
Монтаж элементов на печатную плату своими руками
Добавил пользователь Дмитрий К. Обновлено: 18.09.2024
Сегодня мы затронем тему, с которой постоянно сталкиваются все радиолюбители, какие детали и какой монтаж применять для своих конструкций, DIP или SMD. Хочу сразу предупредить своих продвинутых читателей, данная статья предназначена в основном для начинающих радиолюбителей, радиолюбителей с подготовкой уровня ниже среднего, а также для пожилых радиолюбителей, вышедших на пенсию и решивших вернуться к своему любимому занятию. Все Ваши критические и оскорбительные выпады в мой адрес и других читателей моего канала будут смотреться неуместными, а вот полезные и конструктивные советы будут приветствоваться.
И так давайте рассмотрим какие существуют такие разновидности монтажа плат:
1. Выводной монтаж. В местах крепления компонентов платы заранее подготавливаются небольшие отверстия для их выводов. Непосредственная фиксация всех составляющих печатной платы осуществляется с обратной ее стороны с помощью пайки.
Давайте посмотрим на примере старой платы от советского измерительного прибора
2. Поверхностный монтаж подразумевает закрепление всех компонентов непосредственно на поверхности платы. Этот способ часто называют SMD-технологией
3. Очень часто применяется смешанный монтаж, в особенности в бытовой радио аппаратуре. При изготовлении платы могут применяться технологии каждого из описанных выше методов.
А теперь мы перейдем к более подробному рассмотрению каждого вида монтажа и и поговорим о их достоинствах и недостатках.
Основные преимущества DIP монтажа для радиолюбителей:
- Большой запас выводных деталей у радиолюбителей и возможность пополнить его от разборки старой аппаратуры.
- Более понятная и читабельная маркировка радиодеталей.
- Благодаря выводам, легче проверить исправность радиодеталей перед монтажом, что в наше время очень актуально, когда китайцы постоянно подсовывают брак,
- Надежность фиксации элементов в отверстиях печатной платы
- При DIP-монтаже радиолюбители очень часто применяют панельки (кроватки), в которые вставляются микросхемы, что очень облегчает им жизнь.
Но DIP-монтаж имеет некоторые недостатки:
крупные радиодетали не подходят для создания современных миниатюрных электронных устройств;
выводные радиодетали дороже SMD деталей
печатная плата для DIP-монтажа сложней в изготовлении из-за необходимости сверления множества отверстий
Выводные контакты проходят через диэлектрическую пластину насквозь. Поэтому после пайки их излишки приходится обрезать.
Теперь поговорим о SMD-монтаже
С точки зрения технологии, у поверхностного монтажа следующие достоинства перед сквозным:
- отсутствие либо очень малая длина выводов у компонентов: нет необходимости в их обрезке после монтажа;
- меньшие габариты и масса компонентов;
- нет необходимости в сверлении отверстий в плате для каждого компонента;
- можно использовать для монтажа обе стороны платы;
- можно использовать печатные платы с металлическим основанием для рассеивания тепла от компонентов, а также электромагнитной экранизации.
Из этих достоинств также вытекают:
- высокая плотность монтажа, как за счёт меньших габаритов компонентов, так и за счёт меньшего количества отверстий в плате и меньшей площади контактных площадок;
- улучшение массо-габаритных характеристик готового изделия;
- улучшение электрических характеристик: за счёт отсутствия выводов и уменьшения длины дорожек снижаются паразитные ёмкости и индуктивности, уменьшается задержка в сигналах сверхвысокой частоты;
Недостатки поверхностного монтажа перед сквозным (DIP):
- при сборке изделия, — поверхностный монтаж требует более высокой квалификации и специальных инструментов;
- при проектировании топологии печатных плат необходимо учитывать не только электрические, но и тепловые, а иногда и механические характеристики элементов. Это связано с высокой плотностью монтажа, а также с тем фактом, что компоненты и печатная плата часто имеют непосредственный тепловой контакт, и при этом различные коэффициенты теплового расширения, что может привести к появлению перенапряжений, короблению и отрыву элементов;
- Большую проблему радиолюбителям представляет сложная маркировка SMD-компонентов, в особенности транзисторов и микросхем.
- Еще очень существенным недостатком для радиолюбителей в SMD-монтаже является то, что электронные компоненты для поверхностного монтажа (SMD компоненты) выпускаются различных размеров и в разных типах корпусов.
Для начинающих и пожилых радиолюбителей на мой взгляд больше подходит так называемый сквозным (DIP) монтаж на универсальных платах (я не против самостоятельного изготовления печатных плат, но у многих это может вызвать затруднения), которые бывают разных размеров.


Не спорю, что в сети информации на эту тему очень много и, наверное, на каждом радиолюбительском сайте есть описание ЛУТовской технологии. Но из всех этих вариантов я выбрал один, который позволяет мне делать действительно качественные печатные платы не уступающие заводским. В этом варианте нет каких-либо тонкостей способных повлиять на результат. Именно этим методом я хочу с вами поделиться.
Вообще метод изготовления печатных плат с помощью лазерного утюга не сложен. Его суть заключается в способе нанесения защитного рисунка на фольгированный текстолит.
В нашем случае защитный рисунок мы сначала с помощью принтера выводим на фотобумагу, глянцевую ее сторону. Затем в результате нагрева утюгом, размягченный тонер прижаривается к поверхности текстолита. Подробности сего действа читайте далее…
Для изготовления платы по технологии ЛУТ нам понадобится:
фольгированный текстолит (одно- или двухсторонний)
лазерный принтер
утюг
ножницы по металлу
глянцевая фотобумага (Lomond)
растворитель (ацетон, спирт, бензин и т.д.)
наждачная бумага (с мелким абразивом, нулевка вполне подойдет)
сверлилка (обычно моторчик с цанговым патроном)
зубная щетка (очень нужная вещь, не только для здоровья зубов)
хлорное железо
собственно сам рисунок платы нарисованный в Sprint-Layout
Берем в руки ножницы по металлу и вырезаем кусок текстолита по размеру нашей будущей печатной платы. Раньше я резал текстолит ножовкой по металлу, но это, оказалось, по сравнению с ножницами не так удобно, да и пыль текстолитовая очень докучала.
Полученную заготовку печатной платы хорошенько шкурим наждачной бумагой – нулевкой до появления равномерного зеркального блеска. Затем смачиваем кусочек ткани ацетоном, спиртом или каким еще растворителем, тщательно протираем и обезжириваем нашу плату.
Наша задача очистить нашу плату от окислов и “потных рук”. Само собой после этого стараемся руками нашу плату не трогать.
Подготовка рисунка печатной платы и перенос на текстолит.
Нарисованный заранее рисунок печатной платы, мы распечатываем на фотобумагу. Причем в принтере отключаем режим экономии тонера, а рисунок выводим на глянцевой стороне фотобумаги.

Теперь достаем из-под стола утюг и включаем в сеть, пускай нагревается. Свежераспечатанный лист бумаги ложим на текстолит рисунком вниз и начинаем проглаживать утюгом. С фотобумагой, в отличие от кальки, подложки от самоклейки церемониться не нужно, “елозим” утюгом до начала пожелтения бумаги.
Здесь можно не бояться передержать плату, или переборщить с давлением. После берем этот бутерброд с прижаренной бумагой и несем его в ванную. Под струей теплой воды подушечками пальцев начинаем скатывать бумагу. Далее берем в руки заготовленную зубную щетку и хорошенько проходим ею по поверхности платы. Наша задача содрать белый меловой слой с поверхности рисунка.

Просушиваем плату и под яркой лампой хорошенько проверяем.
Зачастую меловой слой сдирается с первого раза зубной щеткой, но бывает, что этого оказывается недостаточно. В этом случае можно воспользоваться изолентой. Белесые волокна налипают на изоленту оставляя нашу платку чистой.
Для приготовления травящего раствора нам понадобится хлорное железо FeCL3.
Этот чудо порошок в нашем радиомагазине стоит около 50р. Наливаем в неметаллическую посудину воды и засыпаем туда хлорного железа. Обычно на три части воды берут одну часть FeCL3. Далее погружаем в посудину нашу плату и даем ей время.
Время травления зависит от толщины фольги, температуры воды, свежести приготовленного раствора. Чем горячее раствор, тем быстрее пройдет процесс травления, но в тоже время в горячей воде есть вероятность повредить защитный рисунок. Также процесс травления ускоряется при помешивании раствора.

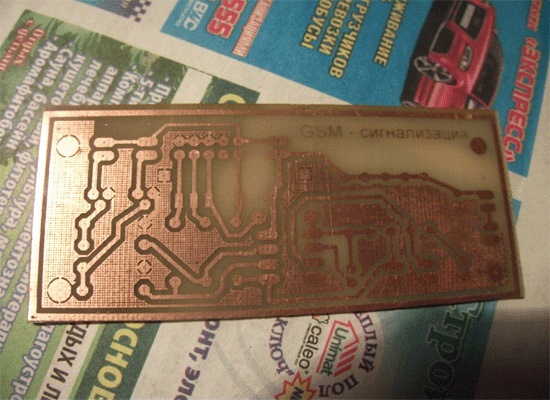
Некоторые приспосабливают для этого “бульбулятор” от аквариума или же крепят вибромоторчик от телефона. Вытравленную плату вынимаем и промываем под струей воды. Травящий раствор сливаем в баночку и прячем под ванну, главное чтоб жена не увидела.
Этот раствор нам еще потом пригодится. Вытравленную платку очищаем от защитного слоя тонера. Я для этого применяю ацетон, но вроде как спиртом или бензином тоже не плохо получается.
Вытравленная и очищенная плата нуждается в сверловке, так как не всегда есть возможность применения поверхностного монтажа. Для сверления платы у меня припасена небольшая сверлилка. Она представляет собой моторчик типа ДПМ с насаженным на вал цанговым патроном. Брал я его в радиомагазине за 500р. Но думаю можно применить для этого любой другой моторчик, например от магнитофона.

Сверлим плату острым сверлом, стараясь сохранять перпендикулярность. Перпендикулярность особенно важна при изготовлении двусторонних плат. Кернение отверстий под сверловку нам не требуется, так как отверстия в фольге образовались при травлении автоматически.
Проходимся по плате шкуркой нулевкой, снимая заусенцы после сверловки, и готовимся к лужению нашей платы.
Я стараюсь залуживать свои платы, и делаю это по нескольким причинам:
Залуженная плата более стойка к коррозии, и через год вы не увидите следов ржавчины на вашем устройстве.
Слой припоя на печатном рисунке увеличивает толщину токопроводящего слоя, так снижается сопротивление проводника.
На предварительно залуженную плату легче напаивать радиодетальки, подготовленные поверхности способствуют качественной пайке.
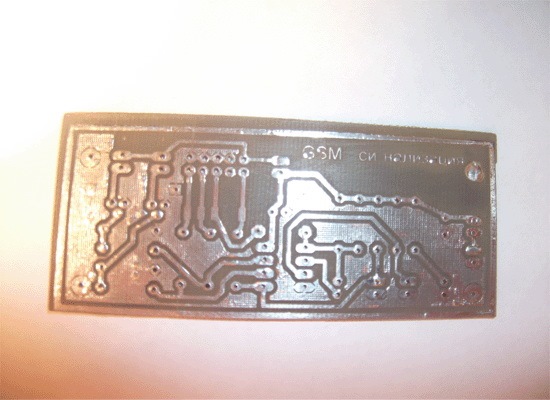
Обезжириваем плату и очищаем от окисла. Воспользуемся ацетоном, а затем буквально на секунду обмакнем в раствор хлорного железа. Порозовевшую плату обильно красим флюсом. Далее достаем паяльник помощнее и, набрав небольшое количество припоя на жало, быстрыми движениями проходимся по дорожкам нашего печатного рисунка. Остается только пройтись немного наждачной бумагой по рисунку, и получаем в результате красивую, блестящую платку.
Ну что же, вот мы и познакомились со способом изготовления печатных плат своими руками в домашних условиях.
Так что создавайте свои устройства, делайте печатные платы, а технология ЛУТ будет вам в помощь.

Монтаж печатных плат – это установка электронных компонентов на пластину из диэлектрика с нанесенными на нее токопроводящими дорожками. Полученный печатный узел обеспечивает работу электронного устройства.
Виды монтажа
Различаются два основных вида монтажа ПП:
Выводной. Под выводы каждого компонента в плате просверливаются сквозные отверстия. Фиксируются электронные составляющие печатного узла с обратной стороны печатной платы.
Поверхностный. Электронные компоненты закрепляются непосредственно на поверхности ПП. Данный вид монтажа носит название SMD-технологии.
В некоторых случаях при изготовлении печатного узла могут использоваться обе технологии монтажа печатных плат.
Электронные компоненты обычно фиксируют на плате методом пайки. Работа выполняется вручную или на автоматизированном оборудовании. Применение технологии групповой пайки с автоматической установкой элементов печатного узла ускоряет монтаж ПП.
При выводном монтаже практикуется пайка волной – печатную плату с размещенными на ней электронными компонентами тыльной стороной проводят над расплавленным припоем. Выступающие через сквозные отверстия выводы смачиваются волной жидкого металла и после его остывания надежно фиксируются.
При поверхностном монтаже электронные компоненты размещают на плате, предварительно нанеся под выводы припой в виде порошка. Затем ПП отправляют в специальную печь, где порошкообразный припой расплавляется. При застывании он надежно закрепляет элементы печатного узла.
Основные этапы
В рамках монтажа печатных плат:
выполняют подготовку подложки для пайки, поверхностей электронных компонентов;
наносят флюс и припой;
расплавляют припой для фиксации элементов будущего печатного узла;
отмывают паяные соединения;
проводят проверку и испытания полученных печатных узлов.
Независимо от технологии монтажа, на печатный узел наносится покрытие, обеспечивающее защиту от влаги и иных внешних воздействий.
С технологическими особенностями и базовыми материалами двусторонних печатных плат на производстве Резонит вы можете ознакомиться по ссылке.
Исходный материал

Исходный материал – диэлектрическое основание, ламинированное с двух сторон медной фольгой
В качестве диэлектрика могут выступать: листы, изготовленные на основе стеклотканей, пропитанных связующим на основе эпоксидных смол — стеклотекстолит FR4, листы с керамическим наполнителем, армированные стекловолокном — Rogers 4000 series, листы фторопласта (PTFE) армированные—ArlonADseries. Наиболее распространенный ряд толщин медной фольги — 18, 35 мкм.
Сверление сквозных отверстий

На специализированных станках с ЧПУ в плате сверлятся отверстия. Это первая операция, влияющая на точность (класс) печатной платы. Точность сверления отверстий зависит от применяемого оборудования и инструмента. Значения позиционных допусков осей отверстий в диаметральном выражении (по ГОСТ Р 53429-2009) в миллиметрах:
| Размер большей стороны ПП | Позиционный допуск на расположение осей отверстий для класса точности | ||||||
| | 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| До 180 включительно | 0,20 | 0,15 | 0,08 | 0,05 | 0,05 | 0,03 | 0,03 |
| Свыше 180 до 360 включительно | 0,25 | 0,20 | 0,10 | 0,08 | 0,08 | 0,05 | 0,05 |
| Свыше 360 | 0,30 | 0,25 | 0,15 | 0,10 | 0,10 | 0,08 | 0,08 |
Химическое и предварительное гальваническое осаждение меди

Этот этап необходим для придания стенкам отверстий проводимости для последующей гальванической металлизации. Рыхлый слой химически осажденной меди быстро разрушается, поэтому его усиливают тонким слоем гальванической меди.
В процессе обработки на поверхности стеклотекстолита создаётся очень тонкий проводящий слой палладия.
Прямая металлизация с применением палладия обеспечивает наибольшую адгезию покрытия к стеклотекстолиту в сравнении с альтернативными процессами.
Поверх слоя палладия осаждается 5-ти микронный слой гальванической меди. Качество металлизации каждой заготовки контролируется оператором.
Нанесение фоторезиста

Следующий этап — нанесение на заготовку фоточувствительного материала (фоторезиста). Этот этап проходит в чистой комнате с неактиничным (желтым) освещением (фоторезист светочувствителен к ультрафиолетовому спектру). Фоторезист бывает пленочным (наносится на заготовку ламинированием) и жидким (наносится валиками).
Экспонирование фоторезиста
1 вариант: Экспонирование с негативными фотошаблонами

Совмещение заготовки с негативными фотошаблонами
С заготовкой совмещается фотошаблон. Круг, часть которого изображена — контактная площадка. Изображение на фотошаблоне — негативное по отношению к будущей схеме.

Участки поверхности, прозрачные на фотошаблоне, засвечиваются, фотополимеризуются и теряют способность к растворению в установке проявления. После экспонирования фотошаблоны удаляются.
2 вариант: Прямое экспонирование фоторезиста

Прямое экспонирование фоторезиста
Экспонирование фоторезиста происходит на установках прямого лазерного экспонирования без использования фотошаблонов. Источником излучения при этом может быть UV лазер или UV светодиодная матрица.
Проявление фоторезиста

Изображение на фоторезисте проявляется: не засвеченные участки растворяются, засвеченные — остаются на плате.
Гальваническое (электрохимическое) осаждение меди

Медь осаждается на поверхность стенок отверстий и все проводники. По ГОСТ 23752-79 толщина металлизации должна быть не менее: 20 мкм для ДПП, 25 мкм для МПП.
IPC-6012B устанавливает иные значения: Class 2- не менее 20 мкм для ДПП и МПП,Class 3- не менее 25 мкм для ДПП и МПП.
В связи с тем, что процесс осаждения меди идет параллельно в отверстиях и на поверхности проводников, получить толщину металлизации в отверстиях 30 мкм и более невозможно, применяя обычные фоторезисты.
Процесс покрытия контролируется компьютером для обеспечения требуемых параметров гальванических покрытий. После покрытия толщина осаждённой меди проверяется не разрушающим методом.
Гальваническое осаждение металлорезиста

Гальваническим осаждением меди создается необходимый по толщине слой металла в отверстиях печатной платы. В качестве металлорезиста могут выступать различные металлы и соединения, имеющие меньшую скорость травления по сравнению с медью. Осаждается металлорезист на открытые от фоторезиста участки — на проводники и в отверстия.
Удаление фоторезиста

После гальванического осаждения меди и защитного слоя олова заготовки передаются на травление. Перед травлением с заготовок снимается слой фоторезиста, обнажая базовый слой меди, который необходимо удалить. Топология печатной платы и металлизированные отверстия остаются под защитой гальванически осаждённого слоя олова.
Травление меди

Травление осуществляется в горизонтальной конвейерной машине. Медь, не защищённая оловом, стравливается. Таким образом формируется топология наружных слоёв печатной платы. Слой олова после травления снимается в установке для снятия.
Удаление металлорезиста

Металлорезист удаляется с поверхности меди в специальном растворе. Это начало процесса, называемого SMOBC (SolderMaskoverBareCopper — маска поверх необработанной меди). В других процессах, например, если нанесение защитной маски не осуществляется, оловянно-свинцовая смесь оплавляется для дальнейшего использования (лужение).
Нанесение защитной паяльной маски

Для защиты поверхности платы и медных участков, не подлежащих нанесению финишного покрытия, на плату наносится защитная паяльная маска. Наиболее широко распространена жидкая двухкомпонентная фоточувствительная паяльная маска.
Сухая пленочная паяльная маска обеспечивает хорошие результаты по тентированию переходных отверстий, наносится методом ламинирования, но в настоящее время используется редко, т.к. не подходит для печатных плат выше 3 класса точности. Жидкая паяльная маска наносится методом сеткографии через сетчатый трафарет, причем существует два варианта нанесения. Через готовый трафарет, когда в сетке уже сформированы все окна вскрытия, и маска наносится только на защищаемые участки печатной платы (такой вариант имеет невысокое разрешение и применяется, как правило, на односторонних печатных платах ниже 3 класса точности), и сплошное нанесение маски с использованием метода трафаретной печати и последующим экспонированием через фотошаблон или прямым экспонированием. Перед нанесением маски поверхность меди очищается, затем развивается необходимая шероховатость для хорошей адгезии маски.
Жидкая маска продавливается ракелем через сетку на всю поверхность заготовки. Нанесенный слой подсушивается в печке до образования сухой поверхности. Для печатных плат с маской с двух сторон процесс повторяется. Подсушенные заготовки передаются на экспонирование.
Экспонирование защитной паяльной маски
1 вариант: Экспонирование с негативными фотошаблонами

С заготовкой совмещается фотошаблон. Круг, часть которого изображена — контактная площадка. Изображение на фотошаблоне — негативное по отношению к будущей схеме. Участки поверхности, прозрачные на фотошаблоне, засвечиваются, фотополимеризуются и теряют способность к растворению в растворе проявления. После экспонирования фотошаблоны удаляются.
2 вариант: Прямое экспонирование защитной паяльной маски

На установке прямого экспонирования маска засвечивается UVлазером или UVсветодиодной матрицей. Засвечиваемые участки полимеризуются и теряют способность к растворению в растворе проявления.
Проявление защитной паяльной маски

Незасвеченные участки маски смываются в линии проявления. Качество сформированных масочных слоев проверяется контролером. После контроля заготовки помещаются в печку для окончательной полимеризации.
Печать маркировочной краски
1 вариант: Печать маркировочной краски через сетчатый трафарет

Для идентификации монтируемых компонентов большинство изготавливаемых печатных плат имеют маркировку. Маркировка наносится после проявления маски.

Через сетчатый трафарет наносится маркировка контуров, позиционных номеров, типов и номиналов компонентов.

2 вариант: Струйная печать маркировочной краски

Для идентификации монтируемых компонентов большинство изготавливаемых печатных плат имеют маркировку. Маркировка наносится после проявления маски.
По аналогии с обычным струйным принтером изображение формируется капельками чернил отверждаемых ультрафиолетом.
Струйный метод является современным и эффективным способом нанесения маркировки.
Заготовки с напечатанной маркировкой передаются на контроль качества.
Нанесение финишного покрытия, вариант 1 HASL

На открытые от маски участки меди различными методами наносится финишное покрытие для обеспечения качественной пайки.
HASL (Hot Air Solder Leveling). Нанесение припоя путем окунания заготовки в расплавленный припой с последующим выравнивание горячим воздухом. Возможно применение (в разных установках) свинцового и бессвинцового (leadfree) припоя.
Нанесение финишного покрытия, вариант 2 Иммерсионное золото

На открытые от маски участки меди различными методами наносится финишное покрытие для обеспечения качественной пайки.
Нанесение иммерсионного золота по подслою никеля (процесс ENIG) осуществляется в многостадийном химическом процессе. IPC-4552 регламентирует толщину подслоя Ni 3-6 мкм, минимальную толщину Au 0,05 мкм (типовые значения 0,05-0,1 мкм).
Читайте также: