
Поворотная ось для чпу своими руками
Добавил пользователь Владимир З. Обновлено: 16.09.2024
Эту проблему решает установка поворотной оси на фрезерный станок с ЧПУ — самый простой и доступный по цене способ расширения производственного ассортимента. Дополнительный механизм с отдельным приводом позволяет выполнять фрезерование наружных поверхностей тел вращения.

Особенности и преимущества обработки в четырех осях
Обычная 3-х осевая обработка объемной детали предполагает крепление заготовки к поверхности рабочего стола. Возьмем в качестве примера простую деталь в форме куба, в которой нужно просверлить 2 глухих отверстия на взаимно перпендикулярных или противоположных гранях. Чтобы выполнить весь цикл обработки, после сверления первого отверстия необходимо остановить программу, и переустановить деталь. Смена базы подразумевает вероятность изменения положения заготовки после повторного закрепления. Другими словами, малейшая ошибка в позиционировании влечет за собой снижение точности вплоть до выхода из полей допусков.
Установка заготовки в поворотную ось позволяет выполнить переворот и не уйти с базы. В результате возрастает точность обработки, снижается количество брака. Для более сложных деталей количество изменений угла установки по четвертой оси не ограничено. Вращение заготовки в поворотной оси на деревообрабатывающем фрезерно-гравировальном станке с ЧПУ дает возможность изготавливать балясины, капители, резные ножки для мебели, статуэтки людей и животных с высокой детализацией, резные шахматные фигуры.
На 4-х координатных токарно-фрезерных обрабатывающих центрах, где поворотная ось считается обязательным элементом, с одной установки можно изготавливать шкивы, зубчатые колеса, и даже крыльчатки турбин и насосов.
Конструкция поворотной оси
Предшественницей поворотной оси на фрезерных станках с ручным управлением была универсальная делительная головка (УДГ). Это механическое приспособление устанавливается на рабочий стол и фиксируется струбцинами. Заготовка закрепляется в патроне, а при большой длине подпирается задней бабкой. При необходимости используются люнеты или другие промежуточные опоры. Поворот может выполняться на равные или неравные углы в зависимости от настройки головки.
В УДГ используется дифференциальное деление. Рукоятка связана с осью заготовки через червячный редуктор, а тот в свою очередь — с диском через набор шестерней. Станки с механическими делительными головками работают в двух режимах:
- Позиционная обработка, когда головка используется для изменения положения заготовки, а при фрезеровании угол установки не меняется.
- Непрерывная обработка — привод делительной головки имеет кинематическую связь с механизмами перемещения по остальным трем осям. То есть, во время работы станка происходит относительное перемещение режущего инструмента по всем 4-м осям.
Поворотная ось с ЧПУ унаследовала от УДГ механизм крепления заготовки (кулачковый патрон), заднюю бабку и оба режима обработки. Дополнительно ряд элементов был изменен, благодаря чему удалось уйти от целого ряда существенных недостатков головки:
- Настройка стала значительно проще. Не нужно выполнять сложные расчеты, менять комплекты шестерней и путаться в отверстиях на делительном диске. Настройки задаются в программной среде, а эмуляцию обработки можно посмотреть на мониторе в реальном времени или сохранить в файл видео.
- Расширились возможности обработки. Все механизмы перемещения, в том числе и поворотная ось, оснащены индивидуальными приводами и не имеют между собой кинематической связи. При непрерывной обработке на станке с ЧПУ можно задать вращение с постоянной скоростью, а перемещение по остальным осям выполнять с ускорениями.
- Увеличилась точность установки угла. Зазоры в зубчатых передачах, червячной паре, отверстиях делительного диска в процессе эксплуатации головки постоянно увеличиваются. Приводы поворотных осей конструктивно проще, в них используются другие виды механических передач, в которых практически нет люфтов. Гидравлическая или пневматическая фиксация оси при позиционной обработке не даст ей провернуться ни на микрон даже при экстремально высоких подачах.

Механизмы поворота заготовок различаются конструкцией. Рассмотрим их основные элементы.
Патрон
Кулачковые патроны различаются диаметром и высотой от оси до рабочего стола. От этих параметров зависят максимальные габариты заготовки. Также они различаются количеством кулачков:
Трехкулачковый патрон. В него удобно устанавливать заготовки симметричного сечения: круглые, квадратные, шестигранные и т. п. Трехкулачковые патроны — самоцентрирующиеся, то есть сводятся синхронно. Четырехкулачковый патрон. Он может быть самоцентрирующимся или с индивидуальной настройкой кулачков.
Последняя разновидность подходит для установки несимметричных заготовок.
Механика привода
Для понижения частоты вращения, увеличения крутящего момента на валу двигателя и повышения разрядности (последнее относится к шаговым приводам) в поворотных осях используются механические передачи. Большинство производителей предлагает следующие варианты:
Ременная передача. Состоит из пары шкивов и ремня. Передаточное отношение обычно составляет 1:4 … 1:8. Используется зубчатый ремень, который, в отличие от поликлиновых и плоских, не проскальзывает по шкивам, что исключает ошибки в установке. Поворотная ось с ременной передачей лучше всего подходит для позиционной обработки деталей. Ремень имеет свойство растягиваться под нагрузкой. Предупреждаем, что попытка использовать ее в качестве токарного шпинделя на твердых заготовках приведет к повышенной вибрации, появлению шагрени, а при недостаточной мощности двигателя — к пропуску шагов. Волновой (гармонический) редуктор. Состоит из жесткого и гибкого зубчатых колес с разным количеством зубьев и генератора волн — механизма, который деформирует гибкое колесо. Волновые редукторы имеют высокие передаточные отношения 1:80 … 1:200 и работают практически без люфтов. Поворотные оси с такими приводами справляются с деревом и полимерами, а также с более твердыми материалами в режиме непрерывной обработки.

Электродвигатель
Этот элемент бывает двух разновидностей:
Шаговый. Двигатель с последовательными дискретными перемещениями и фиксацией в заданных положениях считается одним из лучших решений для поворота на заданный угол. Наиболее распространенные в машиностроении высокомоментные двигатели имеют шаг 1,8° (200 шагов на оборот) и 0,9° (400 шагов на оборот). В паре с волновым редуктором с передаточным отношением 1:100 количество шагов на оборот кулачкового патрона будет составлять 20 и 40 тысяч соответственно. Это дает точность, достаточную для выполнения большинства операций фрезерования. Сервомотор. Представляет собой обычный двигатель с датчиком угловых перемещений и обратной связью. Сервомоторы для поворотных осей комплектуются цифровыми блоками управления, которые обеспечивают впечатляющие точность установки и скорость реакции на управляющий сигнал. Приводы такой конструкции отличаются высокими крутящими моментами и сниженным уровнем вибрации.
Управление четвертой осью
Станки MULTICUT с поворотной осью
Компания MULTICUT является одним из первых в России производителей фрезерно-гравировальных станков, совместимых с дополнительной координатной осью.
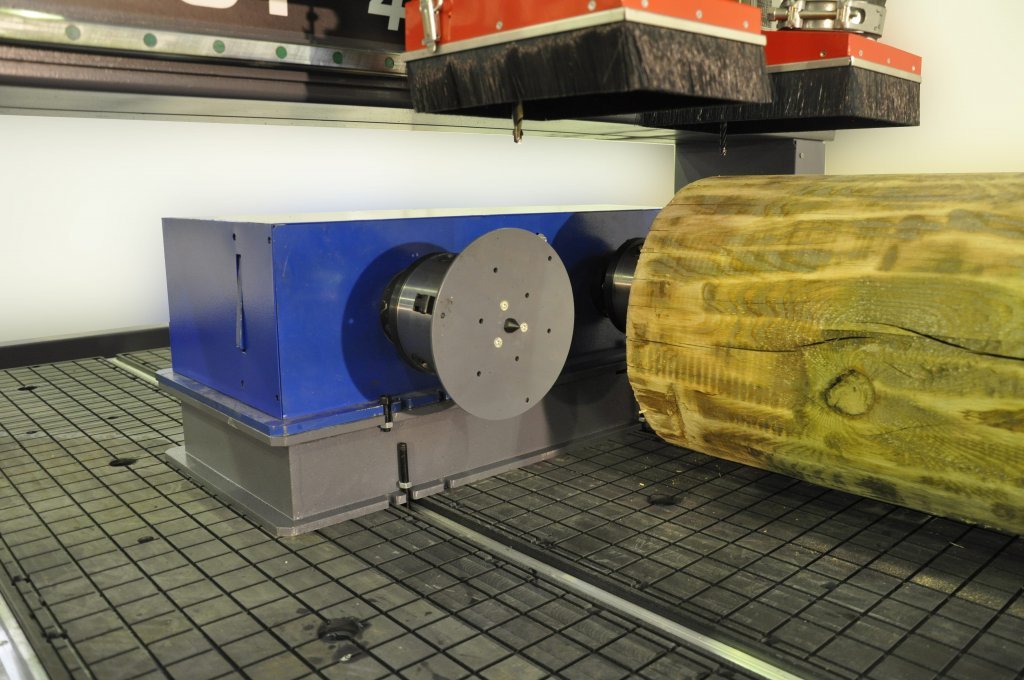
Обратите внимание на серию станков 4400. Они предназначены для раскроя листовых материалов, фрезерных и гравировальных работ высокой сложности. В этой серии станков поворотная ось включена в базовую комплектацию. Система ЧПУ обеспечивает полный контроль всех осей в режимах непрерывной и позиционной обработки. В состав механизма поворота заготовки входят передняя бабка с двумя патронами и задняя бабка с двумя центрами. Передняя и задняя бабки фиксируются винтами. Точность изготовления механизма и идеально ровный рабочий стол станка обеспечивают соосность установки.
Для серий 4000 и 5000 поворотная ось может быть приобретена отдельно. Мы гарантируем полную совместимость станка и дополнительного приспособления, синхронную и точную работу всех механизмов перемещения. Заказчик может выбрать исполнения поворотного механизма с шаговым двигателем или сервоприводом. Максимальный диаметр обрабатываемой заготовки составляет 150 или 300 мм (в зависимости от высоты портала).
Для написания управляющих программ мы рекомендуем использовать следующие продукты: ArtCAM, SprutCAM, Vectric VCarve Pro или Rino.
Получить консультации по выбору поворотной оси, программированию обработки и другим вопросам, связанным с эксплуатацией станков MULTICUT, можно у наших сотрудников. Позвоните нам или отправьте свои вопросы на электронную почту.

Предлагаем ознакомиться со сферами применения оборудования и характерными особенностями организации производства изделий на ЧПУ с узкой специализацией и универсальных фрезерных станках.

Изложенная ниже информация предназначена для владельцев действующих мебельных цехов и тех, кто только планирует открыть свою мастерскую, но сомневается в эффективности числового программного управления.

Автоматическая смена инструмента на станках с ЧПУ стала следующим шагом производителей по оптимизации их работы. За счет этого удалось ускорить процесс обработки, обеспечить высокую точность позиционирования, снизить вероятность ошибки оператора и, соответственно, процент брака.

В числе других видов декоративной обработки гравировка занимает одно из самых почетных мест. Она позволяет создавать неповторимые рисунки и орнаменты на материалах различной твердости и структуры.

Огромное количество предметов бытового и промышленного назначения, которые мы используем ежедневно, изготовлено на станках с числовым программным управлением. Автоматизированное управление вывело производственное оборудование на качественно новый уровень. Оно позволяет строить сложные технологические линии на базе одного универсального станка или нескольких единиц оборудования.
Здравствуй дорогой читатель, в этой статье хочу поделиться своим опытом постройки фрезерного портального станка с числовым программным управлением.

Подобных историй в сети очень много, и я наверное мало кого удивлю, но может эта статья будет кому то полезна. Эта история началась в конце 2016 года, когда я со своим другом – партнером по разработке и производству испытательной техники аккумулировали некую денежную сумму. Дабы просто не прогулять деньги (дело то молодое), решили их вложить в дело, после чего пришла в голову идея изготовления станка с ЧПУ. У меня уже имелся опыт постройки и работы с подобного рода техникой, да и основной областью нашей деятельности является конструирование и металлообработка, что сопутствовало идее с постройкой станка ЧПУ.
Вот тогда то и началась движуха, которая длиться и по сей день…
Продолжилось все с изучения форумов посвященных ЧПУ тематике и выбора основной концепции конструкции станка. Предварительно определившись с обрабатываемыми материалами на будущем станке и его рабочим полем, появились первые бумажные эскизы, в последствии которые были перенесены в компьютер. В среде трех мерного моделирования КОМПАС 3D, станок визуализировался и стал обрастать более мелкими деталями и нюансами, которых оказалось больше чем хотелось бы, некоторые решаем и по сей день.
Одним из начальных решений было определение обрабатываемых на станке материалов и размеры рабочего поля станка. Что касается материалов, то решение было достаточно простым — это дерево, пластик, композитные материалы и цветные металлы (в основном дюраль). Так как у нас на производстве в основном металлообрабатывающие станки, то иногда требуется станок, который обрабатывал бы быстро по криволинейной траектории достаточно простые в обработке материалы, а это в последствии удешевило бы производство заказываемых деталей. Отталкиваясь от выбранных материалов, в основном поставляемых листовой фасовкой, со стандартными размерами 2,44х1,22 метра (ГОСТ 30427-96 для фанеры). Округлив эти размеры пришли к таким значениям: 2,5х1,5 метра, рабочее пространство определенно, за исключением высоты подъёма инструмента, это значение выбрали из соображения возможности установки тисков и предположили что заготовок толще 200мм у нас не будет. Так же учли тот момент, если потребуется обработать торец какой либо листовой детали длиной более 200мм, для этого инструмент выезжает за габариты основания станка, а сама деталь/заготовка крепится к торцевой стороне основания, тем самым может происходить обработка торца детали.
Конструкция станка представляет собой сборное рамное основание из 80-й профильной трубы со стенкой 4мм. По обе стороны длинны основания, закреплены профильные направляющие качения 25-го типоразмера, на которые установлен портал, выполненный в виде трех сваренных вместе профильных трубы того же типоразмера что и основание.
Станок четырех осевой и каждую ось приводит в движение шарико-винтовая передача. Две оси расположены параллельно по длинной стороне станка, спаренных программно и привязанных к Х координате. Соответственно оставшиеся две оси – это Y и Z координаты.
Почему именно остановились на сборной раме: изначально хотели делать чисто сварную конструкцию с закладными приваренными листами под фрезеровку, установку направляющих и опор ШВП, но для фрезеровки не нашли достаточно большого фрезерно-координатного станка. Пришлось рисовать сборную раму, чтобы была возможность обработать все детали своими силами с имеющимися на производстве металлообрабатывающими станками. Каждая деталь, которая подвергалась воздействию электродуговой сварки, была отожжена для снятия внутренних напряжений. Далее все сопрягаемые поверхности были выфрезерованны, и в последствии подгонки пришлось местами шабрить.
Залезая вперед, сразу хочу сказать, что сборка и изготовление рамы оказалась самым трудоемким и финансово затратным мероприятием в постройке станка. Первоначальная идея с цельно сваренной рамой по всем параметрам обходит сборную конструкцию, по нашему мнению. Хотя многие могут со мной и не согласиться.
Многие любители и не только, собирают такого рода и размера (и даже большего) станки у себя в мастерской или гараже, делая целиком сварную раму, но без последующего отжига и механической обработки за исключением сверления отверстий под крепление направляющих. Даже если повезло со сварщиком, и он сварил конструкцию с достаточно хорошей геометрией, то в последствии работы этого станка ввиду дребезга и вибраций, его геометрия будет уходить, меняться. Я конечно могу во многом ошибаться, но если кто то в курсе этого вопроса, то прошу поделиться знаниями в комментариях.
Сразу хочу оговориться, что станки из алюминиевого конструкционного профиля мы тут пока рассматривать не будем, это скорее вопрос другой статьи.
Продолжая сборку станка и обсуждая его на форумах, многие начали советовать сделать внутри рамы и снаружи диагональные стальные укосины для добавления еще большей жесткости. Мы этим советом пренебрегать не стали, но и добавлять укосины в конструкцию то же, так как рама получилась достаточно массивной (около 400 кг). А по завершению проекта, периметр обошъётся листовой сталью, что дополнительно свяжет конструкцию.
Давайте теперь перейдем к механическому вопросу этого проекта. Как было ранее сказано, движение осей станка осуществлялось через шарико–винтовую пару диаметром 25мм и шагом 10мм, вращение которой передается от шаговых двигателей с 86 и 57 фланцами. Изначально предполагали вращать непосредственно сам винт, дабы избавиться от лишних люфтов и дополнительных передач, но без них не обошлось в виду того, что при прямом соединении двигателя и винта, последний на больших скоростях начало бы разматывать, особенно когда портал находится в крайних положениях. Учитывая тот факт, что длина винтов по Х оси составила почти три метра, и для меньшего провисания был заложен винт диаметром 25мм, иначе хватило бы и 16 мм-го винта.
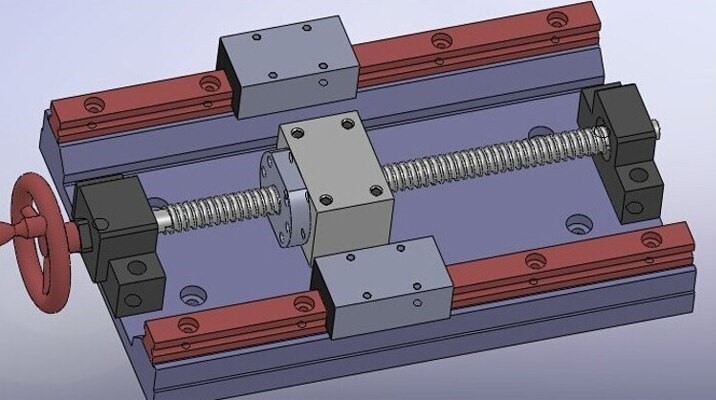
Этот нюанс обнаружился уже в процессе производства деталей, и пришлось быстрым темпом решать эту проблему путем изготовления вращающейся гайки, а не винта, что добавило в конструкцию дополнительный подшипниковый узел и ременную передачу. Такое решение так же позволило хорошо натянуть винт между опорами.
Конструкция вращающейся гайки довольно проста. Изначально подобрали два конических шарикоподшипника, которые зеркально одеваются на ШВП гайку, предварительно нарезав резьбу с ее конца, для фиксации обоймы подшипников на гайке. Подшипники вместе с гайкой вставали в корпус, в свою очередь вся конструкция крепится на торце стойки портала. Спереди ШВП гайки закрепили на винты переходную втулку, которую в последствии в собранном виде на оправке обточили для придания соостности. На неё одели шкив и поджали двумя контргайками.
В качестве направляющих скольжения, были использованы профильные направляющие рельсового типоразмера 25мм, фирмы HIWIN. Под их установку были выфрезерованны установочные пазы для соблюдения параллельности между направляющими.
Опоры ШВП решили изготовить собственными силами, они получились двух видов: опоры под вращающиеся винты (Y и Z оси) и опоры под не вращающиеся винты (ось Х). Опоры под вращающиеся винты можно было купить, так как экономии ввиду собственного изготовления 4 деталей вышло мало. Другое дело с опорами под не вращающиеся винты – таких опор в продаже не найти.
Из сказанного ранее, ось Х приводится в движение вращающимися гайками и через ременную зубчатую передачу. Так же через ременную зубчатую передачу решили сделать и две другие оси Y и Z, это добавит большей мобильности в изменении передаваемого момента, добавит эстетики в виду установки двигателя не вдоль оси винта ШВП, а сбоку от него, не увеличивая габариты станка.
Теперь давайте плавно перейдем к электрической части, и начнем мы с приводов, в качестве них были выбраны шаговые двигатели, разумеется из соображений более низкой цены по сравнению с двигателями с обратной связью. На ось Х поставили два двигателя с 86-м фланцем, на оси Y и Z по двигателю с 56-м фланцем, только с разным максимальным моментом. Ниже постараюсь представить полный список покупных деталей…
Все электрические компоненты, кроме двигателей, шпинделя и конечных выключателей были смонтированы в электрическом металлическом шкафу. Все управление станком производится от персонального компьютера, нашли старенький ПК на материнской плате форм фактора ATX. Лучше бы, чуть ужались и купили маленький mini-ITX со встроенным процессором и видеокартой. При не малых размерах электрического ящика, все компоненты с трудом разместились внутри, их пришлось располагать достаточно близко друг к другу. В низу ящика разместил три вентилятора принудительного охлаждения, так как воздух в нутрии ящика сильно нагревался. С фронтальной стороны прикрутили металлическую накладку, с отверстиями под кнопки включения питания и кнопки аварийного останова. Так же на этой накладке разместили панельку для включения ПК, ее я снял с корпуса старого мини компьютера, жаль, что он оказался не рабочим. С заднего торца ящика тоже закрепили накладку, в ней разместили отверстия под разъемы для подключения питания 220V, шаговых двигателей, шпинделя и VGA разъем.
Все провода от двигателей, шпинделя, а также водяные шланги его охлаждения проложили в гибкие кабель каналы гусеничного типа шириной 50мм.
Что касается программного обеспечение, то на ПК размещенного в электрическом ящике, установили Windows XP, а для управления станком применили одну из самых распространенных программ Mach3. Настройка программы осуществляется в соответствии с документацией на интерфейсную плату, там все описано достаточно понятно и в картинках. Почему именно Mach3, да все потому же, был опыт работы, про другие программы слышал, но их не рассматривал.
Технические характеристики:
Рабочее пространство, мм: 2700х1670х200;
Скорость перемещения осей, мм/мин: 3000;
Мощность шпинделя, кВт: 2,2;
Габариты, мм: 2800х2070х1570;
Вес, кг: 1430.
Список деталей:
Профильная труба 80х80 мм.
Полоса металлическая 10х80мм.
ШВП TBI 2510, 9 метров.
ШВП гайки TBI 2510, 4 шт.
Профильные направляющие HIWIN каретка HGH25-CA, 12 шт.
Рельс HGH25, 10 метров.
Шаговые двигатели:
NEMA34-8801: 3 шт.
NEMA 23_2430: 1шт.
Шкив BLA-25-5M-15-A-N14: 4 шт.
Шкив BLA-40-T5-20-A-N 19: 2 шт.
Шкив BLA-30-T5-20-A-N14: 2 шт.
Плата интерфейсная StepMaster v2.5: 1 шт.
Драйвер шагового двигателя DM542: 4шт. (Китай)
Импульсный источник питания 48В, 8А: 2шт. (Китай)
Частотный преобразователь на 2,2 кВт. (Китай)
Шпиндель на 2,2 кВт. (Китай)
Основные детали и компоненты вроде перечислил, если что-то не включил, то пишите в комментарии, добавлю.
Опыт работы на станке: В конечном итоге спустя почти полтора года, станок мы все же запустили. Сначала настроили точность позиционирования осей и их максимальную скорость. По словам более опытных коллег максимальная скорость в 3м/мин не высока и должна быть раза в три выше (для обработки дерева, фанеры и т.п.). При той скорости, которой мы достигли, портал и другие оси упершись в них руками (всем телом) почти не остановить — прёт как танк. Начали испытания с обработки фанеры, фреза идет как по маслу, вибрации станка нет, но и углублялись максимум на 10мм за один проход. Хотя после заглубляться стали на меньшую глубину.
По игравшись с деревом и пластиком, решили погрызть дюраль, тут я был в восторге, хоть и сломал сначала несколько фрез диаметром 2 мм, пока подбирал режимы резания. Дюраль режет очень уверенно, и получается достаточно чистый срез, по обработанной кромке.
Сталь пока обрабатывать не пробовали, но думаю, что как минимум гравировку станок потянет, а для фрезеровки шпиндель слабоват, жалко его убивать.
А в остальном станок отлично справляется с поставленными перед ним задачами.
Вывод, мнение о проделанной работе: Работа проделана не малая, мы в итоге изрядно приустали, так как ни кто не отменял основную работу. Да и денег вложено не мало, точную сумму не скажу, но это порядка 400т.р. Помимо затрат на комплектацию, основная часть расходов и большая часть сил, ушла на изготовление основания. Ух как мы с ним намаялись. А в остальном все делалось по мере поступления средств, времени и готовых деталей для продолжения сборки.
Станок получился вполне работоспособным, достаточно жестким, массивным и качественным. Поддерживающий хорошую точность позиционирования. При измерении квадрата из дюрали, размерами 40х40, точность получилась +- 0,05мм. Точность обработки более габаритных деталей не замеряли.
Что дальше…: По станку есть еще достаточно работы, в виде закрытия пыле — защитой направляющих и ШВП, обшивки станка по периметру и установки перекрытий в середине основания, которые будут образовывать 4 больших полки, под объем охлаждения шпинделя, хранения инструмента и оснастки. Одну из четвертей основания хотели оснастить четвертой осью. Также требуется на шпиндель установить циклон для отвода и сбора стружки о пыли, особенно если обрабатывать дерево или текстолит, от них пыль летит везде и осаждается повсюду.
Что касается дальнейшей судьбы станка то тут все не однозначно, так как у меня возник территориальный вопрос (я переехал в другой город), и станком заниматься сейчас почти некому. И вышеперечисленные планы не факт что сбудутся. Не кто этого два года назад и предположить не мог.
В случае продажи станка с его ценником все не понятно. Так как по себестоимости продавать откровенно жалко, а адекватная цена в голову пока не приходит.
На этом я пожалуй закончу свой рассказ. Если что-то я не осветил, то пишите мне, и я постараюсь дополнить текст. А в остальном многое показано в видео про изготовления станка на моем YouTube канале.
Да, с последней статьи прошло больше года. Извиняюсь за такую задержку – во всем виноват диплом.
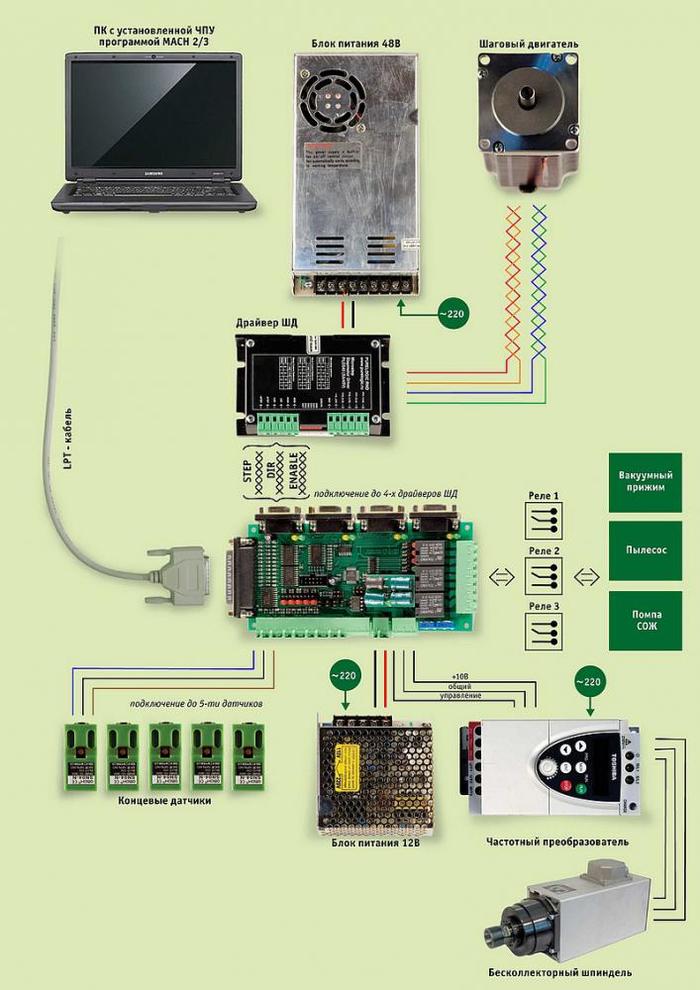
Итак, приступим. Для начала стоит разбить всю электрику на составляющие. У нас это будет:
2. Блок питания ШД (шаговых двигателей)
4. Плата управления
6. Шпиндель, Частотный преобразователь
Начнем по порядку – шаговые двигатели.
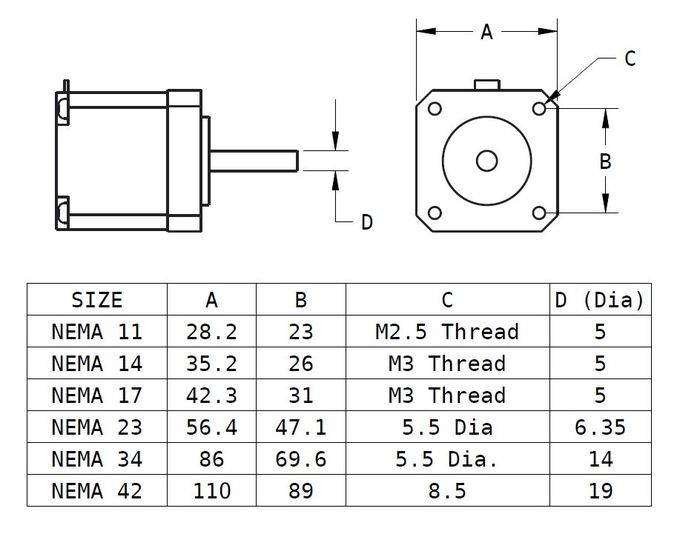
С их выбором нужно определиться еще до начала постройки станка т.к., во-первых, двигатели должны обладать достаточной мощностью для обеспечения требуемых ускорений по всем осям, с другой стороны нет смысла ставить мощные двигатели, если станок не обладает достаточной жесткостью. Сами ШД отличаются по размеру, току, индуктивности, количеству полюсов, моменту и минимальному шагу. Стандартные размеры обозначаются NEMA + число. Число в индексе показывает геометрические размеры двигателя. Стандартные размеры приведены ниже, на них можно ориентироваться при моделировании станка. Длина двигателя не отображается в названии его типоразмера.
Требуемый момент для двигателя рассчитывается в зависимости от типа и шага подачи, скорости подач, требуемых ускорений, веса подвижных частей и т.д. В интернете есть куча онлайн-калькулятором и форумов конкретно по этому вопросу.
Максимальное напряжение можно рассчитать по формуле U=1000⋅√L, где U – максимальное напряжение, L – индуктивность в мГн (миллигенри). В целом, чем выше напряжение, тем стабильнее будет работа на больших оборотах. Однако, чаще ограничение на напряжение накладывают не сами двигатели, а их драйверы, но об этом позже.
Так же двигатели отличаются по углу поворота на шаг. Обычно, это 1.8 градуса (или 200 шагов на оборот). Этот параметр следует учитывать при настройке ПО.
Я лично для себя выбрал двигатели NEMA 23, длина двигателя 112 мм., ток – 3A., момент 30 кгс*см.
Блок питания
С двигателями, вроде, разобрались. Теперь для них нужен блок питания. Тут все просто – считаем суммарный ток ШД и под них подбираем мощность блока питания. Как я уже писал выше, чем выше напряжение, тем лучше работа на больших оборотах, но сильно поднимать не получится из-за драйверов ШД. У меня блок питания на 12.5 А, 48 V. На блоках питания обычно есть подстроечный резистор, которым можно менять напряжение в диапазоне +-5-10 V. На данный момент станок работает на 45 V. Очень рекомендую брать запас в мощности 10-15%, потому что китайцы очень любят завышать мощность. Так же, рекомендую при покупке бюджетного БП сразу разобрать его и убедиться в том, что все схемы плотно прижаты к радиаторам. У меня она была не до конца прижата.

Вот тут есть, где развернуться. Сначала я заказал одни из самых дешевых – TB6600. В принципе, многие на них собирают станки и ничего плохого сказать не могу, но попробовав как работает станок на хороших драйверах, возвращаться к этим уже не хочется.

Так же эти драйверы штампуют на каждом втором заводе в Китае. С одной стороны, это хорошо отражается на цене, с другой – качество может очень сильно отличаться. В процессе эксплуатации один из драйверов (на оси Z) сгорел и испортил заготовку. Далее был куплен TB6560 исключительно чтобы доделать заказ, но он сгорел буквально через 30 секунд, хотя был выставлен на 3 A. После этого я взял Leadshine DM542 и в этот момент я понял, насколько четко может работать мой станок. Во-первых, двигатель стал работать намного тише, а главное - при том же токе гораздо лучше фиксируются шаги. Т.е. если на T6600 я могу при поданном напряжении провернуть винт ШВП, то при использовании этого драйвера сделать это практически невозможно (я все же смог провернуть на один шаг за муфту, но для этого реально нужно прилагать серьезные усилия). Так же, двигатели меньше греются. Старшие версии имеют возможность подключение через rj45 к ПК для более тонкой настройки ШД.

При работе TB6600 температура около 50 С, DM542 – 35-40 C. Ну и конечно разница в цене этих драйверов: TB6600 – около 700 р, Leadshine – около 2500-3500 р. На самом деле, на мой взгляд, имеет смысл собрать сначала на TB6600, потому что есть ненулевой шанс что-то перепутать и сжечь драйвер. Выше я писал, что станок работает на напряжении 45 вольт и что сгорел один из драйверов. Улавливаете связь? На TB6600 было заявлена поддержка напряжения до 50 вольт, но на 48 один из них испустил дух, поэтому так же советую занизить напряжения питания до 40-45 вольт при использовании этих драйверов.
Плата управления или плата опторазвязки. Основная ее задача в том, чтобы передать сигнал от ПК на драйверы и частотный преобразователь и передать сигналы с концевых выключателей на ПК. Так же она гальванически развязывает цепь драйверов ШД и концевиков с ПК. принципиально бывают трех видов – с приемом сигнал с LPT порта, с USB и со специальной платы, которая ставится в PCI-E порт и работает с NCStudio. У меня работает одна из самых дешевых плат с передачей сигнала через LPT порт. Брал ее исключительно из-за возможности управления 5 драйверами т.к. 4 у меня используются для передвижения по трем осям и еще планируется поворотная ось (как потом оказалось, пятая ось тут немного урезана, поэтому плату в ближайшее время заменю).

Ничего хорошего про нее сказать не могу. Во-первых, сам LPT довольно чувствителен к помехам, во-вторых сейчас сложно найти материнскую плату с LPT, а внешние не всегда работают корректно. Но ее большой плюс – это цена около 500р.
Наиболее продвинутой и приближенной по точности, надежности и плавности управления считается плата StepMaster ver 2.5, но и цена на нее соответствующая – 7500, если брать у производителя. Я, поскольку планирую использование станка в коммерческих целях, буду переходить именно на нее.
Основное требование – стабильная работа. Если плата управления работает через LPT, то хорошо, если порт будет на материнке. Если нет, то придется покупать PCI-E -> LPT. У меня работает без проблем, но потенциально чем больше компонентов, тем выше шанс отказа.
Шпиндель и частотный преобразователь.
Обычно продаются в комплекте. Бывают на 800, 1500 и 2200 Ватт. У меня стоит на 2200, но для обработки древесины, на мой взгляд, хватит и 1500. При работе станка потребление частотника редко переваливает за 500 Ватт. Шпиндели бывают жидкостного и воздушного охлаждения. Я себе брал жидкостного т.к. показалось это более технологично, к тому же, они тише. До этого разговор шел про бесколлекторный шпиндель, но бывают еще и коллекторные. Неплохой вариант, если планируется небольшой станок для домашней мастерской или гаража, но чувствителен к грязи, имеет гораздо меньший ресурс и более шумный.

Защитные автоматы: у меня стоит по автомату на
• драйверы ШД и частотник.
Так же установлен вводной автомат. Драйверы и частотник объединены т.к. если будет проблема в частотнике, то я предпочитаю, чтобы выбило автом и ШД так же остановились, то же самое и в обратную сторону. Еще неплохо бы устновить рел напряжения, а еще лучше стабилизатор, особенно если в сети наблюдаются скачки напряжения.

В этом материале мы хотим во-первых, рассказать Вам о том, как устроена механика фрезерных станков с ЧПУ. Во-вторых, раскрыть принцип ее работы и подбора комплектующих. И в-третьих, немного подробнее описать каждый из отдельно взятых узлов в рамках их применения в общей конструкции. Статья будет полезна новичкам и совсем не знакомым с архитектурой ЧПУ-станков читателям.

Оси фрезерного станка с ЧПУ как правило крепятся к раме станка. Их роль заключается в обеспечении точного передвижения портала со шпинделем, в соответствии с командой от панели управления или программой G-кода через контроллер.
1. Устройство 3-х осевого станка с ЧПУ
Типовую схему движения на 3-х осевом станке с ЧПУ вы можете видеть на картинке ниже:

3-х осевая координатная система станка с ЧПУ
2. Компоненты осей ЧПУ
Каждая ось станка содержит следующие компоненты:
Вал винтовой передачи
3. Направляющие фрезерного станка с ЧПУ
Направляющие фрезерного станка с ЧПУ должны выполнять три основных задачи:
Движение в направлении заданной оси. Тут основную роль играет низкий коэффициент трения.
Обеспечить точное перемещение, исключая вибрации и люфты. Основное требование — качество направляющих и каретки.
Направляющая должна воспринимать и гасить вторичные нагрузки. Основное требование — жесткость.
В зависимости от формы профиля различают несколько видов линейных направляющий, в их числе:
Цилиндрические направляющие
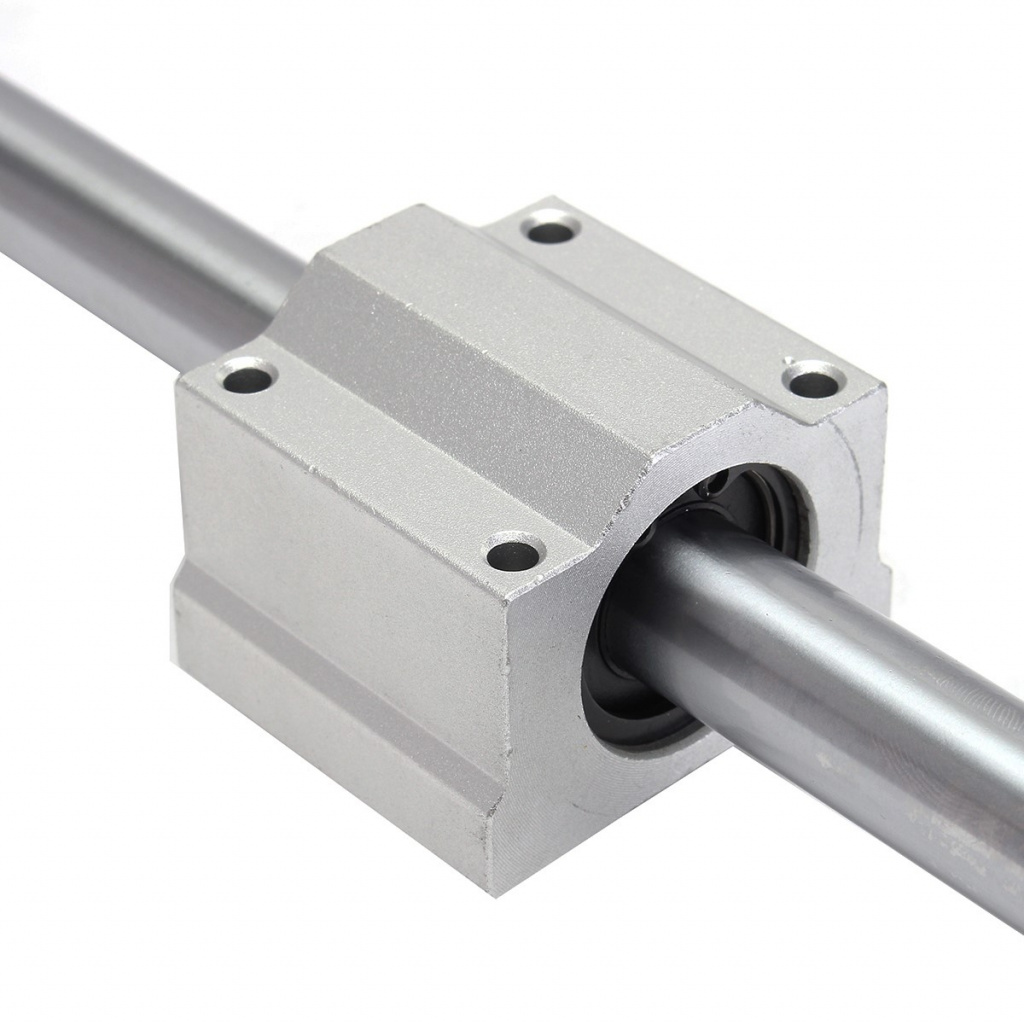
По своей сути это — шлифованный цилиндрический вал, по которому движутся каретки с литыми втулками, либо линейными подшипниками. Сами рельсы крепятся на несущую конструкцию корпуса. Точность станка с такими направляющими будет ниже, нежели с линейными направляющими за счет повышенных люфтов и меньшего сопротивления вторичным нагрузкам.
Коробчатые направляющие и ласточкин хвост

Направляющие данного вида отличаются лишь профилем сечения, принцип работы же у них одинаков. После точной подгонки данные направляющие крепятся к станине станка, становясь её непосредственной частью. Движение осуществляет каретка, точно подогнанная по размеру к профилю рельсы. Минусом данных типов направляющих является сложность замены рельсы и подгонки к ней размеров каретки в случае износа.
Данные направляющие чаще всего изготавливаются из чугуна, потому что он обладает хорошими свойствами с точки зрения скользящего контакта металл-металл.
Профильные рельсовые направляющие

Профильный направляющий рельс с кареткой.
Профильные рельсовые направляющие по принципу работы похожи на предыдущий тип направляющих, но все же имеет несколько ключевых от него отличий:
Скольжение осуществляется по заранее определенным профилям дорожек рельсы, с очень тонкой подгонкой зазоров между кареткой и рельсом.
Минимальное трение в данном случае обеспечивают шарики внутри каретки
С боков каретки обычно стоят сальники и пыльники, что исключает попадание пыли и стружки внутрь подвижных элементов
Обычно, на одну ось используется 2 рельсы, а на одной рельсе находятся 2 каретки, но конструкция позволяет разместить на рельсе сколько угодно кареток в зависимости от её длинны и конструктивных особенностей станка.
4. Вал винтовой передачи
Задача данного вала-преобразовывать вращательное движение в поступательное вдоль оси с как можно меньшим трением и как можно меньшим люфтом.
Когда станок меняет направление движения винтовой передачей, требуется небольшой поворот винта, прежде чем направление изменится на противоположное. В этот момент винт и гайка смещаются друг относительно друга без взаимного вращения.
Станки с ЧПУ очень нетерпимы к люфту. Минимизация люфта критически важна для качественной работы станка.
Люфт нельзя полностью устранить, но хорошим значением для любого станка с ЧПУ является люфт менее двадцати пяти тысячной сантиметра (0,0025 сантиметра), но в промышленных станках с ЧПУ это значение гораздо меньше.
Передача винт-гайка
Данный вид передачи был наиболее распространен до появления ШВП, но всё же до сих пор используется на некоторых видах станков в силу простоты конструкции и её дешевизны. Для уменьшения люфта на таком соединении может применяться разрезная гайка, которая позволяет путем сжатия регулировать натяг, устраняя тем самым увеличивающийся со временем люфт. Минусом и одновременно плюсом такой пары является повышенное трение в передаче, что с одной стороны ведет к досрочному износу винта, и требует более мощного мотора, но с другой стороны компенсирует вращательные колебания винта при использовании шагового двигателя.
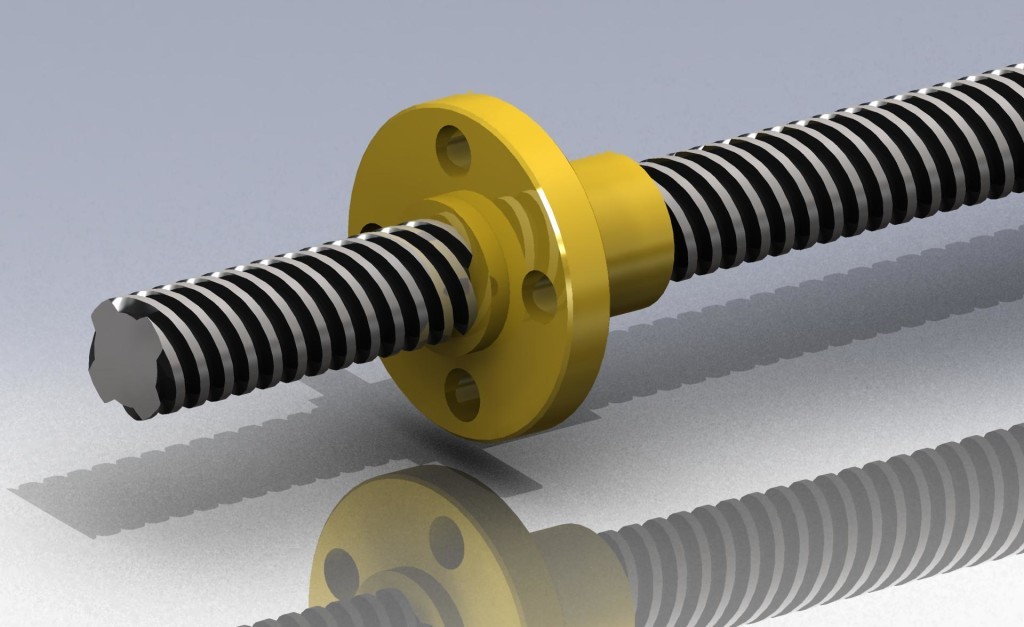
Шарико-винтовые передачи (ШВП)
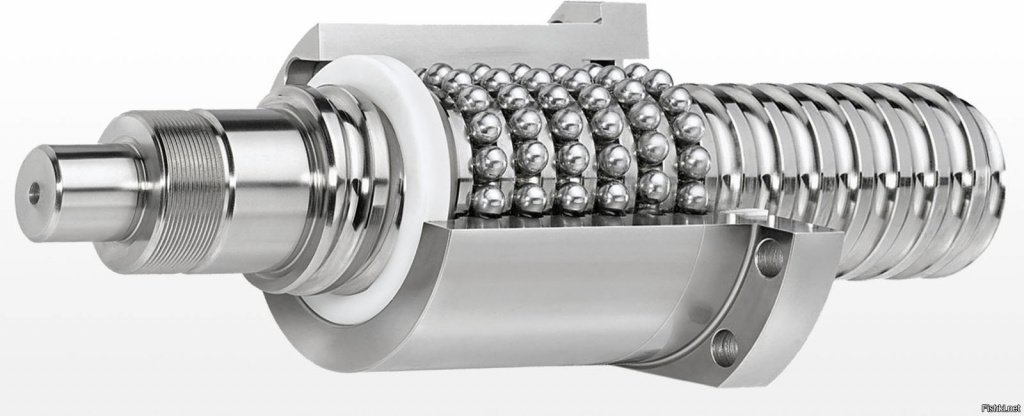
Шарико-винтовые передачи - идеальный вариант для ЧПУ, по причине максимальной минимизации люфта и трения. Называются шариков-винтовой передачей из за шариковой гайки, в которой вращаются шарико-подшипнкики. Шарики движутся по канавкам на винте, тем самым передавая вращательное усилие на корпус гайки. В настоящее время данный вид передачи является стандартом в станках с ЧПУ.
5. Двигатели осей ЧПУ
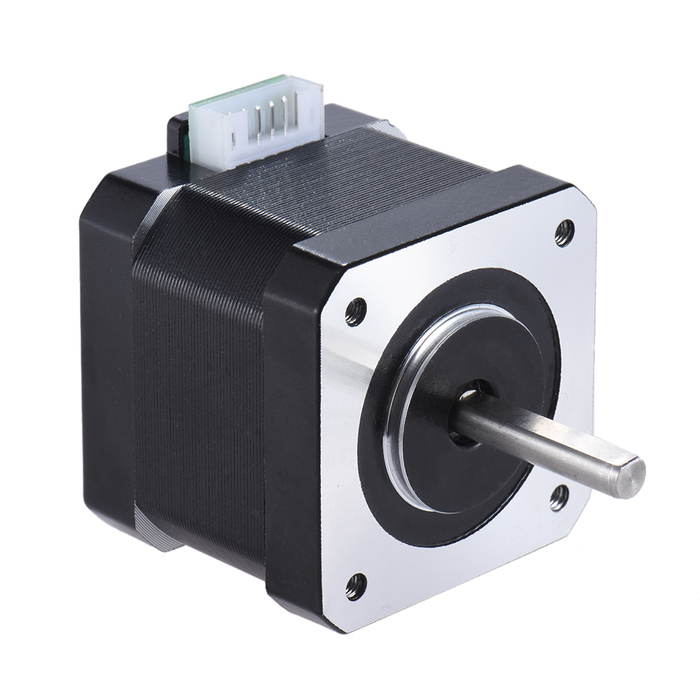
Шаговый двигатель
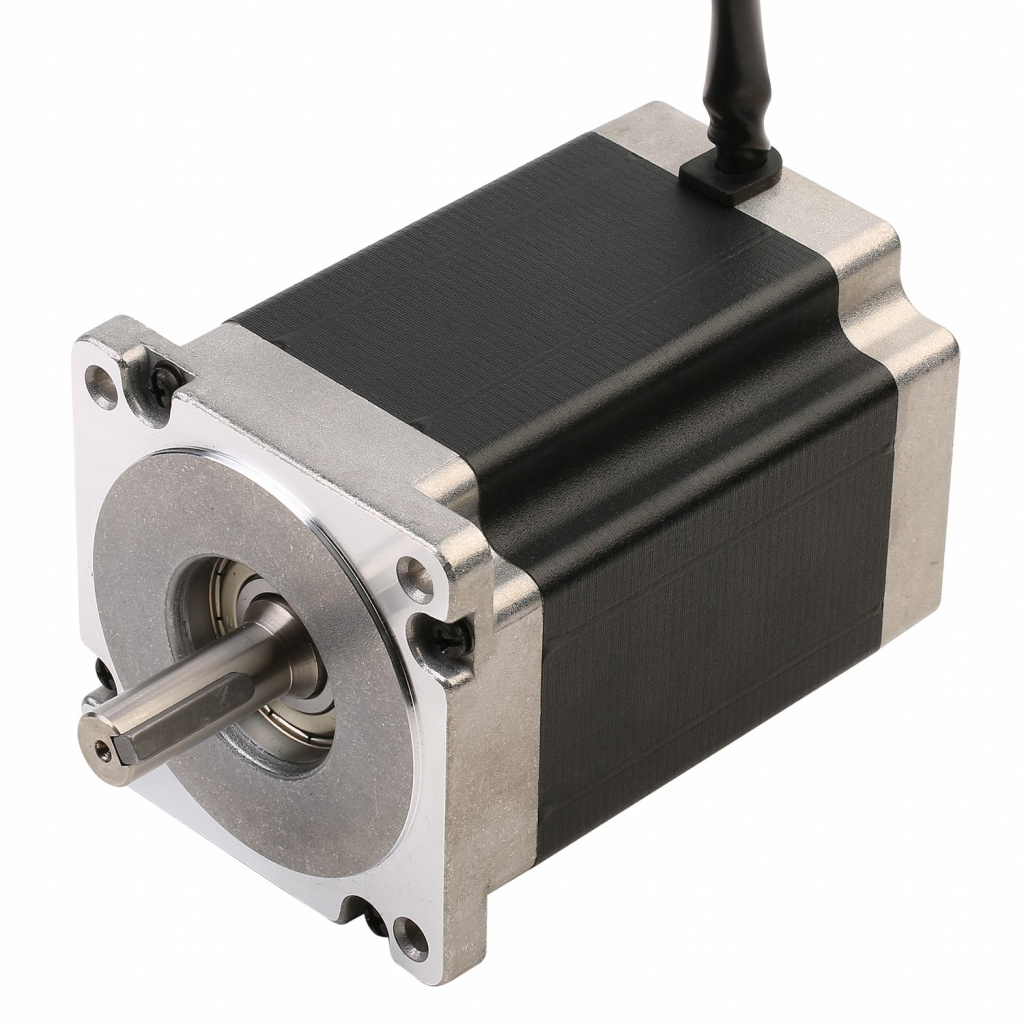
Шаговый двигатель для фрезерного станка с ЧПУ.
На фотографии выше показан типичный шаговый двигатель для фрезерного станка с ЧПУ. Шаговые Двигатели называются так потому, что они предназначены для перемещения по дискретным шагам . В зависимости от типа шагового двигателя, количество шагов на один оборот варьируется от 100 до 400, а угол одного шага — от 0.9 до 3.6 градусов.
Как правило двигатель имеет водонепроницаемый корпус, поэтому в случае протекания, например, охлаждающей жидкости двигатель не выходит из строя.
Шаговые двигатели очень распространены как в проектах DIY с ЧПУ, так и в большинстве коммерческих станков ЧПУ. Однако, в станках промышленного качества чаще всего используются так называемые сервомоторы.
Сервомотор

Недостатком шагового двигателя является то, что он не отслеживает текущую позицию вала и количество сделанных оборотов, что в некоторых ситуациях может вести к пропуску шагов. Поэтому в промышленных станках используется другой тип моторов — сервомоторы.
В чем разница между сервомотором и шаговым двигателем?
Основное различие состоит в том, что сервомоторы имеют замкнутый контур, а шаговые двигатели - разомкнутый
К сервомотору прикреплено устройство, называемое энкодером.
В случае шагового двигателя контроллер сообщает ему, что нужно переместить шаг, и он просто должен предположить, что так и произошло.
В большинстве случаев так и происходит, но изредка, обычно из за превышения нагрузки на валу, двигатель теряет шаги. Потерянные шаги влияют на точность станка с ЧПУ. Энкодер сервопривода отслеживает подобные потери и корректирует положение вала, пока оно не будет соответствовать заданному.
Сервомоторы также работают лучше в том смысле, что они производят мощность в более широком диапазоне и часто на более высоких оборотах. В результате имеем лучшую точность позиционирования, динамику разгона и отсутствие снижения момента при высоких скоростях.
Тогда как обычный шаговый двигатель обеспечивает точность перемещения рабочей оси в районе 0.01 мм, сервомотор дает 0.002 мкм.
Энкодер сервопривода обычно имеет 1024 положения, которые он может измерять, и даже больше. Принимая во внимание, что обычный шаговый двигатель дает 200 шагов на оборот, мы получаем пятикратное увеличение точности при использовании сервопривода.
У сервомоторов есть и минусы. В первую очередь — необходимость регулярно обслуживать и менять узлы. Так же сервомоторы станка должны быть оснащены дополнительной защитой при экстренной остановке. Цена на сервопривод гораздо выше, чем на шаговый двигатель.

Концевой датчик для фрезерного станка с ЧПУ
Лимит оси: противоположное от нулевой координаты положение инструмента на заданной оси
В большинстве станков используется один концевик на ось, и это датчик нулевого положения. Лимиты движения по осям задаются программно.
Допустим, мы выключили станок на ночь, и включили утром, что бы продолжить работу. Отправив станок в дом, мы получили отклонение по оси 0.1 мм. Единственный возможный вариант — вручную перенастраивать станок с помощью щупа, что отнимает значительное время.
Единственный способ свести на нет большую погрешность — использовать более дорогие датчики. Наименее точными считаются механические концевики, открытые оптические — поточнее. Так же возможно использование в качестве концевика датчика Холла, который дает погрешность порядка 0.01мм.
Что ж, а на этом у нас все! Надеемся статья была Вам полезна.
Приобрести станки с ЧПУ, 3 D принтеры, расходные материалы к ним и другое оборудование, задать свой вопрос, или сделать предложение, вы можете, связавшись с нами:
Читайте также: