
Паяльная трубка своими руками
Добавил пользователь Morpheus Обновлено: 18.09.2024
Пайка, как технология создания неразъёмных соединений металлических изделий имеет древнюю историю. И сегодня, несмотря на лидирующую позицию сварочных процессов, пайка стали, алюминия, меди, и многих других металлов и сплавов продолжает успешно применяться в различных отраслях техники.
Процесс пайки разных по составу металлических сплавов имеет свои особенности. Это связано с различной температурой плавления и химическим составом сплавов. К некоторым маркам стали пайка не применяется.
Из-за специфического химического строения алюминия во время пайки у вас могут возникнуть трудности. Причина заключается в том, что алюминий является довольно активным металлом.

Это значит, что реагентами могут быть различные химические вещества. При взаимодействии этого цветного металла с кислородом, на поверхности изделия наблюдается образование очень тонкой и одновременно необычайно прочной оксидной пленки. Ввиду того, что свойства алюминия и его оксида полностью противоположны, следует полностью исключить образование данной пленки. Для этой цели вам и понадобится флюс.

С помощью этого вспомогательного материала с припоя и поверхности спаиваемого изделия удаляются окислы. Кроме того, флюс предотвращает их образование. Судя по отзывам, самой лучшей маркой является Ф-64 с 40% содержанием активного фтора. После работы спаиваемую поверхность нужно обязательно промыть. Флюс А-214 считается универсальным безотмывным средством с температурой плавления от 150 до 400 градусов. После работы его остатки легко удаляются обычной салфеткой, которую предварительно смачивают спиртом.
Низколегированной
Низколегированная углеродистая сталь относится к сплавам железа, наиболее легко подвергаемым процессу пайки.
Это объясняется тем, что на поверхности сталей данного типа образуется сравнительно непрочная плёнка окислов, легко устраняемая применением обычных флюсов.
Процесс пайки чёрных металлов может проходить при относительно низкой температуре, не превышающей 450 ℃ в случае применения мягких и легкоплавких свинцово-оловянных припоев.
Для получения паяного соединения, обладающего большей твёрдостью и механической прочностью, следует применять более твёрдые тугоплавкие припои, например на основе меди. Такая пайка осуществляется при температуре до 750 ℃.
Как проводить пайку дома: рекомендации
Инструменты и материалы для пайки.
В домашних условиях наиболее распространена пайка деталей радиотехники. Операция не вызывает никаких сложностей, ее может выполнять практически любой человек. Пайку всегда можно легко демонтировать, она отличается водоустойчивостью.
К негативной стороне можно отнести низкую прочность. Нет совместимости с другими металлами. Пайка плохо переносит холод и высокую температуру.
Чтобы выполнять паяльные работы, необходимо иметь припой из легкого плавкого металла.
Припой изготавливается из сочетаний свинца с оловом. Благодаря наличию конкретного материала припои могут иметь разную температуру плавления. Именно это обстоятельство и предопределяет основную сферу их работы. Чаще всего пользуются припоем, у которого температура плавления достигает 200 градусов.
В домашних условиях паяльные работы должны проводиться очень быстро.
Дело в том, что флюс, обеспечивающий текучесть припоя, начинает быстро обугливаться. Иногда требуется проведение дополнительной зачистки. Пока припой полностью не остынет и не станет твердым, запрещается двигать детали.
Высококачественным признается уровень пайки, когда припой тончайшим слоем обволакивает место пайки.
Конструктивной
Этот вид сталей характеризуется наличием хрома, применяемого в качестве легирующей добавки. Благодаря хрому сталь приобретает необходимые механические характеристики.
Однако наличие этого легирующего компонента существенно затрудняет процесс пайки, так как на поверхности конструкционных сталей образуется довольно прочная и с трудом разрушаемая плёнка окисла.
Припаять сталь с добавкой хрома можно, применяя активный флюс, содержащий кислоты. Кроме этого, для получения качественного результата, используются специальные приспособления, создающие защитную атмосферу в зоне осуществления пайки.
Кроме этого, стальную поверхность, подготовленную для пайки, покрывают слоем порошка, содержащего металлические компоненты. Этот защитный слой предотвращает окисление стальной поверхности и выгорание легирующих элементов в процессе нагревания.
Паяное соединение легированных сталей производится с применением твёрдых припоев, содержащих медь, серебро или никель.
Инструментальной
Инструментальная сталь отличается очень высокой твёрдостью. Однако виды инструментальной стали, не имеющие в своём составе вольфрама, изменяют свои механические свойства при нагревании до 200 ℃ и более, значительно теряя при этом прочность.
Такие виды стали не подлежат пайке. Для устранения этого недостатка инструментальные стали, подлежащие нагреву в процессе эксплуатации, производятся с вольфрамовыми добавками. Такая сталь может подвергаться нагреву до 600 ℃, не утрачивая при этом ценных механических свойств.
Спаять инструментальную сталь можно припоем на основе никеля или ферросплавов. Нагревание заготовок обычно производят индукционным способом. При этом применяются флюсы, содержащие бор и фтор.
Последовательность операций
Процесс пайки стальных деталей начинается с тщательной очистки заготовок от грязи, ржавчины и следов масел. Для этого пользуются шлифовальной шкуркой, напильником, стальной щёткой. Ржавые детали можно обработать преобразователем ржавчины на основе ортофосфорной кислоты. Жировые загрязнения удаляются растворителем или щелочным раствором.
После очистки и обезжиривания, на поверхность деталей наносится слой флюса. Если в качестве припоя служит олово, детали предварительно лудят. Лужение представляет собой равномерное смачивание поверхности расплавленным оловом.
После этого, детали собирают и надёжно фиксируют в том положении, в котором они должны находиться после соединения.
Далее, детали нагреваются подходящим способом. Нагрев производится до температуры, несколько превышающей температуру плавления применяемого припоя, который должен быть помещён в область соединения.
При расплавлении он затекает в зазор между деталями, образуя соединение. После остывания и кристаллизации припоя, шов зачищают, следы флюса удаляют.
Устранение маленьких трещин
Тем, кто не знает, чем можно запаять алюминиевую трубку, опытные мастера порекомендуют использовать специальные составы. Если трубки в вашем кондиционере с совершенно маленькими трещинками, еле видными глазу, то можно обойтись без аргонно-дуговой сварки. На дырочки в трубки наносят специальные заплатки. Важно, чтобы их толщина была не менее 3 мм. Для этого трубки из алюминия смесью покрывать следует в несколько слоев. Если трещины большие, то вам не обойтись без аргонно-дуговой сварки. Преимущество ее в том, что она исключает контакт поверхности с кислородом, а, следовательно – образование оксидов. Таким образом, работая аргонно-дуговой сваркой, вы можете обойтись без флюса.
Как производится пайка стали?
Процесс любой пайки производится в три этапа: очистка соединяемых поверхностей от оксидных пленок, нагрев до температуры плавления припоя, нанесение припоя (пайка).
Так как к стали припаять олово? Что бы выполнить пайку стали необходимо выполнить следующие шаги:
- С поверхности соединяемых частей убрать посторонние материалы, стружку. Для этого можно использовать металлическую щетку или наждачную бумагу.
- В зоне соединения, на поверхности частей, необходимо нанести флюс (например, BS-35, при пайке обыкновенной стали, и BS-45, при пайке нержавеющей стали).
- Нагреть детали до требуемой температуры, соединить и нанести припой.
- С помощью воды или специального химического очистителя удалить остатки флюса. Если этого не сделать, то на месте пайки появится ржавчина, так как в состав флюса входит хлорид.
Процесс пайки медных труб
В домашних условиях он разделяется на ряд этапов.
Нарезка
Трубу отрезают в размер, используя труборез (лучше!) или ножовку.
Если используется ножовка по металлу, следует удалить все внутренние и наружные заусенцы с помощью напильника или другого инструмента.
Если трубка не круглая, следует обеспечить точность сечения, используя оправку.
Зачистка и подготовка торцов

Поверхности швов должны быть чистыми и не содержать масла, смазки или оксидных загрязнений. Очистка производится с помощью проволочной щетки из нержавеющей стали или жесткой наждачной тканью.
Для очистки поверхности от смазки или масла используются подходящие растворители.
Не забудьте удалить мелкие посторонние частицы, например, наждачную пыль, после чего обработанные места необходимо тщательно высушить.
Нанесение флюса

Для равномерного нанесения используют кисть.
Недопустимо попадание флюса внутрь трубы, поэтому количество наносимого вещества должно быть минимально необходимым.
Излишки флюса перед пайкой медных труб надо удалить.
Соединение
Обязательные процедуры включают:
- Подготовку фитинга: он не должен быть со слишком глубокой полостью (излишек лучше отрезать). Рекомендуется, чтобы глубина полости не превышала двух её диаметров;
- Прогрев соединяемых изделий, для чего чаще используют газовую горелку, хотя можно и паяльник, имеющий соответствующую насадку;
- Нанесение флюса. При этом (для круглых труб) соединяемые детали вращают относительно друг друга: флюс распределится равномернее, и спаять трубу будет легче;
- Нанесение в зазор припоя. Разогретый теплом паяльника, он устремится в зазор, и заполнит его (это будет видно по остаткам припоя, вытекающего из полости стыка);
- Охлаждение места сборки с одновременным контролем качества пайки.
Пайка по капиллярной технологии

Особенностью такого вида пайки является то, что подготовленная медная трубка с нанесенным флюсом вставляется в полость фитинг и нагревается до температуры плавления припоя.
Силы адгезии и когезии заставляют припой стекать в капиллярный зазор.
Флюс позволяет припою смачиваться, прилипать и сплавляться с поверхностью меди, а сцепление приводит к тому, что припой затягивается достаточно, чтобы полностью заполнить зазор. Это приводит к прочному водонепроницаемому соединению.
Обработка швов
Некоторые считают эту операцию излишней, но окончательная отделка шва необходима, во-первых, для отделки торца соединённого с трубой фитинга, а во-вторых, для контроля возможных пустот и каверн, которые могли образоваться в соединении, если пайка проводилась при высоких температурах, а контроль за возможным газообразованием отсутствовал.
Типы нагревателей
Выбор типа нагревателя зависит от размеров и толщины запаиваемых стальных элементов. Если необходимо выполнить пайку стальной проволоки или тонких листов, то можно воспользоваться паяльником с хромоникелевым или керамическим нагревателем, подобрав соответствующую мощность, или же паяльником без нагревателя, который можно разогреть горелкой или на обычной газовой плите. Если необходимо выполнить пайку толстых листов стали, то для нагрева придется воспользоваться газовой или бензиновой горелкой. Во время работы паяльника, на жале будет образовываться окисление, которое будет снижать температуру паяльника.
Для очистки можно воспользоваться либо простой наждачной бумагой, либо специальным очистителем, например, ST-40. Если наконечник паяльника покрыть припоем, то это обеспечит более широкий диапазон теплопередачи и повысит эффективность пайки.
Сообщества › Кулибин Club › Форум › Подскажите по пайке латунными припоями.
Подскажите пожалуйста какие материалы(флюс, припой) и инструмент(паяльник, горелка) нужны для пайки стали латунным припоем. Задача такая — надо спаять тормозные трубки, они стальные. Трубки были обрезаны, к заказу не доступны либо по космической цене.
Ну и как лучше — через фитинг или стык в стык, или раструбом?
Может кто подскажет альтернативные варианты.
обварить и всё, это же сталь, а пайка держать не будет, усилие большое, или вальцевать на гайку и соеденять через переходник
Усилия нет, максимум давление. Обварить такой тонкий металл — геморное занятие, которое может привести к потере пропускной способности или полному перекрытию трубки изнутри.
а давление не создает усилие?
Перекачки для кислородных баллонов в основном паяют — 150 АТМ держат же как то.
ну паяй на здоровье, как тормоза кончатся вспомнишь про сварку и пайку,
Ну погоди, я же варианты рассматриваю. Ты говоришь вари, но не говоришь нюансов… Потому я пока и уперся в то, что понимаю.
Усилия нет, максимум давление. Обварить такой тонкий металл — геморное занятие, которое может привести к потере пропускной способности или полному перекрытию трубки изнутри.
Доброго времени. Тормозные трубки лучше всего соединять через вальцовку, хоть и сложнее. Если сваривать — рядом со швом металл теряет свойства и может дать трещину. Чем это чревато — объяснять не вижу смысла. А вообще лучше взять медную трубку метражом и проложить цельную.
На счет спайки/сварки согласен целиком и полностью — все это кроилово…
Вся засада именно в том, что никто не берется развальцевать стальные трубки. Уже думаю сам купить приспособу и греть трубку горелкой чтоб металл был более податливый.
А на счет замены трубки медными — что то сомнения закрадываются в надежности… Может и ошибаюсь.
После нагрева металл также теряет свойства, если не знаешь способа закалки. А медь вполне даже для тормозов подходит. Проверено временем. И легко в обработке, только вальцовочник нужен специальный.
варить легко, трубка по наружному диаметру как папа-мама вставил и вари спокойно)))
Т.е. ты предлагаешь воспользоваться вариантом раструба и сваркой ацетиленом?
можно просто подобрать трубку по диаметру и обварить стык, нарисую скину картинку
О припоях
Тем, кто не знает, чем запаять алюминиевую трубку кондиционера, можно порекомендовать воспользоваться медно-фосфорными и серебряными припоями. Для изделия из меди фосфорный лучше заменить припоем, в котором есть ионы серебра. Дело в том, что фосфорное вещество является довольно хрупким в сплавах, в которых количество никеля превышает 10%. Если в твердом припое содержится кадмий, то вам придется побеспокоиться о здоровье, поскольку пары кадмия могут отравить ваш организм. Перед тем, как запаять алюминиевую трубку в холодильнике, следует определить вид соединения. Например, медь с медью, со сталью и с алюминием.
В первом случае придется работать медным припоем. Стык с помощью горелки нужно разогреть до 600 градусов (он станет темно-вишневого цвета). Далее припой следует окунуть во флюс. Чтобы произошло плавление, нужно к разогретому стыку прижать пруток. Со стыками сталь-сталь и медь-сталь работают серебросодержащим припоем, который еще называют серебряным. Для плавления припоя с большим содержанием серебра потребуется меньшая температура. Кроме того, он обладает лучшей смачиваемостью и обтекаемостью, в отличие от медно-фосфорных, для плавления которых нужна температура выше.

На этой странице описаны технологии отжига провода и намотки нагревательного элемента для паяльника.
Самые интересные ролики на Youtube
Как обычно бывает, самым сложным в постройке этого изделия оказалось то, что на стадии проектирования казалось самым простым, а именно, изготовление нагревательного элемента. Во-первых, провод, что я сумел раздобыть, оказался лакированным проводом, диаметром 0,8мм. Во-вторых, я не смог найти в сети Интернет описание технологии намотки нагревателей и её пришлось разрабатывать с ноля.
Думаю, неплохим решением было бы использование провода от неисправного паяльника. Как минимум, он не нуждался бы в отжиге. Но, отожжённого провода подходящего сечения у меня под рукой не оказалось.
Технология отжига провода
И так, опишу порядок обжига лакированного провода. Тут можно добавить, что для нагревателя паяльника годится нихромовый, константановый или манганиновый провод.
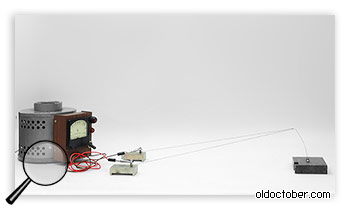
Если у вас не найдётся источника постоянного тока с плавной регулировкой, то для отжига тонкого провода можно воспользоваться вот таким нехитрым приспособлением. К двум грузикам крепится проволока, а к третьему пружина, которая поддерживает натяжение провода.
Чем сильнее натяжение провода и чем короче пролёты, тем меньше амплитуда паразитной вибрации, которая возникает под действием переменного тока. Дело в том, что вибрирующие участки провода лучше охлаждаются воздухом, что приводит к неравномерному нагреву провода.
Если же тонкий провод ещё и покрыт лаком, то повышать напряжение нужно очень осторожно. Более подробно об этом процессе рассказано в видеоиллюстрации.
Технология намотки нагревательного элемента

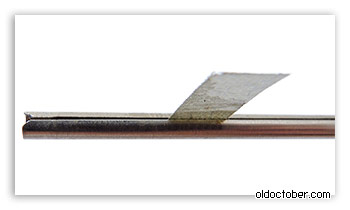
Как известно, единственным доступным высокотемпературным изоляционным материалом с высокой теплопроводностью является слюда. Решить же проблему крепления слюды к поверхности оправки мне "помог" обычный цанговый карандаш. Так что, мне оставалось только выбрать подходящий размер карандаша и извлечь из него трубку с прорезью.

Чтобы не помять тонкостенную трубку, при установке в патрон дрели, я подобрал стальной прутик подходящего диаметра и заглушил им край трубки.

Теперь можно смело наматывать катушку нагревательного элемента.
Думаю, вы уже догадались, что если в прорезь этой трубки вставить край слюдяной прокладки, то, при намотке, витки проволоки надёжно зафиксируют прокладку. После намотки же, нагревательный элемент можно будет легко снять с трубки, двигая вдоль прорези.
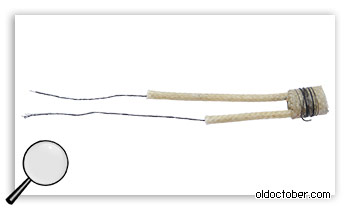
Вот так выглядит готовый нагревательный элемент, сделанный своими руками. Все тонкости этой технологии Вы можете увидеть в прилагающемся видеоролике.
Видеоиллюстрация отжига провода и изготовления нагревателя
В видеоролике формата Full HD показаны процессы отжига тонкого провода и намотки нагревательного элемента для паяльника.
Близкие темы
 Мощный паяльный фен своими руками |  Паяльник для пайки SMD компонентов из доступных деталей |  Миниатюрный паяльный фен своими руками |
Однажды кликнул по подобной ссылке и нашёл много интересного для себя, хотя и не интересовался смежной темой. Ну вот и всё, главное красиво и ненавязчиво закончить мысль. Всем удачи!

Нашли ошибку в тексте? Выделите ошибочный текст мышкой и нажмите Ctrl + Enter
Спасибо за помощь!
Комментарии (43)
Интересная конструкция. К сожалению, ничего не сказано о подборе мощности будущего паяльника и ее расчете.
Konsta, подобрать мощность можно изменением длины винта, на котором намотан нагреватель, с соответствующим увеличением длины катушки нагревателя.
admin,
речь о другом:
1-е действие в такой работе — задаться мощностью, например, 10Вт. Почему именно столько?
2-е — рассчитать — какая длина конкретного провода нужна для получения заданной мощности, как Вы понимаете, в тупую, закон Ома тут не пройдет.
Коррекция, конечно, понадобится, но, если первые 2 действия произведены верно, коррекция будет косметической ( не придется переделывать).
Konsta, наверное можно посчитать. Но, придётся учесть очень много факторов, начиная от толщины слюды, зазора между нагревателем и винтом, площадью охлаждающих поверхностей и т.д. Только зачем всё это делать, если управлять мощностью, и в конечном итоге температурой, можно путём изменения напряжения. Да и как выяснилось, мощность зависит не только от конструкции, но и от толщины окалины.
А 10 Ватт для такого гнома хватит за глаза. Я могу паять при мощности около 5-6 Ватт.
Я ведь тоже не сразу взял и вычертил паяльник. Сначала экспериментировал с нагревателем и наблюдал зависимость температуры от тока. Тут то и обнаружил, что размер нагревателя сильно зависит от толщины окалины. Ведь длина нагревателя, намотанного виток к витку, определяется температурой его разогрева. Чем выше температура, тем короче может быть нагреватель при прочих равных условиях. Для меня ж одним из определяющих факторов была длина.
А вот как ведёт себя нагреватель, когда заранее неизвестно, какова толщина окалины. Если я значительно увеличиваю мощность (нагреватель начинает слишком сильно светиться, это видно, если использовать керамическую трубку), тогда, видимо, происходит межвитковое замыкание. При этом резко растёт ток. Если не снижать напряжение, то обмотка может перегореть. Но, если вовремя снизить напряжение, работа нагревательного элемента нормализуется. Отследив этот порог, можно косвенно судить о толщине окалины.
Так и было найдено простое решение. Если межвитковое замыкание не позволяет достичь расчётной мощности, то нужно просто продолжить отжиг провода уже внутри паяльника.
Добрый день!
Хочу преобрести на 15Вт и 25Вт.
Изготавливать нету времени.
При установке систем водоснабжения и других инженерных коммуникаций из медных сегментов применяются разные методы соединения. Один из надежных пайка.
Этот вариант подразумевает применение припоя, представляющего собой расходный материал в виде термопластичного состава. Он плавится, когда на него воздействует высокая температура, создаваемая газовой горелкой. Благодаря этому свойству припой проникает в зазор между двумя соединяемыми деталями.
Выполняя пайку медных труб, можно создать надежные швы, выдерживающие существенное давление и даже механическое воздействие. Полученные соединения можно разобрать путем повторного нагрева.
Технология пайки медных труб
Медь легко поддается обработке. Ее не нужно очищать агрессивными средствами. Металл имеет хорошую адгезию с легкоплавкими сплавами. Поэтому подходящий припой не трудно подобрать.

Пайка медных труб водопровода
Соединение деталей из меди выполняется двумя способами. Независимо от варианта не нужно применять дорогие флюсы, так как не происходит бурная реакция с кислородом, когда металл начинает плавиться.
Высокотемпературная пайка
Соединение выполняется при температуре более 450°C и применении припоев из тугоплавких металлов, к которым относится медь и серебро. Метод позволяет получить твердые соединения.
При выполнении высокотемпературной пайки металл размягчается путем его отжига, а охлаждение созданного шва проводится естественным способом. Это позволяет максимально сохранить прочностные свойства меди.
При помощи твердой пайки соединяются изделия, диаметр которых 12-159 мм. Этот метод применяется для газопроводных сетей. Высокотемпературный способ позволяет соединить и водопроводные трубы, диаметр которых превышает 28 мм. Твердый метод также используется, если температура среды в трубопроводах больше 120°C. Высокотемпературный вариант пайки прекрасно подходит для создания отводов в сети отопления без разборки теплового контура.
Низкотемпературная пайка
Этот метод называется мягким соединением. Он осуществляется при температуре меньше 450°C. В процессе применяются припои из легкоплавких металлов, свинец и олово.
Низкотемпературный вариант соединения позволяет создавать швы шириной 7-50 мм. Такие соединения отличаются меньшей прочностью по сравнению со стыками, изготовленными с помощью высокотемпературного метода. Поэтому пайка мягким припоем не применяется для газовых коммуникаций.
При низкотемпературном методе не выполняется отжиг меди. Поэтому прочность металла не изменяется. Мягкая пайка используется при монтаже труб, у которых диаметр 6-108 мм. Этот метод также подходит для водопровода и систем отопления, если температура нагретой среды не превышает 130°C.
Набор для пайки медных труб
Процесс соединения сегментов начинается с подготовки набора специальных приспособлений и расходных материалов. Без такого комплекта невозможно выполнить качественную спайку деталей.

Оборудование для пайки медных труб
Припой и флюс
Обработанные и очищенные поверхности медных элементов сначала всегда покрываются флюсом. Вещество представляет собой агрессивное соединение, полученное химическим путем. Флюс позволяет избавиться от оксидов и жира на изделиях. Производители изготавливают вещество в жидком и газообразном состоянии.
Припой — это тоже расходный материал. Он выбирается в зависимости от варианта пайки. Многие производители изготавливают припой на основе олова. У расходного материала температура плавления ниже, чем у медных деталей.
Для выполнения работ подходят припои, в которые добавлена сурьма, висмут или медь. Лучшим вариантом является расходный материал с серебром. Однако он больше стоит. Поэтому используется расходник, у которого один из компонентов — это медь.
Горелка
Пайка выполняется газовой горелкой небольших или стандартных размеров. Инструмент создает узконаправленное пламя. В качестве горючего вещества, размещаемого в баллоне, вовремя низкотемпературной работы применяется смесь, состоящая из воздуха и пропана. Может также использоваться пропано-бутановое газообразное вещество, соединенное с воздушной средой. Объема смеси в одном баллоне хватает для выполнения примерно 300-400 стыков.
Во время высокотемпературной стыковке применяется горючая смесь, состоящая из пропана и кислорода или воздуха и ацетилена. Соединения также могут быть выполнены с помощью ацетилено-кислородного газообразного вещества.
Паяльник
Этот вид оборудования представляет собой электрическое приспособление. Инструмент позволяет соединить отдельные сегменты медных систем при использовании мягкого или твердого припоя. Электрический паяльник имеет прижимные клещи.
В устройстве также присутствуют съемные электрод Приспособление применяется на объектах, где нельзя использовать открытый огонь.
Сопутствующие материалы
При монтаже медных инженерных коммуникаций не обойтись без трубореза. Инструмент позволяет нарезать трубы требуемой длины. Рекомендуется применять в работе исключительно высококачественные приспособления. Именно они позволят не замять металл и осуществить ровный срез.
При монтаже водопровода, отопления, сетей газоснабжения и кондиционирования также применяется фаскосниматель. Инструмент позволяет удалять заусенцы с внутренней кромки среза. Это приспособление облегчает вставку одной детали в другой элемент.
Однако действовать можно исключительно при использовании труборасширителя, если состыковываются сегменты одинакового диаметра.
При подготовке медных элементов также выполняется зачистка их внутренних поверхностей. В процессе используется металлическая щетка или ершик.
Как правильно паять медные трубы, пошаговая инструкция
Поэтапное проведение работ позволяет получить высококачественные соединения. При выполнении процесса не нужно спешить, необходимо выполнять все правила и рекомендации.
Подготовка соединения
На первом этапе подготавливаются необходимые детали требуемых размеров. Для резки применяется труборез, который должен располагаться к трубопроводу строго перпендикулярно. Сначала труба зажимается в скобе приспособления между лезвием и опорными роликами.

Резак один или два раза поворачивается вокруг обрезаемого сегмента.
Затем проводится подтяжка винтового механизма. После этого процесс реза повторяется. Такие действия осуществляют, пока не произойдет окончательный раскрой трубы.
Для подготовки деталей требуемого размера также можно использовать ножовку с лезвием по металлу. Однако таким инструментом не всегда получается выполнить ровный срез. Тем более при применении ножовки образуется много металлических опилок. Поэтому приходится уделять большое внимание, чтобы они не попали в систему. Ведь опилки могут стать причиной поломки дорогого оборудования или затора в инженерной коммуникации.
Труборез позволяет получить ровный срез. Затем с торца трубы удаляются заусенцы. Внутренняя поверхность изделия чистится и обезжиривается. Такие же действия выполняются со вторым сегментом.
На следующем этапе используется труборасширитель или вальцовка. Он позволяет увеличить диаметр одного из сегментов, чтобы детали можно было соединить. Зазор между ними обязан составлять 0,02-0,4 мм. При меньших значениях припой не сможет просочиться в него, а при больших размерах – не возникнет капиллярный эффект.
Согласно нормам соединение должно иметь длину, которая равна диаметру трубы.
Нанесение флюса
Флюс наносится ровным слоем в минимальном количестве на наружную поверхность того изделия, которое вставляется в соединяемый сегмент.

Операция выполняется кистью. Она может входить в комплект реагента.
При ее отсутствии используется малярная кисть. Необходимо применять инструмент, который не оставляет волокон.
Пайка
Процесс начинается с соединения трубопроводных частей. Он выполняется после использования флюса.

На увлажненной поверхности не должно быть никаких посторонних включений.
Когда соединяется труба и фитинг, последний элемент вращается, пока не произойдет его полное надевание на трубопроводный сегмент. Такое действие также позволяет распределить флюс по всему соединяемому месту. Если из зазора между деталями выступит расходный материал, он убирается салфеткой или тряпочкой, так как представляет собой агрессивный состав химического происхождения.
Процесс пайки низкотемпературным способом начинается с включения горелки. Ее пламя направляется на соединяемое место и постоянно перемещается по стыку для его равномерного прогрева. После нагрева деталей припой прикладывается к зазору между ними. Расходник начнет расплавляться, если место соединения было достаточно разогрето. В этот момент горелку нужно удалить от стыка, потому что расходный материал заполнит зазор. Мягкий припой не требуется специально разогревать. Плавление расходного материала происходит под воздействием тепла от разогретых деталей.

Мягкая пайка медных труб
Соединения трубопроводных элементов выполняются при постоянном контроле нагрева меди. Металл нельзя перегревать! При несоблюдении этого правила происходит разрушение флюса. Поэтому с деталей не удаляются оксиды. В результате снижается качество швов.
Пайка твердым способом начинается с равномерного и быстрого прогрева соединяемых деталей. Он осуществляется с помощью пламени ярко-синего цвета умеренной интенсивности.
Припой прикладывается к стыку в момент нагрева элементов до температуры 750°C. Она достигает нужного значения, когда медь становится темно-вишневого цвета. Для лучшего плавления припоя он может быть дополнительно нагрет горелкой.
После остывания шва стык протирается тряпочкой для удаления остатков флюса. В противном случае вещество может стать причиной разрушения меди. Если на поверхности трубопровода образовался наплыв припоя, он удаляется с помощью наждачной бумаги.
Техника безопасности при пайке труб из меди
Никогда не нужно игнорировать технику безопасности, когда человек интересуется, как паяют профессионалы медные изделия. Прежде всего, необходимо запомнить, что любая конструкция из меди очень сильно нагревается, когда на нее воздействует пламя горелки. Поэтому брать незащищенными руками деталь ни в коем случае нельзя. Для перемещения коротких элементов можно использовать клещи. Рекомендуется надеть рукавицы.
Необходимо не допускать попадания на кожу флюса. Если все же возникла такая ситуация, тогда агрессивный состав смывается мыльной водой.
Работы нужно выполнять в плотной одежде. Рекомендуется надеть вещи из хлопка. Одежду из синтетических тканей во время пайки использовать нельзя, потому что волокна искусственного происхождения легко плавятся.
Процесс соединения деталей нужно выполнять при хорошей вентиляции, так как во время пайки нередко флюс загорается. Поэтому в воздухе появляются опасные пары.
После завершения монтажных работ система обязательно промывается водой. Она должна быть горячей и чистой. Это позволяет избавиться от излишков расходников внутри трубопровода.
Основные ошибки
Качественное соединение деталей из меди выполняется только при наличии опыта. Новички нередко допускают следующие ошибки:
- Соединяются элементы с поверхностными дефектами, нередко возникающими при раскрое. Пайку нельзя выполнять поверх изъянов, так как не удастся получить прочный шов.
- Полностью не удаляются все загрязнения с места, где выполняется стык. Подготовка соединяемого участка включает очистку и избавление от жира.
- Детали недостаточно нагреваются, поэтому припой плохо соединяется с трубопроводами элементами. Целостность созданного шва легко нарушается даже при незначительном воздействии.
- Создается соединение недостаточной ширины. Его величина должна быть 7-50 мм, если стыкуются трубы, у которых диаметр составляет 6-108 мм.
- Поверхности элементов не полностью покрываются флюсом. Это не позволяет удалить с деталей все окислы. Поэтому создается не качественный шов.
- Сегменты перегреваются при соединении. Происходит выгорание флюса и образование окалины.
- Шов проверяется раньше времени. Операцию необходимо выполнять только после его остывания, иначе произойдет деформация соединения, что отрицательно скажется на прочности стыка.
Мастера хорошо знают все возможные ошибки. Многие из специалистов даже столкнулись с ними на практике в начале своей карьеры. Чтобы уменьшить вероятность ошибочных действий, рекомендуется первую пайку медных труб выполнять под наблюдением профессионала.
Пайка медных труб своими руками видео
Долговечные и прочные швы можно получить только при правильном и последовательном выполнении всех этапов работы. Соблюдая рекомендации, качественные стыки удастся создать твердым и мягким припоем. Для лучшего понимания темы следует посмотреть видео.

Всем привет. На просторах интернета полным полно различных статей, видео уроков о том, как сделать своими руками сменные жала для паяльника. Но подвох в том, что все они рассчитаны на паяльники, где нагревательный элемент окружает жало, вместо того, чтобы располагаться внутри его.


Конечно же, в интернете можно было заказать оригинальные жала Hakko, но они слишком дорогие для меня (их стоимость чуть ли не приравнивается к стоимости самой паяльной станции). Что же касается жал YaXun, их также можно приобрести в инете, цены довольно демократичные, но я решил, что хочу сохранить свои деньги для чего-то другого (например, приобрести дополнительный инструмент)…
Эта статья рассчитана на людей, что используют паяльные станции в работе и/или для хобби и не хотят покупать новые жала из-за:
- экономии денег;
- желания сделать что-либо своимируками и использовать готовое изделие в дальнейшей работе.
Почему бы и нет, если мы могём)
В дополнение хочу сказать следующее, что изготовленные жала полностью совместимы с оригинальной паяльной станцией Hakko.

Постарался написать техпроцесс, как можно более проще. Чтобы каждый мог повторить уведенное, даже без использования электроинструмента.
Основные инструменты:
Материалы:
- Кусок медной трубки диаметром 8 мм (5/16 дюйма).
- Кусок одножильного медного провода диаметром около 4 мм (можно использовать латунный стержень того же диаметра).
Техника безопасности:
При работе с металлом и электроинструментом важно соблюдать 3 золотых правила:
- защищайте глаза;
- защищайте руки;
- работайте на свободной, устойчивой поверхности, а не на коленке, как некоторые привыкли делать (это я о себе).
Думаю не нужно напоминать о том, что следует держать руки по дальше от лица во время работы. Не забывайте мыть руки каждый раз после того, как прекращаете работу.
К электроинструменту нужно относится с уважением, ВСЕГДА надевайте защитные перчатки и очки, когда работаете с такими инструментами, как дрель со шлифовальной насадкой или настольным точилом.

Первое, что следует сделать – это убедиться в том, что мы разровняли все согнутые участки и по возможности устранили любые неровности на трубке. Разогните её с помощью рук и доведите начатое слабыми ударами молотка/деревянной киянки.

Порежем трубу на заготовки. Длину всегда можно уменьшить (ножовкой или труборезом). Проявите осторожность при резке труб, защитив свои руки рабочими перчатками.

Перед тем как, резать проволоку на части, разровняем её (повторяем действия, что мы выполняли при подготовке медной трубки).

Нам нужно отрезать кусок проволоки длиной в диапазоне 15-30cм. Такая длина нужно для того, чтобы можно было комфортно работать с заготовкой (перемещать, крутить её) при формовке рабочей части.
Примечание: всё сказанное выше можно отнести и к латунному стержню.

Для кожухов будем использовать обрезки трубок длиной 2,5 см и диаметром 8мм (5/16 дюймов). Аккуратно отмерим отрезки нужной длинны, нанесём отметки на каждом 2,5 см участке (гвоздём или ножовочным полотном. Просто сделайте отчётливую царапину, в том месте, где будет необходимо произвести разрез) и используя ножовку отпилим трубки по отметке.


Как только увидите, что внутренняя часть трубки чиста с обеих сторон, берём паяльник и пытаемся продеть нагревательный элемент в кожух. Он должен входить идеально, как бы это было в случае с оригинальным жалом.

После успешной примерки можно обработать кожух напильником, сгладив края. Не переусердствуйте, чтобы ненароком не сточить лишний слой металла. Всё должно быть в меру.
Жало изготавливаем из медного/латунного прутка такого же диаметра, что и внутренний диаметр кожуха. Я не могу гарантировать, что другие металлы подойдут для роли жала или из них также легко сформировать форму рабочей области как из меди/латуни.
Длина жала должна лежать в пределах между 1.5 cм и 2.5 cм. Лучше сделать его длиннее, поскольку будем его обтачивать, формируя рабочую область, кроме этого со временем оно будет разрушаться, поэтому лучше заложить технологический запас прочности). При этом стараемся уложится в пределы 3 см, для сохранения высокого теплового КПД (коэффициента полезного действия).

Как говорил ранее, в описании техпроцесса, не следует спешить отрезать медную/латунную заготовку длиной именно 2,5 см. Для начала нужно сформировать жало. Но если в вашем распоряжении целая катушка медного кабеля, естественно нужно отрезать небольшой кусок для более удобной работы.
Напильник или настольное точило?

Формируем начальную заготовку жала конической формы. Сточим значительное количество металла. Можно добиться идеального исполнения используя простой напильник, но даже активно стачивая участки металла, это займёт у вас часы (первое жало я изготавливал используя лишь напильник, на это ушло 2 часа безостановочной заточки). Настоятельно рекомендую воспользоваться настольным точилом (на изготовление начальной заготовки уйдёт до 10 минут). Для тех же, кто захочет найти компромиссный третий вариант, предлагаю воспользоваться дрелью, с зажатой в цанговом патроне заготовкой, которая в свою очередь крепко зажата в тисках верстака. Обточка происходит с использованием старого доброго напильника (не забывает о средствах индивидуальной защиты).
Форма заготовки будет визуально напоминать хорошо заточенный карандаш. Будем работать медленно, сводя конус к вершине, формируя клинообразное жало. Из-за того, что использовал настольное точило, не мог фотографировать процесс обточки, всё потому что нужно было быть внимательным и использовать обе руки при работе.

Не забываем надевать перчатки и защитные очки при выполнении данной работы. Крошечные металлические кусочки будут вылетать на высокой скорости в сторону вашего лица и тела. Медь во время заточки быстро нагревается (нагревается очень сильно), — еще одна причина надеть перчатки и держать поблизости ёмкость с водой.
Чтобы сформировать конус, сначала сточим верхушку под углом в 45° градусов, не забываем о том, что нужно надавливать и прокручивать медный прут во время заточки для получения центрированного конуса. Как закончим с кончиком жала, переходим в центральную часть, уменьшая угол спуска. В завершении выходим на ровную поверхность. Важно добиться формы хорошо заточенного карандаша.

Под конец, удерживаем жало на точиле по несколько секунд в одном положении без вращения, создавая таким образом ровный участок, после чего сделаем тоже самое на противоположной стороне, с тем же усилием и с той же продолжительностью. Можем завершить заточку или позже продолжить её, используя напильник, чтобы довести форму жала до совершенства.
Отрезаем лишнее и подчищаем хвосты
Используя ножовку отрезаем сформированную заготовку жала, помня о диапазоне длины 1.5-3 cм от самого жала. Я отрезал на отметке 2.2 cм. Также можно использовать тяжелые кусачки для того, чтобы отделить заготовку от основной жили (проще, чем использовать ножовку).
После того, как часть отделена, важно выровнять торец (звездный час напильника). Нужно добиться, чтобы жало стояло в вертикальном положении идеально. Причина в том, что жало в этом месте будет касаться нагревательного элемента, поэтому важно добиться, как можно лучшего контакта.
Убедитесь в том, что удалили всё лишнее и закруглили все края. Если вы стачивали медь грубым напильником, пройдитесь мелким напильником/надфилем, чтобы убрать оставшиеся следы от грубого инструмента. Также обработаем края торца заготовки жала, это поможет в следующем шаге.

Пришло время воспользоваться набором плашек и метчиков для нарезания резьбы. Я понимаю, что этот инструмент может быть дешевым и обыденным для многих, но я потратил дни на поиски необходимой мне плашки.
Почему именно нарезаем резьбу?

Потому, что это наиболее лучшее решение, которое я мог придумать. В моей первой попытке я попробовал расклепать обе части молотком, результат не радовал. Винтовое соединение самое крепкое.
У меня не было доступа/опыта работы со сварочным оборудованием. И я понимал, что задача по свариванию таких маленьких кусочков меди сложная даже для профессионалов.
Со временем жало придёт в негодность, будет трудно паять различные элементы и всё, что мне нужно будет сделать, — это просто открутить и заменить жало, сохранив кожух.

Начинаем нарезку с жала или кожуха (особой разницы нет). В одном или другом случае использовал зажимные клещи, но настоятельно рекомендую настольные тиски, они позволят использовать обе руки. В случае если вы будете использовать клещи, вам придется держать их, а это значительно усложнит работу.
Начнём с нарезания внутренней резьбы в кожухе при помощи метчика и ключа:
Обильно смочим внутреннюю поверхность кожуха маслом перед нарезкой резьбы.

В этом шаге деформируем трубку с одной стороны. Зафиксируем кожух смятой стороной в тисках/клещах.
Далее, убедитесь в том, что кожух направлен прямо вверх (вертикально), удерживая клещи одной рукой начинаем нарезать резьбу другой, с особой тщательностью следя за углом, под которым метчик входит в кожух. Вы же не хотите завалить резьбу?
В последствии, вы сможете разогнуть низ кожуха обратно (придав круглую форму) при помощи обычных клещей или настольных тисков.

Для того, чтобы не повредить поверхность жала воспользуемся небольшим фрагментом картона, в который следует обернуть заготовку (для защиты) при зажатии в клещах или тисках. Зафиксируем заготовку и начинаем нарезать резьбу при помощи плашки. Не забудьте о масле, перед началом нарезки. Следим за углом в 90 градусов во время нарезании резьбы.

Длина резьбы зависит от вашего желания (но не следует перебарщивать, используйте картинки, как справочный материал). Не пытаемся пока ничего скручивать. Сделаем это в следующем шаге после определенных действий.

Возьмём немного стальных опилок или просто стальную мочалку с кухни и почистим резьбу на жале. Сточим напильником любые острые углы внизу жала и любые изъяны на кожухе.
Возьмём точилку для ножей и обработаем внутреннюю часть кожуха, используя нагревательный элемент паяльника, как эталон.

Обернём губки плоскогубцев картоном и зажмём в них кожух с жалом, после чего попытаемся скрутить их вместе.
Вы будете ощущать небольшое сопротивление, из-за того, что резьба новая. Поэтому мы и используем 2 плоскогубцев, чтобы приложить силу при проходе всей резьбы, затем для раскручивания и снова для скручивания… пока не перестанем ощущать сопротивление и сможем вкручивать/выкручивать жало пальцами.

Вымоем жало и кожух раздельно с моющим средством. Нужно удалить, как можно больше масла. Протрём заготовки бумажным полотенцем и снова скрутим в их последний раз, перед тем, как время и флюс сделают своё черное дело.


Наконец, мы можем отполировать поверхность меди, удалив различные отметки.

После полировки жало готово к работе. Но исходя из своего опыта могу сказать следующее – такие жала долго не проживут… Другое дело жала, что покрыты металлом.

Никелирование.

Процесс никелирование на удивление простой, интересный и безопасный. По материалам также не сильно затратный.

Никелирование защитит инструмент от ржавчины и коррозии.

Никелировав жала вы не только улучшите их внешний вид, избежав отметок нагрева, но и увеличите срок их службы. Никель защитит медные жала от коррозии и наплавлений олова. А как никелировать, мы узнаем в следующей статье.
Читайте также: