
Плавка металла в домашних условиях своими руками
Добавил пользователь Алексей Ф. Обновлено: 16.09.2024
Для того чтобы начать этот бизнес нужно сначала изготовить литейную форму. Эту форму можно сделать при помощи формовочных ящиков, которые обеспечивают хороший контакт с землей и в основном их изготавливают из наструганных досок. Это сооружение называется опокой. У этой опоки должны быть размеры, которые в полтора раза превышают размеры деталей. В основном она состоит из двух частей: нижняя с ящиком и дном и верхняя состоящая из рамки.
Деталь может служить моделью для того чтобы создать форму. Эта модель может быть изготовлена из любого материала или дерева. Нижнюю часть опоки нужно будет засыпать землей (формовочной) в процессе формовки. Модель обязательно должна быть припудрена порошкообразным графитом либо тальком. После этого его нужно будет вжать в землю примерно наполовину. Модель должна быть размещена таким образом, чтобы выступы было нетрудно достать из формы. Еще при этом процессе нужно постараться не разрушить изделие. Затем землю, которая находится в ящике, нужно будет посыпать графитом или тальком и установить верхнюю часть опоки на нижнюю. При этом нужно совмещать отверстия с фиксаторами.
Для того чтобы сформировать литник в будущую деталь обязательно нужно поставить пробку (коническую). После этого в опоку нужно насыпать формовочную землю так чтобы был немного избыток и немного ее утрамбовать. Затем нужно очень аккуратно достать пробку из-под литника, а верхнюю часть формы снять и достать модель. У обеих частей формы обязательно должны быть углубления, которые отображают форму детали.
Затем обе половины этой формы должны хорошо подсохнуть, а после их нужно будет соединить и плотно сжать, чтобы между обеими частями не оставалось ни единого проема или щели. В результате этого всего должна получиться уже готовая форма к заливке металлом.
Металл нужно плавить только в чугунной или стальной емкости, у которой обязательно должен быть носик. Через этот носик расплавленный металл будет заливаться в отверстие формы (литниковое). Плавка должна осуществляться в муфельной печи или горне небольшого размера.
Для того чтобы избежать выгорания металла при плавлении цинка нужно сверху этого металла в емкость насыпать немного древесного угля а точнее один слой. Когда металл будет хорошо расплавлен его нужно будет в течение пяти минут выдержать в печи для того чтобы осуществить максимальный подогрев. Благодаря этому способу можно заполнить форму в самых тонких ее местах. Для того чтобы форма не размылась металл в расплавленном состоянии нужно заливать очень тонкой струей и струя эта должна быть непрерывной.
Когда металл полностью остынет, форму нужно будет разнять, а затем достать уже готовую деталь. Детали, которые получаются таким способом, могут обладать слегка шероховатой поверхностью. Именно поэтому очень важна дополнительная обработка (чистовая).
Есть еще одна технология литья, которая является более сложной. Эта технология позволяет получить изделия поточнее и высококачественнее. В этом случае технология должна быть доступной для того чтобы использовать ее дома.
Технология заключается в том, чтобы будущая модель изготавливалась из парафина, а также воска либо другого материала, который является легкоплавким. Затем ее нужно заформовывать в жаростойкой массе. Во время нагревания восковая модель начинает выдавливаться из формы через отверстие. Уже в полученную форму нужно будет залить расплавленный металл. Благодаря этому методу можно повторять самые мелкие элементы в изделиях.

Как известно, алюминий часто используется самодельщиками, для изготовления различных самодельных деталей. Алюминиевые сплавы обладают невысокой температурой плавления и хорошей обрабатываемостью деталей. А в хозяйстве всегда найдётся много алюминиевого лома. Средняя температура плавления алюминия 650–660 ℃, поэтому этот металл можно плавить и в домашних условиях, отливать чушки и заготовки для деталей.
В связи с этим мы подготовили для вас эту статью-инструкцию по изготовлению своей электрической печи для переплавки алюминиевого лома в слитки, которые затем можно подвергнуть повторной механической обработке.
Отказ от ответственности: в данном проекте используются источники питания высокого напряжения, и присутствует серьезный риск получения травм (например, нагревательный элемент находится под напряжением при использовании и может иметь электрический потенциал даже при отключении). Также электрическая печь для плавки металла создает чрезвычайно высокие температуры и расплавленный металл, что также представляет серьезный риск получения травм. Используйте соответствующие меры предосторожности, защитное оборудование и обратитесь к опытному профессионалу!
Комплектующие:
Вот список расходных материалов, которые мы использовали:
- Изоляционные огнеупорные кирпичи;
- Печной цемент;
- Щипцы для тиглей;
- Керамические клеммные колодки;
- Высокотемпературный провод;
- Форма для выпечки;
- Графитовый тигель;
- Термопара типа К;
- Провод катушки нагревательного элемента;
- ПИД-регулятор;
- Угловой утюг 1 ”;
- Тумблер 125/250 В;
- Кабель питания 14 калибра.
Шаг 1: Изолированные огнеупорные кирпичи


Мы расположили кирпичи так, чтобы получился простой ящик для тигля, позволяющий загружать его сверху.
Шаг 2: Резка кирпичей
![]()
Мы разрезаем два кирпича пополам, чтобы поставить их в углы нашей конструкции. Эти кирпичи очень легко резать и придавать им форму, главное следить за тем, чтобы разрез оставался прямым.
Шаг 3: Делаем канавки для нагревательного элемента



Затем мы измерили три равномерно расположенных линии от пола литейного цеха до верхнего края по периметру внутренней части. Этим обозначены три ряда, в которые будет вставлена электрическая катушка.
Используя квадратный напильник, мы проделали канавки в кирпичах и использовали кусок электрической катушки, чтобы обеспечить правильную глубину.
Шаг 4: Шлифование и склеивание


Мы сделали небольшую сборочную линию, чтобы сделать процесс немного управляемым. Мы запилили пазы для всех внутренних стен, а затем склеили готовые детали печным цементом.
Шаг 5: Сверление и окончательная склейка


На одной из коротких стенок мы сделали бороздки в виде наклонной поверхности, что позволяет нагревательному змеевику достигать следующего ряда. Здесь же мы хотели, чтобы концы нагревательной спирали выходили, поэтому просверлили небольшое отверстие с помощью стандартного сверла.
Затем мы склеили все стены печным цементом и дали ему застыть в течение ночи.
Шаг 6: Создание внешней структуры




Используя стальной уголок толщиной 1 дюйм, мы измерили длину всех внешних углов и сварили их вместе.
Чтобы не усложнять, мы просто перекрыли соответствующие части, а не ослабляли каждое соединение. Если у вас нет сварщика, вы также можете использовать гайки и болты, просверлив отверстие в каждом соединении и затянув гайки и болты.
Шаг 7: Электроника - регулятор температуры



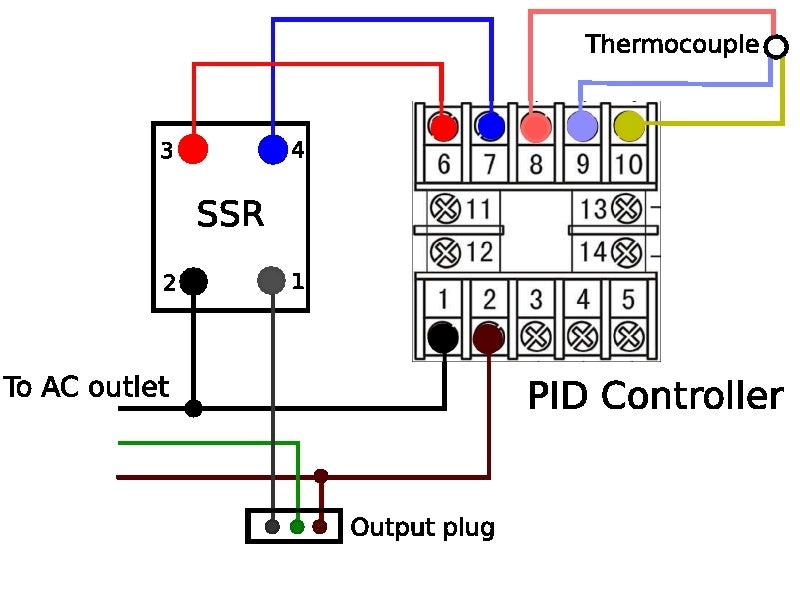
Переходим к электрической части. Мы использовали ПИД-регулятор и твердотельное реле, термоизолированный провод и термопару типа K, которая показывает 0 - 1300 ° C.
Чтобы разместить все вместе, мы напечатали на 3D-принтере корпус и установили тумблер и электрическую розетку, которые мы вытащили из старого блока питания компьютера.
Мы приложили общую схему подключения для справки, но разные ПИД регуляторы могут иметь разные инструкции по подключению, поэтому дважды проверьте свою модель.
После того, как все было подключено и смонтировано в корпусе, мы прикрутили к металлической конструкции литейного цеха гайки и болты. Позже мы обнаружили, что конструкция немного нагревается и смягчает корпус, напечатанный на 3D-принтере, поэтому было бы полезно иметь изоляционный слой, такой как дерево.
Мы обязательно подключили заземляющий провод к монтажному болту, чтобы конструкция могла быть электрически заземлена для безопасной работы.
Шаг 8: Установка термопары




Затем мы измерили и просверлили отверстие для термопары.
Температура измеряется всего в 1 дюйме от кончика термопары, поэтому мы хотели расположить эту область ближе к полу литейного цеха, чтобы получить наиболее точные показания.
Мы сделали небольшой рычаг с небольшой регулировкой для установки термопары. После этого закрыли корпус.
Шаг 9: Нагревательный элемент



Используя катушку из стальной проволоки в качестве нагревательного элемента, мы рассчитали сопротивление около 9 Ом, чтобы дать нам достаточную мощность, не перегружая нашу схему на 20 А и давая нам приличный запас для включения других инструментов в цепи, если это необходимо.
Чтобы рассчитать, используя нашу схему 120 В с 9 Ом, измеренным на нагревательном элементе:
Наверняка многие сталкивались с необходимостью отливки металлов в домашних условиях. А действительно, можно ли своими силами и с минимальными затратами подготовить форму и выполнить литье цветных или драгоценных металлов для хобби, мини-производства или с познавательными целями. Так вот, нашел интересный недорогой и компактный вариант тигельной печи, которую можно установить в домашней мастерской или в гараже.
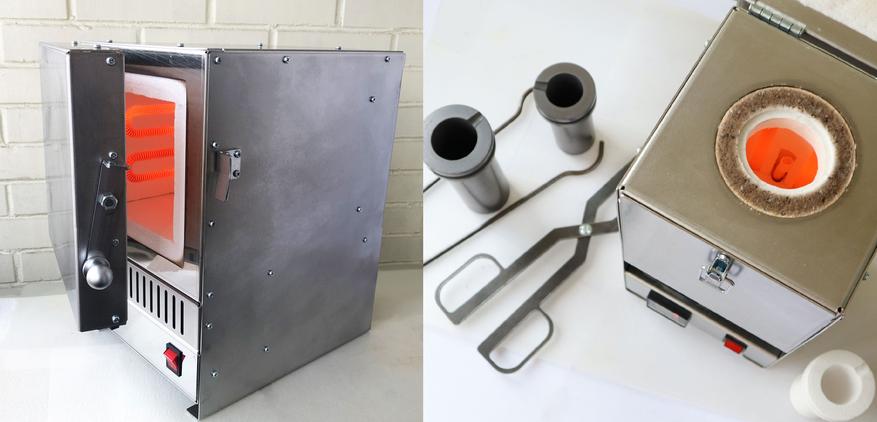
Как известно, для плавки и литья металлов можно подобрать оборудование различного класса: начиная от бюджетных газовых горнов, заканчивая индукционными установками и ювелирным оборудованием. Сегодня речь пойдёт про удобный бюджетный вариант — тигельную мини печь SmartMelt для плавки цветных и драгоценных металлов. Есть вариант и побольше — муфельная мини печь SmartKiln. Оба варианта работают от бытовой сети 220 В/50 Гц (1 фаза), не потребляют излишне электричество (не более 1.8 кВт, как бытовой электрочайник или утюг), не требуют специального помещения, а также оснащены контроллером для поддержания заданной температуры.


Тигельная мини-печь SmartMelt предназначена для работы в бытовых условиях. Представляет собой достаточно компактное устройство в корпусе из нержавеющей стали и продуманной термоизоляцией. Для управления температурой служит специальный PID-контроллер.


Характеристики:
Бренд: Plavka.pro
Модель: SmartMelt
Тип: Тигельная печь
Мощность: 1800 Вт.
Максимальная температура 1150 градусов
Время достижения максимальной температуры: 6 мин
Размеры: 170 х 170 х 400 мм
Вес: 7,5 кг.

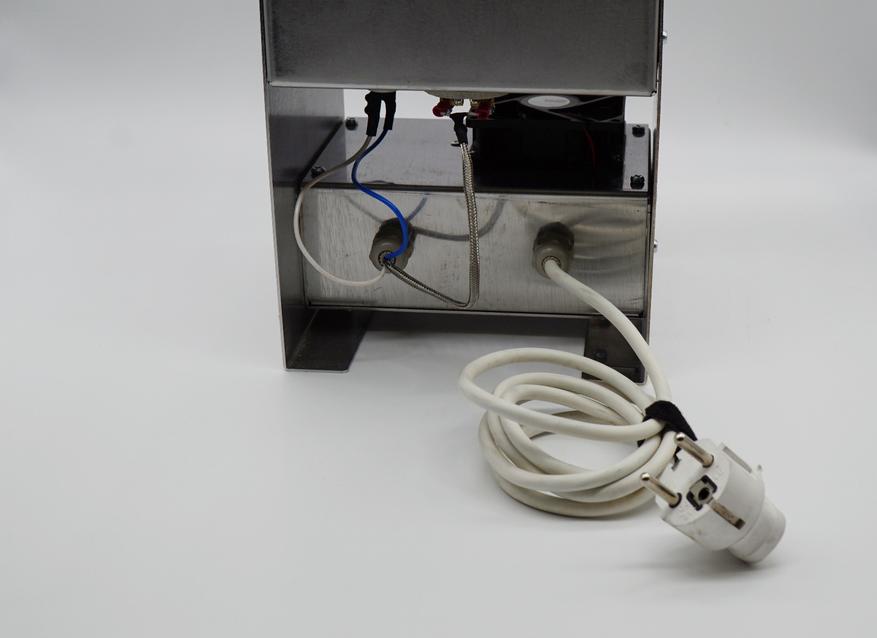
Специальная термопара установлена внутри для обратной связи по температуре и управления ТЭНами в режиме поддержания температуры. Подключается печь в бытовую сеть 220 В/50 Гц с евророзеткой на 2 кВт (16А).
Рабочая область закрывается специальной крышкой. Для фиксации служит накидной замок, на обратной стороне расположены петли. Механизм простой, вполне можно отремонтировать самостоятельно в случае долговременной эксплуатации.


В моём комплекте поставки присутствовал графитовый тигель — простой и эффективный способ для нагрева металлов. Отлично проводит тепло, хорошо разогревается.
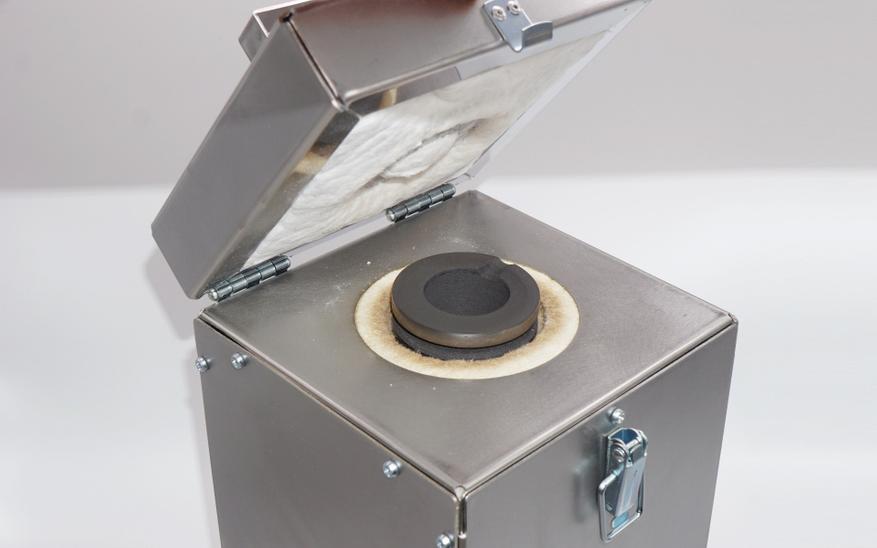
Для установки присутствует фланец, для захвата — кольцо с проточкой под щипцы. Различаются тигли по объему (тигли на 1 или 2 кг, что соответствует 100 и 200 мл расплава), а также по материалу корпуса (керамика или графит). Есть смысл приобрести запасные тигли, или керамические (меньше изнашиваются).

Для аккуратного слива расплава в тигле предусмотрен желобок. Устанавливается тигель корпусом в специальное отверстие в печи.

В отверстие хорошо видно спирали ТЭНов и расположенную рядом термопару. Внутреннее пространство заполняет высокотемпературный термоизолятор — снаружи печка практически не нагревается, отлично удерживает тепло в закрытом состоянии, утечки тепла минимальные.

Выше я упомянул щипцы: простые щипцы из комплекта, которыми удобно извлекать тигель и выливать расплав в форму. Длина щипцов чуть более полуметра, что дает возможность комфортной работы с горячими металлами.

Керамический или графитовые тигли плотно захватываются щипцами, появляется возможность аккуратно установить или извлечь тигель для работы с расплавом металлов.


Управлять контроллером достаточно просто: имеется функция целевой установки температуры (SET), в градусах цельсия, а также отображение текущей температуры в градусах цельсия. Нажимаем SET, стрелками вверх или вниз выбираем целевую температуру, стрелка влево перемещает курсор по разрядам. После установки начинается плавный разогрев ТЭНов. После достижения уставки — подогрев и удержание значения температуры. Температуру плавления выбранного металла можно найти в доступных источниках.

Для контроля и удержания температуры используется одноступенчатый ПИД алгоритм. Печь может не только поддерживать температуру, но и обеспечивать плавное остывание.
Примеры потребления печи:
— в покое (работает только контроллер);
-поддержание температуры (ШИМ, неполная мощность);
— разогрев (успел заснять 1.6 кВт, импульсы потребления достигают 1.8. 2 кВт, что вполне нормально).



Если вы приобрели печь для хобби, то можно начать с литья металлов и сплавов с низкой температурой плавления: олово, свинец, медь, латунь, бронза, серебро и т.п. Вполне сгодятся обрезки и лом цветных/драгоценных металлов и их сплавов.

В качестве формы для литья можно использовать термостойкие материалы: специальный гипс, силиконы, и т.д. Чем удобнее материал обрабатывать, тем качественнее получится отливка. Например, гипс. Замешиваем, даем чуть подсохнуть, формуем модель. Можно делать из двух половинок с последующим скреплением.

Устанавливаем тигель с материалом для плавки, закрываем крышку. Разогреваем печку до нужной температуры. Нагреваем, ждем полного расплава.

Осторожно, в печке очень горячо — 1000. 1100 градусов, в зависимости от того, сколько вы установили (для свинца или олова можно поменьше — 400..450). Если экспериментируете дома — то лучше закрыть все доступные поверхности от брызг расплава. В гараже или мастерской будет несколько попроще.
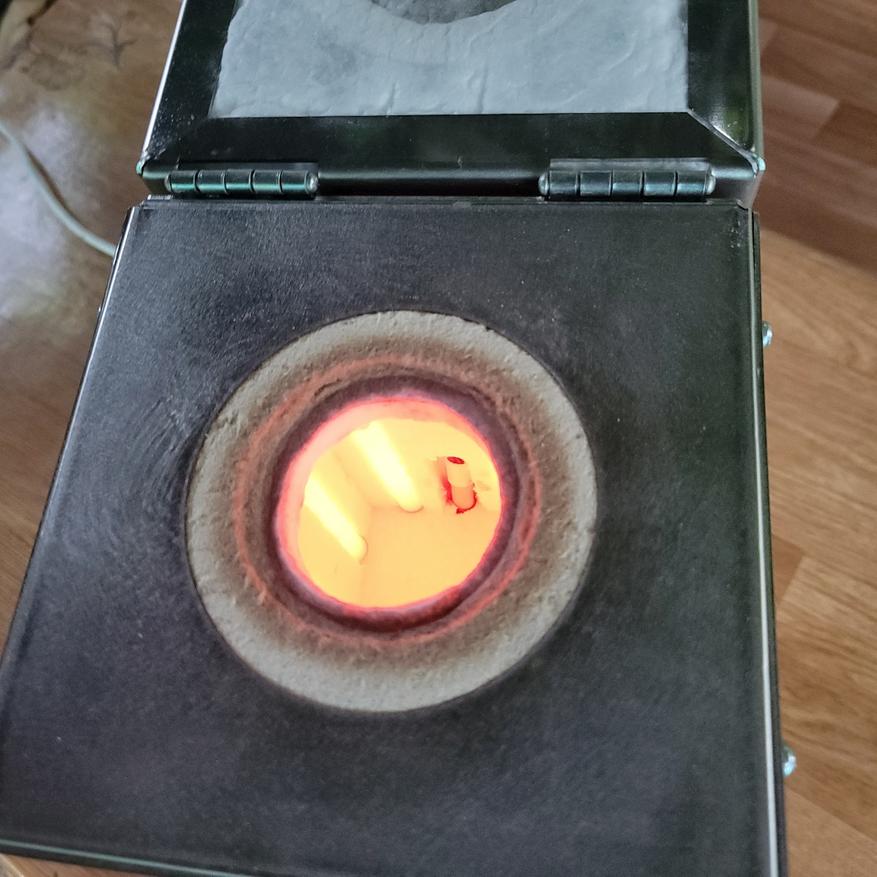
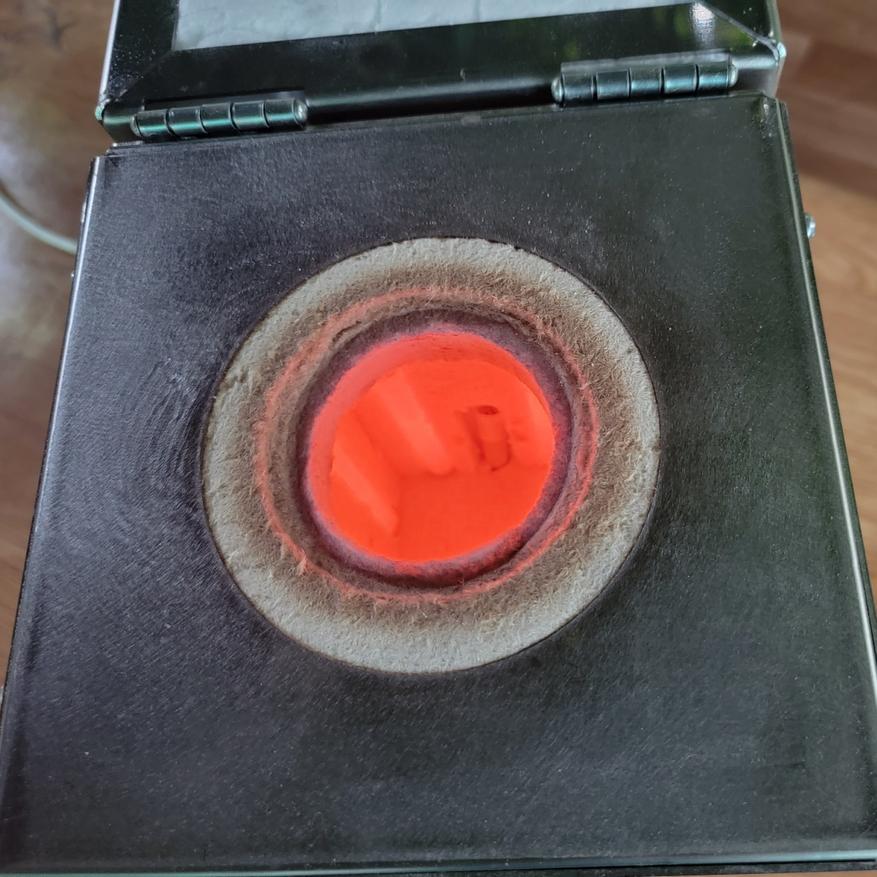
В зависимости от объема материала в тигле может потребоваться 5. 15 минут. Время разогрева до максимальных 1150 градусов составляет 6 минут. Опять же зависит от типа металла или сплава. Обычно смотрю на температурные показания, как только перестали прыгать (выровнялась температура, прогрелся тигель и весь объем металла), выжидаю минуту и проверяю.

Результат отливки в гипс. Присутствует некоторая шероховатость, которую можно убрать шлифовкой на круге или листе наждачной бумаги.

Фото: оригинал и отливка.
Что могу сказать — без вакуумной машинки ювелирного качества не достичь. Простые детали получаются прилично, с учетом дальнейшей обработки (шлифовка и т.п.). Это тема для дальнейших проб и ошибок.

Вполне неплохой вариант начального уровня, который не требует специально оборудованного помещения, мощной электропроводки и т.д. Компактная мини-печь SmartMelt для тигельной плавки или мини-муфельная печь SmartKiln хорошо подходят для плавки небольшого объема цветных и драгоценных металлов. Буду продолжать эксперименты, тем более сейчас доступен литьевой воск, воск для ЧПУ обработки, воск для 3Д печати (SLA или FDM), а также готовые восковки.
Другие обзоры и тесты смартфонов, инструмента и гаджетов вы можете найти в моем профиле и по ссылкам ниже.
Расплавить олово или свинец нетрудно на обычной газовой или электрической плите, и даже на костре, т. к. они начинают течь соответственно при 232 и 327 градусов Цельсия. Труднее это сделать с алюминием, который плавится только при 660 градусов Цельсия. Ни один бытовой нагревательный прибор не может обеспечить такую температуру.
Поэтому плавку алюминия можно организовать только при наличии специальной печи, сделать которую можно своими руками.


Понадобится
- металлическое ведро на 9 литров;
- пластиковое ведро на 4 литров и тазик;
- песок, гипс и воду;
- отрезок стальной трубы;
- два металлических крючка;
- стальную глубокую тарелку.
- верстак и тиски;
- дрель со сверлильной головкой;
- клещи и рулетка;
- молоток и дюбель;
- резиновые перчатки;
- тканевые салфетки.
Технология изготовления мини-плавильни

Отмериваем ингредиенты пластиковым ведром и засыпаем в металлическое. Тщательно смешиваем песок и гипс, добавляем воды и перемешиваем содержимое до исчезновения комочков и возникновения однородной массы.

Теперь, используя пластиковое ведро, формируем центр плавильни. Для этого вдавливаем его в раствор, вращая в разные стороны, для облегчения погружения, и качества формировки внутреннего объема плавильни.

Чтобы микст из песка и гипса не выдавливал пластиковое ведро, заливаем в него воду или укладываем песок или камни. После стабилизации пластикового ведра в растворе, и пока он не схватился, сглаживаем неровности и убираем излишки. Обтираем кромки ведер и наружную поверхность металлического ведра тканевыми салфетками, смоченными в воде.
Выждав 1 час, извлекаем пластиковое ведро из схватывающейся массы. При удачном стечении обстоятельств оно останется целым, иначе ведро придется вытаскивать по частям, используя клещи. После этого, удаляем изнутри печи мелкие частицы, крошки и заглаживаем образовавшиеся неровности и острые кромки.

Пока стенки мини-плавильни высыхают, из стальной трубы делаем устройство для подачи теплоэнергии и воздуха внутрь плавильни. Подбираем сверлильную коронку, устанавливаем ее в патрон дрели для высверливания сбоку плавильни отверстие под нужным углом. Вначале в заранее намеченной точке с помощью дюбеля и молотка пробиваем отверстие. Вставляем в него центрирующее сверло коронки и сверлим под нужным углом с помощью дрели.

В окончательном варианте в это отверстие вставляется трубка с приваренным трубным отводом, через который в плавильню будет подаваться и тепловая энергия для разогрева печи.

Приступаем к изготовлению крышки для плавильни. Заготавливаем будущие ее ручки, сгибая молотком металлические крючки, зажимаемые в тиски.
Засыпаем в пластиковый тазик нужного диаметра в той же пропорции (1:1) песок и гипс. Смешиваем компоненты, удаляя случайно попавшие камешки и мусор. Заливаем воду и перемешиваем содержимое тазика до получения однородной массы.
После небольшой выдержки, по центру выравненного раствора вдавливаем стальную тарелку нужного диаметра и глубины, слегка поворачивая влево и вправо, и потряхивая тазик с содержимым. Пока раствор полностью не отвердел, устанавливаем заранее согнутые крючки, которые будут выполнять функции ручек крышки.

Как только раствор отвердел, вынимаем тарелку, удаляем все неровности и сглаживаем кромки на крышке. Это повысит не только ее механическую, но и термическую прочность.



Она получилась точно по размеру.
Наша самодельная печь готова для плавления алюминиевого сырья с обеспечением безопасности и качества процесса.

Смотрите видео
Читайте также: