
Опрессовка гбц ямз 238 своими руками
Обновлено: 06.07.2024
Проверка головки Ямз-238 с трещинами между клапанов без погружения в воду и нагрева. Пермский край Красновишерск .
В данном видео, мы рассказываем о том, как правильно и быстро поменять стаканы формунки ГБЦ двигателей ЯМЗ 236 .
Притираю 2 выпускных клапана, проверяю плотность прилегания и опрессовываю обратку форсунок. Пермский край .
Ремонт ГБЦ Зачем нужна опрессовка и в каких случаях её проводить Дующие дырявые головки. Опрессовка ГБЦ. Что такое .
Начал ремонт двиг. Ямз-238, устраняю пробой прокладок Гбц и расход масла большой. Замеряю выступание бурта .
Теперь все несет зато на ремонт отвезли их там типа сделали сальники видно новые но промолчали что им гаплык высоту .
У двигателя возникли проблемы, а замена обеих прокладок ГБЦ ничего не исправила. И после этого было решено .
Если денег на другую нет, то ставь и работай, че тут думать, если есть варианты заменить, меняй не задумываясь!
Саня блин чего вы такие упрямые. Металлолом это, металлолом. При работе двигателя давление в десять раз больше. Мне бы было жалко свой впустую проведенной труд. Не будет она работать, однозначно. Уже проверено многими. Это ещё хорошо что ездить будет машина как говорится "вокруг трубы". А если как раньше на Мазах на дальний. Так это вообще преступление оставить эту головку. Демонтаж головок с машины тоже занятие не из приятных. Капитальный ремонт надо делать полный. На земле как говорится, как удобно. А не потом переделывать с буфера, к верху жо..й как обезьяна. Сразу, всё, и качественно. Будет лучше, надёжнее и дешевле. И главное нервы на месте и целы.
Я бы выкинул, или отремонтировал, если есть возможность. Во избежание попадалова на ещё один блок с коленвалом.
Нужно большее давление. При рабочем ходе в цилиндре создается огромное давление газов, они то и просачиваются при таких условиях

на маз движках 236 на эти трешины вобще необращали внимания это у них болезнь и перегрев им не сташен
Трещены,следствие сильного перегрева.Только на выброс в чермет.
При работе 100% со временем вылетит седло выпускного клапана и на делает беды.
Александр надеюсь что мы все болеем за тебя за твой труд за Урал. Ждем продолжения и уверен что все получится.
Есть канторы которые чинят головы а так на горячем будет воздушить а лопаеться из за перегрева и сильной затяжке форсунок сам мучался на мазе пока не узнал
Я с такими же трещинами накатал 500т.км., потом заметил как стало воздушить печку. Заменил бошки и снова в бой. Однозначно, поставиш новые бошки и через год вскроеш и увидиш точно такие же трещины, это конструктивная особенность, короче болезнь ямз. Просто надо внимательно смотреть за тосолом и наблюдать не воздушит ли печку, её будет воздушить в первую очередь! А ежели вздумалось тебе бошку опрессовать, то надоть её резаком равномерно нагреть хотя бы до 60-80* и только тогда давать давление 3-4 кг, вот тогда твоя опрессовка бюудет более-мене приближена к реальности, а это же что в ролике, просто понты пустые! К стати примено так и в старых мануалах написано. Лей нормальный тосол, Синтек или Феликс, пусть кажется дороже, но в итоге экономия буде! А всякие там псевдотосолы типа Сибирь и прочую кислую гадость выкинь!
была такая поломка в автоколонне у нас. в 90-е с запчастями плохо очень было. поставили такую голову. через месяц - полтора (не помню точно но быстро), машину снова на ремонт притащили. по трещинам попрогарали сёдла и выкрошились в цилиндры (в двух сразу) со всеми вытекающими. голова (естественно) под замену + 2 гильзы, поршня, шатуны (один погнуло второй за компанию. рисковать не стали).
мотор стоял на КрАЗе - лапте.
Эти трещины не связаны с системой охлаждения, надо просто клапана вынуть и там посмотреть, потом при нагрев может седло раскрошиться, ещё и на гильзы попадёшь.
Но ежели очень хотца заморочится, то вези бошки в Ижевск, найдёш там такой заводик, где занимается напылением, в инете даже где-то ролик есь проо енто дело, опосля вроде ходят бошки посте ремонта!
Мне делали опрессовку на фирме один 4 очка доведения давали и в горячей ванне делали пропускали стаканчики
Наверно конструктивно шахта форсунки не контактирует с полостью где находится вода.Мне так кажется если пробой и есть то или в выхлопной канал или под уплотнительное кольцо форсунки.Можно ради эксперимента зачистить трещину и наплавить нержавейкой хотя обьём проделаной работы будет равен 2 новым головкам но хобби некто запретить несможет.
Сань, сними выпускные клапаны и посмотри изнутри. Эти трещины доходят до сёдел. Они могут идти и дальше под ними, глянь, выходят они в выхлопной канал или нет? Посадка седел ослаблена, чем это грозит тебе уже написали.
Тут, если по хорошему, то надо выфрезеровать сёдла, потом разделать и заварить трещины, потом обработать ещё раз посадочные места под сёдла и запрессовать седла ремонтного размера.
У меня у одного возникает много вопросов? Трещина у форсунки, зачем же тогда в каналы для охлаждайки дуть.
Александр, меняй ГБЦ, не изобретай велосипед, при первом хорошем прогреве нагрузкой убьешь двигатель. ТРЕЩИНЫ В РАЙОНЕ ФОРС НЕ ДОПУСТИМЫ
Кто может обьяснить притирку ямз головки на аброзивном диске Напишите пожалуйста или скиньте ссылочку заранее спасибо.
Меняй головку или ввертыши ремонтные делать надо на место форсунки. Трещина расти будет. Металл играет. На сколь хватит то одному богу и то неизвестно.
да вспомнил поговорку когда коту делать не чего он яица лижет а тебе занятся надо чем то ты проверяешь головку автомобильным компрессором в 1,5 -2 атм там где рабочее давление 24 подумай сам что ты проверил я был о тебе лучшего мнения удачи с ремонтом а головку в помойку
У тебя компрессия будет 30.сам подумай.если не рубашку охлаждения.так будет дуть во впускной или выпуск.а ты со своими 1.5.кг.головку в ремонт.
Когда мотор застучал, у тебя газы шли? До стука? Смысл проверять? Просто с такими трещинами можно проездить до хрена
Саша удачи тебе ! По этому поводу сказать ничего конкретного не могу ,потому как с такими моторами дела не имел . Если ты говоришь , что никаких проблем небыло ,то думаю послужат ещё головки ,хотя может и не так долго . Если мотор не перегревать то наверное походят . Удачи тебе Саша ! Жду следующих видео об этом моторе . Лайк !
14 лет примерно у бати эти трещины полёт нормальный.Не газов не тасола в масле нет,клапана и сёдла на месте.Те кто знает! на них не обращает внимания.
при таких трещинах не опресовывают раз снимали клапана нужно было смотреть если трещина не переходит в сторону клапана , то трещины между перемычками допускаются заводом
я изза этих трещин с механиком разругался ,тосол выкидывало под нагрузкой и температура резко скокала,он привёз с такими-же трещинами и на старых были трещены привёл он с собой спеца какогото хуя с горы и они двоем мне доказывали что это все хуйня эти трещины,я предложил ставите сами и посмотрим тогда , но хули спорить я поставил,опять такая-же хуйня,он успокоился и привез новые о чудо машина нормально заработала,но перед этим я их послал куда подальше сказал что ещё раз снимать и делать небуду,после этого он привёз новые,третий год полёт нормальный
александр мне 29 и я вас уважаю очень сильно,смотрю вас с удовольствием и паралельно жене говорю как я от вас тощусь что вы такой работяга цитата-(я просто в ахуе с него,откуда у него столько сил и стремления)а про себя оставляю какой же я всетаки ленивый,чистой завистью завидую такому стремлению и уже не в юнном возрасте,я на такое не способен.огромного вам фарту всегда и везде!
Саня мы на таких головках работали - но движки стояли на насосных станциях и работали с водой в системе охлаждения при этом оператор постоянно доливал водичку. В принципе знаю мужиков у которых реставрированые головы ходили на 236 моторах но это скорее исключение из общего правила я такие головы на запчасти пускал.
Саша 1,5-2 ниочем! Не в цилиндр давить будет а из цилиндра в ож степень сжатия без вспышки 30 бар а при в ссылке наверно ещё больше как думаешь))) смысл понял и давление со стороны ож и со стороны поршня, ну вообще дай бог чтоб ходила!
Golovka poidet , no ne dolgo, ocenj nado opasatsa peregreva, osobenno zimoi izza perepadov temperatur. U menja na starom 504 peregrevi po goram chasto bivalji, no eto izza vodi i graznova bloka. Blok chistij u Tebja, kakoe to vremja budet rabotatj. Tolko vot klapana pri razobronom remonte obezatelno nado snimat, proverjatj, pritiratj, bez raznici cto bilo ili rabotalo. mozhet kak na tt4 suhari pipec.
Nebudu staroka volka uchitj, no mnogo lishenei raboti sebe potom sledajesh. i konechno na boblo vletish.
Не парься. Не газит ставь и ездий, 100 раз так делали. И с трещинами ездим уже много лет. У приятеля на кране было дело, газы шли через них проявлялось это так,в гору затяжную едет литров 15 воды выкидывает, доливает целый день установкой работает без проблем. Замена гбц все решило. Первые признаки микротрещин, печку начинает завоздушивать как правило на оборотах и под нагрузкой. Я проверял свои трещины по 8.2 атм. качал проявлялось с обратно стороны гбц из под стаканов форсунок дуло.
Якщо нема другої головки, то можна ставити, тільки дефектовку зробить. вона ж робила вмене нова з тріщеною коло форсунки . повинна робить али тріщини це перегрів термостат може неправильно робить. або мотор був перегрітий звирни наце увагу .
Зачем проверяешь эти трешены если там нет водяной рубашки. Головка проблемная и что сней произойдет то повысыпаются седла на выхлопных клапанах или трещена доползет до посадки форсунки и все газы полезут под форсунку и будет бодяжить масло топливом и заклинит движок .и потом если даже захочишь снять форсунку то она там будет так закапченая что скорей всего ты ее погнешь пока ее вывернешь рашатывая в разные стороны будет крывая пока вытянешь и потом выкинишьее.но скорей выпадут седла в этой головки .и видно что седла сильно вниз просажаны .браковоная головка или с рестоврации вот и заэтого появляются быстро трешены фазка снятая сильно широко должна быть меньше по заводскому а тут такой размах оголеное седло и быстро подгороет и дает в этом месте трещену.
В настоящей – дополнительной части статьи остановимся на тех возможностях использования инструмента Neway, о которых мы не упоминали ранее, а именно на возможности его применения для ремонта головок блока двигателей грузовых автомобилей.
На сегодняшний день парк грузовых автомобилей России преимущественно состоит из продукции отечественных производителей коммерческого транспорта. Из них 60 % автомобилей эксплуатируется в возрасте более 10 лет.
Доля иностранных грузовиков в российском грузовом сегменте — порядка 16 %. Причем анализ динамики импорта из дальнего зарубежья показывает, что в общем объеме ввоза преобладают подержанные грузовики, их доля составляет около 70%.
До кучи экономическая ситуация… Кризис в большой степени отразился на объемах продаж сходящего с конвейера коммерческого транспорта. Заводы производителей останавливают производство из-за невозможности достижения прежнего уровня сбыта. А, как следствие, по мере падения спроса на новые автомобили, возрастает потребность в ремонте и обслуживании уже имеющегося парка. Таким образом, сервис грузовых автомобилей сегодня актуален не менее прежнего, а может даже и более.
Основные причины выхода из строя головок блока грузовых автомобилей известны: износы деталей клапанного механизма, низкое качество моторного масла, нарушение процесса сгорания топлива. Операции восстановления, механической обработки или замены седел и клапанов являются необходимыми при капитальном ремонте двигателей таких автомобилей практически в 100% случаев. В общем случае на работы, связанные с ремонтом клапанного механизма, приходится порядка 68…70% всех работ по головкам блока цилиндров.
В предыдущих публикациях мы подробно рассказывали о профессиональном ремонте ГБЦ двигателей легковых автомобилей инструментом Neway. Чем же отличается ремонт ГБЦ двигателей грузовых автомобилей от легковых?
Самое первое основное и естественное отличие в размерах. В данном аспекте для обработки седел имеют значения три величины, у грузовых авто являющиеся значительно больше, чем у легковых:
1 — диаметр обработки (диаметр развода резцов), достигающий 70 мм;
2 – внутренний диаметр втулки, находящийся в диапазоне 8 – 14 мм;
3 – расстояние от плоскости головки блока до втулки (hc на рис.).
По первому и второму пункту все просто. Neway имеет специальные фрезы с большим диаметром обработки и соответствующие пилоты с диаметрами до 14 мм. Углы обработки, технологически заложенные во фрезах: 15, 20, 30, 45, 60, 75 градусов, что позволяет использовать их для обработки фасок разных грузовых ГБЦ отечественного и импортного производства.
На пункте 3 остановимся подробнее. Увеличение параметра hc (на рис.) вызывает необходимость использования как более длинного пилота, так и обеспечения более жесткого его базирования во втулке, потому что даже небольшая его деформация приведет к гораздо большему отклонению соосности внутренней поверхности втулки и фаски седла. Специально для грузового ремонта фирма Neway выпускает пилоты серии 200 с общей длиной до 200 мм и, что очень важно, увеличенной длиной цанги (до 50 мм; у пилотов меньшей серии 150 длина цанги не более 37 мм), по которой фиксируется пилот во втулке. Это дает увеличение площади установочной поверхности при базировании и, соответственно, более жесткую фиксацию. Вместе с тем, не забываем, что жесткость пилота увеличивается с увеличением его диаметра. Поэтому в итоге, при обработке ГБЦ двигателей грузовых автомобилей качество установки инструмента не будет хуже, чем при работе с легковыми.
Само собой работа с твердыми поверхностями предъявляет повышенные требования к материалу резцов. Материал ножей на фрезах Neway — сверхтвердый карбид вольфрама, твердостью до 85 HRC, сохраняющий режущие свойства не несколько тысяч твердых седел.
Технологические возможности инструмента Neway говорят о его уникальности. Качество воплощения технологических возможностей инструмента Neway говорит о его профессионализме. Вместе с тем инструмент Neway – идеален для новичков в сфере авторемонта. Зачем покупать сразу станочное оборудование, рискуя большими средствами и не зная в реальности, насколько удачно пойдет это направление Вашего бизнеса. Купить комплект Neway и убедиться в рентабельности производства, в существовании стабильного спроса на услуги по ремонту головок блока, и, что не менее важно, отработать правильную технологию ремонта головок блока, узнать технические нюансы, приобрести опыт и навыки.
Что побуждает специалистов покупать Neway?
· Надежность, долговечность инструмента
· Высокая степень рентабельности
Мы поздравляем пользователей Neway с удачным выбором!
Для ГБЦ отечественных грузовых автомобилей (ЗИЛ, Д – 65, МАЗ, КамАЗ) и тракторов отечественного и импортного производства компания Мотортехнология имеет возможность предложить специально сформированный комплект инструмента Neway. Комплект состоит из четырех фрез, четырех расширительных пилотов, механического привода TWEZ для вращения фрезы и других обязательных принадлежностей. Окупаемость такого комплекта при программе ремонта 4 – 5 головок в неделю составляет 2 – 3 месяца.

Обработка седел – одна из важнейших и востребованных операций в ремонте головок блока двигателей грузовых автомобилей и спецтехники

Обработка клапанов и седел грузовых автомобилей инструментом NEWAY – экономически оправданный выбор, обеспечивающий стабильно высокое качество ремонта

Вид на впускное седло двигателя ЯМЗ-238 перед ремонтом. На поверхностях фасок многочисленные каверны – один из распространенных дефектов седел, появляющихся в результате схватывания при трении контактирующих поверхностей
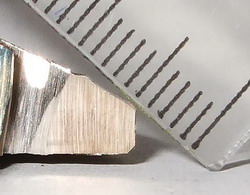
Материал в зоне контакта клапана и седла перераспределяется, нарушая необходимые для герметичности сопряжения геометрические условия. Обработка резанием фасок клапана и седла – это в первую очередь восстановление геометрии деталей в зоне контакта и обеспечение герметичности на уровне нового сопряжения

Восстановление геометрии осуществляется зарекомендовавшим себя инструментом NEWAY, где в качестве режущего инструмента применены специальные твердосплавные резцы

Все фрезы NEWAY имеют жесткую угловую установку резцов и плавное регулирование их вылета

Линейка пилотов Neway. Для ремонта седел ГБЦ грузовых автомобилей нужны расширительные пилоты серий 150 и 200, обеспечивающие повышенные требования к жесткости элемента базирования
Ремонт седел головки блока ЯМЗ-238
Головка блока цилиндров дизеля ЯМЗ-238 и комплект NEWAY в боевой готовности…
Состояние фасок седла при поступлении головки в ремонт удручает: рабочая поверхность испещрена кавернами. Такое состояние седел – распространенный случай в ремонте грузовых головок.
Устанавливаем направляющий цанговый пилот со стороны седла.
Жестко зафиксируем пилот во втулке, поджав с усилием нижний винт цанги.
На пилот устанавливается фреза № 653 с углом наклона твердосплавных резцов 60 о . Напомним порядок обработки фасок: сначала вспомогательные фаски, затем – рабочая.
После 5…6-ти оборотов проверить ширину и качество получившейся фаски.
Хорошее качество обработки – отсутствие огранки обработанной поверхности седла.
Следующий шаг – обработка верхней вспомогательной фаски. Для этого переворачиваем ту же фрезу № 653 на резцы 15 о .
Вылет резцов нужно скорректировать так, чтобы они резали только седло, не задевая головку блока.

Теперь обработаны нижняя и верхняя вспомогательная фаски.
Обработка рабочей фаски – заключительная фаза, собственно, обработки седла. Наша фреза — № 660 с углом наклона ножей 30 о

Минимальная продолжительность обработки рабочей фаски инструментом NEWAY – это снятие с поверхности седла всех неровностей…
… максимальная – достижение требуемой ширины рабочей фаски. По техническим требованиям на ремонт двигателей ЯМЗ это 2,0…2,5 мм на впускном, и 1,5…2,0 мм на выпускном седле.
Соответствие ширины полоски контакта клапана с седлом лучше всего определить по следу маркера на фаске клапана. При необходимости можно сдвинуть полоску или изменить ее ширину, обрабатывая вспомогательные фаски.



В качестве контрольной, но необязательной операции используется притирка клапана.
Полоска контакта на седле должна быть матовой и не должна прерываться.
Такие же требования и на поверхности контакта тарелки клапана. Полоска контакта не должна выходить за края рабочей фаски клапана, а ширина полоски должна соответствовать требуемой величине.
Проверка головки Ямз-238 с трещинами между клапанов без погружения в воду и нагрева. Пермский край Красновишерск .
В данном видео, мы рассказываем о том, как правильно и быстро поменять стаканы формунки ГБЦ двигателей ЯМЗ 236 .
Притираю 2 выпускных клапана, проверяю плотность прилегания и опрессовываю обратку форсунок. Пермский край .
Ремонт ГБЦ Зачем нужна опрессовка и в каких случаях её проводить Дующие дырявые головки. Опрессовка ГБЦ. Что такое .
Начал ремонт двиг. Ямз-238, устраняю пробой прокладок Гбц и расход масла большой. Замеряю выступание бурта .
Сегодня в нашем цеху по ремонту ГБЦ попала головка ЯМЗ 238. С дефектом, который нам необходимо устранить. Итак .
Теперь все несет зато на ремонт отвезли их там типа сделали сальники видно новые но промолчали что им гаплык высоту .
Правильная установка фторопластовых колец прокладки ГБЦ, на двигатель ЯМЗ 238 Урал лесовоз. Пермский край .
Читайте также: