
Подручник для заточки резцов своими руками
Добавил пользователь Владимир З. Обновлено: 04.10.2024
делюсь видео: Как можно сделать простой подручный столик под наждак (точило) своими руками. Сделал подручник .
Сегодня я хочу представить вашему вниманию Мега! Супер! Подручник, Заточной Упор, Приспособление для заточки и .
Простая конструкция подручника позволяет устанавливать опорную плоскость на различной высоте к оси вращения камня, .
Подручник изготовлен из уголка с шириной полки 75 мм, шпильки М8, две шайбы М8, гайка и гайка "барашек" М8.
Покажу не сам процесс, а уже воплощенную идею в железе, изначально в голове не было четкого представления того, что .
Это рассказ об иготовлении универсального подручника для самодельного точила, сделанного по временной схеме.
Из всех технологических операций, производимых над заготовками из металла, обработка на токарном оборудовании является наиболее распространенной. Именно поэтому заточка резцов для токарного станка, предназначенных для работы по металлу, является очень важным процессом, выполнять который следует правильно. Особенности осуществления такой процедуры зависят как от материала, который предстоит обрабатывать, так и от типа самого режущего инструмента (фасонный, проходной, резьбонарезной, расточной и другие).
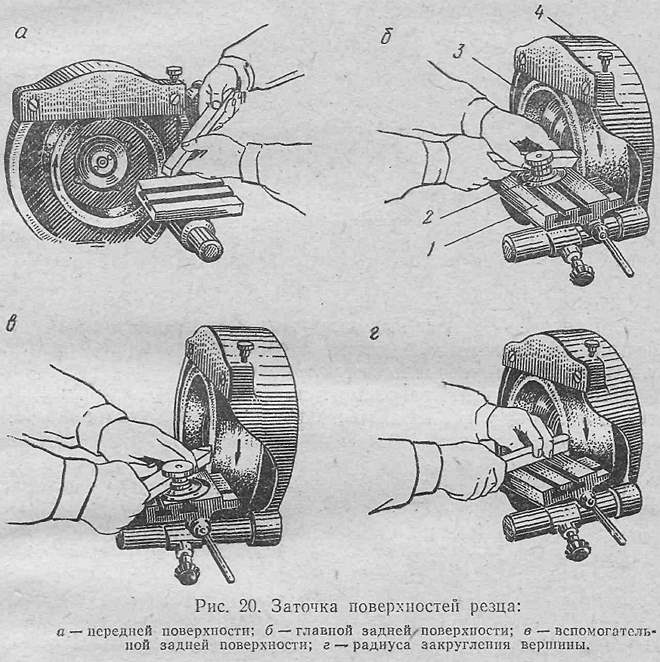
Порядок заточки поверхностей резца
Конструкция токарных резцов
Заточка токарных резцов не может быть выполнена правильно, если не разобраться в конструктивных особенностях такого инструмента. Основными элементами его конструкции являются стержень-державка, при помощи которого резец фиксируется на станке, а также рабочая головка: именно ее режущую часть и необходимо регулярно затачивать.
Рассмотрим более подробно рабочую головку токарного резца. Ее формируют два типа поверхностей: передняя и задние. Переднюю отличить очень просто: именно по ней осуществляется отвод стружки. Задними же называются те стороны резцов, к которым обращена заготовка в процессе выполнения ее обработки. Они могут быть основными или вспомогательными, что зависит от их расположения.
Самый важный элемент любого резца (в том числе и для токарного станка по металлу) — его режущая кромка — формируется в месте пересечения задней основной и передней поверхностей. В конструкции любого резца присутствует и вспомогательная кромка, образованная пересечением его задних поверхностей: основной и вспомогательной. Вершина инструмента, которая упоминается в специальной литературе, — это место пересечения его режущей и вспомогательной кромок.
Основными характеристиками токарных резцов по металлу, определяющими их функциональные возможности, являются углы заточки, подразделяемые на главные и вспомогательные. Для того чтобы определить значения главных, их измерение производят в плоскости, которая формируется при проецировании режущей кромки на главную плоскость.
Вообще, для определения углов режущего инструмента используют две плоскости:
- основную, накладываемую на опорную сторону токарного резца, расположенную в его нижней части (по отношению к направлению подач станка такая плоскость является параллельной);
- плоскость резания, располагаемую по касательной относительно поверхности обрабатываемой заготовки (данная плоскость пересекается с основной режущей кромкой инструмента).
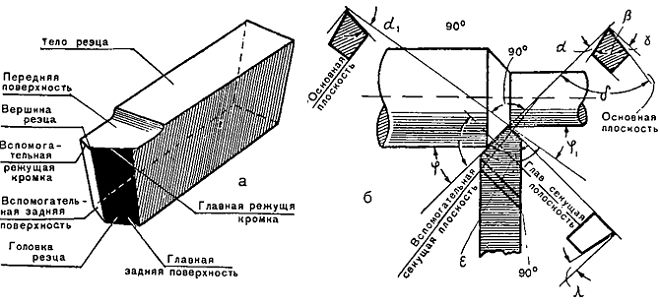
Элементы и плоскости токарного резца
В конструкции рабочей части токарного резца различают углы нескольких типов:
- заострения — расположенные между передней поверхностью резца и задней основной;
- задние главные — находящиеся между задней основной поверхностью и плоскостью резания;
- передние главные — расположенные между передней стороной инструмента и плоскостью, перпендикулярной к плоскости резания.
Проверить правильность их определения достаточно просто: их сумма всегда составляет 90 градусов.
Кроме вышеперечисленных, конструкцию рабочей головки токарного резца характеризует еще несколько углов между:
- направлением подачи и проекцией, которую откладывает основная режущая кромка;
- плоскостью обработки и передней поверхностью резца;
- проекциями, которые откладывают основная и вспомогательная режущие кромки.
Инструменты для токарного оборудования
Для того чтобы разбираться в правилах заточки резцов для токарных станков по металлу, недостаточно просто посмотреть обучающее видео. Необходимо иметь представление о том, как классифицируются такие инструменты. Самым главным параметром, по которому токарные резцы относят к различным видам, является тип обработки, выполняемой с их помощью. По этому признаку выделяют следующие виды токарных резцов.

Основные типы токарных резцов
Такими резцами заготовки обрабатываются вдоль оси вращения.
Используя эти резцы на токарном станке, уменьшают уступы и выполняют торцевание заготовок.
Как следует из названия, ими формируют наружные и внутренние канавки на поверхностях цилиндрической формы. Создавать канавки на наружных сторонах заготовок можно и при помощи отрезных резцов по металлу. Кроме того, такие резцы позволяют отрезать части заготовки под прямым углом.
С помощью таких инструментов на станках выполняют обработку отверстий.
Такие резцы специально предназначены для нарезания резьбы.
С помощью резцов этого вида на внешней стороне цилиндрических заготовок формируют фасонные выступы или канавки.
С помощью этих резцов на заготовках снимаются фаски.
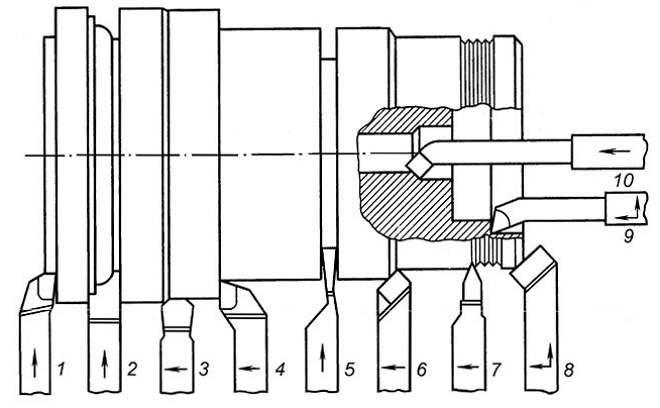
Операции, проводимые резцами различного типа
Токарные резцы также подразделяются на виды в зависимости от того, в каком направлении с их помощью выполняется обработка заготовки. Так, среди них бывают правые (обработка выполняется по направлению к передней бабке) и левые (обработка по направлению к задней бабке).
Классифицируется токарный инструмент и по материалу изготовления, по способу соединения режущей части с державкой, а также по ряду других параметров.
Правила заточки токарного инструмента
Чтобы обработка заготовок на токарных станках по металлу была эффективной, качественной и точной, следует регулярно выполнять заточку резцов, тем самым придавая их рабочей части необходимую форму и получая углы с требуемыми параметрами. В заточке не нуждается только инструмент, режущая часть которого выполнена в виде одноразовой твердосплавной пластины. Для выполнения такой важной процедуры в условиях крупных производственных предприятий используются станки со специальными приспособлениями, а занимается этим отдельное структурное подразделение.
Для того чтобы заточить токарный инструмент своими руками на домашнем станке или сделать это в условиях небольшого предприятия, можно использовать различные методики. Выполнение этой процедуры возможно с помощью химических реактивов или с применением обычных точильных кругов. Следует отметить, что заточка токарного инструмента на специализированных или универсальных станках, в которых используется абразивный круг, является самым недорогим, но эффективным методом придания резцам требуемых геометрических параметров.
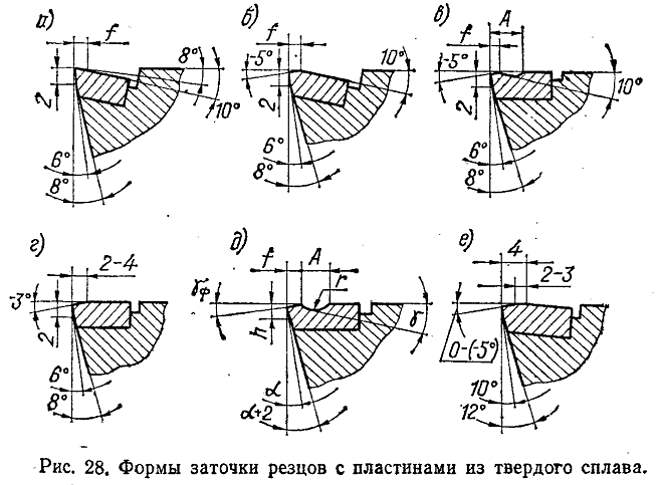
Варианты заточки резцов с режущими пластинами
Конечно, наиболее качественно токарные резцы по металлу затачиваются на специально предназначенном для выполнения такой процедуры станке. Если же подобного оборудования в вашем распоряжении нет, можно воспользоваться универсальным станком с точильным кругом. Подбирая такой круг, важно обращать внимание на материал, из которого изготовлена рабочая часть обрабатываемого инструмента. Так, чтобы эффективно заточить твердосплавный резец, вам понадобится круг из карборунда, имеющий характерный зеленый цвет. Инструменты, рабочая часть которых изготовлена из углеродистой или быстрорежущей стали, прекрасно обрабатываются на станках с кругами средней твердости, изготовленными из корунда.
Заточку токарных резцов по металлу можно выполнять без охлаждения или с охлаждением, что является более предпочтительным. Если заточка выполняется с охлаждением, то холодную воду следует равномерно подавать в то место, где токарный резец соприкасается с точильным кругом. В том случае, когда охлаждение в процессе заточки не используется, после ее выполнения нельзя сразу резко охлаждать инструмент: это может привести к растрескиванию его режущей части.
Научиться затачивать токарные резцы на точильном станке своими руками можно по обучающему видео. В процессе выполнения такой процедуры важно придерживаться определенной последовательности. В первую очередь на точильном круге обрабатывают заднюю основную поверхность, затем заднюю вспомогательную, а в самую последнюю очередь точат переднюю. Последним этапом заточки является обработка вершины резца – придание ей требуемого радиуса закругления.
В процессе выполнения заточки резец постоянно передвигают по кругу, стараясь не прижимать его очень сильно (это можно заметить на видео). Придерживаться такой рекомендации необходимо для того, чтобы поверхность круга изнашивалась равномерно, а также чтобы режущая кромка токарного резца получилась максимально ровной.
Особенности заточки резцов для токарного станка
Существуют определенные нюансы, которые следует учитывать при заточке токарных резцов своими руками с использованием точильного станка. Так, выполнение обработки задней поверхности резца осуществляется в три этапа.
- Первоначально заднюю поверхность обрабатывают под углом, равным заднему углу самой державки. Как правило, он получается несколько больше, чем задний угол резания (приблизительно на 5 градусов).
- На втором этапе обрабатывают заднюю поверхность самой режущей пластины. При этом ее затачивают под углом, превышающим задний угол резания на 2 градуса.
- Третий этап — это формирование требуемого заднего угла при помощи доводки. Важно, что такой угол формируют не на всей задней поверхности резца, а только на неширокой фаске, непосредственно прилегающей к режущей кромке.
В несколько этапов выполняется заточка и передней поверхности токарного резца. Так, предварительно ее затачивают на угол, равный углу расположения самой режущей пластины. Этот угол, как и в случае с задней поверхностью, несколько превышает передний угол резания. Непосредственно угол резания, который необходимо сформировать на передней поверхности резца, получают при помощи чистовой заточки или доводки. Этим процессам подвергают узкую полоску, прилегающую к режущей кромке твердосплавной пластины.

Использование подкладок при заточке
Для большего удобства выполнения заточки токарных резцов на точильных станках, а также для получения углов с заданными параметрами используются специальные подкладки, которые устанавливают между опорной поверхностью инструмента и столиком станка, где он располагается. Чтобы добиться еще более точной и качественной заточки, можно своими руками доработать конструкцию столика станка, сделав его регулируемым по высоте и углу поворота. После такой доработки станка необходимость в использовании подкладок определенной толщины отпадает.
При выполнении заточки токарного резца важно обращать внимание на то, чтобы его режущая кромка располагалась на одном уровне с центром точильного круга, но не ниже, чем 3–5 мм по отношению к нему. Следует учитывать и направление вращения точильного круга. Это необходимо для того, чтобы сделать процесс заточки более безопасным, а также чтобы минимизировать риск отрыва режущей пластины от державки резца. Точильный круг в процессе выполнения заточки должен вращаться так, чтобы прижимать режущую пластину, а не отрывать ее от державки.
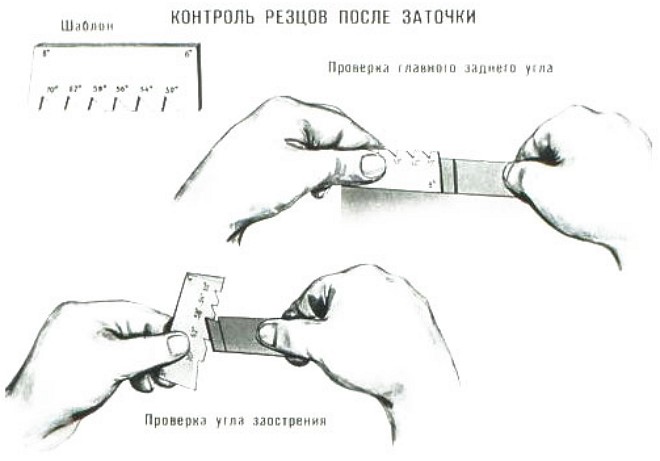
Шаблон для проверки правильности заточки резцов
Естественно, что после осуществления заточки режущего инструмента для токарного станка по металлу необходимо проверить правильность ее выполнения. Проще всего выполнить такую процедуру при помощи специального шаблона, который можно приобрести или изготовить своими руками. Если купить готовый образец не представляется возможным, то самостоятельно его сделать лучше из листовой стали, которая может подвергаться закалке.
Высокая твердость такого шаблона, которую он получит после закалки, даст возможность использовать его на протяжении длительного периода. Изготавливая трафарет, следует сделать на нем вырезы, соответствующие наиболее ходовым углам заточки. Только после выполнения таких вырезов готовый шаблон подвергают закалке. Следует иметь в виду, что от точности изготовления такого трафарета в полной мере будет зависеть то, насколько правильно будет заточен ваш резец для токарного станка по металлу.
После выполнения заточки режущие грани инструмента необходимо довести до требуемого состояния. Такой доводке подвергаются небольшие участки поверхностей резца (шириной до 4 мм), непосредственно прилегающие к его режущим граням. Для выполнения доводки используют медные оселки и присадки, выбор которых зависит от материала изготовления рабочей части инструмента. Так, для доводки твердосплавных резцов на оселок наносят специальную пасту или карбид бора, смоченный керосином. Для доводки резцов из других материалов используют оселки с небольшим уровнем абразивности, поверхность которых смачивают машинным маслом или керосином.
Какой бы дорогой и качественной не была стамеска, со временем она потребует ухода. Поэтому заточка — это навык, который неизбежно приходится осваивать всем, кто связан со столярным делом. По большому счету в заточке стамесок нет ничего сложного, но все приходит с опытом. Понимая нюансы этого процесса и следуя нашим советам, вы быстро набьете руку и выйдете на профессиональный уровень ухода за инструментом.
Уверены, что знаете все о своих стамесках? Читайте по теме:
Обзор столярных стамесок. Рассказываем о видах, характеристиках и тонкостях выбора главного ручного инструмента
Существует несколько техник заточки стамесок. Золотым стандартом по праву считается метод заточки на водных камнях. Он дает самый лучший результат и именно ему будет посвящена основная часть нашего разговора. Также мы расскажем о том, как точить стамеску на гриндере и можно ли при помощи обычной наждачной бумаги достичь бритвенной остроты столярного инструмента.
Правильный угол заточки стамески
Стамески по дереву имеют разный угол заточки и именно благодаря ему можно понять назначение инструмента.

Долота, которые рассчитаны на силовые операции и удары киянкой, имеют самый большой угол заточки, благодаря чему их режущая кромка максимально прочная. У подрезных стамесок, наоборот, фаска почти пологая — этот инструмент способен деликатно снимать самый тонкий слой стружки, но по нему нельзя стучать киянкой, т. к. бритвенная заточка сразу же повредится. У универсальных столярных стамесок угол заточки составляет от 20° до 31° — это диапазон, при котором сохраняется оптимальная острота и прочность.
В заточке стамески нет ничего сложного. Ваша задача — добиться идеальной плоскости фаски и тыльной стороны клинка. Тогда на их пересечении будет образована прямая и острая режущая кромка. Кажется просто. Но этот процесс нужно хорошо отработать, сделав десяток-другой переточек.
Вначале не гонитесь за дорогим инструментом. Чем проще первые стамески, тем лучше. Вы набьете руку на постоянной заточке, а мягкая податливая сталь позволит прочувствовать все нюансы этого процесса.

Заточка режущей кромки под электронным микроскопом с увеличением 100х
Заточка стамесок на водных камнях
Самый популярный способ заточки — использование искусственных водных камней. Этот метод обеспечивает наиболее деликатное и точное наведение режущей кромки. Чтобы привести камни в рабочее состояние их предварительно замачивают на 3-10 минут. В процессе заточки абразив активно увлажняют из пульверизатора или же работают им прямо в ванночке с водой.

Инструмент последовательно обрабатывают на камнях разной зернистости. Наиболее простая и результативная схема — это использование трех типов абразивов:
- 800 грит — грубый камень для стартового выравнивания кромки после обработки на точиле; если вы не использовали гриндер и не подвергали стамеску серьезной переточке — этот водный камень можно пропустить.
- 1,200 грит — абразив для промежуточной правки.
- 6,000 грит — камень для финишной доводки.
Если вы ходите отполировать кромки стамески до получения зеркального блеска, дополнительно используйте четвертый камень 8,000 грит для тонкой полировки.
При таком способе заточки очень важно соблюдать последовательность. Пропустив промежуточный абразив, придется дольше выводить поверхность, активнее изнашивать камень, тратить силы и перегревать клинок.
Коротко о типах абразива
Искусственные заточные камни состоят из микроскопических заточных зерен, соединенных в бруски керамической связкой. В качестве абразивной основы чаще всего используют карбид кремния. Благодаря хрупкости и остроте микрочастиц, такой камень обеспечивает высокую производительность заточки. Карбид-кремниевые абразивы не перегревают клинок, быстро дают суспензию, не требуют долгого замачивания и производят приятный звук при заточке. По своим характеристикам они опережают камни из электрокорундовых порошков или глины, и именно их рекомендуют приобретать в качестве первого заточного комплекта.
Подготовка заточных камней к работе
Водные камни так же как и стамески нуждаются в уходе. Перед каждой заточкой им желательно восстанавливать геометрию рабочей плоскости. Для этого можно использовать специальные алмазные бруски или прибегнуть к более простому способу — выполнить наводку на наждачной бумаге.

Разметьте поверхность камня карандашом, и поместите его в ванночку с чистой водой на 3-10 минут. Когда камень перестанет выпускать мелкие пузырьки воздуха — это будет означать, что он готов.
Возьмите лист водостойкой наждачной бумаги зернистостью 240 грит, смочите его и поместите на мокрое стекло. Вода будет препятствовать смещению наждачки во время работы.
Двигайте заточной камень вперед-назад, время от времени совершая круговые движения. Когда карандашные линии исчезнут — это значит, что рабочая поверхность совершенно плоская. После выравнивания снимите фаски с краев бруска, чтобы они не рассыпались при дальнейшем использовании. Камень готов.
Переходим к заточке
Перед вами стоит задача добиться безупречной плоскости фаски и тыльной стороны лезвия — тогда на их пересечении образуется идеально ровная режущая кромка. Поначалу не гонитесь за скоростью, а сконцентрируйтесь на согласованности движений и равномерной силе нажима. Обязательно используйте резиновый коврик. Эта деталь на поверку оказывается очень важной. Подложка предотвращает проскальзывание и люфт бруска на неровной поверхности, благодаря чему вы полностью концентрируетесь на процессе заточки и лучше чувствуете каждый росчерк по камню.
Выравнивание тыльной стороны клинка
Заточку стамесок традиционно начинают с обработки тыльной стороны лезвия. В качестве стартового камня используют абразив зернистостью 800 грит.

Одной рукой лезвие прижимают к камню, а второй — удерживают его строго перпендикулярно длинной стороне бруска. С легким и равномерным нажимом инструмент перемещают по всей длине рабочей поверхности. После обработки на камне 800 грит на задней части лезвия должны пропасть все крупные риски, а поверхность приобрести однородную тусклость как показано на фото. Перед тем как перейти к другому абразиву, на этом же камне обрабатывают фаску стамески.
Заточка фаски
Здесь все сложнее, т. к. приходится выравнивать на порядок меньшую площадь и удерживать инструмент под строго заданным углом. Обработку фаски значительно упрощает специальная заточная каретка, выполненная в виде тележки. Это приспособление позволяет фиксировать стамеску под строго заданными углами и имеет ряд дополнительных опций, о которых мы еще поговорим ниже.

Выровнять фаску можно и вручную. В этом случае важно следить за тем, чтобы кончики пальцев плотно прижимали всю плоскость фаски к поверхности камня. Сохраняя равномерность нажатия, выполняют росчерки вперед-назад по всей длине камня. Начинать тренироваться лучше на широких стамесках. С ними проще. Благодаря большой площади фаски их удобнее удерживать под нужным углом, при этом лучше чувствуешь, насколько плотно лезвие прилегает к поверхности камня.
Сэкономьте на покупке заточной каретки, сделав ее своими руками. Как именно? Читайте в нашей статье:
После каждых четырех-пяти проходов по абразиву фаску внимательно рассматривают на предмет неоднородности шлифовки и своевременно исправляют ошибки. Здесь важно концентрироваться на удержании постоянного угла наклона, твердом и равномерном нажиме и согласованности движений. И помните, скорость никак не влияет на качество заточки.
Когда фаска и тыльная сторона клинка обработаны на камне 800 грит, можно переходить к следующему абразиву, предварительно ополоснув лезвие стамески, и тщательно протерев его чистой тканью. Это нужно для того, чтобы не засорять новый камень оставшимися зернами предыдущего абразива.
В процессе заточки на режущей кромке стамески будет образовываться тончайший заусенец, который можно почувствовать легким касанием пальца. К концу заточки он должен исчезнуть.
Заточку полукруглых и уголковых стамесок выполняют по такому же принципу, но используют для этого специальные фасонные камни, которые имеют вогнутый и выпуклый профиль рабочей поверхности.

Водные камни очень эффективны, но в то же время — это весьма прихотливый абразив. Они требуют дисциплины в уходе и использовании, в противном случае – быстро приходят в негодность. Как ухаживать за водными камнями — читайте в нашей небольшой, но очень полезной статье.
О микрофасках
Завершив заточку стамески, можно добавить второй микроуровень к фаске. Речь идет о так называемой микрофаске. Она позволяет повысить стойкость режущей кромки за счет увеличения итогового угла заточки (вспомните, о чем мы говорили вначале). Наведение микрофаски особенно уместно на твердых клинках, отличающихся хрупкостью режущей кромки.

Навести правильную микрофаску без помощи заточной тележки вряд ли получится, поскольку здесь уже идет речь о прецизионном позиционировании инструмента. На многих каретках для этого имеются специальные режимы. После выполнения основной заточки достаточно просто переключить регулятор, который переведет лезвие в положение наведения микрофаски. Сделав 4-5 максимально легких прохода на камне 8,000 грит, микрофаска будет готова.

Стамеска на переднем плане имеет хорошо заметную микрофаску
Заточка стамесок на точиле
Варианты заточки лезвия: обычный и вогнутый клин
Здесь самое время упомянуть о том, что существует два варианта заточки стамесок. Первый — когда прямая фаска и тыльная сторона клинка образуют обычный клин. Это классический тип заточки и именно его мы брали за основу, говоря о водных камнях. Второй вариант — заточка с вогнутой фаской, которую формируют на точильном диске. Преимуществом такого профиля является то, что при финишной обработке на плоском камне фаска имеет только две точки соприкосновения — площадь шлифовки меньше, за счет чего увеличивается скорость заточки и снижается износ абразива.

Заточка стамески с ровной и вогнутой фасками
Фаска с вогнутой плоскостью уступает в прочности обычному клину, поэтому такой способ заточки не используют для долот, которые рассчитаны на удары киянкой.
Тонкости работы на точильном станке
Многие столяры до сих пор с опаской относятся к гриндерам. Это связано с тем, что даже с набитой рукой на точиле очень легко перегреть клинок, в результате чего сталь поменяет свои свойства и станет хрупкой. В этом случае придется полностью перетачивать подпаленную кромку, жертвуя длиной клинка и получая в довесок кучу головной боли.
Заточка стамески на наждачной бумаге
Добиться бритвенной остроты столярного инструмента можно не только при помощи водных камней, но и более доступного абразива — наждачной бумаги. Перед заточкой нужно оценить общее состояние инструмента. Если режущая кромка имеет неровности или зазубрины — их лучше устранять на точильном диске. Так вы сэкономите время и силы, а также уменьшите расход абразива. После выхода в плоскость, можно приступать к наведению чистовой заточки.
Чтобы добиться качества максимально приближенного к заточке на водных камнях важно обеспечить идеальную плоскость. Для этого используют подложку из стекла или керамической плиты. Наждачную бумагу нужно хорошо разгладить и зафиксировать на плоскости. Для этого подойдет двусторонний скотч. Еще лучше — попробовать отыскать наждачку на самоклеящейся основе.

Что касается абразива, то наилучший результат показывает комбинация из четырех типов зернистости: Р400, Р800, Р1,500 и завершающая полировка на Р2,000. Принципиально важное условие — использование водостойкой наждачной бумаги, поскольку в процессе вам придется активно увлажнять абразивную поверхность. В остальном последовательность действий идентична заточке на водных камнях, о которой подробно говорилось выше.

Начинают с выравнивания тыльной стороны клинка на наждачке Р400, после чего на ней же обрабатывают фаску. Во время заточки абразив обильно сбрызгивают водой. На каждой шкурке выполняют в среднем по 30 проходов туда-обратно, затем переходят на ленту меньшей зернистости. Так же как и при заточке на водных камнях, здесь важно следить, чтобы обрабатываемая поверхность клинка была строго параллельна наждачной бумаге и равномерно прилегала к абразиву при каждом росчерке. Со временем вы добьетесь слаженности движений и сможете наводить бритвенную остроту на своих стамесках за 10-15 минут.
Все, что остается сделать — проверить качество заточки. Способность стамески снимать тончайший слой стружки на торце дерева — это успешно пройденный тест на качество вашей работы.
делюсь видео: Как можно сделать простой подручный столик под наждак (точило) своими руками. Сделал подручник .
Статья на тему изготовления заточного станка своими руками и удобного наклонного подручника (упора) для него здесь: .
Сегодня я хочу представить вашему вниманию Мега! Супер! Подручник, Заточной Упор, Приспособление для заточки и .
В видео показано поэтапное создание синусного столика (с регулируемым углом наклона) на точило. Такой столик удобен .
Простая конструкция подручника позволяет устанавливать опорную плоскость на различной высоте к оси вращения камня, .
Подручник изготовлен из уголка с шириной полки 75 мм, шпильки М8, две шайбы М8, гайка и гайка "барашек" М8.


Инструмент для резьбы по дереву нужно тщательно подбирать. Резьба по дереву как вид декоративно-прикладного творчества имеет многовековую историю, и обеспечила человечество настоящими шедеврами. В домашних условиях тоже можно создать произведения искусства, да и просто разнообразить интерьер. Хотя и появились некоторые современные модели с электрическим приводом (например, бормашина для резьбы по дереву), в целом инструмент сохраняет традиции и предназначен в основном для кропотливого ручного труда.
Различные виды стамесок для резьбы по дереву
Устройство и принцип работы токарного станка по дереву

Основные узлы токарного станка по дереву
Главное отличие токарного станка по дереву от его собрата, на котором обрабатываются заготовки по металлу, заключается в том, что у него вместо механического устройства для подвода резца к обрабатываемой детали установлен подручник — приспособление для упора стамесок.
Токарный станок для деревообработки устроен несложно. На станине устройства располагаются передняя и задняя бабки. В передней бабке расположен шпиндель, в него вставляют разные приспособления, с помощью которых крепится левый конец деревянной заготовки. Задняя бабка служит для упора правого конца длинной заготовки. Между левой и правой бабкой устанавливается подручник, который служит для упора инструмента, которым будет обрабатываться заготовка.
Шпиндель приводится в движение электродвигателем. Скорость вращения может регулироваться. Кстати, некоторые токарные работы можно исполнять на фрезерных станках, но об этом рассказ должен быть в отдельной статье.


Полукруглые стамески
Довольно часто для проведения работы требуются полукруглые стамески, которые при необходимости также можно изготовить самостоятельно.
В большинстве случаев в качестве основы применяется пробойник, за счет чего изначально заготовка уже имеет требующуюся форму.
Переделка в этом случае заключается лишь в срезе лишнего материала и заточке режущей кромки. Инструкция выглядит следующим образом:
- Выбирается пробойник требующего размера.
- Срезается лишняя часть радиуса.
- Пока поверхность остается теплым проводится придание ей требующейся формы.

Финишный этап заключается в затачивании лезвия, для чего применяется специальный шлифовальный круг.
Выбор материала и его подготовка

Породы дерева
Дерево — податливый материал для изготовления самых разных поделок. Тем не менее, нужно учитывать, что не все породы дерева одинаково легко поддаются токарной обработке. Легче всего на токарном станке обрабатываются заготовки из ореха, граба, бука, липы, березы и груши. Хвойные породы, а также дуб и ясень поддаются точению значительно труднее. Подбирая материал для заготовки, следует выбирать такие болванки, на которых нет трещин, выпадающих сучков, просмолок и прочих дефектов.
Следует учесть, что разные породы дерева имеют свою внутреннюю неповторимую красивую текстуру. Зная, какая у каждого из видов деревьев внутренняя текстура, легче подбирать необходимую болванку для изготовления той или иной поделки. Из ореховой древесины можно выточить красивую пудреницу, круглую шкатулку, а из дерева акации получается великолепная солонка. Текстуру дерева нужно учитывать при выточке того или иного изделия.
Прежде чем поставить болванку на токарный станок, нужно как можно больше подогнать её размер под будущее изделие ручным инструментом, например, топором. Толстое полено незачем устанавливать в центры, если предстоит выточить тонкую деталь. Его следует обтесать. Если заготовка в сечении имеет квадратную форму, то углы тоже можно срезать ручным инструментом, придав болванке более округлую форму.







Как сделать самостоятельно?
При необходимости можно сделать стамеску своими руками. Как правило, проблем с проведением подобной работы не возникает. Начинать подобную работу рекомендуется с выбора наиболее подходящего материала. Для лезвия может применяться:
- Фреза, предназначенная для работы с металлом. При ее изготовлении часто применяется инструментальная сталь, которая в меньшей степени подвержена износу. Именно поэтому она характеризуется высокой эффективность в применении, обладает достаточной жесткостью.
- Для мини-стамесок часто используется сверло. Оно также изготавливается из инструментальной стали, за счет чего режущая кромка держит заточку на протяжении длительного периода.
- Полукруг можно получить из ранее использованного пробойника. Подобное изделие также весьма распространено.
- Любой профилированный инструмент может применяться для получения угловой стамески для дерева.
- В последнее время все чаще применяется напильник, который становится отличным основанием для получения рассматриваемого изделия.
- Надфили тоже есть в наборе многих специалистов. Они представлены напильниками небольших размеров с различной формой.
В качестве основания для изготовления мини-станка часто применяется небольшой кусок металла. В домашних условиях можно получить небольшое изделие.
Приспособления для крепления деревянной заготовки
Наиболее часто употребляемое приспособление для крепления болванки — поводковый патрон. Чаще всего для токарных работ по дереву используется два вида таких приспособлений.

Схема патрона с зубцами
Первый вариант такого устройства — патрон с зубцами. Крепится заготовка в таком приспособлении следующим образом: следует просверлить небольшое отверстие в отмеченном центре болванки, вставить в него центральный зуб патрона, конечно, предварительно сняв его (патрон) со шпинделя, после чего следует слегка ударить по хвостовику приспособления, тем самым вгоняя остальные зубцы в древесину.
Таким способом размечается место установки болванки в патрон. Устанавливаем его на шпиндель, после чего устанавливаем заготовку согласно разметке, поджимаем пинолью задней бабки — можно начинать точение дерева.
Второй вариант поводкового крепления деревянной болванки — использование планшайбы. Такое приспособление представляет собой металлический круглый диск. В середине расположено отверстие для надевания и крепления на шпинделе токарного станка.
По всей площади диска в правильном порядке располагаются сквозные отверстия. Через эти отверстия болтами или шурупами (саморезами) заготовка и крепится к планшайбе. Предварительно нужно отметить центр заготовки, а потом её устанавливать. Без использования планшайбы не обойтись, когда требуется точение дерева торца заготовки, и задней бабкой для упора уже не воспользоваться.
Надфили
Для обработки дерева часто применяется надфиль. Как показывает практика, они идеально подходят для создания ручного инструмента. Инструкция по созданию подобного инструмента выглядит следующим образом:
- Пассатижами берется надфиль и нагревается до высокой температуры. При этом нужно быть достаточно осторожным, нагрев проводится исключительно равномерно.
- Закаленная заготовка аккуратно загибается для получения требуемой формы. Действовать нужно быстро, но осторожно, так как раскаленный металл может обжечь, но он достаточно быстро остывает.
- После создания требующейся формы заготовка опускается в холодную воду. За счет этого обеспечивается быстрое застывание и закаливание поверхностного слоя.

Заключительный этап связан с протиранием поверхности и ее затачиванием. Подобное изделие может иметь самую различную форму.
Инструмент для точения дерева
Чаще всего для обработки древесины на станках используются токарные стамески. По сравнению с обычными стамесками токарные имеют более удлинённые ручки, их резцы изготавливаются только из высококачественной инструментальной стали. То есть стамеска состоит из двух частей — ручки и, насаженного на неё, металлического полотна с заточенным под определённым углом или обоюдоострым лезвием.
Для разных задач существуют разные типы стамесок. Новичку в токарных делах для того, чтобы начать работать с деревом, достаточно научиться владеть вот этими двумя стамесками:

Стамески для токарных работ
- рейером — у этой стамески полукруглое лезвие, которое изготавливается из толстой пластины, она предназначена для черновой обтачки заготовки;
- мейселем — этот вид стамесок предназначен для чистовой обработки детали, лезвие заточено наискось, причём с обеих сторон.
Большую часть остальных типов токарных стамесок причисляют к фасонным инструментам. Ими придаётся окончательный вид выточенной детали. К примеру, на выточенной солонке можно вырезать декоративные канавки. Вот некоторые виды таких стамесок:
- стамеска-крючок — таким резцом можно выточить в торце заготовки углубление;
- стамеска-гребёнка — с её помощью можно нарезать внутреннюю и внешнюю резьбу или же нанести множество декоративных канавок;
- стамеска-кольцо — ею можно делать то же самое, что и при помощи крючка.
Видов фасонных резцов существует великое множество. Опытные токари под конкретную задачу придумывают свои резцы, и изготавливают их сами.

Резцы для точения древесины






Выполнение заточки резцов своими руками
От того, насколько правильно заточен рабочий инструмент зависят качественные показатели обработки. Чтобы правильно выполнить заточку необходимо воспользоваться электрозаточным станком у которого предусмотрен набор кругов различной степени зернистости и наличие бархатного бруска, необходимого для правки лезвий.
Углы заточек мастера выбирают лично, исходя из своих предпочтений, токарного мастерства, твердость древа, качества рабочих инструментов и окончательного желаемого вида обрабатываемых поверхностей.

Для начинающих токарей оптимальным вариантом являются углы заточек для:
- мейселя – скосы должны равняться 40° по отношениям к оси рабочих поверхностей и по 40° для сторон лезвия;
- рейера – от 50° до 60°.
При накоплении опыта и повышении уровня мастерства, угол затачивания вы всегда сможете уменьшить до 20°-35°.
Также для мастеров рекомендуется, помимо разнофасонного типа резцов, иметь один вид резцов с одинаковым размером, но с разным углом заточки. Такой подход сможет значительно ускорить и облегчить рабочий процесс, а также увеличит срок эксплуатации инструментов, поскольку не будет надобности в постоянном перезатачивании лезвий исходя из видов обрабатываемого материала.
Тупой тип углов предназначен, чтобы затачивать, твердые породы древесины либо проводить первоначальную (грубую) обработку.
Острый тип углов у резцов дает возможность более качественно обрабатывать поверхности и ускорять точение, но при его использовании следует быть осторожным поскольку существует риск сколоть заготовки и повредить лезвие. Выполнять затачивание и правку такого типа инструментов также необходимо более часто, нежели при использовании резцов с тупым углом.
Приблизительные углы заточек на лезвии формируются еще на стадиях изготовления резцов своими руками, и перед тем как провести термическую обработку — закаливание.
После их окончательной подготовки, резцы затачиваются на абразивном круге, а весь процесс завершает ручная доводка с помощью бархатного бруска.
Технология работы на токарном станке
Желательно, чтобы рабочее место перед токарным станком было оборудовано для конкретного работника — под его рост. Обрабатываемая деталь должна находиться на уровне локтя. Прежде чем начать работать, токарь должен занять устойчивую и удобную стойку перед станком.

Деревянную заготовку нужно надежно закрепить либо в центрах, либо на планшайбе. Дальше следует подвести подручник поближе к заготовке, провернуть вал с болванкой — она не должна его задевать. Верхняя часть подручника должна располагаться миллиметров на пять ниже оси вращения.
Теперь можно запустить двигатель. Чем более чистовая работа производится, тем больше должна быть скорость вращения шпинделя. Упираем тело полотна стамески в подручник, медленно приближаем резец к вращающейся заготовке. Снимать стружку надо тонким слоем, нельзя позволять резцу глубоко проникать в тело болванки — это небезопасно. Одной рукой держат полотно стамески, а другой — её рукоять. Желательно плотно прижимать локоть к телу, таким манером создается более сильный и неподвижный упор.
Угловые стамески
Получение сложной поверхности может проводится при применении угловых стамесок. Их также производят из профильных изделий. Процедура получения требующегося изделия выглядит следующим образом:
- Металл нагревается, после чего срезаются излишки материала.
- Следующий шаг заключается в создании рукоятки, для чего в большинстве случаев применяется дерево.
Для того чтобы полученное изделие могло использоваться для снятия дерева с поверхности нужно провести заточку лезвия. Проводится подобная работа при применении шлифовальных кругов.
Соблюдение правил безопасности при работе на токарном станке — обязательное условие
Не освоив правила безопасности работы на станке, не стоит и подходить к нему, иначе работник может здоровье потерять, а не получить удовольствие от классно изготовленной детали. Основные требования безопасности при проведении токарных работ по дереву изложены ниже:

Техника безопасности
- токарь должен быть одет в спецодежду, которая должна быть плотно застёгнута на все пуговицы;
- волосы должны быть убраны в головной убор;
- обязательно надевание защитных очков и опускание защитного экрана;
- ручки стамесок не должны иметь трещины;
- заготовка должна быть надёжно закреплена в патроне;
- заготовка не должна иметь повреждений;
- станок должен быть заземлен;
- все настроечные манипуляции (замер размера, пододвигание подручника к детали и т. д.) должны выполняться при выключенном станке.
Существуют и другие пункты требований по безопасности, которые могут быть изложены либо в производственной инструкции, либо в документации завода-изготовителя токарного станка.
Используем напильник
Сделать рассматриваемое изделие из напильника можно при применении точильного круга. Подобная заготовка подходит для получения прямого резака.
При выборе напильника следует учитывать несколько основных моментов:
- Размеры.
- Зернистость.
- Тип применяемого сплава при изготовлении.
Кроме этого, в ходе работы приходится проводить изменение конца для рукоятки. За счет существенного увеличения площади контакта можно равномерное распределить нагрузку и существенно увеличить эксплуатационный срок изделия.
При желании из рассматриваемой заготовки можно получить угловую стамеску. Снятие лишнего материала проводится при помощи круга по металлу. На финишном этапе проводится заточка режущей кромки, после чего полученное изделие будет готового к применению. В качестве основы может применяться и старый напильник, степень износа рабочей части не имеет важного значения.
Абразивы
Напильники и рашпили быстро и гладко удаляют лишнее дерево. Они отличаются характером поверхности, которая может быть грубой, средней или относительно гладкой. Инструменты плоской, полукруглой или круглой формы всегда используйте с ручкой. Напильники и рашпили типа riffler имеют зубья с двух концов и разнообразную форму. Их используют для проникновения в труднодоступные места и удаления мелких щепок. Инструменты с шершавой поверхностью применяют для зачистки небольших участков.
Гибкая шлифовальная лента удобна при работе с изогнутой поверхностью. Шлифовальные цилиндры в составе ручной дрели или пресса незаменимы при окончательной отделке. Инструменты для полировки различаются фактурой поверхности и характером материала, отвечая самым разным запросам. Наждачную бумагу применяйте только по завершении работы, иначе частички абразива застрянут в дереве и ваши инструменты быстро затупятся.
Читайте также: