
Машинка для заточки вольфрамовых электродов своими руками
Добавил пользователь Алексей Ф. Обновлено: 19.09.2024

Цель данной статьи – дать понять на что влияет правильная заточка вольфрамового электрода.
Есть несколько основных углов заточки вольфрама – 30, 45, 60 и 90 °, а так же сферическая форма.
Общий принцип таков – чем острее заточка вольфрамового электрода, тем шире сварочная ванна, при более тупых углах – глубже провар изделия. Таким образом, всё зависит от конкретной задачи и толщины металла.
Качество заточки вольфрамового электрода напрямую влияет на стабильность сварочной дуги: при наличии на вольфрамовом электроде рисок от заточки, дуга блуждает по поверхности электрода, часто возникает поддуга от границ рисок.
Поэтому в идеале заточенная часть вольфрама должна приближаться к полированной поверхности. Конечно же, для заточки вольфрамового электрода существует специальная точильная машинка, но, как показывает практика, 95% сварщиков точат вольфрамовый электрод на наждаках или УШМ (болгарках).
Во-первых, точить вольфрам надо только в продольном направлении электрода: при наличии поперечных рисок от абразива сварка практически невозможна – дуга блуждает и прыгает за пределы сварочной ванны, при продольных рисках – дуга более стабильна.
Как показывает практика, в кустарных условиях получить неплохую заточку вольфрамового электрода можно, используя болгарку с лепестковым кругом. Тогда заточенная поверхность вольфрамового электрода приближается к полированной. Алмазный круг или точильный камень оставляют более глубокую риску из-за твердости и размеров абразивного зерна. При заточке регулируйте усилие прижима электрода к "лепестку" - чем сильнее прижим тем больше вероятность рисок от абразива.
После заточки острый конец вольфрамового электрода следует затупить до образования небольшой плоской площадки на вершине конуса.
Для переменного тока обязательно необходима сферическая форма конца вольфрамового электрода. Сделать это весьма просто - после заточки необходимо зажечь дугу на обратной полярности (максимальная отдача тепла в вольфрамовый электрод) и подождать пока на конце вольфрама не образуется небольшой шарик из расплавленного электрода. После этого надо погасить сварочную дугу и в продувке аргоном дать остыть вольфрамовому электроду. После этого дуга будет стабильной, а сварочный шов более качественным.
Перед началом процесса TIG сварки, необходимо правильно заточить вольфрамовый электрод, причем, технология заточки электродов для сварки на постоянном и переменном токе отличается.
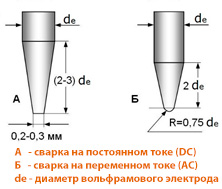
При сварке на постоянном токе вольфрамовый электрод необходимо заточить таким образом, чтобы кончик электрода был сформирован в виде срезанного конуса (притупление должно составлять 0,2 - 0,3 мм), высота конуса заточки равна 2-3 диаметра электрода. Такая заточка нужна, чтобы лучше сфокусировать дугу, снизить рассеивание тепла от дуги и повысить точность позиционирования.
При сварке алюминия кончику электрода придают закругленную форму (примерно на 0,75 диаметра электрода), а высота конуса заточки должна составлять 2 диаметра электрода. Это связано с использованием переменного тока при сварке - закругление повышает стабильность горения дуги.
Также необходимо помнить о направлении заточки электрода - риски от заточки должны располагаться вдоль электрода, поскольку при поперечной заточке дуга расфокусируется, что в значительной мере усложнит сварку.
Неплавящиеся вольфрамовые электроды нередко используются в профессиональной и любительской деятельности в области сварки. С их помощью допустимо соединение различных металлов, качество которых можно назвать отличным. Это обеспечивает такое свойство вольфрама, как тугоплавкость, позволяющее выдерживать действие высоких температур при длительной бесперебойной работе.
При изготовлении может использоваться чистый вольфрам, или добавляться различные примеси, улучшающие их качество. Область применения — автоматическая и полуавтоматическая сварка. Неплавящимися вольфрамовые электроды называют, потому что при употреблении практически не происходит уменьшение их длины.
Выпускаемые вольфрамовые электроды разделяются по цвету их наконечников в зависимости от сферы применения, что необходимо учитывать при их выборе.

На стабильность горения дуги и другие факторы оказывает влияние форма острия электрода. Однако, со временем эта поверхность стачивается и деформируется, что требует ее регулярного обновления, называемого заточкой. Затупленный электрод может стать причиной непровара.
Форма заточки зависит в частности от используемого тока — для постоянного тока требуется конусовидная заточка, а для переменного — округлая. Заточенный электрод сможет по-прежнему осуществлять свои функции.
При чем здесь волчьи сливки?
Правила заточки
На глубину шва и его ширину окажет влияние длина, на которую осуществляется заточка вольфрамового стержня. Она находится в зависимости от диаметра используемого электрода.

С увеличением длины заточки будет уменьшаться ширина шва, а при недостаточном значении длины заточки уменьшится глубина проплавления. На стабильность горения дуги окажет положительное влияние притупленная форма заточки.

Диаметр притупления находится в зависимости от величины тока и диаметра электрода. При угле заточки, превышающем 120 градусов, процесс сварки теряет устойчивость, а если он менее 20 градусов, то на кончике электрода будет образовываться нагар. При слишком остром угле заточки снижается срок службы вольфрамового электрода.

Поэтому перед началом этого процесса необходимо разобраться, как заточить вольфрамовый электрод, соблюдая все необходимые правила, чтобы обеспечить наилучшую форму шва и стабильность горения дуги. Для выбора наилучшей длины можно воспользоваться специальными таблицами. Затачивать вольфрамовый электрод следует только в продольном направлении.
Особая заточка вольфрамового электрода для сварки алюминия на переменном токе не требуется, однако рекомендуется округлять их концы.






Классификация и маркировка

Сварочный аппарат для сварки вольфрамовым электродом.
Как и все расходники, они делятся на две большие группы:
- Электроды переменного тока для сварки алюминия и его сплавов, магния, смесей с ним и других сложных сплавов. Обычно выполнены из вольфрама без добавок.
- Электроды постоянного тока производятся с добавками из тория, церия, циркония, иттрия, лантана и др. Применяются в работах с нержавеющей сталью, высоколегированными сплавами с никелем, медью, углеродистыми сплавами и другими металлами или сплавами.
Для исчерпывающей информации о технических свойствах расходника цифры обозначают долю в процентах легирующих добавок в основной материал. Например, первая в аббревиатуре цифра 30 показывает, что в наконечнике содержится 3,0% добавки. Вторая цифра указывает длину изделия в миллиметрах.

Химический состав вольфрамовых электродов.
Помимо букв и цифр в систему маркировки включена точная и понятная цветовая классификация: у каждой легирующей добавки – свой конкретный цвет вольфрамовых электродов.
Серые WC-20 содержат 2% оксида церия и являются типичными универсальными электродами для сварки любыми токами. Они дают отличную стабильную дугу. Очень популярны в соединении труб в прямых стыках. Сварка вольфрамовым электродом WC-20 производится в среде аргона высоколегированных сплавов стали и других металлов типа меди, никеля, титана.
- дуга зажигается легко и дает стабильное горение;
- длительный срок годности;
- отлично переносят сильное напряжение тока;
- безопасны для здоровья.
- дуга зажигается легко;
- длительный срок годности и службы;
- устойчивы к токовому напряжению;
- безопасны для здоровья.
Черные WL-10, золотистые WL-15, синие WL-20 с добавкой лантана по 1%, 1,5% и 2% соответственно. Работают при постоянном токе прямой полярности. Также весьма устойчивая дуга, можно производить повторный розжиг. Швы получаются чистыми и долговечными. Имеется нюанс: электрод должен быть заточен под сферическую форму конца прутка. Применяются для напыления, плазменной сварки, соединения заготовок с тонкими кромками из разных марок стали, включая высоколегированные сплавы.
- дуга зажигается легко и быстро;
- длительный срок годности и службы;
- устойчивы к токовому напряжению;
- безопасны для здоровья.
Торий – радиоактивный элемент, поэтому его доля чаще всего не превышает 2%. Пары или пыль при вольфрамовой сварке могут нанести ущерб здоровью. Тем не менее эти электроды применяются чаще, чем расходники из чистого вольфрама: уж очень хорош торий в сварке самых капризных сплавов.
- дуга зажигается легко и быстро;
- угол заточки можно менять;
- длительный срок годности и службы;
- устойчивы к токовому напряжению;
- опасны для здоровья без соблюдения техники безопасности.
Зеленые WP – расходники из чистого вольфрама. Это лучшие вольфрамовые электроды для сварки алюминия, его сплавов с медью, магнием, никелем с помощью аргонодуговой технологии. Использовать ток переменный.
- дуга зажигается плохо;
- длительный срок годности и службы;
- устойчивы к токовому напряжению;
- безопасны для здоровья.

Способ наплавки при сварке вольфрамовым электродом.
Темно-синие WY-20 с покрытием из иттрия в доле 2%, самые устойчивые наконечники для сварки сложных и ответственных конструкций.
Лучшие марки вольфрамовых электродов типов WT-20, WL-20, WC-20, WZ-8, WP, WY-20 применяются в сварке TIG — Tungsten Insert Gas или WIG, GTA, АДС – все аббревиатуры обозначают одно: дуговая сварка неплавящимся электродом в среде инертного защитного газа в трех вариантах — ручном, полуавтоматическом или автоматическом. Российские разновидности вольфрамовых электродов выпускаются чаще под иной маркировкой: ЭВЧ, ЭВЛ, ЭВИ-1, ЭВИ-2, ЭВИ-3, ЭВТ-15 по ГОСТу 23949-80.
Но все они соответствуют международным стандартам, в чем можно убедиться в многочисленных справочниках по сварочному делу. На всякий случай добавим, что вольфрамовые расходники – лучшие электроды для аргонодуговой сварки.
Способы заточки
Имеется несколько методов заточки с использованием специального оборудования:
- Специализированный станок.
- Ручная машина.
- Электроточило с мелкозернистым абразивным кругом.
Также можно использовать болгарку, наждак или химическое воздействие. Рекомендуется использовать алмазные круги, поскольку их твердость превышает это значение у вольфрама.
В идеале поверхность заточенной части должна приближаться к полированной. Это может обеспечить станок для заточки вольфрамовых электродов, в состав которого входит алмазный диск, который собственно и осуществляет заточку вольфрамовых расходняков.

Станок является стационарным приспособлением, питающимся от сети электрического тока. Имеется возможность плавной регулировки угла заточки. В комплекте со станком поставляются зажимы для электродов. Простота эксплуатации сочетается с получением качественного результата.
Хороший результат также обеспечит машинка для заточки вольфрамовых электродов, осуществляющая это процесс тоже с помощью алмазного диска. Машинка для заточки электродов позволит быстро и легко осуществить этот процесс, соблюдая выбранные параметры угла. Заточка осуществляется в закрытой камере, что позволяет избежать разлета пыли вольфрама.
Выставить требуемый угол заточки легко по имеющей шкале. Управлять процессом можно через прозрачное смотровое окошко. В комплекте имеется держатель для электрода, обеспечивающий его стабильное положение и уменьшающий риск получения травм для сварщика. Такое устройство относится к типу переносных. Заточка осуществляется вручную.
Приспособление для заточки вольфрамовых электродов можно изготовить самостоятельно. Для этого понадобятся:

Электродуговая сварка осуществляется двумя типами электродов: плавкими и неплавкими. Вольфрамовые электроды являются неплавкими, то есть не расходуются в процессе сварки, становясь частью материала шва. Они служат только для того, чтобы подвести электрический ток к месту горения электродуги. Добавки к материалу электрода — металлу вольфраму используются для оптимизации свойств для работы с теми или иными сплавами.
Сферы использования различных марок
В зависимости от материала стержня каждая марка имеет свою предпочтительную сферу использования. Чтобы отличать марки, принята международная система наименований и цветной маркировки.

- WP – зеленый. Состоят из практически чистого вольфрама (99,9%). для работы переменным током. Подходит для соеинения Al, Mg, Ni, Cu и их сплавов.
- WC 20 – серый. Для сварки постоянным током прямой полярности нержавейки и легированных сплавов, Mo, Ta, Ti.
- WL – синий. Применяются для работы прямой полярностью и переменным током. Рекомендованы для наплавочных работ, сварку тонколистовых деталей из стальных сплавов.
- WZ – белый. Для сваривания переменным током. Оптимизированы для Al, сплавов AL-Cu, Mg, Ni в различных комбинациях.;
- WT 20 – красный. Рекомендуются для работы постоянным током обратной полярности по легированным сплавам, Cu, Ni, Ti.
Применение электродов не по назначению весьма рискованно. Оно вдет к снижению прочности шва и повышенному расходу энергоресурсов и сварочных материалов.
Георгий 11 , а алмазные диски как вариант не лучше? И если да, то какие из них дольше послужат?
Критерии выбора
Вольфрамовые электроды, используемые для аргонодуговой сварки, различаются по цветам наконечника. При подборе электродов следует исходить прежде всего из материала соединяемых заготовок. Различия и характеристики разных марок сведены в таблицу.

Необходимо учитывать такие параметры, как:
- химический состав, присадки;
- диаметр стержня;
- форма заостренного конца;
- степень заточки.
Диаметр выбирается, исходя из толщины заготовок.
Никакой разницы от заточки на алмазе или просто мелкозернистом камне не заметил. Одинаково хорошо зажигается и горит. Заточеный на крупнозернистом камне вольфрам зажигается и горит точно так же хорошо, просто точить неудобно и кончик чаще обламывается при заточке.
Так что никакой разницы на чём точить, лишь бы риски от заточки вдоль электрода были.
Маркировка и характеристики
Маркировка проводится в соответствии с DIN EN 26848 и соответствующим ему ГОСТу 23949-80.
Начинается маркировка с литеры — W- это символ вольфрама в Периодической системе элементов. Следующий символ- указывает на присадки, добавленную к вольфраму. Добавки применяются, чтобы улучшить одно из свойств:
- плавкости;
- легкость розжига дуги;
- электропроводимость;
- прочностные параметры.
Следующее число выражает массовую долю этой присадки в тысячных долях. Так, число 10 будет означать 1% добавки. Второе из чисел означает длину стержня. Используются длины в 50, 100, 150, 175 мм. Дополнительно используется цветовая метка-наконечник.
Стержень из чистого вольфрама отличается слабой разжигаемостью дуги и малом сроком службы. Не выдерживает сильных токов.

Режимы сваивания меди маркой WP.
Присадки циркония несколько упрощают розжиг, позволяют увеличить срок работы. Используются при сваривании алюминия и других легких металлов переменным током с ассиметричным фазовым профилем.
Торированные. Несмотря на малую массовую долю, торий, являющийся радиоактивным элементом, представляет собой серьезную угрозу здоровью сварщика, особенно при продолжительной работе.
При работе необходимо организовать качественную вытяжку, работать в плотной одеже и респираторе. Рекомендовано применение сварочной маски с изолированным воздухоснабжением.
Использование тория позволяет продлить срок службы электрода по сравнению с чисто вольфрамовым. Увеличивается также и максимальная сила тока; легко разжигается дуга.
В качестве добавки используется диоксид иттрия. Этот редкоземельный металл дает возможность значительно повысить силу сварочного тока и не опасен для здоровья. Используется для сваривания заготовок большой толщины сильными токами.
В качестве присадки используется церий. Он не радиоактивен, и позволяет существенно улучшить основные характеристики, прежде всего, розжиг дуги и срок службы. Повышается и максимальный сварочный ток.

Режимы для соединения титановых заготовок.
WL-15 и WL-20
Использование лантана дало возможность создать универсальный электрод, пригодный для переменного и постоянного тока. Такие стержни особенно хорошо держат форму заточки острия, давая больше возможностей для работы без перерывов.

Рабочие режимы, рекомендуемые для стержней марки WL.
Кроме международного обозначения, встречаются и традиционные отечественные обозначения. К ним относятся:
- ВЛ/ЭВЛ-2 с 2 % лантана, универсального применения;
- ЭВИ-1/СВИ-1 с 1% диоксида иттрия, рекомендован для нержавейки, Ti, Cu и конструкционными углеродистыми сплавами.
Иттрированные электроды используются на постоянном токе.
Точу на алмазе на обыкновенном точиле. Теперь борозда на алмазе. В этой борозде дальше точу .
Категории
Классификация изделий подразумевает разделение их на три основных типа:
- Для переменного тока. Постоянное изменение полярности предохраняет от образования на поверхности сварочной ванны оксидной пленки. Используется для соединения легких металлов.
- Для постоянного тока. Пригодны для соединения Cu, Fe, Ni, Ta и сплавов в различных комбинациях.
- Универсальные. Могут достаточно хорошо работать как на переменном, так и на постоянном напряжении. Применяются для сварки широкого диапазона металлов и их сплавов.
Универсальные электроды используются для монтажа магистральных трубопроводов. Они не прожигают тонкие листы и дают высокое качество шва.
Вот такие бывают точилки. Фоткам лет 7 уже. В своё время потратил кучу бабок на её приобретение, думал что очень нужная вещь.
На них можно получить любой угол с одинаковой повторяемостью. Правда валяется где-то в углу уже несколько лет, а точим на ленте, так как наждака нету.
Прикрепленные изображения
Заточка
Форма острия электрода влияет на стабильность и энергетику электрической дуги. Они, в свою очередь, определяют размеры сварочной ванны, глубину и ширину получающегося шва.
Кроме параметров заготовок, при выборе формы заточки учитывают и тип электрода. Общая форма для всех электродов — это конус под острым углом уклона. Для марок P, L на кончике конуса формируют небольшой шарик. Это позволяет выдерживать большие термические нагрузки. Для стержней с добавкой тория (марки Т) формируют лишь небольшой полукруглый выступ.

Машинка, применяемая для закточки эдектродов.
Заточку осуществляют несколькими методами:
- ручная заточная машинка;
- электроточило;
- специализированный станок;
- химическим воздействием.
Во время сварки вольфрамовый стрежень не плавится, как плавкие электроды. Но некоторое выгорание его происходит. Поэтому время от времени заточку кончика нужно проверять и при необходимости затачивать его повторно.
Вот такие бывают точилки. Фоткам лет 7 уже
Очень дорогая штука. Сам засматривался, но цена сильно отпугивает. Всё казалось, что после этого девайса аппарат начнёт сам варить.Лучше маску хорошую купить или две.
Аргонодуговая сварка неплавящимся электродом (TIG)
Технология получения сварных соединений в защитной атмосфере инертных газов обладает рядом достоинств. Среди них:
- высокая прочность и долговечность шва;
- стабильность глубины проплавления;
- высокая производительность;
- пригодность для сварки тонких заготовок;
- работа с цветными металлами, черными и нержавеющими стальными сплавами.
Сваривание неплавящимся электродом, изготовленным из вольфрама с определенными добавками, называется TIG (Tungsten Inert Gas). Она применяется для сваривания титана. Этот металл в нагретом состоянии приобретает повышенную химическую активность, реагируя с кислородом, азотом и водяными парами, содержащимися в воздухе. Защитная атмосфера препятствует контакту металла сварочной ванны и околошовной зоны с воздухом и защищает его от окисления.
Неплавящийся электрод создает электрическую дугу. Для формирования материала шва используется пруток присадочного материала, который сварщики подает в рабочую зону левой рукой. Пруток плавится от тепла, создаваемого дугой, и стекает в сварочную ванну, смешиваясь с расплавленными кромками заготовок.
Температура плавления вольфрама в 3400оС позволяет сваривать любые металлы и их сплавы. В качестве защитного газа применяют углекислый газ, аргон, и гелий, а также их смеси.
Наиболее эффективную защиту осуществляет гелий. Он обходится дорого, поэтому его применяют только для самых ответственных швов и особо активных металлов.
Аргон существенно дешевле, это наиболее массовый защитный газ, применяемый по нержавеющей стали и цветным металлам, и их сплавам.
Низколегированные сплавы варят в защитной атмосфере углекислого газа, он еще дешевле и позволяет получать соединения хорошего качества.
Современное оборудование, используемое при дуговой сварке в аргоне, позволяет с высокой точностью регулировать сварочные режимы. Это помогает достигать цели — оптимальных характеристик дуги. Это позволяет получать высококачественные швы на изделиях самых разных толщин и пространственных конфигураций. Особенно важно это в таких отраслях, как:
- аэрокосмическая;
- пищевое машиностроение;
- медицина;
- производство вооружений;
- атомное и химическое машиностроение.
При сварке заготовок из алюминия на поверхности сварочной ванны постоянно образуется оксидная пленка. Это тугоплавкое соединение мешает нормальной сварке. Чтобы разрушить оксиды, ведут сварку переменным током. Постоянное изменение полярности не дает образоваться пленке.
Используют ассиметричную форму импульса: положительная полуволна разогревает металл, а отрицательная – разрушает оксидную пленку. Особенно важно подавать газ в рабочую зону за несколько секунд до поджига дуги и прекращать подачу после завершения шва с некоторой задержкой, чтобы дать шву остыть в защитной атмосфере.
Аргон, используемый для сварки, должен отвечать жестким требованиям по своим физико-химическим свойствам. Он должен иметь нормированную долю примесей и быть полностью обезвожен.
Необходимо качественно подготовить заготовки к сварке: разделать кромки шва, зачистить и обезжирить сварочную зону.
Аргонодуговая сварка проходит обычно на медных подкладных пластинах, защищающих шов от контакта с воздухом с обратной стороны и не дающих расплаву вытекать вниз
Sakhalin_Cat, на ленте и на этом аппарате что на Вашем фото разница есть? Речь идет на чем лучше точить из 2 Ваших вариантов.
Плавящимся электродом
Кроме широко применяемой технологии TIG используется и способ сварки в аргоновой среде плавящимся электродом. При этом отпадает необходимость вручную подавать в сварочную зону присадочный материал. Для этого используется специальное сварочное оборудование- полуавтоматический аппарат.
Присадочный материал в виде проволоки непрерывно подается специальным механизмом в зону сварки. Проволока с бобины проходит через подающие ролики и далее через рукав в горелку. По тому же рукаву проходит и защитный газ, и электрический кабель. Сварщик не должен следить за синхронностью движения горелки и прутка присадочного материала, а может полностью сосредоточиться на точности выполнения рисунка шва.
Такая технология не требует настолько высокой квалификации и опыта от сварщика, как технология TIG. Производительность работы полуавтоматом также значительно выше, поскольку не нужно делать перерывы для замены присадочного прутка. Проволоки на бобине хватит на самый длинный шов.
на чем лучше точить из 2 Ваших вариантов.
Для ручной сварки, без разницы на чем точить. На ленте гораздо быстрее.
А вот когда варит автомат например орбиталка, там без этого аппарата уже никуда, повторяемость стыка непойдет или количество танцев с бубном вырастает на порядок..
Сам засматривался, но цена сильно отпугивает.
В ручной сварке бесполезная приблуда, только если повыпендриваться.
Заключение
Вольфрамовые электроды используются в аргонодуговой сварке. Она позволяет быстро и прочно сваривать практически все известные металлы и их сплавы. Для улучшения свойств электродов в них добавляют различные присадки. Кончик стержня необходимо периодически затачивать для сохранения его свойств и обеспечения высокого качества шва.
Хотел выложить фото аппарата для заточки вольфрамов, но по-моему, удалил фотографии с компа… Где то на форуме есть точно, удобная штучка, правда всего 4 заданных угла заточки, но на несколько диаметров электрода. Сейчас пользую вариант гораздо проще: ленточный наждак и акумуляторная дрель. В патроне дрели зажимаете вольфрам и на быстрой скорости затачиваете на работающем наждаке любой задуманный угол. Только сноровка нужна поначалу, а потом будет легко и просто!
В патроне дрели зажимаете вольфрам
Гораздо проще крутнуть вольфрам между пальцами, при небольшой сноровке заточка занимает считанные секунды.
Гораздо проще крутнуть вольфрам между пальцами, при небольшой сноровке заточка занимает считанные секунды.
И так затачиваю, без проблем. Не удобно когда короткий электрод: быстро нагревается и обжигает пальцы. А в патроне ак.дрели — легко и пальцы не обжигаются. Привык…
Точим на маленьком наждаке, купили самое мелкое зерно, которое было в розничной продаже, специально делал риски и вдоль и поперек и по спирали — разницы не заметил.
Мои работы в инстаграм: @MOV_engineering
Обозначение мелких наждаков имеется особенно которых хватает на долго? То что в природе всякого разнообразия много ,это хорошо, а то что послужило уже долго, желательно бы обозначение иметь,чтобы спрашивать при покупке.
Обозначение мелких наждаков имеется особенно которых хватает на долго?
Мелкие ещё не значит что стойкие, вольфрам здорово грызет круг и мелкие круги быстрее изнашиваются. В маркировке не разбираюсь но фото выложу моего круга (может по фото кто скажет марку) , он крупный но износу сопротивляется здорово и вольфрам грызет дай бог. Так вот на крупном предварительная заточка и далее на алмазной чашке доводка. Риски на вольфраме только вдоль , так более концентрирована дуга получается и заметно это когда на очень короткой дуге варишь. Ещё хорошо иметь ручные тиски, для зажима и заточки вольфрама, пальцы будут целы от ожогов.
selco, Я вольфрам точу на полиуритановом саморасширяющемся барабане, сначала одеваю ленту кубитрон Р40 зернистость (3М -искуственный кристал) , потом трайзакт (TZ — специальное зерно от 3м) А100 — А16 (другое обозначение зернистости присущее только трайзакт от 3М — очень мелкое самозатачивающееся зерно — может доходить до Р2500), на фото данный девайс за керамическим спреем стоит. Ставится барабан на УШМ (придумал и сделал сам). Зерна значение имеют . Выше описанная подборка зерен делает точку вольфрама холодной (пальцам не жарко — точу голой рукой), самозатачивающиеся зерна стоят очень долго (в разы). И да — лента устраняет вибрацию почти полностью, в полнотелом круге как его не центруй вибрация на порядок выше. Барабан в момент вращения раскрывает лепестки , оные упираются в ленту (внутреннюю ее часть) и в итоге идельно центрируют сам девайс.
на полиуритановом саморасширяющемся барабане
Вы бы его сфотали крупно с разных ракурсов. Штука редкая, Думаю тут мало кто видел такие прибамбасы.
У меня надувные для полировки плоскостей используются.
Колечки готовые приобретаете или склеечная машинка есть?
Никто ни мог видеть этот прибамбас, я его сам придумал и сам сделал , под стандартные ленты 100х289 (которые идут под надувные/саморасширяющиеся барабаны 100х90Х19 — скорее всего вы именно таким и пользуетесь). Единственное что изменено это ширина барабана (30мм а не 100) , материал -полиуритан а не резина, посадка (М14 а не 19 под шпонку) на ушм ставить. Придумал я его для 3-х целей . 1) зачистка околошовной зоны под узк контроль, 2) делать фаски /плировку (под микрошлиф)на металле, 3)точить быстро и холодно вольфрам. Потом выяснилось , что очень весело этим барабаном (тот что на 30мм) обрабатывать емкости под молоко изнутри самой цистерны), сверла точить, корче функциональная цацка получилась от грубого сноса под фаску (например 20мм лист) до полировки св.швов мед.соудов (чистота Р2500). Ща манагера заставлю фоток нарубить.
Никто ни мог видеть этот прибамбас, я его сам придумал и сам сделал
Тем более тогда фото требуются по подробнее вместе с УШМ.
Кол-во блоков: 31 | Общее кол-во символов: 23448
Количество использованных доноров: 3
Информация по каждому донору:
Читайте также: