
Педаль для контактной сварки своими руками
Добавил пользователь Валентин П. Обновлено: 19.09.2024
Контактная сварка, помимо технологических достоинств применения, обладает еще одним важным преимуществом – несложное оборудование для нее можно изготовить самостоятельно, а его эксплуатация не потребует специфических навыков и первоначального опыта.
1 Принципы конструирования и сборки контактной сварки
Контактная сварка, своими руками собранная, может быть использована для решения довольно широкого спектра задач несерийного и непромышленного характера по ремонту и изготовлению изделий, механизмов, оборудования из различных металлов как в домашних условиях, так и в небольших мастерских.
Контактная сварка обеспечивает создание сварного соединения деталей за счет нагрева области их соприкосновения проходящим через них электрическим током при одновременном приложении сжимающего усилия к зоне соединения. В зависимости от материала (его теплопроводности) и геометрических размеров деталей, а также мощности используемого для их сваривания оборудования процесс контактной сварки должен протекать при следующих параметрах:
- низкое напряжение в силовой сварочной цепи – 1–10 В;
- за малое время – от 0,01 секунды до нескольких;
- большой ток сварочного импульса – чаще всего от 1000 А либо выше;
- маленькая зона расплавления;
- сжимающее усилие, прилагаемое к месту сварки, должно быть значительным – десятки–сотни килограмм.

Соблюдение всех этих характеристик напрямую влияет на качество получаемого сварного соединения. Самостоятельно можно изготовить только устройства для точечной сварки, как на видео. Проще всего собрать аппарат переменного сварочного тока с нерегулируемой силой. В нем управление процессом соединения деталей осуществляется за счет изменения продолжительности подаваемого электрического импульса. Для этого используют реле времени либо справляются с этой задачей вручную "на глазок" с помощью выключателя.
Самодельная точечная контактная сварка не очень сложна в изготовлении, а для выполнения ее основного узла – сварочного трансформатора – можно подобрать трансформаторы от старых микроволновок, телевизоров, ЛАТРов, инверторов и тому подобного. Обмотки подходящего трансформатора надо будет перемотать в соответствии с необходимым напряжением и сварочным током на его выходе.

Схему управления подбирают готовую или разрабатывают, а все остальные комплектующие и, в частности, для контактно-сварочного механизма берут, исходя из мощности и параметров сварочного трансформатора. Контактно-сварочный механизм изготавливают в соответствии с характером предстоящих сварочных работ по какой-либо из известных схем. Обычно делают сварочные клещи.
Все электрические соединения должны быть выполнены качественно и иметь хороший контакт. А соединения с использованием проводов – из проводников с сечением, соответствующим протекающему по ним току (как показано на видео). Особенно это касается силовой части – между трансформатором и электродами клещей. При плохих контактах цепи последних в местах соединений будут большие потери энергии, возможно возникновение искрения, а сваривание может стать невозможным.
2 Схема устройства для сварки металла толщиной до 1 мм
Устройство точечной сварки для соединения деталей контактным способом можно собрать по ниже приведенным схемам. Предлагаемый аппарат рассчитан на сварку металлов:
- листовых, толщина которых до 1 мм;
- проволоки и прутков, диаметр которых до 4 мм.
Основные технические характеристики устройства:
- напряжение питающей сети – переменное 50 Гц, 220 В;
- выходное напряжение (на электродах контактно-сварочного механизма – на клещах) – переменное 4–7 В (холостого хода);
- сварочный ток (максимальный импульсный) – до 1500 А.
На Рис.1 приведена принципиальная электрическая схема всего устройства. Предлагаемая контактная сварка состоит из силовой части, цепи управления и автоматического выключателя АВ1, который служит для включения питания устройства и защиты в случае возникновения аварийных ситуаций. Первый узел включает сварочный трансформатор Т2 и бесконтактный тиристорный однофазный пускатель типа МТТ4К, который осуществляет подключение первичной обмотки Т2 к питающей сети.

На Рис.2 представлена схема обмоток сварочного трансформатора с указанием количества витков. Первичная обмотка имеет 6 выводов, переключением которых можно осуществлять ступенчатую грубую регулировку выходного сварочного тока вторичной обмотки. При этом постоянно подсоединенным к сетевой цепи остается вывод №1, а остальные 5 служат для регулировки, и для работы подключают к питанию только один из них.

Схема пускателя МТТ4К, выпускаемого серийно, на Рис.3. Этот модуль представляет собой тиристорный ключ, который при замыкании его контактов 5 и 4 коммутирует нагрузку через контакты 1 и 3, подключенные в разрыв цепи первичной обмотки Тр2. МТТ4К рассчитан на нагрузку с максимальными напряжением до 800 В и током до 80 А. Производят такие модули в г. Запорожье на ООО "Элемент-Преобразователь".

Схема управления состоит из:
- блока питания;
- непосредственно цепи управления;
- реле K1.
В блоке питания может быть использован любой трансформатор мощностью не более 20 Вт, предназначенный для работы от сети 220 В и выдающий на вторичной обмотке напряжение 20–25 В. В качестве выпрямителя предлагается установить диодный мост типа КЦ402, но может быть применен любой другой с аналогичными параметрами либо собран из отдельных диодов.
Реле K1 служит для замыкания контактов 4 и 5 ключа МТТ4К. Это происходит при подаче напряжения от цепи управления на обмотку его катушки. Так как коммутируемый ток, протекающий через замкнутые контакты 4 и 5 тиристорного ключа, не превышает 100 мА, то в качестве K1 подойдет практически любое слаботочное электромагнитное реле с напряжением срабатывания в пределах 15–20 В, например, РЭС55, РЭС43, РЭС32 и подобные.
3 Цепь управления – из чего состоит и как работает?
Цепь управления выполняет функции реле времени. Включая K1 на заданный промежуток времени, она задает продолжительность воздействия электрического импульса на свариваемые детали. Состоит цепь управления из конденсаторов С1–С6, которые должны быть электролитическими с напряжением зарядки 50 В или выше, переключателей типа П2К, имеющих независимую фиксацию, кнопки КН1 и двух резисторов – R1 и R2.
Емкость конденсаторов может быть: 47 мкФ для C1 и C2, 100 мкФ – C3 и C4, 470 мкФ – C5 и C6. КН1 должна быть с одним нормально-замкнутым, а другим нормально-разомкнутым контактами. При включении АВ1 начинают заряжаться конденсаторы, подключенные с помощью П2К к цепи управления и блоку питания (на Рис.1 – это только C1), R1 ограничивает начальный зарядный ток, что позволяет значительно увеличить срок эксплуатации емкостей. Зарядка происходит через скоммутированную на тот момент нормально-замкнутую контактную группу кнопки КН1.

При нажатии на КН1 нормально-замкнутая контактная группа размыкается, отключая цепь управления от блока питания, а нормально-разомкнутая – замыкается, подсоединяя заряженные емкости к реле K1. Конденсаторы при этом разряжаются, и ток разрядки приводит к срабатыванию K1.

Разомкнутая нормально-замкнутая контактная группа КН1 препятствует запитыванию реле непосредственно от блока питания. Чем больше суммарная емкость разряжающихся конденсаторов, тем дольше они разряжаются, и, соответственно, K1 дольше замыкает контакты 4 и 5 ключа МТТ4К, и продолжительнее сварочный импульс. Когда конденсаторы полностью разрядятся, K1 отключится, и контактная сварка прекратит свою работу. Чтобы ее подготовить к следующему импульсу, КН1 надо отпустить. Разрядка конденсаторов происходит через резистор R2, который должен быть переменным и служит для более точного регулирования продолжительности сварочного импульса.
4 Силовая часть – трансформатор
Предлагаемая контактная сварка может быть собрана, как показано по видео, на основе сварочного трансформатора, изготовленного с использованием магнитопровода от трансформатора на 2,5 А. Такие встречаются в ЛАТРах, лабораторных приборах и ряде других устройств. Старую обмотку необходимо удалить. На торцах магнитопровода надо установить кольца, изготовленные из тонкого электрокартона.
Их подгибают по внутренней и внешней кромке. Затем магнитопровод надо обмотать поверх колец 3-мя или большим количеством слоев лакоткани. Для выполнения обмоток используют провода:
- Для первичной 1,5 мм в диаметре, лучше в тканевой изоляции – это будет способствовать хорошему пропитыванию обмотки лаком;
- Для вторичной диаметром 20 мм многожильный в кремнийорганической изоляции с площадью сечения не меньше 300 мм 2 .

Количество витков указано на Рис.2. От первичной обмотки делаются промежуточные выводы. После намотки ее пропитывают лаком ЭП370, КС521 либо подобным. Поверх первичной катушки наматывают хлопчатобумажную ленту (1 слой), которую тоже пропитывают лаком. Затем укладывают вторичную обмотку и снова делают пропитку лаком.
5 Как сделать клещи?
Контактная сварка может быть оснащена клещами, которые монтируют непосредственно в сам корпус устройства, как на видео, либо выносными в виде ножниц. Первые, с точки зрения выполнения качественной, надежной изоляции между их узлами и обеспечения хорошего контакта в цепи от трансформатора до электродов, изготовить и подсоединить гораздо проще, чем выносные.
Однако прижимное усилие, развиваемое такой конструкцией, если не нарастить длину подвижного рычага клещей после электрода, будет равно усилию, создаваемому непосредственно сварщиком. Выносными клещами удобнее пользоваться – можно работать на некотором удалении от аппарата. А усилие, развиваемое ими, будет зависеть от длины ручек. Однако надо будет в месте их подвижного болтового соединения сделать достаточно хорошую изоляцию из текстолитовых втулок и шайб.

Изготавливая клещи, нужно заранее предусмотреть необходимый вылет их электродов – расстояние от корпуса аппарата или места подвижного соединения ручек до электродов. От этого параметра будет зависеть максимально возможное расстояние от кромки листовой детали до места, где выполняется сварка.

Электроды клещей делают из прутков меди либо бериллиевой бронзы. Можно использовать жала мощных паяльников. В любом случае диаметр электродов должен быть не меньше, чем у подводящих к ним ток проводов. Чтобы получать сварочные ядра нужного качества, у контактных площадок (кончиков электродов) размер должен быть как можно меньше.
Принцип точечной сварки заключается в соединении двух металлов под действием электрической дуги, создаваемой двумя подвижными электродами (жалами). К ним подводится электроток большой мощности. При сжимании электродов на месте прошива металлов дугой образуется расплав однородной структуры.

Метод точечной сварки часто применяется в автомастерских, частных гаражах, когда проводятся кузовные работы. Очень часто автомобильные аккумуляторы выходят из строя из-за перелома контакта, чтобы их поменять обычная пайка не подходит, нужно более прочное соединение.

Технология точечной сварки
Метод подходит для прочного соединения неоднородных сплавов. Сварка называется точечной из-за размера контакта, она зависит от площади касания двух жал или электродов, образующих электродугу.

- свариваемый металл помещают между жалами, к которым подводится электрический ток;
- включается блок питания;
- жала с силой соединяют;
- возникает электродуга, она проходит сквозь металлы, разогревает их;
- за счет силы сжатия расплав уплотняется, получается точечное соединение двух листов металла.








Прочность соединения зависит от силы сжатия жал, мощности дуги и площади касательной поверхности жал. Их делают из сплавов большой электро-, теплопроводности, такими свойствами обладают цветные металлы на основе меди.

Оборудование
Готовые аппараты для точечной сварки бывают стационарными и переносными, ими удобно пользоваться при проведении ремонтных работ. В промышленности используются сварочные автоматы. Есть переносные рычажные сварочные устройства, они называются клещами.

Сварочное оборудование стоит недешево, пользоваться им приходится редко. Умельцы нашли рациональный выход из положения.

Устройство точечной сварки для аккумуляторов и кузова своими руками сделать вполне реально. Его можно использовать для ремонта бытовой техники, создавать декоративные изделия из металла.

Сварочные клещи
Переносное устройство для контактной точечной сварки своими руками делается по принципу плоскогубцев. Длинные ручки позволяют с небольшим усилием плотно сдвигать жала. Их крепят перпендикулярно коротким концам зажимных ручек.

Жала вытачивают из меди или бронзы, их делают съемными, чтобы можно было менять площадь контакта. В процессе работы к жалам подводят ток. Толстый провод монтируют или приваривают к металлическим ручкам. Длинные концы рычага хорошо изолируют.
В качестве источника электропитания используют трехфазный трансформатор. Если мощности имеющегося трансформатора недостаточно, в качестве дополнительной обмотки на него набрасывают два витка толстого провода. Таким устройствами скрепляют листы до 6 мм толщиной. Для тонкого металал они не подходят.

Сварка мелких деталей
Иногда бывает проблематично крепить небольшие контакты: обычный паяльник для этого не подходит, соединение, полученное методом лужения очень хрупкое, не выносит больших динамических нагрузок.

Сделать точечную сварку двух небольших контактов можно с помощью мини-сварочника небольшой мощности. Он делается по такому же принципу, что и клещи, только нижняя ручка зажимного устройства стационарно закреплена, двигается только верхняя.

- дерево;
- фанера;
- негорючий пластик;
- текстолит.

В качестве выпрямителя тока подойдет трансформатор из микроволновой печи или готовый TR1. Если используется трансформатор из микроволновой печи, в качестве дополнительной обмотки используют провод с сечением не меньше 8 мм2 в прочной термостойкой оплетке.

При подборе электродов важно соизмерять их толщину с размерами провода. Д Концы электродов затачивают до нужного размера. Чем меньше площадь касания, тем прочнее соединение.

- жала паяльников;
- латунный сплошной прокат (прутки, шестигранники, капиллярную трубку);
- стержни из хромокадмиевой бронзы.
При выборе рычага учитывают длину рабочей зоны – это глубина, на которую можно завести свариваемый металл в сварочное устройство. Для крепления жала на ручке используются клеммы: к одному концу подводится ток, другая часть закрепляется саморезом.

Чтобы правильно выбрать время импульса, в электросхему блока питания включают резистор. Кнопку включения выводят на ручку или фиксируют на коробе блока питания. Провода и корпус можно спрятать в единый корпус из электроизолятора.

Аккумуляторный аппарат
Устройство для мини-точечной сварки своими руками делают, используя автомобильную аккумуляторную батарею. Ее мощности хватит, чтобы приварить контакт к другой, которая требует реставрации.

На колодке с клеммником из медного сплава крепят два латунных или бронзовых стержня, они изолируются в зоне контакта с рукой. Нужно учитывать, что во время сварки стержни сильно нагреются, изолятор-соединитель не должен плавиться.

Недостатком такого устройства считается отсутствие выключателя и высокая мощность аккумулятора. Работать с устройством надо осторожно, чтобы в зоне контакта не было прожогов.

Фото точечной сварки своими руками































В последнее время я довольно часто стал встречаться с литиево-ионными аккумуляторами в различных устройствах. Иногда дело доходило даже до сборки батарей, и я соединял элементы методом пайки. Однако мне захотелось пойти по более правильному пути и использовать для этого аппарат контактной сварки.
Покупать готовый сварочник, даже на Алиэкспрессе, меня задушила жаба, так как необходимость сварки батареек у меня возникает очень редко, а прибор стоит дорого. Поэтому я решил собрать такой аппарат самостоятельно, заодно получив и удовольствие от процесса.
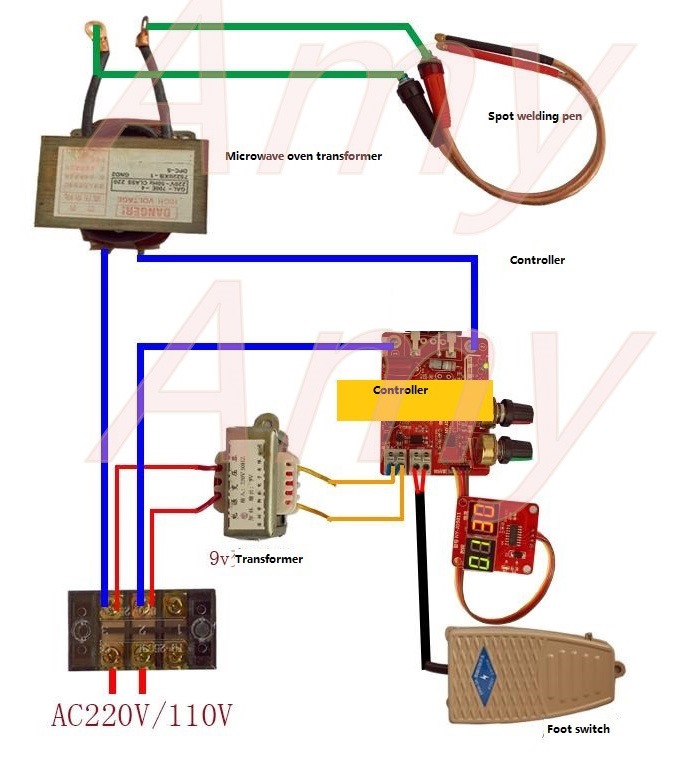
Ну, а я решил сделать сварочный аппарат на основе трансформатора от СВЧ печи (микроволновки). Он по-любому будет компактнее и легче, чем автомобильный аккумулятор. А контроллер, который дозирует как ток, так и длительность импульса, я купил на Алиэкспрессе, потому что стоит он недорого, и это уже готовое изделие, которое не нужно собирать самому.
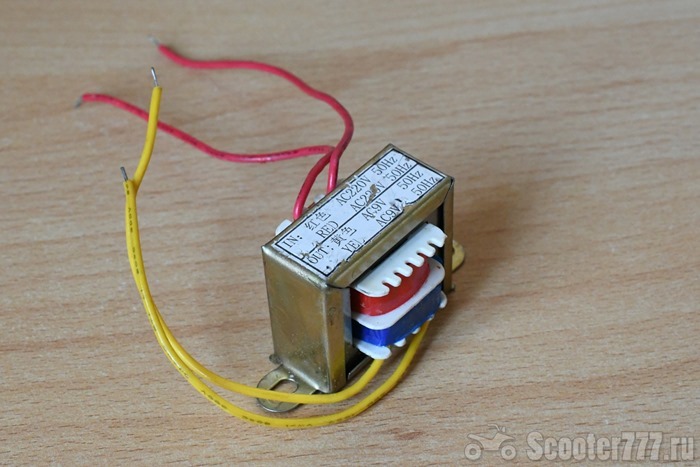
Старый трансформатор от микроволновки на 750 ватт приобрёл на Авито за 600 рублей.

А также на рынке купил 1 метр многожильного силового кабеля сечением 25 квадратов за 125 рублей. Точнее говоря, я взял 2 метра (с запасом), но достаточно одного.

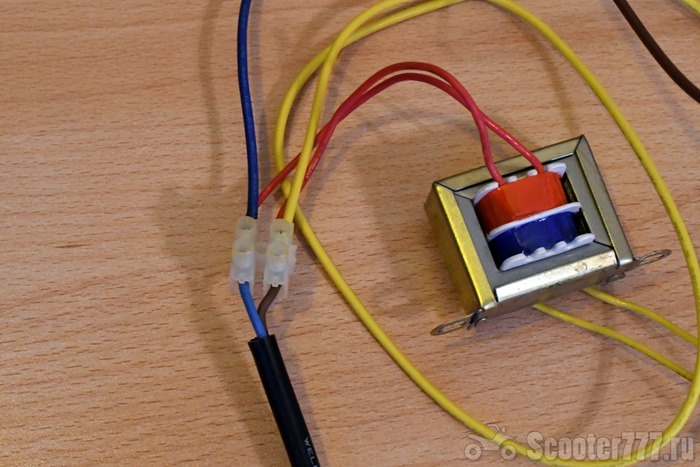
На Алиэкспрессе я купил: контроллер с симистором на 40 ампер (больше для сварки аккумуляторов 18650 не нужно), трансформатор переменного тока на 9 вольт для питания контроллера, ножную педаль для удобного управления, а также самое дорогое – это провода с разъёмами (на этой детали можно было сэкономить, сделав электроды из толстой медной проволоки и подключив их, например, через клеммник к силовым проводам) + электроды (медные иглы). В общем, из купленного на Али необходим только контроллер и трансформатор переменного тока на 9 вольт, остальное опционально.

Трансформатор переменного тока:
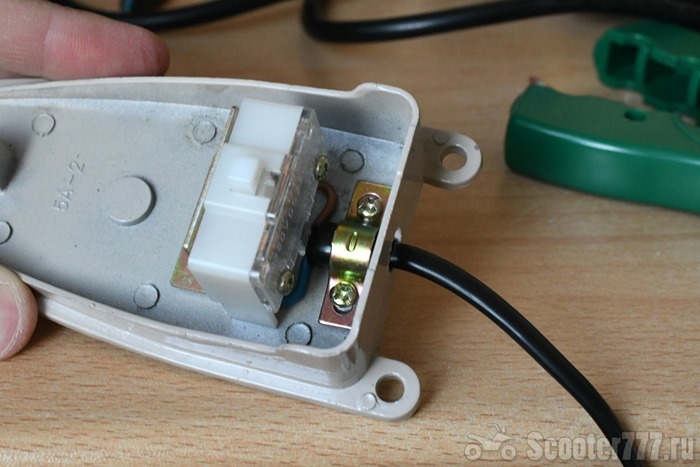
Педаль для ножного управления:

Кабели с разъёмами и ручки с цанговыми зажимами:

Электроды и клеммы:

Первым делом необходимо избавиться от вторичной обмотки трансформатора. Она находится в верхней части и намотана тонким проводом. Нужно просто отпилить обмотку ножовкой.

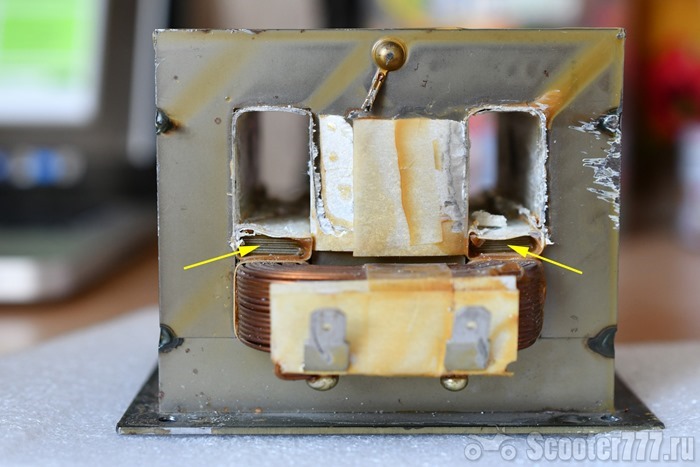
После этого остатки проводов легко высверливаются толстым сверлом.

А далее – можно выбить проволоку напильником и молотком. Это совсем несложно.

Если ваш трансформатор имеет вот такие дополнительные пакеты из металлических пластин, их также необходимо удалить.
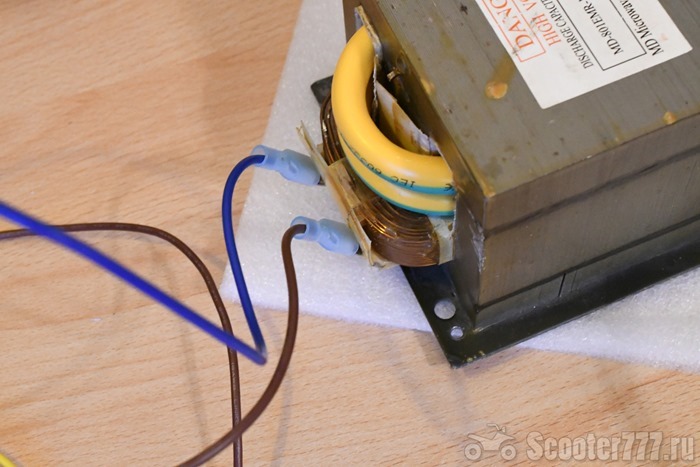
Теперь нужно взять толстый кабель и просунуть его на место бывшей вторичной обмотки, сделав два витка. Таким образом, мы из повышающего трансформатора получим понижающий. Напряжение на выходе теперь всего около 2 вольт, зато сила тока возросла многократно – десятки или, возможно, даже сотни ампер. Для человека это напряжение безопасно, и ничего страшного, если вы случайно коснётесь запитанных электродов рукой.

Концы кабеля зажимаются в клеммы и изолируются термоусадкой.

К ним подключаем кабели с ручками.

Теперь по схеме нужно собрать остальную часть электрики.
Ножная педаль поставляется с 10-сантиметровым отрезком провода, поэтому я его заменил на длинный, чтобы педаль можно было положить на пол.
Питающие провода соединил с помощью клеммника. Можно было спаять.
К трансформатору провода подсоединил через съёмные клеммы, чтобы можно было легко его отсоединять.
Ну, а к контроллеру два провода просто припаял, хотя лучше было бы прикрутить на винты и круглые клеммы, но у меня не нашлось таких под рукой, к сожалению.

В общем, схема собрана, можно подключать к сети. Обратите внимание, что для питания контроллера используется трансформатор переменного, а не постоянного тока.
При включении загорается цифровой индикатор и различные светодиоды.

Левая ручка устанавливает длительность импульса (от 1 до 50, каждая единица равна 20-ти миллисекундам). Правая ручка устанавливает мощность, в диапазоне от 30 до 99%.
При нажатии на педаль схема включается на установленное количество миллисекунд.
Чтобы приварить ленту к аккумулятору, нужно плотно прижимать электроды к поверхности. Поверхности и батареи, и ленты должны быть абсолютно чистыми, без грязи, клея, окислов и т.п. Иначе лента не приварится.

У меня никакого опыта в контактной сварке не было, поэтому все параметры пришлось подбирать экспериментально, тренируясь на ненужном аккумуляторе. Правильно приваренная лента хорошо держится и отрывается при воздействии силы, оставляя маленький кусочек на батарее. Длительность импульса и сила тока зависят и от мощности трансформатора, и от толщины никелевой ленты – возможно, ещё и от других условий.

У меня более-менее правильная сварка стала получаться при параметрах 35/70. Но думаю, трансформатор мне лучше было бы взять помощнее, можно было бы сократить длительность импульса и меньше был бы перегрев. Впрочем, ещё надо экспериментировать.
В общем, самостоятельная сборка аппарата контактной сварки – дело совсем несложное. Для меня самое муторное – это изготовить для него корпус, чем я займусь в дальнейшем. А может, просто укреплю все компоненты на куске фанеры. Главное, что сварочник работает :).
Внимание: данная статья и изображения в ней являются объектами авторского права. Частичное или полное воспроизведение на других ресурсах без согласования запрещено.
Аппараты для точечной сварки не так часто используются в быту, как дуговые, но иногда без них невозможно обойтись. Учитывая, что стоимость такого оборудования начинается от $450-$470, рентабельность его покупки вызывает сомнения.

Бытовой аппарат для точечной сварки CBA-1,5AK
Выход из такой ситуации – контактная точечная сварка своими руками. Но, прежде чем рассказать, как самостоятельно сделать такое устройство, давайте рассмотрим, что представляет собой точечная сварка и технологию ее работы.
Кратко о точечной сварке
Данный тип сварки относится к контактным (термомеханическим). Заметим, что к такой категории также относят шовную и стыковую сварку, но их реализовать в домашних условиях не представляется возможным, поскольку для этой цели понадобится сложное оборудование.
Сварочный процесс включает в себя следующие этапы:
- детали совмещают в необходимом положении;
- закрепляют их между электродами аппарата, которые прижимают детали;
- производится нагрев, в результате которого за счет пластического деформирования детали прочно соединяются между собой.
Производственный аппарат точечной сварки (такой как показан на фото) способен в течение минуты совершить до 600 операций.

Оборудование для машинной точечной сварки
Технология процесса
Чтобы нагреть детали до необходимой температуры, на них подается кратковременный импульс элетротока большой силы. Как правило, импульс длится в от 0,01 до 0,1 секунды (время подбирается исходя из характеристик металла, из которого изготовлены детали).
При импульсе металл расплавляется, и между деталями образовывается общее жидкое ядро, пока оно не застынет, свариваемые поверхности необходимо удерживать под давлением. Благодаря этому, остывая, расплавленное ядро кристаллизируется. Рисунок, иллюстрирующий процесс сварки, показан ниже.

Иллюстрация процесса точечной сварки
Обозначения:
- A – электроды;
- B – свариваемые детали;
- С – ядро сварки.
Давление на детали необходимо для того, чтобы при импульсе по периметру ядра расплавленного метала образовался уплотняющий пояс, не позволяющий вытекать расплаву за пределы зоны, где происходит сварка.
Обратим внимание, что для обеспечения надежного соединения, а также качества шва, предварительно необходимо обработать поверхности деталей в местах, где будет происходить сварка. Это делается для удаления оксидной пленки или коррозии.
Когда требуется обеспечить надежное соединение деталей толщиной от 1 до 1,5 мм, применяют конденсаторную сварку. Принцип ее действия следующий:
- блок конденсаторов заряжают электротоком небольшой силы;
- разряд конденсаторов производится через соединяемые детали (силы импульса достаточно для обеспечения необходимого режима сварки).
Такой тип сварки применяется в тех сферах промышленности, где необходимо соединить миниатюрные и сверхминиатюрные компоненты (радиотехника, электроника и т.д.).
Говоря о технологии точечной сварки следует отметить, что с ее помощью можно соединять между собой разнородные металлы.
Примеры самодельных конструкций
В интернете есть много примеров создания аппаратов, производящих точечную сварку. Приведем несколько наиболее удачных конструкций. Ниже показана схема простого устройства для точечной сварки.

Пример принципиальной схемы аппарата
Для реализации нам понадобятся следующие радиодетали:
Необходимо сделать отступление, чтобы рассказать, как изготовить трансформатор TR1. Он изготавливается на базе железа Ш40, с толщиной набора 70 мм. Для первичной обмотки потребуется провод ПЭВ2 Ø0,8 мм. Количество витков в обмотке – 300.
Чтобы сделать вторичную обмотку, понадобится медный многожильный провод Ø4 мм. Его допускается заменить шиной, при условии, что ее сечение будет как минимум 20 мм 2 . Количество витков вторичной обмотки – 10.
Видео: контактная сварка своими руками
Приведем схему более мощного аппарата, у которого сварочный электроток импульса будет в пределах от 1,5 кА до 2 кА.

Схема аппарата с силой импульса до 2 кА
Перечислим используемые в схеме компоненты:
- номиналы сопротивлений: R1-1.0 кОм, R2-4.7 кОм, R3-1.1 кОм;
- емкости в схеме: С1-1.0 мкФ, С2-0,25 мкФ. Причем, С1 должен быть рассчитан под напряжение не менее 630 В;
- VD1-VD4 диоды – диоды Д226Б, допускается замена на зарубежный аналог 1N4007, вместо диодов можно поставить диодный мост, например, КЦ405А;
- тиристор VD6 – КУ202Н, его необходимо поместить на радиатор, площадью не менее 8 см 2 ;
- VD6 – Д237Б;
- F — плавкий предохранитель на 10 А;
- К1 – это любой магнитный пускатель, у которого имеется три пары рабочих контактов, а обмотка рассчитана на ~220 В, например, можно установить ПМЕ071 МВУХЛЗ AC3.
Теперь расскажем, как сделать трансформатор ТR1. За основу взят автотрансформатор ЛАТР-9, такой, как показан на фотографии.

Используемый за основу автотрансформатор
Обмотка в этом автотрансформаторе насчитывает 266 витков, сделана она медным проводом Ø1,0 мм, ее мы будем использовать в качестве первичной. Аккуратно разбираем конструкцию, чтобы не повредить обмотку. Вал и прикрепленный к нему передвижной роликовый контакт демонтируем.
Дале нам необходимо изолировать контактную дорожку, с этой целью очищаем ее от пыли, обезжириваем и покрываем лаком. Когда он просохнет дополнительно, изолируем всю обмотку, используя лакоткань.
В качестве вторичной обмотки используем медный провод с площадью сечения как минимум 80 мм 2 . Важно, чтобы изоляция этого провода была термостойкой. Когда все условия соблюдены, делаем им обмотку из трех витков.
Настройка собранного устройства сводится к градированию шкалы переменного резистора, регулирующего время импульса.
Рекомендуем перед тем как приступать к сварке, установить опытным путем оптимальное время для импульса. Если длительность будет излишней, детали будут прожжены, а если меньше необходимой — прочность соединения будет ненадежной.
Как уже писалось выше, аппарат способен выдать сварочный электроток силой до 2000 А, что позволяет сваривать стальной провод Ø3 мм или листовую сталь, толщина которой не превышает 1,1 мм.
Читайте также: