
Подача припоя своими руками
Добавил пользователь Владимир З. Обновлено: 16.09.2024
И вот ты решил окунуться в электронику с головой, затарился паяльником, купил припой и… А что дальше? Если худо бедно, то как надо паять представляют все, а вот тонкости технологии известны далеко не многим и приходят с опытом. Чтож, ускорю этот пагубный процесс и расскажу тебе парочку хитростей.
Итак, про хороший паяльник для мелкого монтажа ты наверное уже читал, вот от него и будем плясать. Кроме паяльника тебе потребуется припой и флюс. О них поподробней.
Припой.
Это специальный сплав, который плавится при температуре порядка 200 градусов. Самый распространенный это 60/40 Alloy, он же ПОС-61. Сплав в котором 60% олова и 40% свинца. Температура плавления у него 183-230 градусов. Обычно продается в виде проволоки, намотанной на катушки.
Для мелкого монтажа лучше брать тот, где диаметр проволочки поменьше — легче дозировать. У меня две катушки, одна с проволокой припоя 0.3 мм, вторая 0.6 мм. Ну еще есть с полутора миллиметровой, но я ей почти не пользуюсь. Только если массово паяю массивные детали, где надо много припоя.
Покупать припой лучше импортный, к сожалению российский продукт сплошь и рядом отстой. Может и есть качественный, но обычно мне попадался низкопробный шлак. Катушка припоя, как на картинке, должна стоить от 150-200 рублей, дороже можно, дешевле не желательно. Лучше один раз потратиться, зато потом иметь красивую и качественную пайку и не париться. А катушки обычно хватает года на полтора-два это минимум.
Ещё полезно купить себе немного сплава Розе. Это тоже вроде припоя, но температура плавления у него совсем смешная — где то в районе 90-100 градусов. Этот сплав иногда полезен при демонтаже, но об этом позже будет отдельная статья.
Флюсы
В процессе пайки, от нагрева, детали окисляются и припой перестает их смачивать. Чтобы этого не происходило используют флюсы — вещества которые растворяют оксидную пленку, способствуют пайке. Кстати, если кто не в курсе, процесс покрытия одного металла другим зовется лужением. Банальные вещи говорю? Ну так ведь ликбез так ликбез! :)
 |
| Канифоль — классика жанра |
Самый простой и народный флюс. Это обычная очищенная сосновая смола. При пайке сначала берут на жало немного припоя, потом тычут в канифоль, чтобы набрать на жало смолы, а затем быстро, пока смола не испарилась, паяют. Способ не сильно удобный, поэтому часто делают по другому. Берут обычный этиловый (медицинский) спирт и растовряют в нем толченую канифоль пока она растворяется. После этот раствор наносят кисточной на спаиваемые детали и паяют. Активность канифоли не высока, поэтому иной раз ничего не получается — детали не не лудятся, но зато у канифоли есть одно огромное достоинство, которое порой перекрывает все ее недостатки. Канифоль абсолютно пассивна. То есть ее не нужно удалять с места пайки, так как она не окисляет и не восстанавливает металлы, являясь при этом отличным диэлектриком. Именно по этому самые ответственные пайки я стараюсь делать спирто-канифольным флюсом.
 |
| ЛТИ-120 |
 |
| Глицерин-гидразин |
 |
| Канифоль-гель. Супер вещь |
 |
| Ф-34А — химическое оружие массового поражения. |
 |
| Палитра флюсов :) |
Один из моих любимых флюсов. Представляет из себя рыжую жидкость, имеет в своем составе канифоль и еще ряд присадок. Паять им также как и обычным спирто-канифольным флюсом — намазать кисточкой на детали и паять. Но есть одна хитрость. В изначальном варианте ЛТИ-120 жидкий зараза, мажется тонким слоем и моментально высыхает, в общем пользоваться им не очень удобно. Я придумал как это побороть.
Я сделал себе палитру флюсов — наклеил на мелкую компашку кучу крышечек от флакончиков, налил в них разных флюсов и наклеил это дело на катушку с припоем. Получилось очень удобно и компактно. Так вот, налив ЛТИ-120 в крышечку я даю ему постоять пару дней. За это время он подсохнет и загустеет до состояния жидкого мёда. Вот его уже удобно намазывать острой зубочисткой точно туда куда надо. А если загустеет сверх меры, то либо туда немного спирту капну, либо подолью еще немного свежего флюса и размешаю. Производитель утверждает, что ЛТИ-120 смывать не нужно. В принципе, вроде бы так оно и есть, он не активный. Но что то меня смущают присадки которые в нем, поэтому я его смываю всегда. Смывается он широкой кисточкой, смоченной в спирте. Или просто щеткой под струей воды из под крана. Нет ничего страшного в том, чтобы отмывать готовую плату водой, главное хорошо высушить потом.
Канифоль-гель
Отличная штука. Не так давно появился в радиомагазинах и уже заслужил мою любовь и уважение. Представляет из себя густую коричневую пасту на основе канифоли, продается в шприцах. Отлично намазывается непосредственно туда где надо, не оставляет нагара на паяльнике, как ЛТИ-120. Легко смывается водой или спиртом, в общем, рулез!
Глицерин-гидразин.
Убойный активный флюс, который легко смывается водой, не оставляет грязных липких следов и окислов. Но его надо смывать. Тщательно смывать. Иначе за пару лет он может разъесть дорожки платы или его остатки станут токопроводными и возникнут жуткие утечки по поверхности платы между дорожками, что крайне негативно скажется на работе схемы. Еще я не уверен в безопасности его паров. На раз два попользоваться можно, но вот постоянно его юзать мне как то не улыбается. Но в целом это офигенный флюс, паять им одно удовольствие.
Глицерин-Салициловый флюс .
Он же ФСГЛ. Честно говоря я понятия не имею откуда эта хрень вообще берется. У меня банка этого флюса имеется с детства (собственно поэтому канифолью то я практически не паял никогда) — батя стырил с оборонного предприятия. В свободной продаже не видел ни разу. Паяет также ядрёно как и Глицерин-гидразин, но не имеет в своем составе сомнительных с точки зрения токсичности примесей. Там 90% глицерина, 5% салициловой кислоты, 5% воды. Купить чтоль в аптеке салицилки и самому сбодяжить? Уж больно чумовой рецепт. Один недостаток — нужно смывать, он активный. Но смывается водой влегкую.
Ф-34А
Адская кислотная смесь. При пайке имеет жуткий едкий выхлоп, которым я потравил половину нашей лаборатории. Паять этой гадостью можно только в противогазе и с мощной вытяжкой, но зато это дерьмище паяет все, то что другим флюсам даже в страшном сне не снилось. Эта жижа залуживает влет — ржавчину, окислы, сталь, напыления, даже алюминий можно паять. Так что если тебе надо будет припаяться к ржавому гвоздю, то капни этой херни, задережи дыхание и ЛУДИ!
Импортные безотмывочные флюсы.
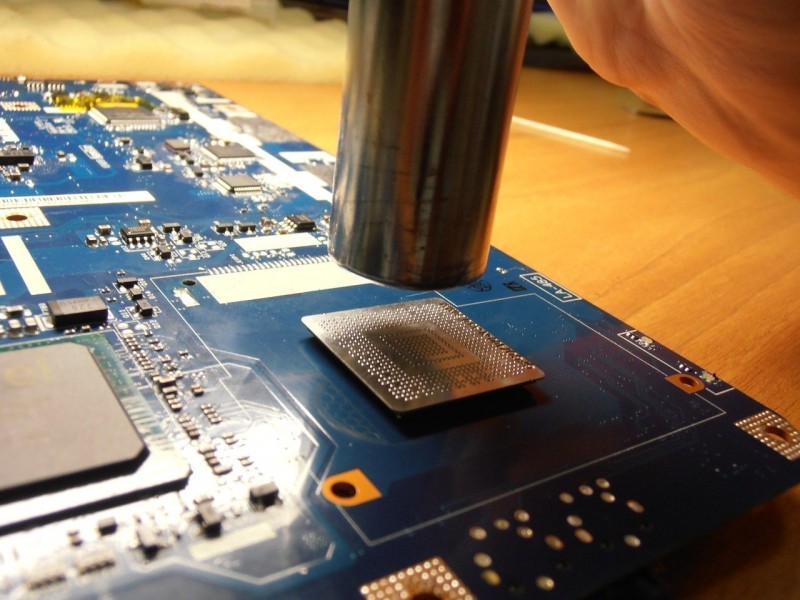
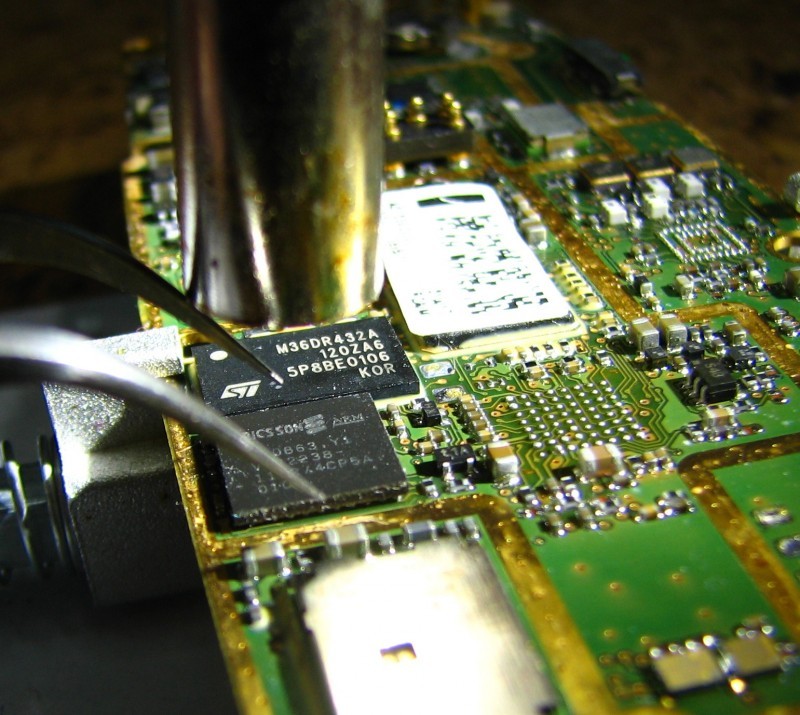
Честно говоря ими я не пользовался. Говорят они круты, но имхо паять ими просто так это не рационально — слишком уж дорогие они, да и у нас в городе не продают, а заказывать мне западло. Скорей они для профессионального применения, вроде ремонта сотовых или пайки BGA корпусов (это когда ножки в виде массива шариков под корпусом микросхемы). Если интересно, то поищите инфу на форумах ремонтников сотовых, они про это дело знают все.
Голландский флюс на основе конопли
Понятия не имею кто его делает и где его продают, но я точно знаю что он есть! Особенно я в этом убедился после ковыряния в схемах продукции фирмы где я раньше работал. Разработчики явно паяют им. Так как таких укуренных схемотехнических решений я еще не видел.
Паяльник в руки и вперед.
Про флюсы я тебе рассказал, теперь, собственно, о процессе пайки.
Дело это не хитрое. Для начала желательно облудить детали. Смачиваешь их флюсом, подцепляешь жалом паяльника чуть чуть припоя и размазываешь по поверхности. Торопиться не надо, детали должны покрыться ровным тонким блестящим слоем. Выводы микросхем и радиодеталей лудить не нужно — они уже на заводе облужены.
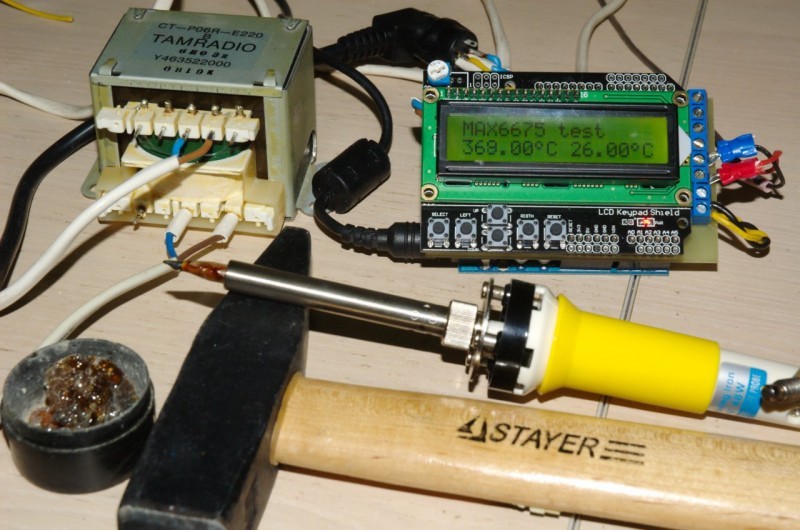
Припой должен быть жидким, как вода. Если он комковатый, с ярко выраженной зернистостью и матовый, то тут причины две — неправильная температура паяльника , либо припой низкопробное говно . Если паяльник слишком холодный то припой будет на грани твердого и жидкого состояния, будет вязким и не будет смачивать. Если же паяльник перегрет, то припой будет моментально покрываться серой пленкой окисла и тоже будет отвратительно лудить. Идеальная температура паяльника при пайке припоем ПОС-40 ( 60/40 Alloy ), на мой взгляд, это порядка 240-300 градусов. У СТ-96 достаточно выставить регулятор на 2/3 в сторону увеличения.
Если паяешь печатную плату, то дорожки тоже надо залудить. Но делать это надо осторожно. Текстолит, что продается на просторах Родины зачастую тоже оказывается редкостным говном и при нагреве фольга от него отваливается в момент. Поэтому долго греть плату нельзя — отвалятся дорожки. Обычно я просто смазываю хорошенько все дорожки флюсом ЛТИ-120 и провожу быстренько по каждой плоским жалом паяльника с капелькой припоя. В Результате имею идеально залуженные дорожки, с практически зеркальной поверхностью.
Есть народный способ для быстрого лужения больших плат:
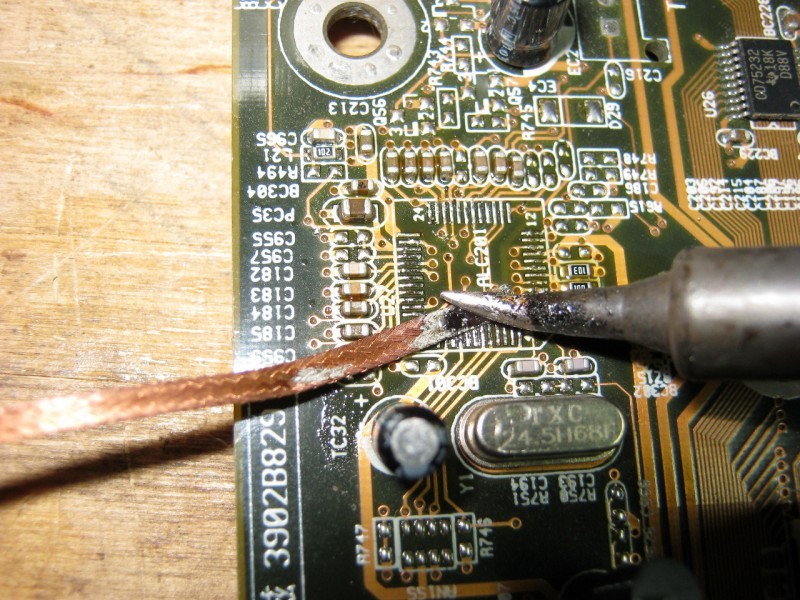
 |
| Оплетка для удаления припоя |
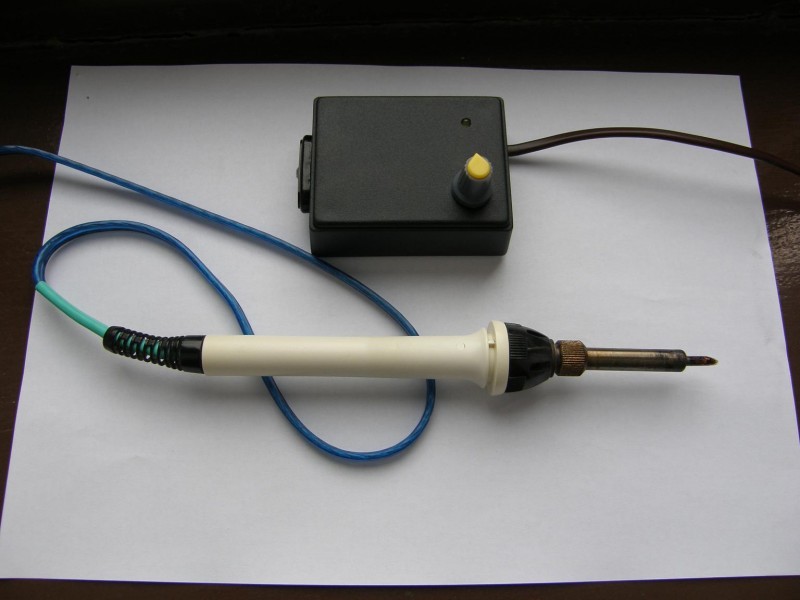
 |
| Мое лудило |
Берется оплетка для удаления припоя, это такая медная мочалка, продается в мотках по 30 рублей метр. Если не найдешь, то можешь выковырять из толстого телевизионного коаксиального кабеля экранирующую оплетку — та же херня только возни больше. Плата как следует смазывается флюсом, оплетка как следует пропитывается припоем и тоже поливается флюсом. Дальше эта хрень возякается паяльником по поверхности платы. Чтобы ворсинки оплетки не пристывали к дорожкам, лучше взять паяльник побольше и помассивней.
Я так вообще усовершенствовал способ.
Взял старый мощный паяльник на 60Вт, обмотал у него жало этой оплеткой, пропитал её сплавом Розе и теперь лужу платы в одно движение. Почему именно Розе? А им лудить проще, паяльник когда касается платы резко остывает, т.к. отдает тепло. Если оплетка смочена обычным припоем, то она тут же приваривается отдельными ворсинками к плате, а сплав Розе легкоплавный и не прилипает.
Пайка транзисторов, диодов и микросхем.
Тут я бы хотел заострить внимание особо. Дело в том, что полупроводники от слишком высокой температуры разрушаются , поэтому есть риск пожечь микросхему перегревом. Чтобы этого не произошло желательно выставить паяльник на 230 градусов или около того . Это вполне терпимая температура, которую микросхема выдерживает довольно долго. Можно паять и не торопиться. У обычных, не регулируемых паяльников, температура жала порядка 350-400 градусов , поэтому паять надо быстро, в одно касание. Не дольше секунды на каждой ножке и делать хотя бы 10-15 секундный перерыв, прежде чем приступать к пайке другой ножки. Также можно придерживать ножку металлическим пинцетом — он послужит теплоотводом.
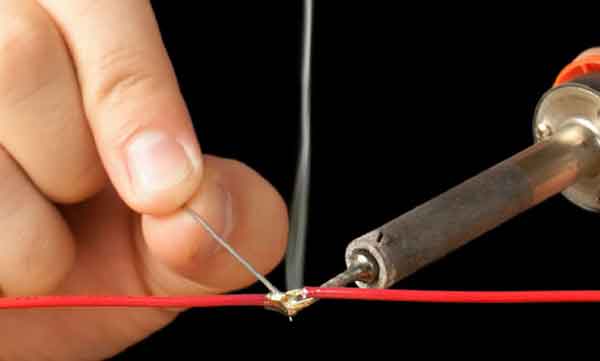
Пайка проводов
Лучше перед пайкой концы облуживать отдельно, а если провод припаивается к печатной плате, то очень желательно просверлить в плате дырку, завести его с другой стороны и только тогда паять. В таком случае риск оторвать дрожку при рывке за провод сводится к нулю.
Пайка проволокой припоя.
Так обычно паяют микросхемы. Прихватывают ее по диагонали за крайние ножки, смазывают все флюсом, а потом, держа одной рукой паяльник, а другой тонкую проволочку припоя, быстро запаивают все ножки.
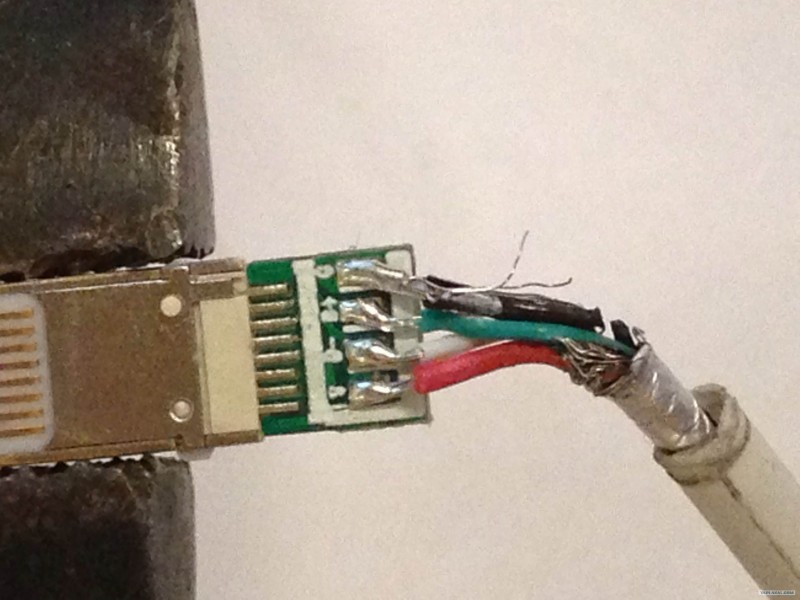
Пайка проводов в лаковой изоляции
Всякий обмоточный провод, вроде тех которым намотан трансформатор, покрыт тонким слоем лака. Чтобы припаяться к нему этот слой лака нужно содрать. Как это сделать? Если провод толстый, то можно пожечь его немного огнем зажигалки, лак сгорит, а нагар можно счистить грубой картонкой. Если же провод тонкий, то тут либо аккуратно поскоблить его скальпелем, держа скальпель строго перпендикулярно проводу, либо взять таблетку аспирина и как следует прижать и пошоркать горячим жалом паяльника по проводу на аспиринке. При нагреве из аспирина выделится вещество которое сожрет лаковую изоляцию и очистит провод. Правда вонять будет сильно :)
 |
| Удобная держалка. |
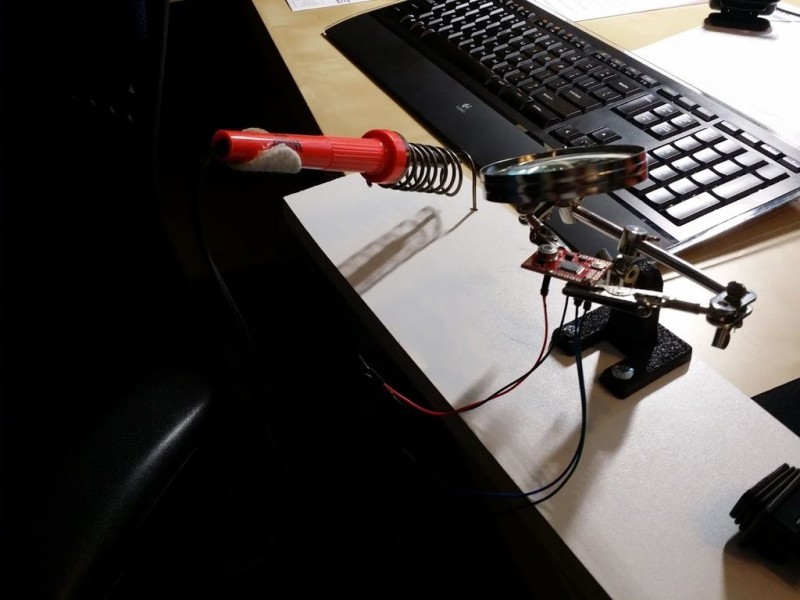
Рекомендую обзавестись вот таким вот захватом. Чертовски удобная штука, позволяет придерживать какого-нибудь Ктулху при пайке, концы не болтаются из стороны в сторону. Кстати, бойтесь подпружиненных проводников! При пайке он может соскочить и метнуть вам в лицо капельку припоя, сколько раз мне в лицо такое прилетало уже и не припомню, а ведь могло и в глаз! Так что соблюдайте Технику безопасности!
Губка
Жало паяльника постепенно загаживается и покрывается нагаром. Это нормально, обычно виной ему флюс, тот же ЛТИ-120 горит дай боже. Для очистки паяльника можно применять специальную губку. Такая желтая фигня, идет в комплекте к подставкам для паяльника. Ее надо смочить водой и отжать, оставляя влажной. Кстати, губка постоянно высыхает, чтобы ее каждый раз не мочить ее можно пропитать обычным медицинским глицерином. Тогда она не будет высыхать вообще! Удобно блин! Если нет губки, то возьми хлопчатобумажну тряпочку, положи в железный поддончик и также пропитай водой или глицерином. У нас монтажницы держали на столе обычное вафельное полотенце и об него вытирали паяльник.
Лучше один раз увидеть, чем сто раз прочитать:
Нет проблем! ОсновыПайкаПаяльникРадиолюбительские Технологии
Спасибо. Вы потрясающие! Всего за месяц мы собрали нужную сумму в 500000 на хоккейную коробку для детского дома Аистенок. Из которых 125000+ было от вас, читателей EasyElectronics. Были даже переводы на 25000+ и просто поток платежей на 251 рубль. Это невероятно круто. Сейчас идет заключение договора и подготовка к строительству!
А я встрял на три года, как минимум, ежемесячной пахоты над статьями :)))))))))))) Спасибо вам за такой мощный пинок.
В современном мире, насыщенном электроникой и электрическими приборами нужно уметь пользоваться паяльником. Это умение сэкономит много времени и денег на ремонт сломанных приборов. Несмотря на кажущуюся сложность этого процесса, на самом деле научиться, как правильно паять паяльником очень легко.

Технология пайки заключается в том, чтобы с помощью металла, имеющего более низкую температуру плавления, соединить более тугоплавкие металлы.

Краткое содержимое статьи:
Паяльники
Паяльники имеют несколько видов, отличающихся друг от друга способом нагрева. По такому критерию они делятся на электрические, термовоздушные, индукционные, молотковые. Самыми популярными в быту являются электрические паяльники со спиральным или керамическим нагревателем.

Для каждого вида работ нужно использовать паяльник определенной мощности. Например, для пайки электроники, понадобится маломощный паяльник до 40 Вт, а для деталей со стенками до 1 мм понадобится уже более мощный прибор до 100 Вт.

Чтобы спаять между собой детали толщиной более 2 мм уже понадобится молотковый электрический паяльник с мощностью 200-550 Вт. Такой прибор непригоден в быту, так как предназначен для крупных работ и имеет огромную цену.

Припои
Припой по сути является сплавом металлов с низкой температурой плавления. Обычно в состав припоя входит олово, но из-за его высокой цены в него добавляется более дешевый материал-свинец.
Также нередко в состав припоя входят вспомогательные вещества, которые используются для улучшения прочности пайки или уменьшения температуры плавления.

Большой популярностью пользуются мягкие припои с маркировкой от ПОС-18 до ПОС-90. Цифра в данной аббревиатуре означает процентное содержание олова в припое.

Редко используются в домашних условиях твердые припои. Они имеют в своем составе медь и цинк, что позволяет припою не плавиться до достижения температуры 450 ˚С.

Необходимо знать, что припои с разным составом подходят для разных видов металлов. Для стали лучше подойдет ПОС-41, для меди же подойдет практически любой припой, а для нержавейки – оловянный припой с кадмием.





Лучше всего перед покупкой припоя определить, какой металл будет использован при пайке и на основе этой информации приобрести подходящий припой.






Флюсом называется вспомогательное вещество, которое используется для освобождения деталей во время пайки от продуктов окисления. Также флюсы способствуют растеканию металла при пайке.

В продаже имеется огромное количество флюсов для пайки. Имеются как нейтральные, так и в разной степени активные в отношение металлов флюсы.

Самой популярной основой для флюса является канифоль. Она легкоплавка и начинает кипеть уже при нагреве до 250 ˚С.

Чтобы научиться как паять паяльником с канифолью, нужно обязательно знать, что после пайки следует полностью удалить остатки канифоли с металла, в противном случае на этом месте произойдет окисление металла.

Также благодаря своим гидролизующим свойствам, канифоль увеличивает проводимость на месте пайки, чем нарушает работу электронных устройств.

Также лучше всего подбирать флюс под тип металла, с которым намечается работа – это обеспечит высокое качество работы.

Пасты
Паяльные пасты или тиноль – это смесь припоя и флюса. Паста применяется для пайки в сложных, труднодоступных местах. Также тиноль удобно применять новичкам без опыта работы с паяльником.

Подготовка инструмента
Не стоит бояться, если при первом же включении новый паяльник начал дымить. Это происходит по причине выгорания масла, которым консервируется инструмент при долгом хранении.

Перед использованием паяльника следует подготовить его рабочую часть – наконечник. Его можно как немного отковать, так и заточить до необходимой формы. Если рабочая часть паяльника покрыта никелем, то такая подготовка строго запрещена.
В магазинах имеется широкий ассортимент наконечников или жал для паяльников, отличающихся по заточке. Для крупных деталей подойдет круглое жало с угловой заточкой, а для небольших — острое коническое.




Если паяльник имеет жало, изготовленное из меди, то перед работой нужно провести его лужение при первом же нагреве. Можно произвести лужение путем растирания деревянным бруском расплавленного припоя по нагретому наконечнику или любым другим способом.
Главное, чтобы при первом же использовании рабочая часть паяльника была покрыта тонким слоем припоя. В противном случае качество пайки будет низким, а рабочая часть инструмента будет испорчена.

Подготовка деталей
Подготовка деталей не зависит от металла, из которых они сделаны или способа их пайки. Подготовка всегда происходит по одной схеме – сначала деталь очищается от загрязнений и обезжиривается.

Для этой цели используют бензин, ацетон или другие растворители. Также обязательно удаляется механическим способом ржавчина.

Температура
Температурный режим паяльника – главный параметр при работе с ним. При работе с недостаточно разогретым инструментом припой не плавится, а ложится комком.
Чтобы определить, при какой температуре следует паять, нужно знать температуру плавления металла детали и припоя. Температура паяемых деталей должна быть больше температуры плавления припоя на 40-80 С˚, а температура наконечника инструмента – на 20-40 С˚ больше температуры пайки.

Если у паяльника нет функции регулировки температуры, то этот параметр можно оценить при помощи канифоли. При прикосновении паяльника она должна кипеть, без моментального сгорания. О перегреве будет свидетельствовать появление на припое, после прикосновения паяльником, темной пленки, состоящей из продуктов окисления.

Техника пайки
В основном пайка происходит двумя методами: подачей припоя на детали с помощью паяльника или подача припоя непосредственно на детали.

При использовании любого из способов нужно сначала очистить и обезжирить детали, закрепить их, разогреть инструмент и обработать место пайки флюсом.
Если применяется подача припоя при помощи паяльника, то на его кончике нужно расплавить небольшое количество припоя и перенести его на площадку для пайки. Далее следует двигаться по стыку деталей.


Если припой подается непосредственно на спай, то сначала паяльником разогреваются детали, а позже туда подается припой.

Если планируется провести пайку схем, то лучше найти качественные фото-инструкции как паять электронные схемы.

Чтобы оценить качество работы, нужно оценить цвет и блеск спая. Качественно выполненный спай имеет ярко выраженный блеск, если припой пережжен, то он имеет матовый цвет и хрупкую структуру. О браке говорит губчатая структура припоя.
Для первых проб лучше всего использовать простые и недорогие материалы. Проще всего будет понять как правильно паять оловом и канифолью.
Фото рекомендации как паять























Для электронщика или радиолюбителя умение паять является базовым навыком. Рассмотрим, что включает в себя набор для пайки и какое вспомогательное оборудование может потребоваться в процессе выполнения работ.
Что входит?
Пайка предназначена для ремонта различных микросхем и прочих изделий, которые не отличаются большими габаритами. Технология востребована в современной промышленности, поэтому неподготовленному человеку сложно представить, что для изучения основ не требуется много времени, а стоимость набора для пайки для начинающих не превышает 20 $.
Для создания комфортных условий, которые способствуют качественному выполнению соединения, необходимо четко организовать рабочее пространство. С ростом профессиональных навыков, мастеру потребуется все большее количество вспомогательных приспособлений, однако на начальном этапе необходимое оборудование для пайки ограничивается следующими предметами:
Это все, что нужно для пайки на начальном уровне. Два последних пункта относятся к расходным материалам. Их состав зависит от типа работ. Виды и особенности применения припоя и флюса будут рассмотрены ниже. Наличие электрического паяльника не является обязательным условиям – пайку некоторых элементов можно выполнить без него. Однако такие ситуации на практике встречаются очень редко.
[stextbox таких работ является пайка проводов к плате. Для этого припой и канифоль перемешивают в небольшой металлической емкости и нагревают любым доступным способом до получения жидкого состава. Каплю наносят на базовую поверхность, после чего к ней прижимают предварительно смоченный провод. Все действия должны выполняться очень быстро, до застывания состава.[/stextbox]
Паяльник
Главный инструмент для пайки. Существует множество приспособлений, отличающихся ценой и сложностью конструкции. Самый простой контактный аппарат можно изготовить своими руками. Профессионалы используют паяльники с подачей припоя, которые увеличивают производительность процесса.
Рассмотрим основные виды инструментов.
Молотковый

Своим названием обязан специфической форме, напоминающей молоток. Классический инструмент, которым работали на заре развития технологии. Сейчас используется для соединения массивных деталей – проводов большого диаметра, труб, листового металла.
Конструкция представляет собой ручку-держатель и наконечник из меди, способный долго сохранять тепло. Раньше его нагревали на открытом огне и приступали к работе. Современные аппараты используют электричество для достижения заданных параметров.
Электрический
Самая распространенная конструкция. Своей популярностью инструмент обязан простоте исполнения. Устройство состоит из трех элементов:
- корпус;
- термоэлемент;
- стержень.
Простота конструкции позволяет легко ремонтировать прибор в домашних условиях.
По мнению специалистов – это лучший прибор для изучения основ пайки. Рабочие параметры зависят от мощности термоэлемента.

Стержень или жало – контактная часть паяльника. С его помощью разогревают соединяемые детали и скрепляют их с помощью припоя. После кристаллизации состава получается относительно прочный шов, обладающий свойствами электрического проводника, что особенно важно для работы с электронными схемами и соединительными шинами. Форма жала зависит от функциональных требований. Встречаются прямые, изогнутые, четырехугольные, односрезные стрежни.
Многофункциональные устройства оснащают функциями регулировки температуры, за счет изменения уровня напряжения. Это увеличивает круг возможностей использования.
[stextbox внимания импульсные приборы – одна из разновидностей электропаяльников. Их стоимость выше, чем у классических моделей, однако быстрый нагрев и высокая точность работы компенсируют этот недостаток.[/stextbox]
Для пайки заготовок, чувствительных к перегреву используют паяльники с безопасным напряжением – 12 В. Наряду с приборами, работающими от домашней сети, имеется множество беспроводных аппаратов со стационарными источниками питания.
Индукционные
Главная особенность данных агрегатов – отсутствие управляющей электроники и терморегулятора, благодаря ферромагнитному составу, покрывающему стержень. Он поддерживает заданную температуру в автоматическом режиме.
Основная деталь – катушка индуктора, которая отвечает за нагрев прибора.
У индукционных паяльников отсутствуют ярко выраженные недостатки. Некоторое неудобство создает лишь отсутствие термостата.
Газовые

Представляет собой миниатюрную газовую горелку. Отсутствие электричества позволяет выполнять запайку изделий в любых условиях. В качестве заправочной емкости используется обычный баллончик для зажигалок. За форму и величину пламени отвечает специальная мембрана.
Модели отличаются максимальной температурой, габаритами, способами розжига, а также наличием дополнительных датчиков, например терморегуляторов.
Газовое топливо позволяет применять любые припои, в том числе и термостойкие.
Основным недостатком газовых приборов является высокая пожароопасность и малая площадь прогрева, что не позволяет соединять массивные детали.
Компактные модели обычно используют в ювелирных мастерских.
Инфракрасные станции и фены
Термовоздушные аппараты нагревают поверхность концентрированным потоком горячего воздуха, который достигает необходимой температуры при прохождении через керамический или спиральный нагревательный элемент. Существуют два типа моделей:

Использование высокотемпературного потока позволяет обрабатывать большие площади за короткий промежуток времени. В качестве управляющего механизма применяют паяльную станцию, которая точно регулирует рабочие параметры, что позволяет создавать соединения высокого качества.
Для прогрева плоскости с обратной стороны используют специальные приспособления, на основе инфракрасных источников тепловой энергии. Их монтируют на плоскую поверхность, например, стол. Для надежной фиксации он может быть оснащен крепежными приспособлениями.
Особого внимания требуют газовые паяльники для работ с синтетическими полимерами:
- ПВХ;
- полипропилен;
- полиэтилен.
Такими приборами можно не только ремонтировать бытовые полипропиленовые изделия, но и применять в других сферах. С его помощью автолюбители могут отремонтировать бампер и другие пластиковые элементы автомобиля.
Инфракрасные паяльные станции работают по схожему принципу. Они используют короткие электромагнитные волны для температурного воздействия на заготовку. Профессиональные модели позволяют установить зону нагрева в широком диапазоне. Преимуществом таких приборов является полная безопасность для здоровья человека. Оператор может контролировать процесс нагрева и соединения элементов.
[stextbox составляют станции с кварцевыми нагревателями, поскольку их эксплуатации сопровождается опасным для зрения инфракрасным излучением. Для безопасной работы достаточно использовать защитные очки.[/stextbox]
Промышленная технология
На крупных предприятиях пайку паяльником используют лишь отдельные структурные подразделения, которые заняты ремонтом и обслуживанием рабочего оборудования. Для нужд производства применяют высокотехнологичные установки, которые позволяют регулировать многие параметры:
- состояние заготовок;
- рабочая температура;
- давление.
Для защиты металла от коррозии в печь добавляют различные флюсы. Полученные соединения отвечают всем требованиям, предъявляемым к современным изделиям.
Печи отличаются источниками тепловой энергии:
- электрические;
- индукционные;
- газовые.
Важную роль играет степень автоматизации процесса. На самом простом оборудовании загрузка и выгрузка деталей осуществляется вручную. Выемку после рабочего цикла выполняют после того, как заготовки остынут. Существуют более совершенные системы:
- Конвейерная. Применяют на производственных компаниях, которые специализируются на изготовлении однотипных деталей. Система отличается высокой производительностью, поскольку заготовки после соединения попадают обратно на конвейер и остывают в процессе транспортировки.
- Шахтная. Такая конструкция предназначена для массового производства крупногабаритных деталей. Их загружают в камеры и соединяют на заданных параметрах.
- Элеваторная. Принцип схож шахтной системой. Отличие заключается лишь в конструкции загрузочного механизма.
Для соединения заготовок, активно взаимодействующих с кислородом, существуют вакуумные установки. Полученное соединение отличается высоким качеством, за счет отсутствия посторонних примесей.
Инструменты и приспособления
Без вспомогательных приспособлений трудно рассчитывать на хороший результат. Начинающим специалистам необходимо заранее позаботиться о подготовке набора инструментов для пайки, перечень которых зависит от типа работ и характеристик базовой поверхности:
- Пинцет. Удерживает детали в нужно положении. В некоторых случаях может служить средством для отвода тепла от зоны соединения.
- Надфиль. Плоский нужен для очистки стержня паяльника. Круглый удобен для зачистки отверстий перед пайкой.
- Кусачки. Для удаления изоляции с обычных проводов. Для удаления оплетки с оптоволокна необходим специальный стриппер.
- Отвертки. Пригодятся при демонтаже дефектной платы со штатного устройства. Также с их помощью можно разобрать и провести ревизию паяльника.
Аксессуары
Подставки для паяльника и катушек припоя
Удобное приспособление, на которое ставят горячий паяльник в случае необходимости. Конструкция не отличается особой сложностью, поэтому многие мастера предпочитают изготавливать подставки самостоятельно.
Выпускают сборные конструкции, состоящие из катушки и подставки. Средняя стоимость таких приспособлений составляет 35-40 $.
Зажимы и держатели

Максимальные размеры детали ограничены расстоянием между осями фиксаторов.
Лупы с подсветкой на струбцине
Лупы с подсветкой для пайки на струбцине представляют собой приспособление, оснащенное мощной лампой дневного света и увеличительным стеклом, с оптической силой 2-3 диоптрии.
Стоимость таких приборов может достигать 100 $, поэтому их применяют преимущественно в профессиональных мастерских по ремонту электронного оборудования.
Дымоуловители и прочее
Процесс пайки сопровождается выбросом мелких частиц и вредных газов, образующихся при нагреве флюса. Дымоуловители предназначены для очистки и фильтрации воздуха в зоне выполнения работ. Лучшие модели поглощают до 99 % паяльного дыма, что позволяет находиться вблизи соединяемых деталей без угрозы для здоровья. Воздух и вредные вещества проходят через сменный фильтр, который рекомендуют менять через каждые 1000 часов эксплуатации.
Стоимость дымоулавливателей достаточно высока, поэтому опытные мастера предпочитают изготавливать вытяжки для пайки своими руками.
Расходные материалы
Кислота
Кислота ортофосфорная для пайки играет важную роль в технологическом процессе. Она является активным флюсом, который эффективно очищает поверхность от следов коррозии. Основная область применения – подготовка изделий из черного металла. Кроме того, при работе с некоторыми цветными металлами, используют смесь кислоты и канифоли, во избежание активизации коррозионных процессов.
Существует специальная паяльная кислота, которую изготавливают на основе соляной.
[stextbox проведения работ, во избежание длительного контакта с металлом, остатки кислоты необходимо нейтрализовать пищевой содой и смыть водой.[/stextbox]
Флюсы
Флюс – это вещество, которое облегчает процесс пайки и предотвращает коррозию на рабочей поверхности. Его отличают по характеру воздействия на заготовки:
- Активный. Агрессивные составы, которые активно борются с коррозией. В качестве примера, выше были рассмотрены свойства ортофосфорной кислоты.
- Пассивный. Самое распространенное вещество – канифоль, которая представляет собой очищенную смолу. На практике часто используют спиртовой раствор канифоли.
Припои
Это легкоплавкий сплав для соединения элементов. Его наносят на поверхность в жидком виде. Низкая температура плавления – главное требование к составу припоя. Выбор зависит от характеристик основного металла. Выделяют две группы:

Существует несколько форм выпуска материала: проволока, пруток, паста, порошок. Каждый вид имеет свои преимущества и недостатки. Проволоку для пайки целесообразно использовать для аппаратов с автоматической подачей для увеличения производительности.
Современный материал – тиноль, выпускается в виде пасты. Состоит из оловянного порошка, нашатыря и глицерина.
Заключение
Пайка – востребованная, в современном мире, технология. Выбор основного и вспомогательного оборудование требует индивидуального подхода и зависит от навыков мастера и рода его деятельности.

Искусство пайки нужно постигать постепенно. Начиная от спаивания проводов и переходя к печатным платам — каждый из способов имеет свои тонкости как в подборе расходников для пайки, так и в технике. Сегодня мастер сантехник поделится с читателями азами паяльного дела и базовыми навыками работы.
Как работает паяльник

Излучающие тепло приспособления для пайки называют паяльниками. В зависимости от способа нагрева они бывают электрическими, газовыми, термовоздушными, индукционными. Чаще всего используются электрические приборы, мощность которых выбирается для пайки определенных материалов:
- Для соединения электронных компонентов мощность паяльника должна быть до 40 В;
- Для деталей с тонкими стенками до 1 мм необходима мощность в 80-100 Вт;
- Заготовки с толщиной стенок от 2 мм и более требуют мощность приспособления выше 100 Вт.
К самым энергоемким паяльникам относятся молотковые устройства, мощность которых может достигать до 550 Вт. Они могут разогреваться до температуры в 600С. Применяются молотковые паяльники для соединения массивных деталей.
Акустический паяльник небольших размеров пригодится для электротехника. Приспособление отличается низкой теплоемкостью, поэтому его используют для тонкой паечной работы.
Кроме массивности металлических изделий, на требуемую мощность паяльника влияет теплопроводность самого обрабатываемого материала. Так, например, для медных изделий прибор следует нагревать намного сильнее, чем для работы с деталями из стали.
Оптимально необходимая температура жала приспособления для пайки может поддерживаться как вручную, так и автоматически. Используются для этого тиристорные регуляторы.
Подготовка к процессу пайки

Перед началом работ необходимо подготовить паяльник, материалы, инструменты и рабочее место.
Рабочий участок рекомендуется снабдить:
В набор необходимых инструментов входит:
- Напильники;
- Круглогубцы;
- Кусачки; ;
- Пинцеты;
- Наждачная бумага;
- Нож.
- Для соединения проводов и микросхем применяется широко известная канифоль. Внешне это кристаллическое прозрачное вещество красно-коричневого, красного, желтого или оранжевого оттенка похоже на янтарь;
- Для пайки труднодоступных или неудобно расположенных деталей используется канифольно-спиртовый флюс. Для его получения канифоль нужно раздробить до состояния песка и растворить в денатурате или техническом спирте. Наносится он на заготовки кистью, а хранится в плотно закрытой емкости;
- Для оцинкованного железа применяется флюс ЛК-2, который состоит из хлористого аммония, хлористого цинка, этилового спирта и канифоли;
- Для нержавейки используется ортофосфорная кислота;
- Хорошо подготавливают поверхность стойких металлов активные кислые флюсы на основе хлорида цинка;
- Для пайки стали эффективными флюсами считаются паяльные кислоты и водные растворы на основе хлористого цинка.
Следует знать, что для пайки нержавеющих сталей необходимы более активные флюсы, чем для обработки низколегированных и углеродистых материалов. Чугун нужно паять высокотемпературной пайкой, поэтому электрический паяльник с ним не справится.
Припои для пайки
Для электротехнических паек и радиомонтажных работ применяются легкоплавкие оловянно-свинцовые сплавы. Наиболее популярны припои — ПОС-61, ПОС-50, ПОС-40, ПСр-2, ПСр-2,5.
С помощью чистого олова соединять детали очень дорого, так как это ценный материал, поэтому используют его довольно редко.
Самое лучшее качество пайки получается после применения припоев, которые содержат свинец. Однако этот материал является вредным.
Чтобы во время работы не держать в руке горячий припой, его удерживают плоскогубцами или размещают на специальном приспособлении.
Как правильно паять паяльником

Поверхности обрабатываемых деталей перед пайкой очищают наждачной бумагой и обезжиривают бензином или ацетоном. Затем их нужно установить и закрепить в исходном положении. После этого можно разогреть паяльник и приступать к пайке одним из двух основных способов:
- При подаче припоя на детали с паяльника, на приборе сначала нужно расплавить некоторое количество припоя, а затем поднести жало к соединяющим заготовкам и прижать его. В это время флюс должен начать вскипать и испаряться. В это время наконечником прибора следует распределить припой по стыку;
- При подаче припоя на соединяемые детали, сначала с помощью паяльника разогреваются сами заготовки. После того как они достигнут необходимой температуры, нужно будет подать припой в стык между деталью и паяльником или на деталь. Расплавляющийся припой начнет заполнять стык.
Выбор способа соединения зависит от характера выполняемой работы. Первый способ подойдет для пайки мелких деталей, а второй для соединения крупных изделий.
Во время работы с паяльником необходимо соблюдать некоторые требования:
- Хорошо прогревать прибор и соединяемые детали. Если припой размазывается, а не течет, значит нужно увеличить температуру нагрева паяльника;
- Остатки кислотных флюсов следует обязательно смывать после пайки. Иначе через некоторое время соединение может быть разрушено коррозией. В качестве моющего средства можно применить щелочные вещества;
- Нельзя во время процесса пайки вносить много припоя. Шов должен получиться слегка вогнутым. Лишний припой удаляется оплеткой или отсосом. Если жало прибора приобрело металлический блеск, значит припоя достаточно. О том, что припоя много, говорит измененная форма жала.
Качественный спай должен ярко блестеть. Пережженный припой выглядит матовым, однако в некоторых случаях он допустим. Губчатая зернистая структура спая говорит о недостаточной температуре и о явном браке.
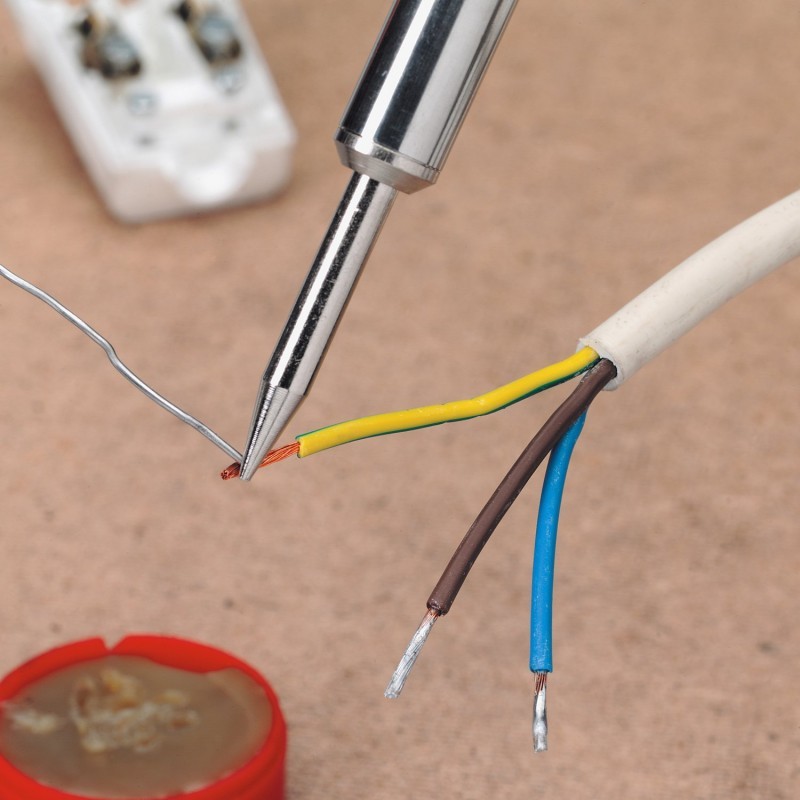
Как паять провода
На подготовительном этапе провода следует зачистить, скрутить и залудить:
- Провод опускается в ванночку с канифолью;
- Капля припоя с помощью паяльника распределяется по медным жилам;
- Чтобы покрытие было со всех сторон, в процессе лужения провод необходимо поворачивать и прогревать;
- Залуженный конец провода окунается в разогретый припой, излишки которого удаляются.
Одножильные провода перед спайкой очищаются до блеска. После этого их нужно окунуть в канифоль, соединить, несколько секунд прогреть и нанести припой.

В сюжете - Вы узнаете о типах и уходе за разными типами паяльников, как залудить жало паяльника и как очистить его от следов припоя, канифоли и оксидов, как заточить жало паяльника и что с ним делать дальше

При пайке компьютерных печатных плат существует опасность выхода дорогостоящей схемы из строя по причине попадания туда одной-двух капель расплавленного олова. Не меньшие неудобства может вызвать и застывшие частицы припоя. Желательно иметь устройство, которое бы своевременно удаляло лишнее из зоны пайки. Таким устройством и является оловоотсос.
Назначение и принцип действия
Демонтаж многовыводных элементов с платы-донора одним паяльником практически невозможен, либо же крайне затруднителен.
Как только будет расплавлен припой на одном из выводов, жалом паяльника разогревается второй.
За это время первая ножка радиоэлемента снова успевает застыть.
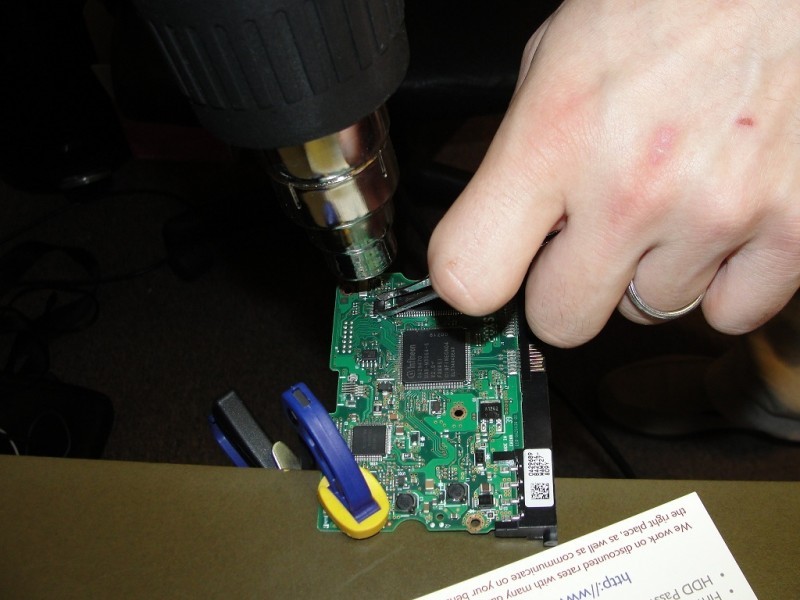
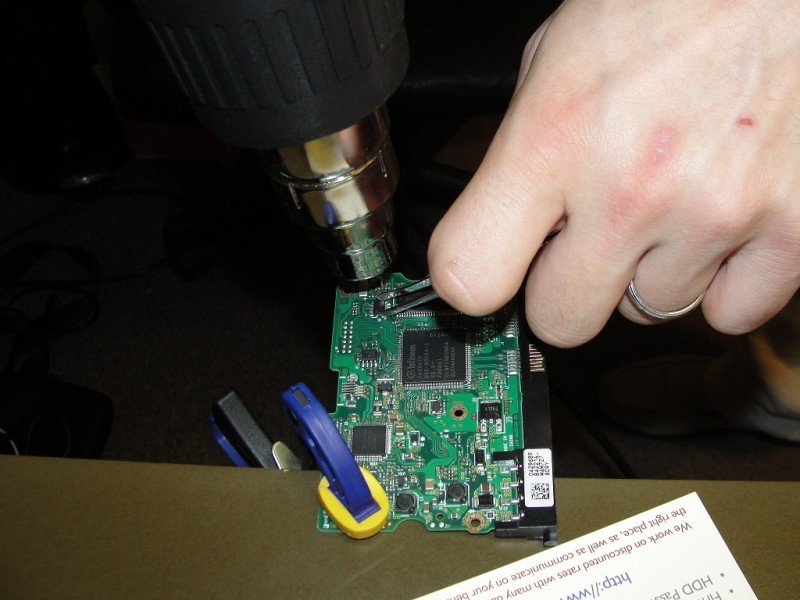
Обычно в таких случаях паяльник заменяют феном, но кроме довольно высокой стоимость такого оборудования, в процессе работы оно способно перегреть извлекаемую деталь и дорожки платы, тем самым повредив их.
Имея под рукой оловоотсос, можно сразу же удалять расплавленное олово с ножки радиодетали, а также излишки нанесенного флюса.

По принципу работы оловоотсос можно сравнить с обыкновенным шприцом.
Собственно олово всасывается инструментом за счет вакуума (разрежения), создаваемого внутри корпуса.
Применение оловоотсоса обеспечивает аккуратную пайку за счет быстрого удаления излишков расходных материалов.
Также этот инструмент позволяет устранять замыкание между соседними выводами дискретных радиодеталей или микросхем.


Оплетка для выпайки деталей
Оплетку можно:
- Приобрести в магазине. Насчитывается огромное количество видов;
- Изготовить самостоятельно из подручных материалов.
Выпаивание деталей при помощи оплетки происходит следующим образом. Нагревается до нужной температуры паяльник. К нужному контакту прикладывается оплетка и производится нагрев контакта паяльником. Затем небольшими круговыми движениями убирается олово с контакта.
Оплетка хорошего качества, всегда пропитывается канифолью на заводе изготовителе. При покупке проверяйте это важное условие.
Покупка оплетки не составит огромного труда. Но из – за ее немалой стоимости и высокого расхода при работе, отличным решением будет, изготовить ее своими руками. Для этого понадобится коаксиальный (радиочастотный) кабель или старые многожильные провода небольшого сечения.

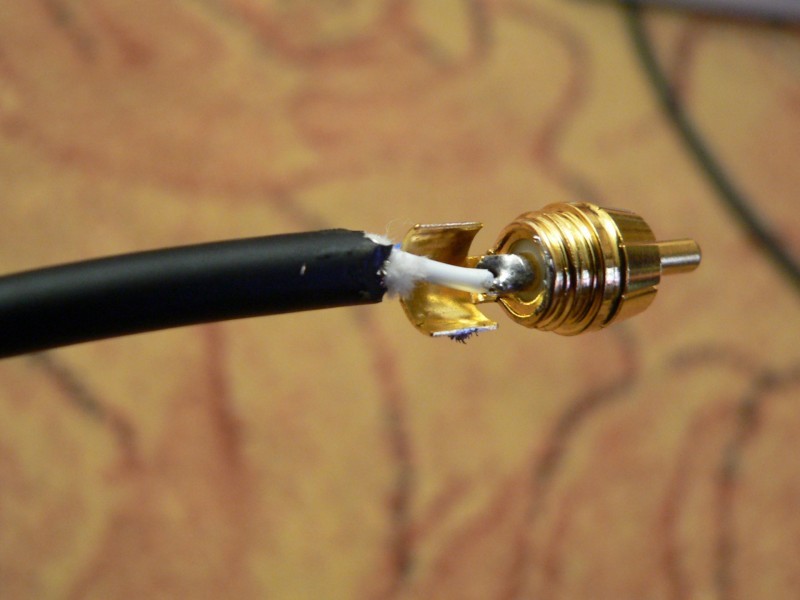
Для изготовления оплетки из кабеля, понадобится небольшой его отрезок. Удаляется верхняя изоляция. Затем снимается медная оплетка кабеля (берите небольшие отрезки, это обеспечить удобное снятие оплетки). Снятую оплетку необходимо сплющить и пропитать спирто – канифольным флюсом.
Что бы сделать оплетку из проводов, понадобиться несколько мелких проводов (подойдут от наушников). Снимается изоляция, несколько проводков скручиваются вместе. Далее их нужно расплющить при помощи молотка. Осталось пропитать флюсом.
Устройство и характеристики
По конструкции простейший оловоотсос представляет собой трубку с наконечником малого диаметра (соплом), внутри которой находится поршень и пружина.
Поршень оснащен чистящим шомполом – стержнем, входящим при полностью задвинутом поршне в сопло, за счет чего предотвращается засорение канала.
Для удержания разрежения между поршнем и корпусом находится уплотнитель.

Для удаления олова из места пайки поршень оловоотсоса нажимается до упора, тем самым происходит растягивание пружины (взвод), а обратный его ход блокируется посредством специального фиксатора.
Далее сопло подносится к расплавленному припою, фиксирующее устройство, отжимается (обычно посредством кнопки на корпусе), поршень под действием пружины выходит из корпуса, тем самым и создавая вакуум.
Размеры и вес
Длина оловоотсосов находится в пределах, как правило, 163 – 335 мм, при этом диаметр наконечника составляет 2,5 – 3,2 мм, что оптимально для удаления флюса и плотного припоя прямо с ножки радиодетали.
Весит инструмент порядка 50 – 140 г.
Всасывающая способность
Для разных видов оловоотсосов есть одна общая характеристика, которая играет не самую последнюю роль в эффективности инструмента.
Речь идет о всасывающей способности, или проще говоря – силе создаваемого вакуума.
Оптимальным является значение в 320 – 360 миллиметров ртутного столба.










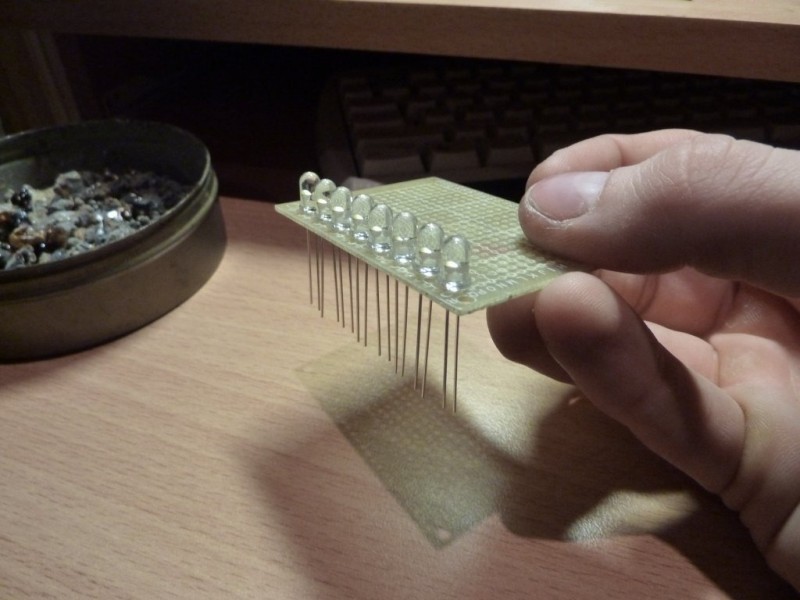
Использование медицинских иголок
В общем суть в следующем. В аптеке покупаем иголку достаточно тонкую чтобы пролезла в монтажное отверстие и достаточно толстую чтобы можно было одеть на вывод впаянной микросхемы.
Надфилем спиливаем кончик иглы, чтобы получилась простая полая трубочка, будет еще лучше если отверстие немного развальцевать. Получилась хорошая демонтажная игла
А работать с ней очень просто. Одеваем нашу трубочку на вывод микросхемы, паяльником разогреваем место спая. Теперь пока припой еще в жидком виде иголку просовываем в монтажное отверстие и начинаем неистово вращать иглу до момента застывания припоя. Одев иглу на вывод мы тем самым изолировали ножку микросхемы от припоя.

Игла имеет особое покрытие которое ухудшает смачиваемость припоем, поэтому припой к игле не липнет.
Сейчас кстати в продаже имеются специальны демонтажные трубочки различных диаметров так что мед. иглы можно уже не покупать.
Виды оловоотсосов и их цена
Вакуумный отсос припоя бывает механический и электрический.
Первый вариант представляет собой, грубо говоря, большой шприц, конструкция которого была описана выше.
Он предназначен для удаления предварительно расплавленного припоя.
Поршень инструмента взводится рукой, а разрежение во внутренней камере корпуса создается путем сброса фиксатора и выдавливания поршня пружиной.
Стоит такое устройство зачастую от 100 до 400 рублей, однако, есть модели и значительно дороже, например, японского производства.
По материалу корпуса механический оловоотсос бывает:
Пластиковый
Изготавливается обычно из термостойкого ударопрочного пластика, например, ABS-полимера.

Из металлических частей тут только шток поршня и пружина.
Металлический
Зачастую легкий алюминиевый корпус с небольшой толщиной стенок, надежно защищенный от воздействия высоких температур.

Тефлоновый
С наконечником, изготовленным из высокотемпературного тефлона, устойчивого к чрезмерному нагреву.
Антистатический
Инструмент, предохраняющий детали от статического электричества во время пайки.

Перечисленные выше варианты работают, так сказать на ручной тяге, т.к. пружину сжимает мастер физическим воздействием.
Что касается электрических моделей, их можно разделить на следующие типы:
Механический оловоотсос с подогревом
Фактически гибрид паяльника и обычного отсоса.
Наконечник одновременно выступает в роли паяльного жала и отсоса, он плавит припой, который тут же всасывается за счет разрежения, создаваемого поршнем, приводимым в движение пружиной.

Стоимость находится в районе 500 — 1000 рублей.
Поршневой оловоотсос с соленоидом
Аналог предыдущего варианта, но больше по габаритам.
Тут за взведение и перемещение в нейтральное положение поршня отвечает всего одна кнопка, управляющая соленоидом.

При подаче тока на катушку соленоида, его ферромагнитный сердечник втягивается, создавая поршнем вакуум.
После обесточивания катушки поршень возвращается в исходное положение.
Компрессорный оловоотсос
Паяльник и миниатюрный вакуумный компрессор, собранные в одном корпусе.
Подобные модели оснащаются съемной камерой сбора, соединенной с жалом.
Вакуумная система отделяется фильтром, а в самой камере располагается экран, на котором и оседает собираемое олово.

В простейшем исполнении такого инструмента разрежение создается системой из двух мембран, приводимой в работу эксцентриком, расположенным на валу электродвигателя.
Профессиональные модели используются в лабораториях, а их стоимость может превышать 7 тыс. рублей.
Электрические оловоотсосы, оснащенные собственным жалом с нагревательным элементом, также называются демонтажными вакуумными паяльниками.
Современные профессиональные модели оснащаются индикацией, оповещающей о разогреве жала до требуемой температуры, а также переключателем рабочих режимов.
Нередко этот инструмент имеет дополнительный арсенал: подсветка рабочей зоны, комплект сменных жал разного калибра.
Какой оловоотсос выбрать?
При выборе оловоотсоса следует обращать внимание на следующие критерии:
- Материал корпуса и всасывающего механизма. Модели, изготовленные из качественного ABS-пластика, хорошо держат высокую температуру, обладают достаточной прочностью и надежностью, однако, имеют обычно больший диаметр, если сравнивать с алюминиевыми моделями, в основном из-за увеличенной толщины стенок. Насадки с пластиковыми соплами в процессе работы, нередко плавятся при контакте с жалом паяльника, так что предпочтительно покупать тефлоновые варианты исполнения. Кстати говоря, желательно убедиться, что запасные насадки можно купить отдельно от основного инструмента, что позволит произвести их замену в случае поломки.
- Размеры и вес. Оловоотсос должен обеспечивать удобную работу одной рукой. Особенно это важно при непрерывном продолжительном использовании.
- Ремонтопригодность, возможность удобной разборки и обслуживания. Это важные критерии, от которых зависит как эффективность инструмента, так и возможность его беспроблемной починки в случае выхода из строя. Стандартные поршневые оловоотсосы обычно разбираются пополам, что позволяет выполнить обслуживание поршня, вычистить скопившийся мусор и олово.
- Всасывающая способность и диаметр впускного отверстия. Между этими двумя характеристиками есть прямопропорциональная зависимость. Соединяя насадку с большим диаметром отверстия, следует помнить, что эффективность оловоотсоса снизится. Для стандартных задач достаточно всасывающей способности 300 – 350 мм рт. ст. при наконечнике диаметром 3 – 3,2 мм.

Важнейший параметр оловоотсоса – способность моментально создать достаточную для всасывания припоя степень разрежения.
Для этого необходимо, чтобы поршень был тщательно подогнан к цилиндру, что исключит утечку воздуха.
Как работать оловоотсосом?
Операция по удалению припоя с печатных плат поршневым механическим оловоотсосом выглядит следующим образом:
- Пружина инструмента взводится путем нажатия на кнопку штока до щелчка, который свидетельствует о фиксации поршня в крайнем нижнем положении.
- На печатной плате припой разогревается до жидкого состояния паяльником.
- Всасывающее отверстие подносится к расплавленному олову как можно ближе, после чего нажимается кнопка спуска.
- Пружина принимает свое исходное положение, резко перемещая поршень в крайнее верхнее положение, за счет чего в цилиндре корпуса создается низкое давление, всасывающее расплавленный припой.

У электрических моделей последовательность действий почти такая же, за исключением того, что для разогрева припоя используется не отдельный паяльник, а собственное жало инструмента с нагревательным элементом.
У компрессорных вариантов и моделей с соленоидом всасывание олова также происходит по нажатию на предусмотренную кнопку, однако, они не требуют взведения всасывающего механизма, а потому удобны при выполнении объемных работ.
ВЫБОР
Ещё перед этой покупкой я уже знал о наличии популярного дешёвого оловоотсоса в алюминиевом корпусе, но смутили нелестные отзывы по хлипкости его конструкции и недостаточной тяге. Решил присмотреть что-то пусть слегка подороже, но хотя бы немного понадёжнее. Выбор в итоге пал на обозреваемый вариант и первое, что бросается в глаза, это его большие габариты по сравнению с популярным вышеназванным. Отзывы к этому лоту были весьма хвалебны, особенно по силе тяги. После подумал, что можно и прикупить. На данный момент лот исчез, мне пришлось приложить ссылку на альтернативный лот в конце обзора, и что более странно — на алиэкспрессе этот оловоотсос почему-то больше нельзя отыскать.
Что нужно знать об оловоотсосах?
В процессе работы вместе с припоем внутрь оловоотсоса попадают частички флюса, что приводит к загрязнению и засорению всасывающего механизма, возможно снижение герметизации.
По этой причине инструмент требует периодического обслуживания.
Для этих целей его корпус следует разобрать, шток с цилиндром вынуть, и очистить все элементы.

После этого поршень по окружности можно промазать солидолом, что обеспечит хорошую герметизацию, и облегчает перемещение движущихся частей.
ВНУТРЕННОСТИ
Разбираем инструмент. Верхняя часть со спусковой ручкой и кнопкой к корпусу крепится при помощи пазов, поэтому для разбора достаточно эту часть повернуть против часов стрелки вполоборота и можно извлекать поршень.



Здесь мы видим довольно мощную пружину, она обеспечивает хорошую тягу, правда не без побочных эффектов.


Перенесём взгляд на другой конец — блок с соплом, который уже закручивается на резьбу, между стыками имеется резиновая прокладка для герметичности.
Читайте также: