
Плита с т образными пазами своими руками
Добавил пользователь Владимир З. Обновлено: 16.09.2024
Наличие специальной подставки для фиксации дрели дает возможность повысить эффективность работы электроинструмента, его функциональность, расширить спектр использования. Благодаря простоте конструкции стойка для дрели своими руками может быть изготовлена при наличии минимальных навыков в работе с деревом или металлом.
С ней пользователь получает возможность более точно позиционировать сверло на поверхности, успешно работать с материалами большой твердости, не допуская скольжения на начальном этапе обработки. Использование стойки преобразует стандартную дрель в сверлильный станок, на котором можно выполнять отверстия перпендикулярно или под углом 60‑70°.
Из дерева
Для простых операций по сверлению отверстий чаще используют деревянные стойки. Их легко изготовить самостоятельно при наличии минимального набора инструментов. В качестве основания конструкции используется плита толщиной от 20 мм, дополнительно укрепленная фанерой, которая обеспечит гладкую рабочую поверхность. Вертикальная стойка — доска шириной 20 см и длиной до 70 см. Каретка, на которой закреплены мебельные направляющие, по габаритам подбирается под размер электродрели.
Недостатком использования деревянных стоек станет склонность материала к деформациям под действием влаги, меньшая прочность в сравнении с металлическими аналогами. При этом по стоимости вложений такой вариант более доступен, прост в обработке в условиях частной мастерской. Он не потребует привлечения дополнительных специалистов к изготовлению деталей конструкции.

Стойка для дрели из дерева
Из металла
Стойки из металла изготавливают, когда стоит задача получения многофункционального приспособления, способного выдерживать сравнительно большие нагрузки, работать с деталями различной конфигурации с высокой точностью. Они надежны, долговечны, вероятность люфта во время работы минимальна.
Порядок изготовления стойки включает:
- вырезание стальной станины толщиной от 10 мм;
- приваривание к основанию гильзы, в которую вставляется труба диаметром 30-40 мм (конструкция зажимается болтом);
- на полученную стойку одевается каретка с зафиксированным на ней хомутом для крепления дрели.
Механизм управления представляет собой ручку с пружиной для возврата конструкции в исходное положение.

Стойка для дрели из металла
Конструкция и основные элементы стойки
Основа конструкции стойки независимо от материала ее изготовления — станина. Держателем дрели является каретка, перемещаемая по направляющим. Управление механизмом выполняется с помощью рукоятки. Для увеличения точности операций конструкция оснащается механическим ограничителем глубины сверления с миллиметровой шкалой.
Опорная плита с Т-образными пазами, предназначенные для фиксации заготовок, может быть дополнена при изготовлении тисками. За счет этого есть возможность увеличения габаритов оснастки. Для повышения безопасности работы с крупными деталями предусматривается настраиваемый вылет.
Важно! Если предполагается многократное выполнение одинаковых операций, имеет смысл установка пружинного механизма, который обеспечит возврат дрели в начальную точку плавно и без дополнительных усилий со стороны оператора.
Плюсы и минусы самодельного устройства
Решение изготовить самодельную стойку для дрели в частную мастерскую имеет следующие преимущества:
- Полученная конструкция будет существенно дешевле серийного аналога и в сравнении с недорогими моделями срок службы и надежность приспособления будет значительно выше.
- Простота устройства и процесса изготовления позволяет успешно выполнить поставленную задачу даже начинающим мастерам. Для получения более детальной информации по вопросу с пошаговыми инструкциями достаточно ознакомиться с видео по теме, находящимися в открытом доступе.
- При необходимости возможно внесение изменений или дополнений в базовое устройство стойки, чтобы учитывать особенности ее будущего применения.
Определенные сложности могут возникнуть при изготовлении металлических стоек. Чтобы сделать отдельные детали потребуется токарный станок, сварочный аппарат. Такие операции сможет выполнить только специалист. Но точность параметров детали в этом случае исключит возникновение люфта в ходе эксплуатации, обеспечивая точность сверления.
Подпишись на Техносовет в социальных сетях, чтобы ничего не пропустить:

Профильная канавка есть на станине сверлильного, циркулярного и фрезерного станка. Т-образный паз служит для установки зажимных болтов, которыми крепятся различные приспособления. Стандартные пазы изготавливаются из специального алюминиевого профиля, а в домашних условиях можно использовать твердые породы древесины.
Пройти простой паз можно ручным фрезером или на циркулярной пиле. Сделать профильную выемку сложнее и не всегда под рукой есть необходимые инструменты.
Т-образный паз можно сделать самым простым способом. Из инструментов понадобится циркулярная пила, строгальный станок, столярный клей и кусок доски толщиной 40-45 мм. .

Сначала подбираем болты, которыми будет крепиться дополнительное оборудование. Здесь используется обычный болт диаметром 8 мм. и длиной 40 мм. .
От доски отпиливаем рейку шириной 20-25 мм. .

На строганных кромках доски и дополнительной рейки делаем разметку пазов. На доске паз размечаем по ширине шляпки болта. Глубина должна быть немного больше высоты шляпки.

Паз делаем на циркулярной пиле за несколько проходов. Пилить надо с обеих сторон доски, так будет точная центровка по оси.

На кромке дополнительной рейки размечаем и пропиливаем паз под стержень болта. Ширина паза чуть больше 8 мм. , а глубина примерно 10 мм. .

Затем собираем детали пазами друг к другу, наносим на кромки клей и прижимаем струбцинами.
Клей надо аккуратно нанести только на кромку доски с широким пазом. Надо постараться сделать так, чтобы внутрь не выдавилось много клея.

Когда клей схватится отпиливаем лишнее на циркулярке. Направляющую линейку циркулярной пилы надо выставить так, чтобы пила прошла точно по началу верхнего паза.
После пилы кромку желательно один раз строгануть на электро-рубанке.
Каждый раз затягивать ключом гайку долго и неудобно. Лучше изготовить самодельный барашек из гайки и куска твердой древесины. В центре барашка сверлится глухое гнездо диаметром меньше гайки. Затем узкой стамеской подбираются контуры, гайка вдавливается и вклеивается в середину барашка.

На последнем этапе надо проверить, как болт ходит на пазу. Брусок с Т-образным пазом можно закрепить на краю циркулярной пилы и установить приспособление для точной торцовки под разными углами или для обработки шипов.
Т-образные станочные пазы, номинальный размер которых составляет от 10 до 54 миллиметров, выполняемые согласно такому нормативному документу, как ГОСТ 1574-62, в современном машиностроении находят очень широкое применение. Что касается размеров этих пазов, то они обязательно должны соответствовать указанному выше стандарту.
Как правило, Т-образные обработанные прямые пазы выполняются на специализированном промышленном оборудовании в таких деталях, как столы, а также плиты, предназначенные для закрепления на них различных приспособлений, которые должны перемещаться в линейном направлении. Кроме того, во многих случаях эти пазы используются для того, чтобы линейно фиксировать обрабатываемые детали. В Т-образных пазах чаще всего располагаются болты со специальными головками.
Т-образные обработанные кольцевые пазы обычно выполняются в таких деталях, как поворотные столы и плиты. Они предназначаются для того, чтобы закреплять в них различные приспособления, предназначенные для кругового перемещения в процессе функционирования оборудования.
Для того чтобы надежно закрепить на поверхности рабочего стола приспособление, в самом основании его корпуса наличествуют пазы, имеющие специальный профиль. В них вставляются крепежные болты, которые в Т-образных пазах стола удерживаются своими головками.
Что касается такого аспекта, как то количество крепежных болтов, которое необходимо для того, чтобы произвести крепление заготовки, то оно подбирается в зависимости от конкретных условий ее обработки.
Как показывает практика, в подавляющем большинстве случаев вполне можно использовать или четыре, или даже два крепежных болта. Такого их количества вполне достаточно для того, чтобы были соблюдены все требования технологического процесса.
Достаточно часто случается так, что приспособление необходимо разместить таким образом, чтобы оно занимало строго определенное положение по отношению к одной из тех осей, по которой будет перемещаться. С этой целью применяются специальные шпонки. Они при помощи резьбовых соединений закрепляются к самому приспособлению, а тогда, когда оно монтируется на рабочую поверхность стола, заводятся в Т-образные пазы.
Система УСП (универсально-сборочных приспособлений) довольно широко используется в единичном и мелкосерийном производстве.
УСП (универсально-сборочные приспособления) в большинстве случаев компонуются на стандартизованных плитах, которые могут иметь различные размеры. При этом в них могут размещаться Т-образные пазы во взаимно перпендикулярных направлениях. Для того чтобы иметь возможность фиксировать изготовленные с высокой степенью точности узлы и элементы, используются входящие в пазы шпонки.
Поскольку в последние годы конструкции машин и механизмов стремительно развиваются, то немалое значение приобретают такие факторы, как повышение коэффициента оснащенности и сокращение сроков производства. Для того чтобы успешно решать эти задачи, требуется производить всемерную стандартизацию сборочных единиц приспособлений и деталей, а также широко использовать универсально-сборные приспособления.
Сборно-разборные приспособления были созданы в результате процесса стандартизации узлов и деталей. И в нашей стране, и за ее рубежами известно и широко применяется несколько их разновидностей. Чаще всего ими оснащаются металлорежущие станки, а используются они при единичном и мелкосерийном производстве.
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Войти
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Рабочие органы металлорежущих станков, выполняющие линейные или (и) круговые движения подач называются столами.
Столы карусельно-фрезерных и зубофрезерных станков, обеспечивающие круговое движение подачи, имеют две разновидности конструктивного решения: с радиальнымии скрестовымиТ-образными пазами (рис. 15).
Зубофрезерныеполуавтоматы имеют поворотные столы с радиальными пазами, предназначенными для крепления базирующе-зажимных приспособлений. Установка приспособлений осуществляется по плоскости стола (установочная база) с центрированием по отверстию (двойная опорная база). Столы многих зубофрезерных полуавтоматов имеют центральное сквозное отверстие с базовым конусом Морзе, по которому также может производиться установка центра, цангового или другого приспособления. Внутри стола зубофрезерного полуавтомата могут быть установлены гидравлические приводы для автоматизации процессов закрепления и раскрепления заготовок.
Аналогичные конструкции базовых поверхностей и в поворотных столах зубодолбежных станков (полуавтоматов), а также некоторых других специализированных станков (например, в вертикальном сверлильном полуавтомате для обработки крепежных отверстий во фланцах, в котором поворотный стол используется как делительный механизм).

Рис. 15. Столы зубофрезерных (а) и карусельнофрезерных (б) станков
Карусельно-фрезерныеполуавтоматы как технологические машины непрерывного действия имеют поворотные столы с крестовыми (двухкоординатными) Т-образными пазам илиспециальные столыс системами резьбовых отверстий для крепления приспособлений (уточняется по паспорту станка). Основная область использования полуавтоматов – высокопроизводительная обработка плоскостей заготовок. Специфика операционной технологии заключается в применении многопозиционной обработки в нескольких приспособлениях. Поэтому в большинстве случаев центральное отверстие не применяется для базирования приспособлений – они устанавливаются равномерно по окружности стола. Следует отметить, что некоторые карусельно-фрезерные станки оснащаются двумя шпиндельными бабками, что позволяет последовательно производить черновое и чистовое фрезерование за один установ заготовок. Используются и схемы непрерывного фрезерования двух различных плоскостей заготовок за два установа. В этом случае на столе карусельно-фрезерного станка устанавливаются два типа приспособлений (чередующихся через угловой шаг) с соответствующими схемами базирования.
2.4. Рабочие органы (столы) станков с линейными и линейно-круговыми движениями подач заготовок
Столы с линейными или комбинацией линейных и круговых движений подач имеются во фрезерных, сверлильных, плоскошлифовальных, строгальных, долбежных и некоторых других станках.
2.4.1. Столы станков с линейными движениями подач
Столы с линейными подачами выполняются по конструктивной схеме 14 рис. 3 в виде прямоугольных плит с параллельными Т-образными пазами. Размеры столов стандартизованы и зависят от габаритного ряда станка. В зависимости от ширины стола количество пазов может быть 1, 2, 3 или 5 (уточняется по паспорту станка). Размеры Т-образных пазов также стандартизованы [20].

Рис. 16. Типовые схемы установки (базирования и закрепления) приспособлений на столах с Т-образными пазами: а, б, в, г – технологичное решение; д, е – нетехнологичные решения; ж, з – допустимые исполнения для приспособлений из УСПО в мелкосерийном производстве; относительные размеры – рекомендуемые
Для точной ориентации приспособления на столе станка в качестве направляющей базы применяются две шпонки 2, закрепляемые в шпоночном пазу основания корпуса 1. В приспособлениях для высокоточных финишных операций (например, плоского шлифования или комбинированной обработки на многооперационных станках с ЧПУ) рекомендуется в основании корпуса выполнять один сквозной шпоночный паз под обе направляющие шпонки для возможности его шлифования за один установ.
Cтолы станков имеют нечетное количество Т-образных пазов. При симметричной установке приспособления на столах с числом пазов три и более рекомендуется шпонки устанавливать в центральный паз. При проектировании специальных приспособлений количество винтов крепления и выбор пазов стола под них определяется в зависимости от условий силового нагружения приспособления (снимаемого припуска и режимов резания), жесткости конструкции самого приспособления, вероятности вибраций при обработке и других конкретных требований.
Следует отметить, что в столах некоторых моделей станков пазы могут быть выполнены неравноценными по точности размера В1, когда только один из них – центральный – предназначен для базирования приспособлений по шпонкам и для крепления, а остальные – только для крепления. Поэтому важно установить исполнения всех пазов стола по паспорту станка.
Необходимость базирования приспособлений (тисков, магнитных плит и т.п.) на фрезерных, плоскошлифовальных, строгальных и некоторых других типах станков по Т-образному пазу неактуальна при обработке плоскостей, параллельных плоскости стола. В таких ситуациях шпонки могут не использоваться, а направляющей базой приспособления служат сами крепежные Т- образные винты, устанавливаемые в любые пазы (вне зависимости от точности размера В1).
Несмотря на то, что угловая шлифовальная машина относится к категории ручного электроинструмента – ее возможности позволяют создавать полноценные стационарные станки. Самое широкое распространение получили резаки на основе болгарки. В этой статье мастер сантехник разберет что лучше, купить готовую станину для болгарки или сделать её своими руками.

- Ведётся резка/шлифовка конструкции из труднообрабатываемого материала, либо с большой площадью поверхности.
- Требуется повышенная точность реза.
- Необходимо с одними и теми же параметрами обработать несколько изделий.
- Материал заготовки отличается несплошностью по сечению, и наличие пустот и раковин может спровоцировать вибрацию, удары и, следовательно, резкую подвижку корпуса машинки.
Станина для болгарки производится практически теми же фирмами, которые выпускают и сам инструмент. Цена на простейшую конструкцию, в зависимости от её производителя, не превышает 2500…3000 руб., но с повышением функциональных возможностей цена станины возрастает до 20000…25000 руб., а такие затраты уже сможет позволить себе далеко не каждый домашний мастер. Кроме того, такие стойки не отличаются особой универсальностью, и, конечно, не учитывают индивидуальные потребности пользователя.
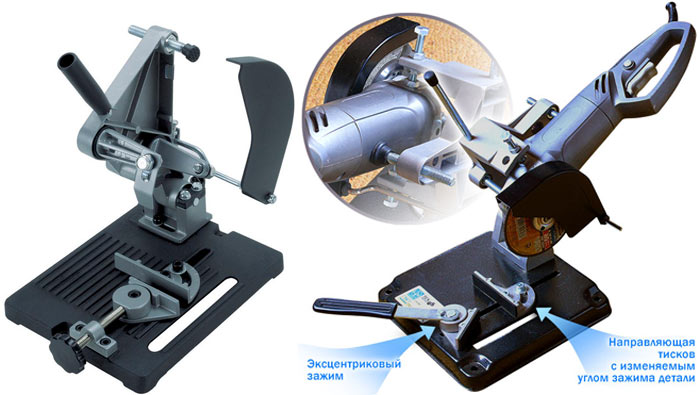
- Опорной плиты, которая производится из толстолистовой стали и снабжается т-образными пазами для крепления обрабатываемой заготовки. Может быть и плита из чугуна;
- Собственно стойки, на которой предусмотрено крепёжное устройство под УШМ конкретной модели;
- Регулировочных приспособлений, позволяющих поворачивать саму стойку, а также изменять расположение УШМ по вертикали;
- Опционально: зажимов или прихватов для заготовки, размеры которых унифицируются с т-образными пазами. Иногда в комплект дополнительно входят ещё и слесарные тиски с комплектом профилированных подставок;
- Поворотной ручки, при помощи которой выполняется рабочее перемещение самой болгарки;
- Измерительных приспособлений, чаще угловой или обычной линейки;
- В особо продвинутых моделях имеется ещё и возвратный механизм с пружиной.
Положительными особенностями считается возможность чистой резки труб из круглых профилей, произвести которую без устойчивого зажима заготовки проблематично и даже опасно. Станина для болгарки необходима также для угловых резов любого профиля.
Технические возможности данных приспособлений зависят от площади опорной поверхности плиты и высоты подъёма УШМ в станине. Обычно параметры рассчитываются под диск болгарки диаметром до 250 мм, и под размеры фиксируемой части заготовки не более 100…150 мм.

Взяв за основу вышеперечисленную комплектность станины под болгарку, каждый сможет видоизменить конструкцию под свои потребности. Тем более, что многие из деталей самодельного устройства можно использовать из других механизмов. Например, в качестве опорной станины вполне подойдёт основа настольного сверлильного станка или списанная плита от небольшого универсально-сборного приспособления (УСП), на которых уже имеются т-образные пазы.
- Разработка технического задания и чертежей. Основными параметрами самодельной станины для болгарки будут максимальный диаметр рабочего диска, габариты самой УШМ и наибольшее сечение заготовки, с которой придётся работать.
- Подбор заготовок для изготовления станины. Здесь учитываются размеры сечения деталей, и материал, из которых они сделаны. Например, сварной вариант менее надёжен из-за периодически возникающих вибраций и динамических нагрузок, поэтому низкоуглеродистые стали предпочтительнее сталей типа Ст.5, сталь 45 и т. п., механическая прочность которых выше. Из тех же соображений трубчатые профили целесообразнее уголков или двутавров.
- Изготовление приспособления, опираясь в основном на собственные возможности (хотя ряд деталей, в частности, для измерения размеров, элементы крепления УШМ на стойке и т. д. лучше заказать в профессиональных мастерских).
- Окончательная отделка (проверка устойчивости, окраска, возможно – термообработка), а также монтаж системы управления.
При этом следует предусмотреть возможности станины для болгарки на перспективу, т. е., пригодности приспособления к выполнению с его помощью и других операций, для которых предназначена любая УШМ.
- Опорной рамы, которая может в дальнейшем устанавливаться на верстак или любую ровную поверхность. Рама сваривается из профильных труб, обладающих повышенной жёсткостью, в том числе и при вибрациях.
- Круглого универсально-сборного приспособления с пазами 8 мм, на которое можно устанавливать изделия массой до 12 кг. На УСП устанавливается поворотный стол с винтовым регулирующим механизмом — маховичком и отсчётным лимбом. В качестве поворотного стола можно использовать ступицу от любой легковой автомашины, которая подойдёт по размерам.
- Стола из толстолистового проката с крепёжными отверстиями.
- Слесарных тисков для обрабатываемой заготовки (устанавливаются консольно, чтобы сбалансировать опрокидывающий момент от УСП).
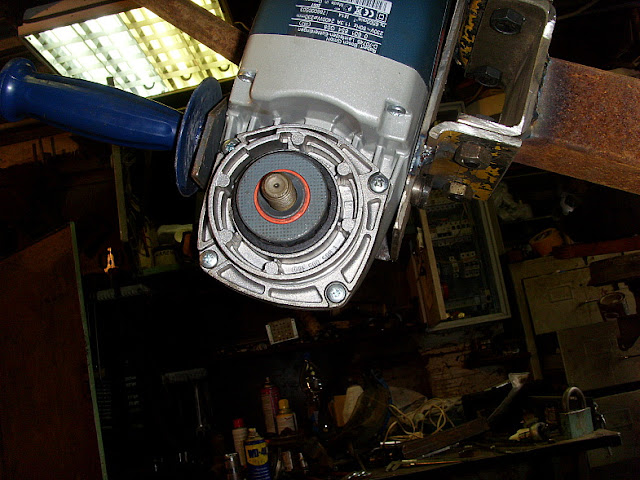
- Приваренной к раме вертикальной стойки, к которой прикрепляется сама болгарка.
- Возвратного механизма.
- Поворотного рычага с креплениями под инструмент.
Сам поворотный стол снабжается линейкой, которая должна отсчитывать угловые и линейные перемещения. Её расположение ясно из рис.2. Вместо заводской конструкции отсчётной линейки по чертежам можно изготовить и самодельную, используя комплект из двух обычных слесарных линеек, и измерителя углов. Для менее сложных работ подойдёт и малка-угломер.
 |
| Рисунок 2 – Вид на рабочий стол в установочном положении |
При изготовлении рабочего стола своими руками следует предусмотреть радиусные закругления углов и возможность для перемещения слесарных тисков без нарушения общей центровки.
Наибольшую техническую сложность представляет изготовление поворотного рычага. Он должен обеспечивать надёжный прижим и фиксацию УШМ, её поворот на угол до 90º, а также возврат болгарки при снятии нагрузки с поворотной рукоятки.
 |
| Рисунок 3 – Вид на станину со стороны поворотного рычага |
Поворотный рычаг включает в себя вертикальную стойку, которая жёстко закрепляется на опорной плите, консоль с осью и подшипниковым узлом (с их помощью будет производиться поворот болгарки), зажимного устройства и возвратных пружин, располагающихся по противоположную сторону от консоли.
С целью надёжного крепления УШМ к рассматриваемой конструкции станины для болгарки можно использовать несколько решений:
Очевидно, что в последнем случае лёгкость установки и центровки УШМ будет наилучшей (вариант со струбциной окажется весьма тяжёлым, а стремянки могут расстопориться при длительных вибрационных нагрузках).
Завершающим этапом изготовления самодельной станины для болгарки является установка элементов для включения/выключения установки. Специалисты советуют не просто предусмотреть дистанционное отключение УШМ, но и установить для этого ножную педаль, поскольку руки работающего заняты, а внезапная проблема с резкой или шлифовкой чревата травмами работающего. Для этого управление устройством предусматривается через магнитный пускатель.
Собранную конструкцию станины для болгарки вначале опробывают при ручном вращении диска. Цель проверки – выяснить источник возможных биений приспособления, если допущена ошибка в его центровке. Затем УШМ включают на минимальные обороты, и, если вибраций при длительном режиме не возникает, можно провести проверку при резке деревянной и далее — стальной заготовки.






С точки зрения техники безопасности лучше, если станина для болгарки будет частично накрываться съёмным кожухом, который можно изготовить из ударопрочного пластика.
Читайте также: