потянет, а для фрезеровки шпиндель слабоват, жалко его убивать.
А в остальном станок отлично справляется с поставленными перед ним задачами.
Вывод, мнение о проделанной работе: Работа проделана не малая, мы в итоге изрядно приустали, так как ни кто не отменял основную работу. Да и денег вложено не мало, точную сумму не скажу, но это порядка 400т.р. Помимо затрат на комплектацию, основная часть расходов и большая часть сил, ушла на изготовление основания. Ух как мы с ним намаялись. А в остальном все делалось по мере поступления средств, времени и готовых деталей для продолжения сборки.
Станок получился вполне работоспособным, достаточно жестким, массивным и качественным. Поддерживающий хорошую точность позиционирования. При измерении квадрата из дюрали, размерами 40х40, точность получилась +- 0,05мм. Точность обработки более габаритных деталей не замеряли.
Что дальше…: По станку есть еще достаточно работы, в виде закрытия пыле — защитой направляющих и ШВП, обшивки станка по периметру и установки перекрытий в середине основания, которые будут образовывать 4 больших полки, под объем охлаждения шпинделя, хранения инструмента и оснастки. Одну из четвертей основания хотели оснастить четвертой осью. Также требуется на шпиндель установить циклон для отвода и сбора стружки о пыли, особенно если обрабатывать дерево или текстолит, от них пыль летит везде и осаждается повсюду.
Что касается дальнейшей судьбы станка то тут все не однозначно, так как у меня возник территориальный вопрос (я переехал в другой город), и станком заниматься сейчас почти некому. И вышеперечисленные планы не факт что сбудутся. Не кто этого два года назад и предположить не мог.
В случае продажи станка с его ценником все не понятно. Так как по себестоимости продавать откровенно жалко, а адекватная цена в голову пока не приходит.
На этом я пожалуй закончу свой рассказ. Если что-то я не осветил, то пишите мне, и я постараюсь дополнить текст. А в остальном многое показано в видео про изготовления станка на моем YouTube канале.
Всем доброго времени суток. После создания темы про поворотную ось для ЧПУ-фрезера, было много комментариев с просьбой рассказать о создании самого станка. К сожалению фоток этого процесса у меня не много, поэтому будет немного скомкано, но попробую описать процесс с тем, что есть.
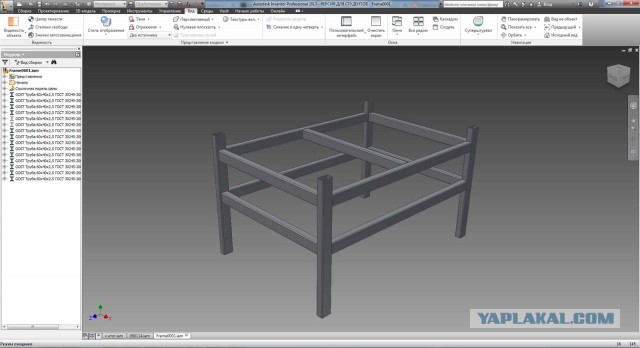
Для начала открываем Inventor от Autodesk (с Солидом и Компасом отношения у меня как-то не сложились) и проектируем раму будущего станка из металлических труб прямоугольного сечения 60х40х2,5 мм. Можно, конечно и без проекта, но мне так больше нравится.
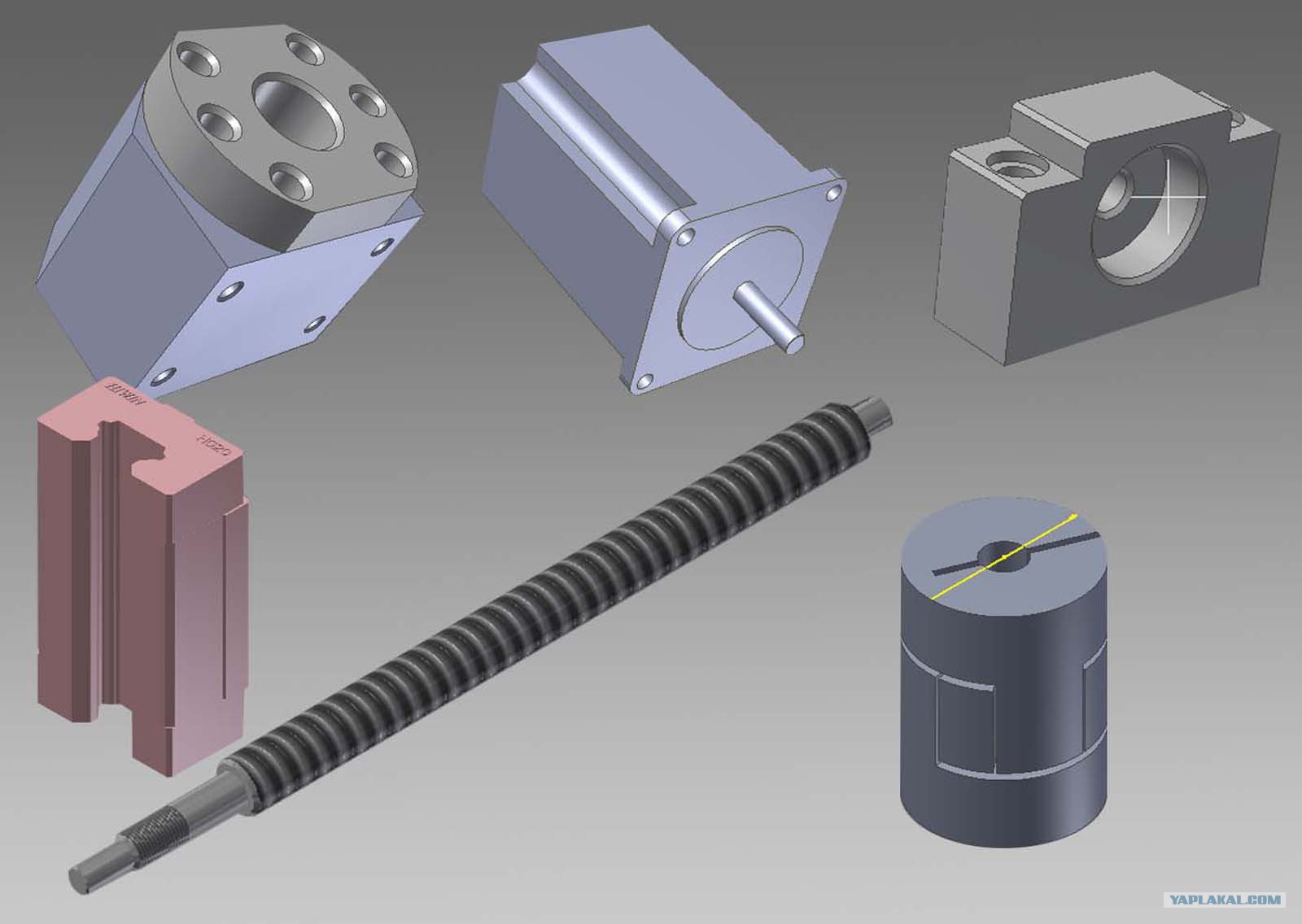
2. Далее определяемся с комплектующими. Для себя, я, остановился на таком списке:
- профильные рельсы и каретки HIVIN (для X – 20мм; для Y и Z – 15 мм)
- ходовые винты ШВП (шарико-винтовая передача) 2005, т.е. за 1 оборот винта гайка сдвигается на 5 мм
- подшипниковые опоры ШВП
- шаговые двигатели (2- на ось X и по одному на Y и Z)
Далее скачиваем с сайта продавца 3d модели выбранных комплектующих. Если нет 3d моделей, качаем тех. документацию и рисуем 3d своими силами.
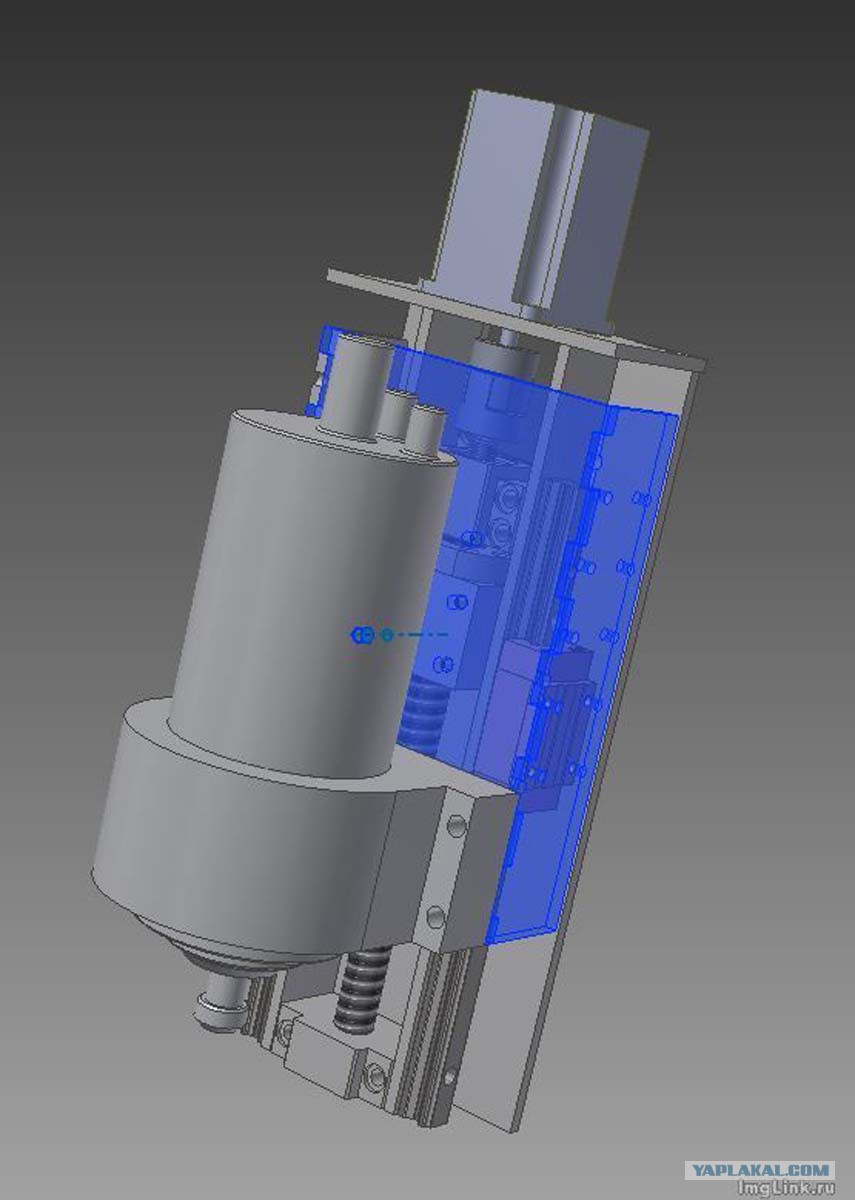
3. В Inventor делаем сборки деталей
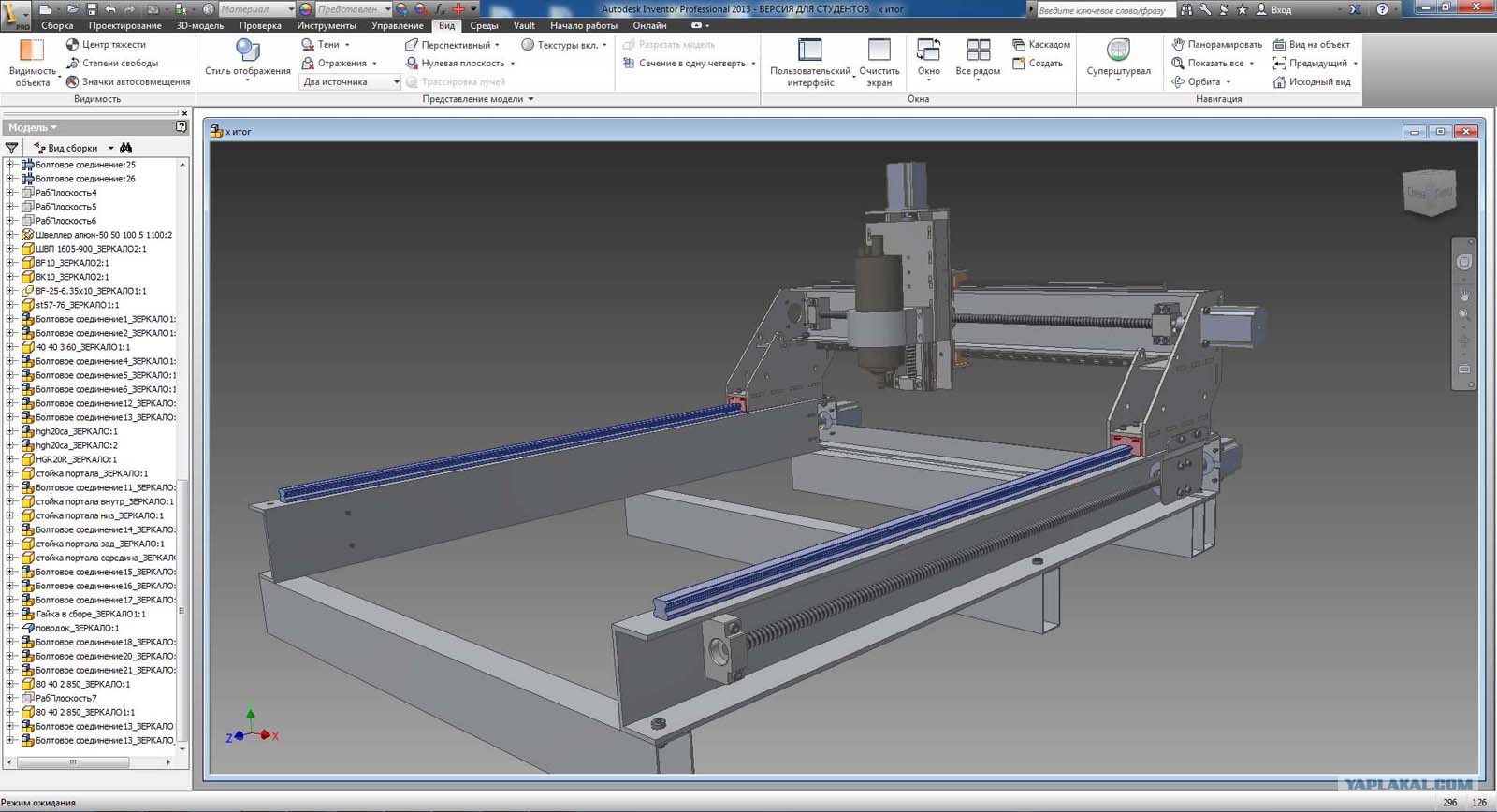
4. Здесь уже полностью нарисованный и просчитанный станок
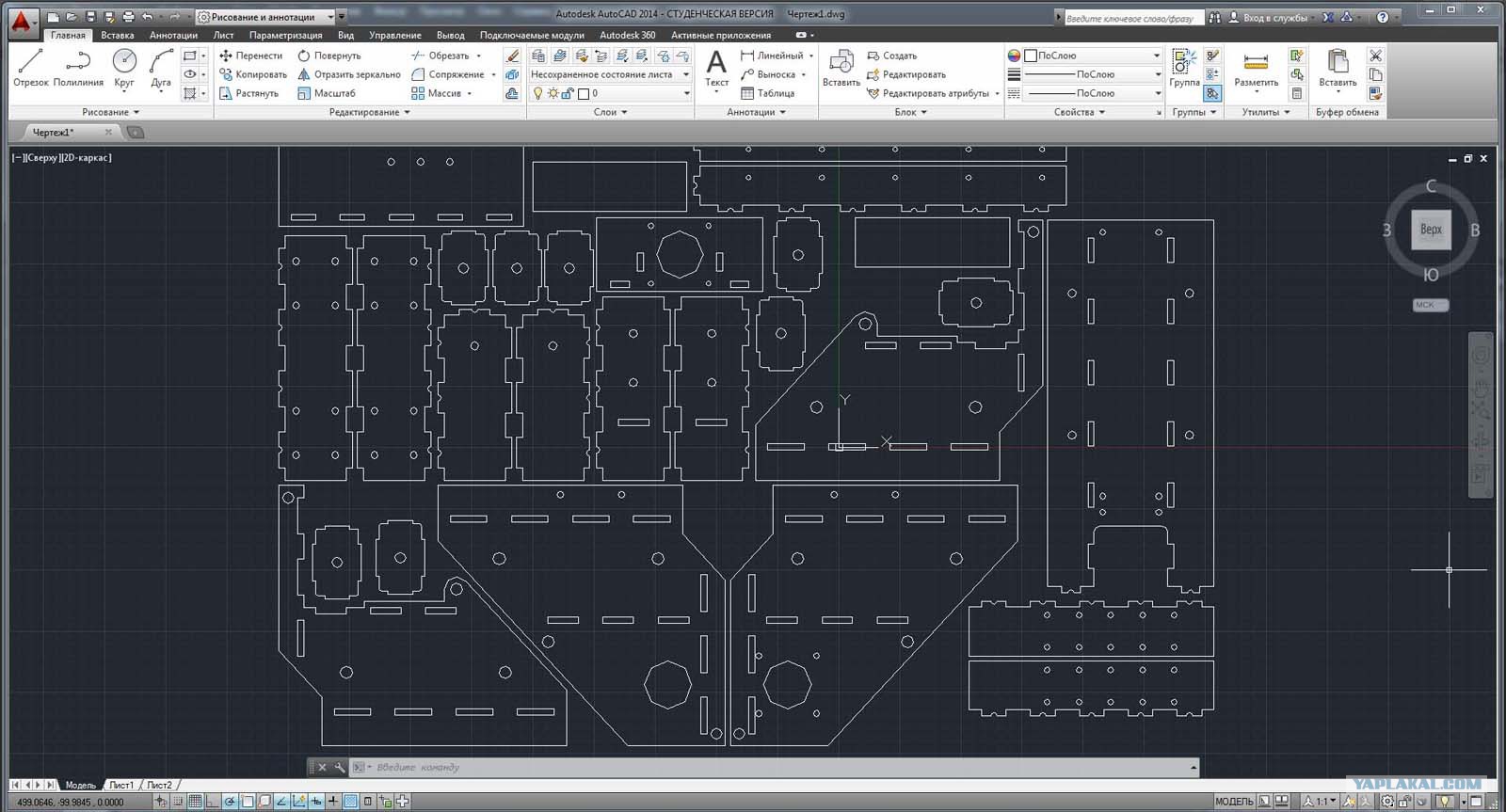
5. На этом этапе заказываем комплектующие с доставкой EMS до двери, кроме этого готовим файл DXF с раскроем для лазерной резки и отправляем его на производство. К сожалению сейчас уже не вспомню куда заказывал, вроде в Питерскую контору.
6. Пока ждем заказ, закупаем алюминиевый профиль. Покупаем трубы прямоугольного сечения 60х40х2,5 мм режем по размерам и свариваем раму.

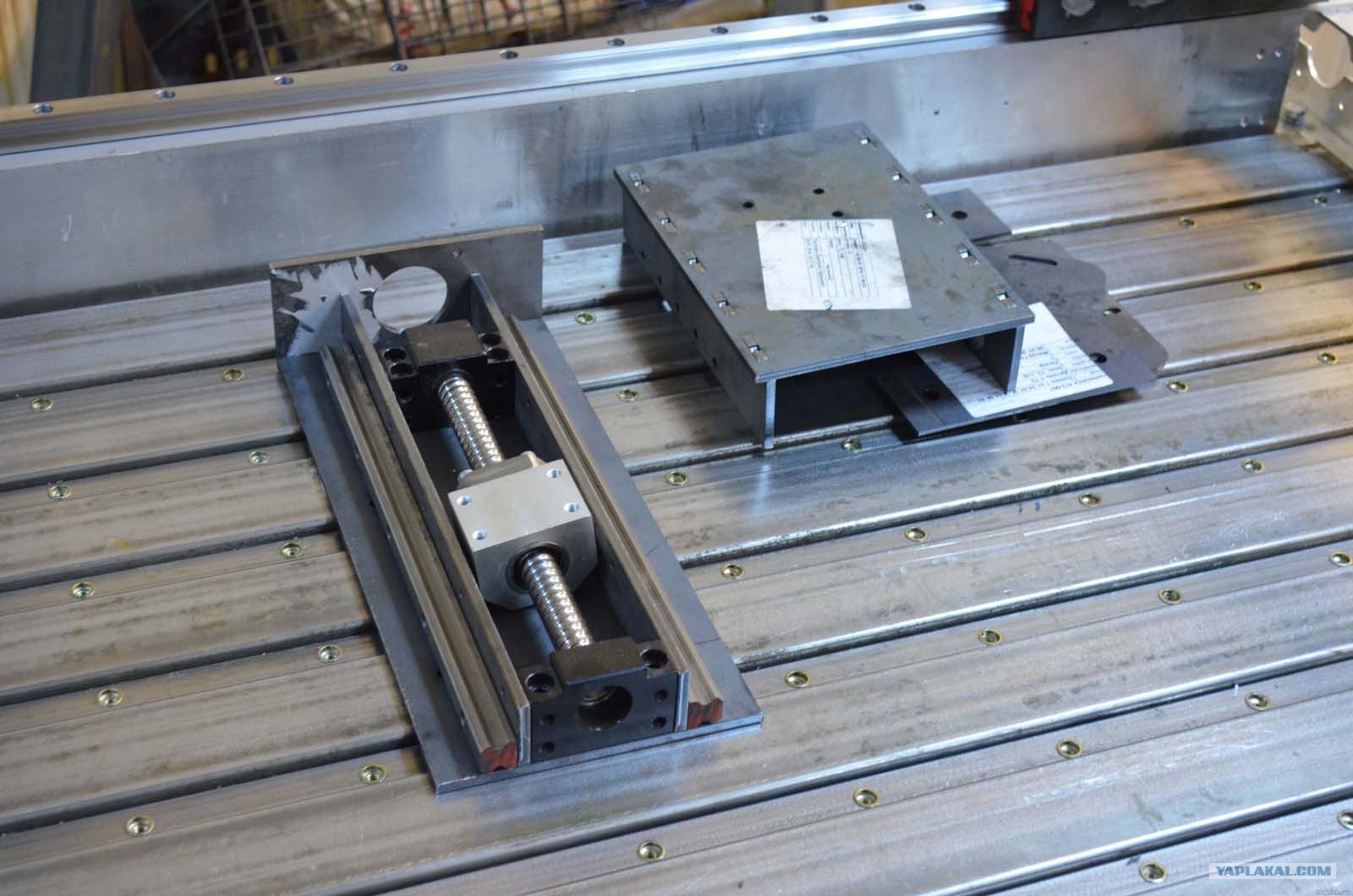
7. Здесь комплектующие уже пришли и будущий станок уже немного подсобран…


9. Тем временем приходят детали из лазерной резки


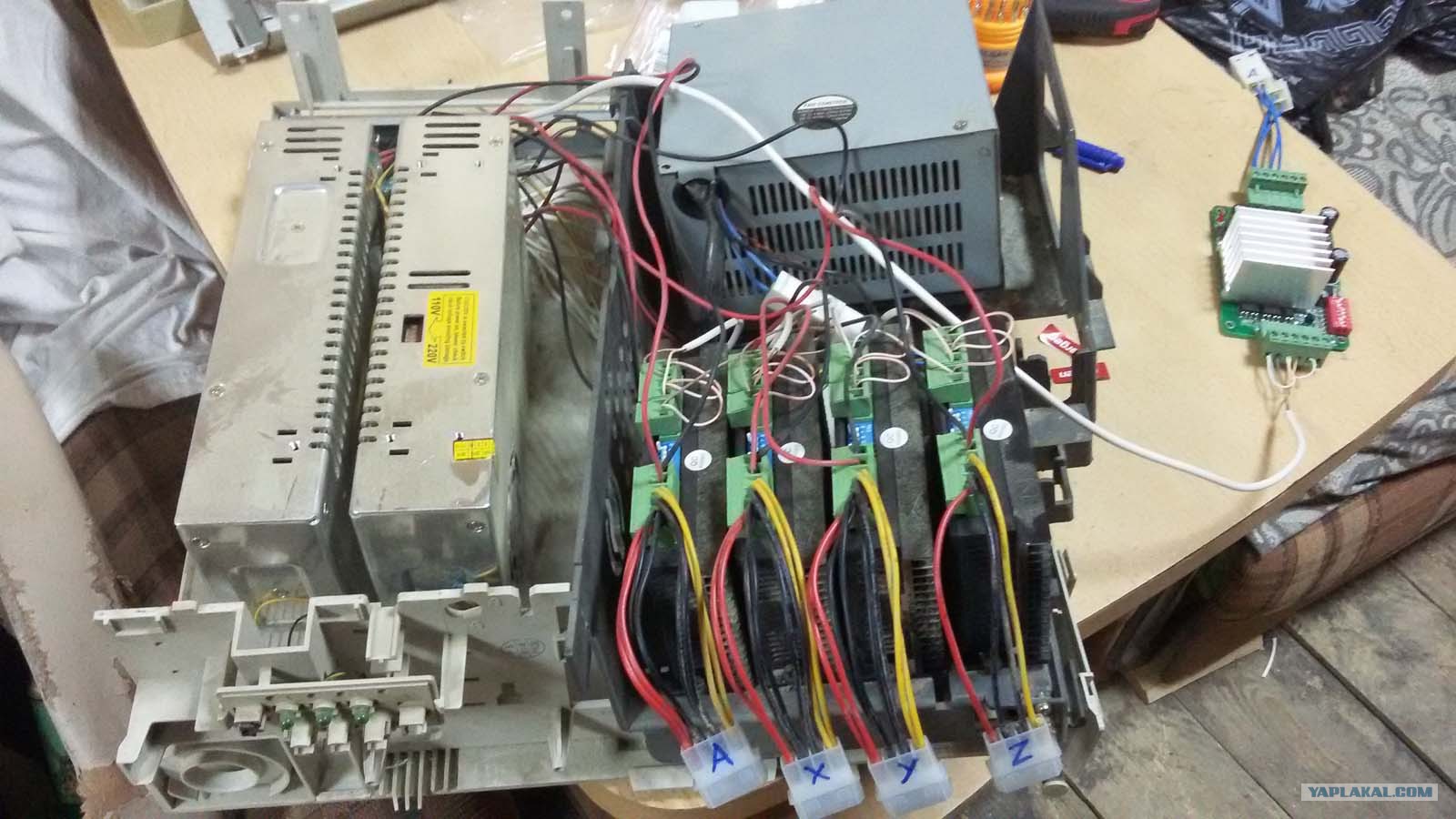
12. Дольше всего пришлось ждать электронику с Ebay. Приехал такой комплект…


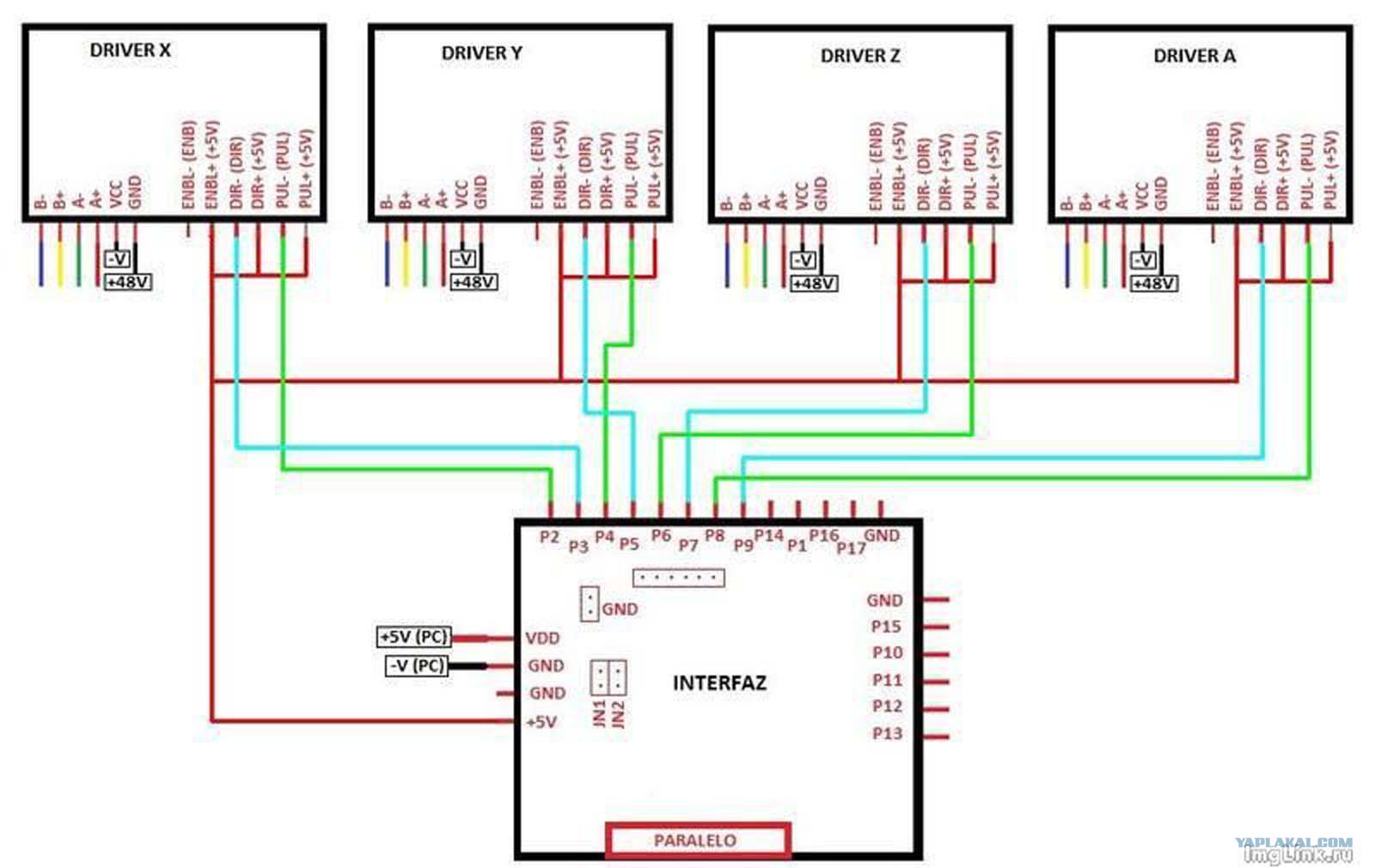
14. Схема подключения…


18. Ну и некоторые изделия




22. А это с помощью поворотной оси

Недавно собирал примерно такой же, с условием цен на Али, 58 000. Работу свою не считал, резку и сварку.
Можно с Комплектом шаговиков подешевле сделать. ТС наверно 34 НЕву брал
у меня на работе ЧПУ только токарный 1200 000
вот такой

Roman08
держи за прямые руки и светлую голову!

Черт! Опять из серии "как нарисовать сову".
Автор! Да собери ты коплект чертежей, подробных схем, напищи более-менее понятную инструкцию, и продавай!
Даже здесь, на ЯПе, я уверен, пойдет на "ура"!
А яп за спасибо взял.
Ибо бедный я как мышь. Но руки чешутся.
Автор, расскажи более подробно а? Пожалуйста.
МОдели, пощности шаговиков, размеры, диаметры, габариты, наименования, производители. Места где покупал. Что покупал и сколько.
Ps. Вместо шпинделя - ручной фрезер?
Я тож делал, ток по другому - фрезеровали мне детали на заводе из плит Д16.
Портал под 4 ось задран.
Фото старое, сейчас станок разобран - будет ставится пром.шпиндель на 2.2кВт с жидкостным охлаждением.
Вообще блин проблема с помещением, уже три места сменил, ни как пристанище постоянное не найду , а еще руки чешутся запилить лазерный резак и плазменный под стандартный лист, для мегарукожопства хоца

Сам станок не делал, но на таком работал.
На нардах внутри рисунок алмазным бором делал.
Получалось, как выжигателем. У шпинделя 15000об.
Нет, глюков не замечено.
Да, в нем, но сейчас аркам не использую
Сейчас либо RhinoCam либо VisualMill (по сути одно и тоже, только VisualMill работает самостоятельно, RhinoCam - плагин для Rhinoceros)
Держи зелени) Раб0тал в рекламе) купили нам п0 тем деньгам за мульён п0д лист 2х3,5 0хрененная штука)))
Судя по отсутсвию ответа. Аффтар не хочет за так, более детально нарисовать сову. Ну ок. Хозяин барин.
Круто всё получилось ящитаю.
Неужели в гугле и на ютьюбе забанили?!
Сеть ломится от этой инфы.
Производители незнают кому впарить драйвера и шаговики.
И сотни контор хотят оказать вам услуги по резке любых материалов для станка.
А пираты любезно предоставляют почти любой софт.
Что вам еще надо?!
ой да ладно тебе .. это же высший пилотаж рукожопства, ко мне мальчик давеча на работу устраивался вот он рукожоп 99lvl. ни розетку прикрутить ни прокладку поменять в сраном фитинге . на разводник смотрит как на неведомую ебаную хуйню, циркулярку с болгаркой обходит по широкой дуге метра так 3 (невключенные, от включенных сьебывает) . как мужик в доме ну полный ноль в смысле тот который по кельвину. со сраным монтажным пистолетом (для герметиков который) разбирался 10 минут как открыть-закрыть ( мы втроем с сурьезными лицами смортрели затаив дыхание, даже не хихикнул никто) об устройстве ЛЮБЫХ бытовых вещей не имеет ни малейшего представления, о том как работает электричество "СЛЫШАЛ НО НЕ ПОМНИТ" потому что "МНЕ ЭТО НЕИНТЕРЕСНО", а теперь тадам . нет не так ТАДАДАДАДАММММММ 28. лет единственный сын у мамы, трезвенник, истово верующий.
пока оставили чиста поржать пацаны решили попробовать себя в педагогике, если за месяц сдвигов не будет выгоню к ебеням.
В данной статье будут рассмотрены поворотные фрезерные столы – устройства, которые значительно увеличивают эффективность любого фрезерного ручного и ЧПУ агрегата.

Поворотный фрезерный стол с ручным управлением
Вы узнаете, какое функциональное назначение у таких столов, какие виды поворотных столов существуют, и чем они отличаются между собой. Также будет приведена технология, по которой можно сделать простейший рабочий фрезерный стол своими руками.
1 Особенности поворотных столов
Фрезерный станок – это установка, предназначенная для ручной, либо автоматической, в зависимости от системы управления, обработки стальных деталей. Основным функциональным элементом таких станков является фреза, которая совершает вращательное движение. Обрабатываемая деталь закрепляется не в самом фрезерном станке, а на рабочем столе.
Обычные столы под фрезерные столы позволяют выполнять возвратно-поступательное движение обрабатываемой заготовки по трем направлениям – продольному, поперечному, и вертикальному, чего недостаточно для полноценной работы с деталями, которые требуют многогранной обработки.
Комплектация фрезерного станка поворотным рабочим столом, который к трем вышеперечисленным направлениям движения заготовки, добавляет ещё возможность вращения детали вокруг вертикальной, либо горизонтальной оси, значительно увеличивает функциональные возможности как фрезерных станков с ручным управлением, так и с автоматикой ЧПУ.

Промышленный горизонтально наклоняемый поворотный стол
Поворотный координатный стол для горизонтального фрезерного станка позволяет выполнять обработку многогранных поверхностей, так как вращение стола в разных плоскостях дает возможность задать требуемый угол наклона.
Вращение поворотного стола своими руками позволяет обрабатывать фрезером криволинейные поверхности, вытачивать закругления деталей, и прорабатывать переходы между соединенными поверхностями. С помощью поворотного рабочего стола можно посредством фрезера ЧПУ создавать детали спиральной и круглой формы.
Как правило, поворотный столы производятся в диаметрах 630, 500, 400 и 320 миллиметров. Промышленно произведенные столы оборудованы специальным валом для соединения со станками оборудованы системой управления ЧПУ. При соединении стола и фрезера ЧПУ автоматика принимает на себя управления движениями поворотного стола.
к меню ↑
1.1 Виды поворотных столов
Классификация поворотных столов для фрезерных станков выполняется в зависимости от амплитуды ихнего движения. Основными типами поворотных столов являются столы с горизонтальным, продольно-поперечным и горизонтально-вертикальным перемещением, а также поворотные наклоняемые столы. Рассмотрим каждый из этих видов подробнее.
к меню ↑
1.2 Поворотный наклоняемый стол для установки фрезерного станка
Данный вид столов является дополнительной оснасткой, использующейся как для комплектации фрезерных, так и для среднегабаритных сверлильных установок. Поворотный наклоняемый стол является оптимальным вариантом для обработки металлических поверхностей, расположенным под наклоном от 0 до 90 градусов.

Поворотный стол с продольным перемещением
Такая конструкция значительно упрощает работу с отверстиями внутри плоских металлических деталей, также он подходит для любых других видов фрезеровальных работ с деталями, которые не нуждаются в многократной переустановке, поскольку монтаж и демонтаж заготовки на таком столе несколько затруднен ввиду его конструкционных особенностей.
Фиксирующих элемент на поворотных фрезерных поверхностях изготовлен в виде кривошипного разъединяющего механизма, оборудованного специальными защелкивающимися ручками.
Зачастую такие столы комплектуются делительным диском, который позволяет делить рабочую поверхность на функциональные части.
1.3 Поворотный горизонтально-вертикальный стол
Конструкционные особенности таких столов дают возможность эффективно работать на них как в горизонтальном, так и в вертикальном положении. За улучшения фиксации обрабатываемой детали отвечает дополнительная задняя бабка.
Горизонтально-вертикальные поворотные конструкции являются оптимальным вариантом рабочей поверхности для обработки деталей с целью изготовления винтовых канавок, и кругового фрезерования.
Также данный вид поворотных поверхностей хорошо подходит для работы с элементами металлических конструкций, расположенных друг к другу на угловом расстоянии. Планшайба станка на таких столах фиксируется посредством кривошипного механизма.
к меню ↑
1.4 Поворотный горизонтальный стол
Данный поворотный стол обладает наиболее простой конструкцией, которую можно изготовить своими руками. Горизонтальный стол является стандартным вариантом для всех мелкогабаритных универсальных фрезерных станков, на него может быть установлен как координатный, так и ЧПУ станок.

Горизонтальный поворотный стол
Поворотный горизонтальный стол позволяет эффективно сделать круговое фрезерование деталей, обработать любые пазы и уступы, и любые угловые элементы деталей. Система фиксации представлена кривошипным механизмом разъединения, с помощью которого рабочую поверхность можно надежно закрепить под любым требуемым углом.
к меню ↑
1.5 Поворотный стол поперечно-продольного перемещения
Самая технологичная в плане функциональных возможностей конструкция, которая на порядок увеличивает эффективность и возможности работы любого фрезерного станка ЧПУ. Особенно хорошо он подходит для станков, которые не оборудованы системой поперечно-продольного перемещения обрабатываемых деталей.
Производительность работы на такой поверхности увеличивается за счет того, что он может полностью проворачиваться по основанию, благодаря чему упрощается обработка заготовок, элементы которых расположены под разными углами друг к другу.
1.6 Вакуумный фрезерный стол
В отдельную категорию можно вынести вакуумный фрезерный стол или вакуумный станок, который, в отличии от классических поворотных столов, использующих для крепления заготовок пазовую систему, фиксирует детали посредством вакуумного насоса.
Такой координатный стол гораздо более дорогостоящий, чем обычные поворотные поверхности, и сделать своими руками их не получится ввиду необходимости в специальных деталях, однако они намного увеличивают удобство работы на любом ЧПУ фрезере.

Крупногабаритный вакуумный стол для станка ЧПУ
Вакуумный фрезерный стол позволяет эффективно работать даже с самыми мелкими заготовками, которые проблематично зафиксировать болтами в обычных конструкциях. Сама вакуумная система фиксации дает возможность производить монтаж и демонтаж детали одним нажатием кнопки, что значительно ускоряет работу.
Вакуумный насос, в отличии от шурупов, не оставляет на поверхности заготовки царапин и вмятин, при этом, эффективность такого крепления не уступают пазовым фиксаторам.
2 Технология изготовления
Одним из важнейших требований, которым должен соответствовать любой фрезерный стол – максимальная жесткость. Она необходима ввиду того, что во время работы инструмента создается достаточно сильная вибрация.
В простейших вариантах рабочей поверхности, которые мы и будем рассматривать, сам фрезер монтируется к нижней поверхности столешницы на специальную жесткую пластину из металла, либо стекловолоконного пластика.
В качестве вышеупомянутой монтажной пластины, к которой крепится фрезер, можно использовать имеющиеся в хозяйстве материалы – стальной лист, текстолит, стеклопластик, а можно приобрести промышленную заготовку, которая уже оборудован всеми необходимым отверстиями и креплениями.
Сверху поверхности (столешницу можно своими руками сделать из толстой фанеры, либо старого кухонного стола) обустраивается выемка, в которую будет уходить монтажная пластина. Пластина фиксируется саморезами, либо винтами.

Простейшая конструкция фрезерного стола
Чтобы сделать простейшую рабочую поверхность для фрезера своими руками, вам потребуются следующие инструменты:
- ручной, либо электрический лобзик;
- рубанок;
- электродрель со сверлами разного диаметра;
- шуруповерт;
- шлифовальная машинка, либо наждачная бумага.
2.1 Этапы изготовления фрезерного стола своими руками
- Подготавливаем лист ДСП подходящих размеров (размеры поверхности определяйте исходя из наличия свободного пространства в мастерской, габаритов фрезера, удобства, и тому подобных факторов). Толщина ДСП должна составлять как минимум 15 миллиметров.
- Делаем монтажную пластину. Нижнюю подошву фрезера прикладываем к металлическому листу, либо куску текстолита, обводим её контур. Вырезаем пластину по контуру, и просверливаем в ней отверстия для крепления фрезера.
- В центральной точке столешницы размечаем место, где будет размещена монтажная пластина. Снимаете верхнюю часть ДСП внутри отмеченного контура.
- В углубление вставляем металлическую пластину и размечаем места, где в ДСП необходимо сделать отверстия для крепления монтажной пластины к столешнице.
- С помощью электродрели просверливаем отверстия для саморезов.
- Устанавливаем монтажную пластину на подошву фрезера с помощью винтов, после чего крепим пластину к столешнице.
- Теперь на готовой столешнице своими руками необходимо сделать упор. В качестве материала для упора можно использовать продольный лист ДСП, который фиксируется на столешнице с помощью опорной деревянной доски.
- Опорная доска и ДСП соединяются с помощью пазов так, чтобы упорная планка могла свободно двигаться.
2.2 Изготовление поворотного фрезерного стола своими руками (видео)

В интернете не так много готовых проектов по которым можно самостоятельно собрать себе станок с чпу.
- Многие жаждут денег за подобные конструкции, которые по сути ничего из себя не представляют.
- Поэтому я взял какой-то станок, который нашел на авито и на его базе, точнее по фоткам, быстренько "спроектировал", а точнее нарисовал станок.
- Мой проект поможет тем, кто хочет самостоятельно своими руками собрать фрезерный станок с чпу.
- Причины могут быть разные, нет денег на готовый или просто хочется построить что-то своими руками.
В любом случае данная статья для Вас.
Написать эту статью подтолкнуло очередное заявление одного "производителя"
Некоторые “спецы” продают станки чпу и их комплектующие дешево, пытаясь, как мне кажется, заработать на неосведомленности жаждущих заполучить такой волшебный станок для своих столярных целей. Я говорю о фрезерных станках с чпу по дереву, так как по моему разумению, они не годятся для коммерческого использования и причиной тому - время затрачиваемое на обработку изделия, а большинство нуждается в таком станке в коммерческих целях.
Если у вас много времени, то эта статья поможет сэкономить денег, если вы вдруг решите собрать такой станок.
В данной статье вы получите полную информацию по механике трех-осевого станка портального типа, вы найдете чертежи и файлы для передачи на производство или самостоятельного изготовления элементов и комплектующих станка.
Сложности и трудности
Основная сложность - это подбор нужных комплектующих под свои желания рабочего поля станка.
Сделано все под готовые детали с алиэкспресс. По сути вы получаете готовый конструктор и проблем со сборкой возникнуть не должно.
План действий по сборке фрезерного станка
1. Определяем размеры станка
- Размер рабочего поля станка зависит от ходовых винтов
- Винты со стандартной разделкой концов продаются на али комплектами.
- В комплект входит: винт, гайка, крепление гайки, муфта и держатели винтов.
Данный станок имеет следующие размеры:
- оси Y: винт 700мм, профиль 685мм.
- соединительный профиль 685мм
- оси X: винт 500мм, профиль 455мм.
- ось Z: винт 300мм
при этих параметрах
- рабочее поле станка: X-295мм Y-480мм Z-160мм. размеры без установленных концевиков.
Пример
для увеличения размеров по оси Y
берем винт 1500мм, тогда длина профиля составит 1485мм (1500-700+685=1485) увеличиваем ось X (портал)
для винта длиной 1200мм понадобится профиль длиной 1155мм (1200-500+455=1155)
а длина соединительного профиля составит 1385мм (685+(1200-500)=1385) при таких винтах получаем станок с рабочим полем X-995м Y-1280мм Z-160мм


2. Металлические части
- Станок состоит из 14 разных частей 6мм конструкционной стали Ст3. Части собираются посредством сварки, для позиционирования используется шип-паз, с его помощью без труда собираются элементы в единую деталь.
- Кликнув по картинке в описании можно посмотреть номер и количество деталей необходимых для сборки станка.
- Элементы детали рекомендую заказывать на лазерной резке. Малые отверстия КЕРНИМ для дальнейшего просверливания отверстий и нарезания резьбы.












3. Алюминиевый профиль
- Металлический профиль 60х60 30 серия нарезаем в размер в зависимости от длины выбранного ходового винта.*
- Выбираем длину винта и получаем длину профиля для каждой оси. Как посчитать я писал выше.
- Для соединения сварных деалей с профилем используются Т-образные гайки
- Винты М5,M6,M8,М10



4. Комплектующие с АЛИ
- Четыре винта 1605 (ШВП) разной длины (оси Х,Y,Z)
- Четыре гайки 1605
- Четыре муфты с диаметрами 10мм и 8мм
- Четыре крепления гайки
- Четыре фиксируемые опоры FK12
- Четыре Шаговых мотора серии NEMA23 на 18кгс
- Цилиндрические рельсы SBR20 на ось X,Y SBR16 на ось Z
- Подшипники SBR20UU на X,Y (8 шт.) SBR16UU на Z (4 шт.)
ШВП - Шариковинтовая передача 1605, где 16 его диаметр, а 5 шаг на 1 оборот.
* профиль тоже можно посмотреть на алиэкспресс





5. Сборка деталей
- Предварительно во всех элементах нарезаем резьбу согласно чертежам.
- Сборка элементов производится посредством шип-паза, после сборки и фиксации - провариваем.
- Провариваем без фанатизма, иначе поведет и все будет кривое.
- Варим на прихватки либо завариваем шип-паз или комбинируем.
5.1. Собираем "углы" крепления основоной рамы станка
Для сборки необходимо собрать из деталей 1,2,3,4 угловые элементы рамы станка с чпу, чертеж прилагается.
Предварительно нарежьте резьбу согласно чертежу.

Обратите внимание, что "углы" собираются зеркально



5.2. Собираем стойки портала
Стойки портала для станка с чпу собираются аналогично угловым элементам, берем детале 5,6,7,8 и внимательно собираем.
Cледите за тем с какой стороны устанавливаете маленькие детали, на Деталь 5 устанавливается мотор приводящий в движение каретку по оси.
Предварительно нарежьте резьбу согласно чертежу.


5.3. Собираем ось Z станка своими руками
Основу оси Z собираем из деталей 9,12,13, смотрим на картинку и внимательно собираем, не перепутайте.
Предварительно нарежте резьбу согласно чертежу.



Фиксируйте свариваемые детали, к примеру можно взять квадратную трубу и притянув к ней струбцинами детали получим угол 90 градусов. Даже если не получится идеального угла, муфта соединения вала мотора с ШВП (винтом) имеет мягкую вставку, которая компенсирует не соосность.
6. Собираем сам станок
Все элементы готовы и теперь осталось только собрать-скрутить все детали в одно целое, чтобы получить станок на который впоследствии установить чпу систему. В данном варианте это либо MACH 3,4 или LinuxCNC
Алюминиевый конструкционный профиль собирается на Т-гайках, поэтому берем горсть гаек и винтов я использую с внутренним шестигранником (DIN 912). Берем винты класса прочности 8.8 они есть в любом хозмаге.
6.1. Собираем левую и правую часть оси Y
- 1. устанавливаем угловые элементы.
- 2. Собираем направляющую, на цилиндрический рельс SBR20 одеваем две каретки SBR20UU и прикручиваем его к алюминиевому профилю 60х60 винтами М6.
- 3. Тиким же образом собираем вторую направляющую.
- 4. Все теми же винтами М8 соединяем обе направляющие между собой заранее подготовленным профилем, который задает длину оси X, получаем основание станка. Не затягиваем.
- 5. В угловые элементы устанавливаем фиксируемые опоры винтов FK12, крепим на винты М5.
- 6. Берем винт с накрученной на него гайкой, одеваем крпеление гайки к стойке и прикручиваем его на 6 винтов М5.
- 7. Концом с резьбой устанавливаем винт ШВП 1605 в опору FK12 слегка фиксируя гайкой на опоре.
- 8. Шаговый двигатель NEMA 23 c надетой на вал муфтой, устанавливаем на свое место. Крепим винтами М5. Смотрим рисунок.
- 9. Затягиваем гайку, фиксирующую винт на опоре FK12 и фиксируем муфту на винте ШВП и валу двигателя, затягивая винты на соответсвующих половинках муфты.




6.2. Портал фрезерного станка, ось Х
- 1. Соответвующие стороне стойки портала крепим на подшипники SBR20UU на винты М5. Гайку ШВП (SFU1605) не прикручиваем к стойке.
- 2. Устанавливаем заготовленный для портала профиль и прикручиваем его винтами М8, Не затягиваем.
- 3. Прокатываем портал в одну сторону до упора и подтягиваем винты М8 основной рамы станка.
- 4. Прокатываем портал в противоположную сторону и подтягиваем винты основной рамы станка.
- 5. Проверяем как перемещаяется портал, прокатывая его из стороны в сторону. Нужно добиться плавного перемещения портала по всей длине оси Y. После чего протягиваем винты основной рамы станка.
- 6. Собираем направляющую оси X, на цилиндрический рельс SBR20 одеваем две каретки SBR20UU и прикручиваем его к конструкционному профилю сечением 60х60 винтами М6.
- 7. В правую часть портала устанавливаем опору винта FK12, прикручиваем винтами М5.
- 8. Собираем винт, накручиваем на него гайку, на гайку одеваем крпеление и прикручиваем его на 6 винтов М5.
- 9. Концом с резьбой устанавливаем винт ШВП 1605 в опору FK12, слегка фиксируя гайкой на опоре.
- 10. Шаговый двигатель NEMA 23 c надетой на его вал муфтой устанавливаем на свое место. Крепим винтами М5. Смотрим рисунок.
- 11. Затягиваем гайку фиксирующую винт на опоре FK12 и фиксируем муфту на винте ШВП, на валу двигателя не фиксируем.




6.3. Ось Z фрезерного станка
- 1. Опору FK12 устанавливаем снизу платформы оси Z, крепим на винты М5.
- 2. Устанавливаем основу оси Z на подшипники SBR20UU, крепим винтами М5. Подтягиваем винты.
- 3. Прокатывая влево, подтягиваем винты крепления профиля к стойке, прокатывая вправо, подтягиваем винты крепления правой стойки.
- 4. Регулировкой добиваемся плавного движения оси X, затягиваем винты крепления профиля к стойкам.
- 5. Одеваем подшипники SBR16UU на цилиндрические рельсы SBR16, крепим их через проставки Деталь 14 к основе оси Z винтами М5
- 6. Прикручиваем Деталь 10 на подшипники SBR16UU, подтягиваем винты.
- 7. Перемещая каретку оси Z, добиваемся плавного хода, фиксируем винты крепления цилиндрического рельса и Детали 10.
- 8. Устанавливаем винт с гайкой и модулем крепления гайки к подвижной пастине крепения шпинделя. Фиксируем финт гайкой на опоре.
- 9. устанавливаем двигатель с муфтой.
- 10. Устанавливаем крепление шпинделя. В данном варианте используется проставка под брекет шпинделя.




Ну вот, собственно, и вся сборка станка чпу своими руками которую осилит любой желающий.
Ведь здесь от вас требуется только сварка и нарезание резьб. Ну может, еще подрезать цилиндрические рельсы.
- Не забудьте протянуть все винты.
- Если нужно, установите концевики, гибкий кабель-канал.
- Если лень нарезать резьбы, используйте винты с гайками.
Что можно доработать
- Добавить крепления гибкого кабель-канала.
- Увеличить жесткость, например добавить перемычек или сделать "жертвенный" стол из фанеры 18мм
- Проработать стойки портала и конструкцию оси Z, облегчив всю конструкцию.
Заключение
Этот станок может собрать каждый.
Я постарался до мелочей рассказать и показать как и из чего можно все это собрать.
- Габарит станка вы выбираете сами, только не надо делать длинные станки с таким конструктативом.
- Такой станок - прекрасная возможность познакомиться с обработкой материалов резанием. Вы узнаете на каких режимах сможет работать станок с таким конструктативом, сколько времени будет занимать изготовление той или иной детали, 3д картины и тд.
И уже потом сделаете вывод на собственном опыте (как это сделал я собрав второй станок) первый тут), что вы хотите от фрезерного станка с чпу и будете понимать, что могут и что не могут станки супербюджетного ценового диапазона.
И не будете вестись на всякие там уловки, что этот станок все сделает за вас, он позводлит вам сделать все то о чем вы только мечтали.
Мое любимое изречение продаванов таких станков "хотите мы можем поставить такой шпиндель, а хотите в пять раз мощнее". И ни один не спрашивает, а что вы будете на нем резать. Мощьный шпиндель на дохлом станке не сможет раскрыть весь потенциал, и так со всеми элементами станка. (это касаемо дешевых полусамодельных станков коих пруд пруди)
Станок - это железяка и очень непростая, когда дела касается нагрузок, огромную работу нужно провести, чтобы заставить его работать правильно.
Все в этой статье - мое собственное мнение, основанное на личном опыте постройки и обслуживании своих станков и модернизации станков от таких "супер-пупер" производителей.
Я не являюсь супер специалистом в данной области и у меня нет никаких ученых степеней, но есть 5 летний опыт работы на своих двух самодельных станках.
Успехов тем, кто хочет собрать свой станок!
Если понравиться статья ПОДЕЛИСЬ в соцсетях! пусть как можно больше желающих собрать станок своими руками получат такую возможность.
Кому лень отрисовывать каждую деталь станка и собирать предлогаю готовую сборку Сборка станка с чпу в solidworks
Читайте также: