
Ленточный шлифовальный станок своими руками
Добавил пользователь Дмитрий К. Обновлено: 18.09.2024
При проведении строительных и ремонтных работ у мужчин зачастую возникает надобность обработать дерево, камень или металл. Для качественной работы желательно приобрести ленточный шлифовальный станок. Но как быть, когда финансы не позволяют сделать такую покупку? Для этого достаточно соорудить ленточный шлифовальный станок своими руками.
Содержание:
Предназначение ленточного шлифовального станка
Древесину широко используют в самых разных производственных организациях. Из дерева изготавливают множество всевозможных деталей и изделий. Чтобы деревянную заготовку обработать должным образом и придать ей внешность законченного изделия, принято использовать различное оборудование, в том числе и ленточные шлифовальные станки.
Ленточное шлифовальное оборудование, как правило, применяют на заключительных этапах производства, когда детали подвергают чистовой механической обработке. Такие устройства удобно использовать в производстве мебели и разных изделий из дерева потребительского назначения. Зависимо от используемого материала, ленточно-шлифовальные станки работают с деревом или металлом.
Главными целями использования шлифовальных станков по дереву выступают окончательное выравнивание поверхности, доведение их уровня шероховатости до необходимой величины, получение ровных и гладких поверхностей у изделий из древесины и древесного материала до облицовывания или после проведения покрытия лаком и прочими отделочными материалами, удаление местных неровностей в форме углублений и возвышений, обдирка заусениц и снятие местных наплывов лака и грунтовки, удаление грата, внутренняя шлифовка и шлифование закруглений.

Ленточные шлифовальные станки по металлу работают с различными материалами и форматами, что являются ходовыми в металлообработке: простой и легированной сталью, цветными металлами в виде четырехугольных, круглых и плоских заготовок. Шлифовальные станки позволяют рационально и с минимальными затратами времени шлифовать кругляки и трубы большого диаметра.
Зависимо от разновидности обработки и вида подачи, ленточные шлифовальные станки предназначаются:
- для шлифования криволинейной поверхности со свободной шлифовальной лентой;
- для обработки плоской поверхности с неподвижным столом, ручным передвижением утюжка и стола, а также механизированным передвижением рабочего стола и ручным передвижением утюжка;
- для обработки щитовых и брусковых деталей, их торцов и боковых кромок;
- для промежуточной процедуры шлифования лакокрасочных покрытий.
Конструкция ленточного шлифовального станка
Ленточные шлифовальные станки выпускаются современными зарубежными и отечественными производителями в широком ассортименте. Цены шлифовальных станков значительно варьируются. Также они различаются возможной производительностью и своей конструкцией. Однако есть у них и нечто общее. Их объединяет то, что абсолютно все станки имеют в качестве рабочего органа абразивную ленту, что соединена чаще всего в кольцо и размещается между вращающимися барабанами.
Один барабан является ведущим, а другой – ведомым. Это значит, что первый из них оснащен механической трансмиссией, что основывается чаще всего на ременной передаче, при помощи которой передается на него вращательный момент от электрического двигателя. Любой ленточный шлифовальный станок устроен так, что скорость движения ведущего барабана, а поэтому и скорость перемещения абразивной ленты можно изменить, обеспечивая разные режимы обработки поверхностей.
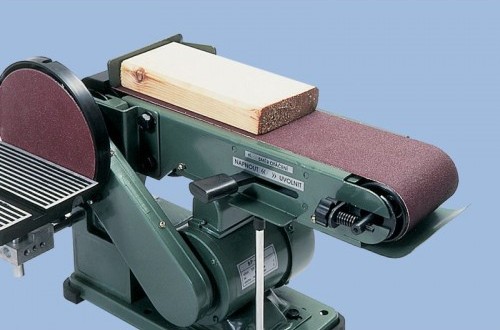
Абразивная лента может располагаться вертикально или горизонтально. Кроме того, в продаже имеются модификации оборудования, в которых рабочий орган устанавливается под определенным углом. Абразивная лента монтируется на станине, на которой обычно и располагаются обрабатываемые изделия. Заготовки могут удерживаться оператором вручную, или с помощью специальных приспособлений, которые облегчающих труд потребителей и делают процедуру обработки более эффективной и безопасной.
Стол станка изготавливают из металлических листов или толстых досок. Если в конструкции предусмотрено изготовление стола именно из металла, то получится затачивать более сложные изделия. Длина рабочей части ленточно-шлифовального станка и самой ленты для шлифовки в первую очередь зависит от длины изделий, которые будут шлифоваться на станке.
Если деталь имеет меньшую длину, чем рабочая поверхность станка, то ее будет намного удобнее обрабатывать, и обработка получится более качественной. К примеру, при длине шлифовальной ленты 4,5 метра можно обрабатывать с легкостью деревянные заготовки, что имеют длину в 200 сантиметров.

Ленточно-шлифовальные станки делятся на оборудование с неподвижным и подвижным рабочим столом и аппараты со свободной лентой. Особая группа - широколенточные станки для шлифования, у которых стол, что выполнен в форме гусеницы, одновременно является и органом подачи. У станков со столами лента размещается горизонтально, у конструкций со свободной лентой она устанавливается разными способами.
Так как в процессе шлифования неизбежно образуется много пыли, то все ленточно-шлифовальные станки обычно оборудуются специальными мощными вытяжками, удаляющими большую ее часть во время самого технологического процесса. Шлифовальные станки работают от электрического двигателя, что имеет мощность порядка 2,8 киловатта. При моторе большой мощности нормальная скорость движения ленты достигает 20 метров в секунду.
Абразивные ленты для шлифовальных станков
Режущим инструментом ленточно-шлифовальных станков является шлифовальная лента, которая состоит из тканевой или бумажной основы и абразивных зерен, что прикрепляются к ней при помощи клеевых веществ. Изготавливаются абразивные ленты двумя методами: механическим и электрическим. Первый способ состоит в равномерной насыпке зерен абразива на основание, что покрыто клеем, а второй способ происходит в электрическом поле, которое ориентирует зерна вверх самыми острыми гранями для улучшения режущих свойств шлифовальной машинки.
Абразивные зерна на основу насыпают по связке плотно или редко. Наиболее эффективной считается абразивная лента с редкой засыпкой, когда зерна занимают меньше 70% площади, потому что между их зерен не способна забиваться древесная пыль, образующаяся в процессе шлифования. Могут использоваться в качестве абразивного материала природные минералы или искусственные материалы, которые обладают высокой твердостью, например, зеленый и черный карбид кремния, белый и нормальный монокорунд, а также нормальный электрокорунд.
С целью приклеивания зерен применяют синтетические смолы и мездровый клей. В качестве основы используют такую ткань, как бязь и саржа, или бумагу специального сорта. Величина абразивных зерен обозначается номером, который соответствует размеру ячеек сита, в котором задерживаются эти зерна, и отображается в сотых долях миллиметра.

Если вас интересует, как сделать ленточный шлифовальный станок, то вам стоит обратить внимание на следующие размеры шлифовальных порошков и абразивных зерен и их классификацию: шлифовальное зерно — от 2000 до 160 мкм, шлифовальные порошки — от 125 до 40 мкм; микропорошки — от 60 до 14 мкм, очень тонкие микропорошки — от 10 до 3 мкм.
На деревообрабатывающие предприятия шлифовальная шкурка поступает в листах или рулонах. На нерабочей поверхности шкурки присутствует маркировка с указанными характеристиками шкурки и компании-изготовителя. Для ленточного шлифовального станка используют шкурки в рулонах и разрезают на ленты определенной длины и ширины. Длину режущего инструмента определяют, зависимо от методики его соединения — внахлестку или встык под углом.
Концы срезают при склеивании встык под углом 45 градусов и приклеивают после этого на полотняную подкладку шириной от 80 до 200 миллиметров. На одном конце ленты при склеивании внахлестку абразивные зерна удаляют горячей водой на протяжении от 80 до 100 миллиметров, потом накладывают на смазанную клеем обнаженную основу другой конец ленты. Сжимают соединенные концы и высушивают их при использовании специального приспособления или клеильного пресса.

Листовую шкурку используют для комбинированных ленточно-шлифовальных станков. Для шлифовальных дисков принято вырезать шкурку в виде круга по шаблону, диаметр которого больше на 60 - 80 миллиметров диаметра диска. Используя прямоугольный шаблон, заготовки вырезают для бобины. После раскроя они имеют ровные края без вырывов. Наличие непроклеенных концов или уплотнений при склеивании лент может спровоцировать преждевременный разрыв ленты.
Шкурку раскраивают для широколенточных шлифовальных станков на листы по шаблону, который изготовлен из фанеры или алюминиевого листа. Шкурку раскраивают таким способом, чтобы края получились ровными, а разность длины боковых кромок составляла не больше 1 миллиметра. Один из скошенных краев зачищают, удаляя абразив на ширине 20 миллиметров. Зачищенный край и продольные кромки оклеивают полоской кальки, что имеет ширину 40 миллиметров, которая выступает за край шкурки примерно на 10 миллиметров.
Смазывают скошенный край с калькой клеем и выдерживают на воздухе, зависимо от вязкости и вида клея. Затем скошенные края соединяют и накладывают на место стыка полоску шкурки, место соединения сжимают и держат в прессе. Готовые бесконечные ленты принято вывешивать на специальных кронштейнах и выдерживать не меньше суток в сухом помещении до установки на шлифовальный станок.
Принцип работы ленточно-шлифовального станка
Ленточный шлифовальный станок состоит из столешницы с рабочим столиком для крепления режущего инструмента. Этот столик фиксируется в разных положениях относительно столешницы. Материалом для столешницы обычно служат ламинированные ДСП толщиной 25 миллиметров. Рабочий стол на роликах перемещается вручную или в поперечном направлении посредством механического привода по круглым направляющим, которые прикрепляются к суппортам.
Над столом располагается рабочая лента, надетая на неприводной и приводной шкивы. Шлифовальная лента натягивается и регулируется с помощью винтового устройства с пневмоцилиндром. Двухленточные шлифовальные станки имеют два одинаковых шлифовальных инструмента, которые размещаются последовательно на станине и имеют шлифовальные ленты, которые движутся навстречу друг другу.
Шлифование производится при поперечном движении рабочего стола и продольного перемещения короткого утюжка, который прижимает ленту к обрабатываемому материалу. Шлифовальные ленты в движение приводятся от электрического мотора через ременную передачу. Отходы, которые образуются при шлифовании, улавливаются пылеприемником, который присоединяется к эксгаустерной сети.
Назначая режим шлифования, рекомендуется по определенной шероховатости и свойствам материала, что обрабатывается, выбирать зернистость шкурки, скорость подачи и усилие прижима ленты к изделию. Зернистость шкурки принято выбирать, зависимо от твердости обрабатываемых материалов и требуемой шероховатости поверхности. Усилие прижима и скорость подачи являются взаимозависимыми величинами. При небольшом усилии и большой скорости подачи шкурки некоторые места поверхности способны не прошлифовываться, при большом давлении и малой подаче возможны прожоги и почернение материала.
Перед установкой ленты проверяют качество ее склеивания. Не стоит применять неправильно склеенные и надорванные шлифовальные ленты с неровным краем. При помощи маховичка можно уменьшить расстояние между шкивами и надеть ленту. Место склеивания размещается так, чтобы наружный со стороны абразива конец шва направлялся против рабочего движения шлифовальной ленты.
Натяжение ленты получается регулировать, перемещая натяжной ролик для ленточно-шлифовального станка или неприводной шкив. Не желательно слишком натягивать ленту, потому что это приводит к ее разрыву. Но шлифовальная лента при слабом натяжении проскальзывает по шкивам и нагреваться очень быстро. Силу натяжения устанавливают, зависимо от прочности основы режущего инструмента и определяют по стреле её прогиба при небольшом нажиме на нее.

Насколько правильно лента набегает, можно проверить при повороте шкива вручную или кратковременного включения электродвигателя. Ось шкива при соскальзывании ленты поворачивают рукояткой на небольшой угол и фиксируют стопорным устройством. После настройки ленточно-шлифовального станка включается система отсоса пыли, производится пробная обработка деталей и проверяется их качество.
Ленточно-шлифовальный станок с ручной подачей может обслуживать один рабочий. Перемещая изделие относительно режущего инструмента в продольном направлении, и поворачивая деталь вокруг оси, оператор в контакт с лентой последовательно вводит все участки, которые образуют обрабатываемую поверхность. При замедлении скорости или неосторожном движении возможно образование прошлифовки.
Отдельные участки детали принято шлифовать за несколько проходов. Достичь качественного выравнивания можно при правильном регулировании давления, которое оказывается на рукоятку утюжка, и скорости передвижения стола и утюжка. Давление при приближении к кромкам необходимо снижать, чтобы предотвратить их сошлифовывание. Для увеличения качества и производительности шлифования небольшие бруски укладывают на стол в ряд по нескольку штук одновременно.

Ленточно-шлифовальные станки с механической подачей изделий обслуживают два оператора. Один из них на конвейер укладывает деталь, ориентирует ее по ширине рабочего стола и направляет изделие под прижимные элементы станка. Детали при захвате конвейером нельзя передвигать в боковом направлении.
Не допускается подача в станок заготовок, которые имеют неодинаковую толщину, и деталей с грубыми дефектами поверхности. Скорость подачи и давление прижимной балки, как правило, в процессе обработки не регулируют. Второй оператор занимается приемом готовых деталей и следит, чтобы не возникало недопустимого закругления кромок и прошлифовки.
Изготовление ленточного шлифовального станка
Цена ленточно-шлифовальных станков от промышленного производителя достаточно высока, поэтому при их нечастом использовании мастера невольно задумываются – покупать оборудование или нет. Альтернатива покупке дорогого станка – сборка его своими руками. Основными деталями станка является станина, катки и двигатель.
Двигатель можно снять от старой стиральной машины. Станину вырежьте из толстого железа размером 500 на 180 на 20 миллиметров. Одну сторону ровно обрежьте на фрезерном станке по металлу, она требуется для крепления площадки с мотором. Габариты рабочей площадки -приблизительно 180 на 160 на 10 миллиметров. Сделайте разметку и просверлите три отверстия в торце ровно обрезанной станины. Необходимо притянуть площадку к станине тремя болтами.
Помните, что чем большую длину имеет рабочий стол, тем вы получите больше возможностей при выборе технологического приёма для шлифования и обработки изделия. Если длина обрабатываемой детали меньше или равна длине рабочего стола, то вы сможете достичь идеальной шлифовки намного проще, чем при передвижении крупной заготовки.
Двигатель должен плотно размещаться на станине. Он должен иметь мощность примерно 2,5-3,0 кВт и число оборотов в минуту порядка 1500. Если выбрать скорость движения шлифовальной ленты приблизительно 20 м/с, то диаметр барабанов должен составлять около 200 миллиметров. Таким образом, при достаточных оборотах двигателя редуктор для шлифовального станка не требуется.
Один из двух барабанов будет играть роль ведущего, который следует жёстко закрепить на валу движка, а другой натяжной должен свободно вращаться вокруг неподвижной оси на подшипниках. Стол со стороны ведомого барабана должен иметь некий скос, который будет обеспечивать плавное касание шлифовальной ленты поверхности рабочего стола, особенно это актуально для проклеенного стыка.
Изготовить натяжной барабан и барабан, что ведет шлифовальную ленту, вы можете из ДСП. Для этого нужно напилить заготовки из плиты габаритными размерами 200 на 200 миллиметров и из них собрать пакет в 240 миллиметров. Квадратные плитки или их пакет следует сложить на оси и проточить до диаметра около 200 миллиметров.
Помните, что в центре диаметр барабана должен быть на 2-3 миллиметра больше, чем по краям. При подобной геометрии поверхности гибкая шлифовальная лента будет располагаться посередине барабана. Оптимальной шириной ленты является показатель в 200 миллиметра. Из рулона наждачного полотна, что имеет ширину в 1 метр, легко получится склеить 5 подобных лент.
Клеить режущий инструмент необходимо встык, снизу подложив тонкий плотный материал, к примеру, брезент. Клей рекомендуется использовать самый качественный, который сможете раздобыть. На катки в обязательном порядке натяните резину, ширина которой достигает 30 миллиметров. Резину можно взять от камер мопеда или велосипеда.
На самодельном ленточном шлифовальном станке, кроме шлифовки деревянных изделий, для которых он собственно и предназначается, очень удобно затачивать инструменты с режущими поверхностями – стамески, ножи, топоры, секаторы. Еще одним плюсом данной шлифовальной машины является возможность работы с деталями, которые имеют криволинейную поверхность – для этого нужно шлифовать обрабатываемое изделие обратной стороной рабочей ленты.
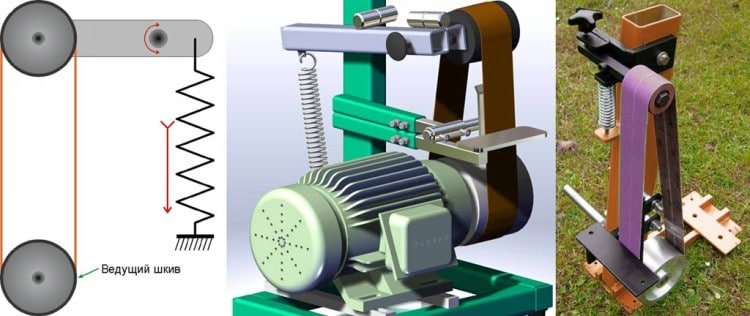
Ленточный шлифовальный станок (гриндер) своими руками задумывался для такой задачи как финишная шлифовка, полировка деталей из разных материалов. С его помощью можно обрабатывать, полировать, шлифовать поверхности из дерева, и к другим различным покрытиям. Это устройство, в основном, используются при производстве мебели, а также в кузнечных мастерских.
Такой станок будет полезен и в домашней мастерской, однако модели заводского производства, как правило, достаточно дороги для обычного любителя слесарного дела. Значительно более выгодное и реалистичное решение – это изготовление шлифовального станка своими руками. Он собирается из электродвигателя 550 Вт, 2400 об/мин, с лентой 15 м/с, что является очень неплохим результатом. В основе станка используется рама из швеллера 120 мм, также применяются стандартные колеса шириной 30 мм. Для изготовления подпружиненной штанги-держателя берется профильная труба с квадратным сечением. Пружиной натягивается шлифовальная лента.
Список используемых материалов:
• электрический двигатель 550 Вт, 2400 об/мин;
• швеллер 120 мм;
• колесо, ширина 30 мм – 2 шт.;
• подшипник;
• шлифовальная лента.
Список инструментов:
• сварочный аппарат;
• болгарка;
• гаечные ключи;
• отвертка.
Пошаговое описание работ по изготовлению гриндера (шлифовального станка)
Чертежи, схемы, прототипы, которые взятые за основу.
Растачиваем фланец на электрическому двигателю, используя токарный станок.
Простой самодельный ленточный шлифовальный станок, сделанный своими руками из подручных материалов.
Привет всем любителям самоделок!
Хочу показать Вам, как сделать самый простой гриндер без сложных токарных и сварочных работ.
Конструкция шлифовального станка очень проста и сделана из доступных материалов, на изготовление уйдёт минимум времени.
Далее подробное описание.

Материалы:
- двигатель от стиральной машины;
- регулятор оборотов для электродвигателя;
- подшипники;
- ДСП;
- резьбовая шпилька;
- монтажный стальной уголок;
- пара кусков полипропиленовых труб диаметром 20 и 32 мм;
- винты, гайки, шайбы.
В этом станке использован электродвигатель от стиральной машины. Подключаем его к сети 220 в, через регулятор оборотов.

Схема подключение регулятора к электродвигателю.

Корпус станка, изготавливаем из ДСП, и скрепляем мебельными винтами. На корпусе, нужно болтами закрепить двигатель. Упор для наждачной ленты выполняем из монтажного уголка, края которого закругляем для исключения зацепа замка ленты.

Ведущий ролик делаем из двух полипропиленовых труб диаметром 20 и 32 мм.

Большую трубу выбираем с внутренним диаметром также равным 20 мм.

Дополнительно во внутреннее отверстие двойной трубы вставляем трубочку из жести.

Ведущий ролик одеваем на шлицевой вал двигателя.


Теперь сделаем ведомый ролик.

Для ведомого ролика подбираем два подшипника и в зависимости от наружного диаметра – полипропиленовую трубу с точно таким же внутренним размером.


Подшипники распираем стальной трубкой для снятия боковой нагрузки. На внутренний конец ролика насаживаем кольцо, вырезанное из муфты того же размера, которая будет служить упором.


Собираем на шпильке получившийся узел и прикручиваем, используя шайбы и гайки, к основе.



Самодельный шлифовальный станок практически готов, теперь одеваем наждачную ленту. При вращении она может смещаться по роликам влево или вправо. Чтобы исключить смещение, прокручиваем вокруг своей оси за обе гайки ведомый ролик, пока лента не перестанет смещаться к одному или другому краю. Таким образом, мы найдем положение, когда лента окажется на своём месте.
Ленточный шлифовальный станок, готов к работе!

Чтобы сделать гриндер самостоятельно, нужно будет заказать максимум 4-5 точеных деталей, а нередко бывает возможно обойтись вообще без токарки со стороны. Напр., как сделать простейший гриндер буквально из хлама, см. видео ниже:
Видео: ленточный гриндер своими руками из хлама
Или еще вариант, как сделать гриндер попрочнее и повыносливее из металлолома:
Видео: гриндер из металлолома
Диск или лента? И привод
Разновидностей шлифовальных станков в промышленности применяется едва ли не больше, чем токарных. Известный всем умельцам наждак – мотор с парой шлифовальных кругов (или одним кругом) – это тоже гриндер. Для себя в домашних условиях имеет смысл делать или дисковый торцевой (тарелочный), или ленточный гриндер. В первом абразив нанесен на вращающийся жесткий диск; во втором – на эластичную ленту, обегающую систему шкивов и роликов. Дисковый более подойдет для шлифовки простых деревянных деталей и грубой или средней чистоты – металлических. На ленточном гриндере возможно производить также точную и чистую доводку профилированных деталей сложной формы, в т.ч. крупногабаритных, см. далее.
Дисковый гриндер очень просто получается из того самого наждака или подходящего по мощности мотора, см. ниже. Нужно заказать переходник с вала электродвигателя под хвостовик тарельчатого шлифовального круга на металлической основе. Или под зажимной патрон, тогда на том же моторе можно будет соорудить мини токарный станок, см. рис.:

Самодельный дисковый гриндер
Видео: самодельный торцевой гриндер
Разница между дисковым и ленточным гриндером не только в возможностях использования. Если взять обычные домашние поделки, то для дискового гриндера хватит мощности привода в 250-300 Вт на валу. Для мелких деревянных деталей – и 150-170 Вт. Это мотор от старой стиральной машины, прямая (обычная) дрель или шуруповерт. А вот для ленточного гриндера понадобится движок от 450-500 Вт: трехфазный с батареями пусковых и рабочих конденсаторов. Если предполагается обрабатывать крупногабарит, то мощность мотора – от 1-1,2 кВт. Причем батареи конденсаторов для того и другого обойдутся ненамного дешевле самого движка.
Примечание: привод мощностью 100-200 Вт задействует ленточный мини-гриндер (см. далее) для точной правки ножей, шлифовки/полировки ювелирных изделий и т.п.
Дрель или шуруповерт как привод гриндера удобны и тем, что позволяют оперативно менять скорость движения абразива (см. далее) штатным регулятором частоты вращения. Нужно только, во-первых, сделать для дрели держатель, жестко фиксирующий инструмент. Во-вторых, упругую переходную муфту с дрели на хвостовик диска, т.к. добиться их точной центровки без специального оборудования сложно, а биение сведет на нет точность обработки и может повредить инструмент-привод.
Чертежи держателя дрели для использования ее как привода домашнего металлорежущего станка даны слева на рис.:

Чертежи держателя дрели для привода гриндера (шлифовального станка)
Поскольку ударные и нерегулярные знакопеременные нагрузки на привод в гриндере на порядок ниже, чем, скажем, в токарном станке, держатель дрели для него возможно сделать из твердого дерева, фанеры, ДСП, МДФ, справа на рис. Диаметр крепежного (большого) отверстия – по шейке дрели. Дрель весьма желательно использовать без ударного механизма и со стальной обечайкой на шейке (под установку передней рукоятки).
Муфта
Лента все же лучше
Ленточный гриндер позволяет делать все то же, что и дисковый, и многое другое. Поэтому далее мы сосредоточимся на том, как своими руками сделать именно ленточный шлифовальный станок. Любители, ориентируясь на промышленные образцы, делают гриндеры порой весьма замысловатые, см. рис.:

Самодельные ленточные шлифовальные станки
И это оправдано: конструкция и кинематика ленточного гриндера весьма пластичны, что позволяет с успехом использовать подручные материалы и старый металлохлам. Нужно только соблюдать 3 принципа:
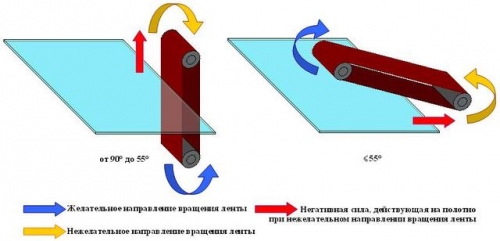
- Не делайте так, как на втором слева фото рис.: лента абразивной стороной должна касаться только обрабатываемой детали. Иначе абразив съест и обводные ролики, и себя. Точность и чистота обработки на протяжении одной рабочей операции окажутся непредсказуемыми;
- Конструкция станка должна обеспечивать равномерное натяжение ленты независимо от характера производимой операции;
- Скорость движения ленты должна соответствовать характеру производимой операции.
Кинематика и конструкция
Кинематические схемы гриндеров указанного назначения даны на рис.:

Основные кинематические схемы ленточных шлифоавльных станков (гриндеров)
Поз. А – самая сложная и совершенная, с тремя коромыслами. Если длина коромысла натяжного ролика прим. в 2 раза меньше, чем рабочего, то, регулируя натяжение пружин, можно добиться равномерного натяжения ленты при ходе рабочего коромысла на 20-30 градусов вверх и вниз. Наклоном обводного коромысла, во-первых, станок перенастраивается под ленты разной длины. Во-вторых, таким же образом можно оперативно менять натяжение ленты для разных операций. Рабочей ветвью ленты может быть любая, кроме сбегающей с ведущего шкива до натяжного ролика, т.е. гриндер с 3-мя коромыслами одновременно и горизонтальный, и вертикальный.
Схема с соосно качающимся коромыслом (поз. 2) проще, дешевле и по точности обработки не уступает предыдущей, если длина коромысла между осями – не менее 3-х поперечников обрабатываемой детали. Чтобы на сбить профиль шлифовкой, ход коромысла ограничивают упорами в пределах 10 градусов вверх-вниз. Прижим ленты к детали чаще всего гравитационный, под весом коромысла с обводным шкивом. Натяжение ленты возможно в некоторых пределах оперативно менять, подтянув коромысло вверх слабой регулируемой пружиной, отчасти компенсирующей его тяжесть. Гриндер данной схемы может работать как шлифовальный для мелких деталей с придвижного столика. В таком случае коромысло жестко фиксируется горизонтально, а рабочей поверхностью ленты будет обегающая обводной шкив. По схеме с соосным коромыслом сделан, напр., достаточно популярный гриндер BTS50. Недостатки схемы, во-первых, технологически сложный соосный с ведущим валом шарнир коромысла. Во-вторых, необходимость в эластичной ленте: если сделать обводной шкив скользящим подпружиненным, точность обработки падает. Этот недостаток при обработке мелких деталей полностью устраняется дополнительным натяжным роликом, см. далее.
Схема с одним несоосным коромыслом в промышленности используется довольно редко, т.к. в принципе не позволяет добиться равномерного натяжения ленты. Однако дает точность, вполне достаточную в домашних условиях и позволяет построить очень неплохой простой гриндер.
Что на что годится
3 коромысла
Грамотные любители свои гриндеры строят как раз по схеме с 3-мя коромыслами, слева на рис. ниже. Лопасти пропеллеров шлифуют далеко не все, но в этом случае действует другое достоинство данной схемы: если гриндер используется как вертикальный, то рабочая ветвь ленты – упругая. Это позволяет умелому мастеру, допустим, наводить режущие кромки и лезвия буквально с микронной точностью.

Самодельные и промышленного изготовления ленточные гриндеры
В промышленных гриндерах для домашнего пользования схема с 3-мя коромыслами применяется также широко (в центре) по тем же причинам. Повторение их самостоятельно в большинстве случаев вполне возможно. Напр., чертежи популярного за рубежом гриндера KMG можно скачать по ссылке.
Размеры, правда, дюймовые – машинка американская. Для привода в любом случае возможно использовать угловую дрель-болгарку (справа на рис., вполне подходит по мощности) с самодельным шкивом и роликами, см. далее.
Примечание: если будете делать стационарный привод, постарайтесь раздобыть асинхронный мотор на 2-3 скорости от негодной стиралки с горизонтальным баком. Его преимущество – небольшие обороты. Это дает возможность сделать ведущий шкив большого диаметра и тем самым исключить проскальзывание ленты. Проскок ленты в работе – почти наверняка испорченная деталь. Большинство стиралок с 2-3 скоростными асинхронными моторами на 220 В – испанские. Мощности на валу – 600-1000 Вт. Если набредете на такую, не забудьте и о штатной фазосдвигающей конденсаторной батарее.
Соосное коромысло
В чистом виде гриндеры с соосным коромыслом любители не делают. Соосный шарнир штука сложная, эластичную ленту самому не сделать, а покупная стоит дорого. Гриндеры с соосным коромыслом дома используют чаще всего в варианте для мелких точных работ со столика, т.е. с жестко закрепленным горизонтальным коромыслом. Но тогда и надобность в коромысле как таковом отпадает.
Примером может служить мини гриндер, чертежи которого даны на рис.:

Чертежи мини-гриндера для мелких точных работ
Его особенности, во-первых, накладная постель для ленты (поз. 7), что значительно расширяет возможности использования. Напр., железка рубанка правится на этом гриндере с угловым упором буквально сама по себе. В данном случае гриндер работает, если можно так выразиться, как самодвижущийся оселок (наждачный брусок). Убрав постель, получим гриндер с упругой лентой для точной шлифовки/полировки округлых мелких деталей. Во-вторых, натяжной вал (поз. 12). Зажав его с пазу гайками, получим относительно фиксированное натяжение ленты для работы с постелью. А отпустив гайки, переводим гриндер в режим гравитационного натяжения ленты для тонких работ. Привод – не обязательно через шкив (поз. 11). Можно закрутить прямо за хвостовик ведущего вала (поз. 16) от дрели через переходную муфту, см. выше.
Специализированный инструментальный гриндер (напр., для наведения и правки токарных резцов) вообще теряет всякое подобие исходной схеме. Мотор для него берут высокооборотный (мощности 200-300 Вт хватит). Ведущий шкив, соответственно, малого диаметра. Обводной шкив, наоборот, делают побольше и потяжелее, для инерции. Все это вместе позволяет уменьшить биения ленты. Натяжной ролик с той же целью, плюс для большей равномерности натяжения ленты, отводят подальше и подпружинивают длинной не очень сильной пружиной. Как сделать гриндер для обработки резцов, см. в ролике ниже.
Видео: гриндер для изготовления резцов
Одно коромысло
В любительской практике гриндеры с несоосным коромыслом хороши тем, что для них вообще не нужны точные детали. Напр., шарниры можно делать из карточных петель. В то же время точность обработки остается достаточной для обычных любительских запросов.
Исходную схему в данном случае тоже модифицируют: коромысло поворачивают на 90 градусов, относят вверх и подпружинивают, слева на рис. Получается простой вертикальный гриндер. И, что немаловажно – без проблем работающий с самодельной нерастяжимой лентой. Обеспечивать натяжение ленты может пружина как растяжения (в центре), так и сжатия. Сила ее не суть как важна, лишь бы лента в процессе работы не прогибалась чрезмерно. Никаких регулировок на время пользования не требуется.

Как устроен простой вертикальный гриндер
Расходники и детали
Единственный расходный материал для ленточного гриндера – лента (не считая смазки для подшипников и шарниров. Ленту можно заказать нужной длины (см. в конце), но можно сделать и самостоятельно из наждачной шкурки на текстильной основе. Весьма желательно – гибкой, непропитанной. В целом процедура изготовления ленты для гриндера своими руками такова:
- Отрезаем заготовку – полосу нужной длины и ширины.
- Готовим оправку (не обязательно круглую) длины по образующей немного меньше длины ленты.
- Обводим оправку заготовкой изнанкой наружу.
- Подводим концы заготовки точно встык и надежно закрепляем.
- Кладем на стык обломок клеящего стерженька для термоклеевого пистолета.
- Греем строительным феном, пока клей не расплавится.
- Накладываем на стык латку из тонкой ткани.
- Прижимаем чем-то жестким через тефлоновую пленку, пока клей не застынет.
Тут есть три существенных момента. Первый – вместо ткани на латку использовать шероховатую пленку из ПЭТ толщиной 25-50 мкм (продается). Она очень прочна, а попробуйте-ка провести пальцем по бутылке из ПЭТ. Не очень-то скользко? Шероховатую ПЭТ-пленку под натяжением не протянешь и по полированному металлу. И вместо латки лучше заклеить изнанку ленты сплошной полосой пленки ПЭТ с нахлестом на 2-3 см. Биение ленты будет не больше 0,05-0,1 мм. Это меньше, чем от тончайшего миткаля и даже меньше, чем погрешность толщины шкурки-заготовки.
Второй – готовую ленту заправьте в станок и шлифаните ею без сильного нажима что-то непотребное. Рубчик на шве слижется, и лента станет не хуже фирменной.
Но самое главное – по эластичности лучший клей для склеивания ленты гриндера не дорогой и сложный в использовании термо- или монтажный, а обычный ПВА. Если же лента оклеена подкладкой по всей длине изнанки, то и ее прочности на ПВА хватит с избытком. Как слеить ленту для гриндера ПВА, см. ролик
Видео: склеивание ленты для гриндера клеем ПВА
Образующая (боковая поверхность в разрезе) ведущего шкива гриндера должна быть прямолинейной. Если использовать шкив-бочку, то лента изогнется корытом по всей длине. Не допускают ее сползания ролики, см. далее, а вот образующая шкива должна быть прямой.
Шкив для гриндера, не предназначенного для особо точных работ, во-первых, не обязательно должен быть точеным. В схеме с 3-мя коромыслами биение ленты от его расцентровки погаснет на роликах, прежде чем дойдет до рабочей ветви. В простом вертикальном гриндере биение ленты в достаточной степени погасит натяжная пружина. Поэтому шкив для гриндера вполне возможно сделать без станка, см. видео:
Видео: ведущее колесо на гриндер без токарного станка
Второе – шкив, ролики и вообще все детали домашнего гриндера вполне допустимо делать из фанеры. На производстве это, безусловно, не вариант, даже если фанерный гриндер предложат даром с доплатой: шлифовщику зарплата нужна, а деревянный гриндер в цеху полностью износится, прежде чем окупит ее и себя. Но вы-то дома не будете гонять гриндер день изо дня в 3 смены. А по фанерному шкиву никакая лента не проскальзывает. В т.ч. самодельная. Так что можете смело делать шкив гриндера из фанеры:
Видео: шкив для гриндера из фанеры
Гораздо важнее правильно рассчитать диаметр шкива по оборотам мотора и требуемой скорости движения ленты. Слишком медленно бегущая лента будет рвать обрабатываемый материал; слишком быстрая – сама сотрется, толком ничего не обработав. В каком случае какая скорость ленты нужна это особый разговор, и очень непростой. В общем, чем мельче абразив и тверже обрабатываемый материал, тем быстрее должна двигаться лента. Как зависит скорость ленты от диаметра шкива и оборотов мотора, см. рис.:

Таблица расчета скорости движения ленты гриндера по диаметру шкива и оборотам мотора
К счастью, для большинства пар абразив-материал допустимые пределы скорости движения ленты довольно широки, поэтому шкив для гриндера можно подобрать проще:
Видео: какое колесо нужно для ленточного гриндера
Ролики
Ролики с ребордами (бортиками, закраинами) ленту не удержат. Дело тут не только и не столько с перекосе осей роликов: лента гриндера, в отличие от приводного ремня, должна выдерживать, не сползая, нагрузки от обрабатываемых деталей. Если сделать ролики с ребордами, то, чуть прикоснулся чем-то к ленте, она наползет на реборду. В гриндере нужно применять ролики-бочонки Тип 3 (выделено красным слева на рис.).

Какими должны быть ролики для гриндера
Видео: ролик-бочка для гриндера
И еще вариант

Оборудование
А еще шлифовальный станок называют гриндером, которая переводится с английского grinder как дробилка.
Дробилки бывают для камней, дробилки для мяса – у нас мясорубки, бывают садовые дробилки, выпускающие щепу. Но если слово употребляется самостоятельно – просто гриндер, имеется в виду только одно: шлифовальный станок в сфере обработки металлов.
Сферы использования
Тем более, что смастерить его своими руками вполне реально. Для этого вовсе необязательно иметь специальное оборудование и солидный профессиональный опыт.
Повозиться, конечно, придется, но зато вы сделает именно то, что вам нужно и, что весьма немаловажно, сэкономите серьёзную сумму денег вплоть до нескольких тысяч американских долларов.
Делаем с диском или с лентой?

Чертеж гриндера.
По широте продуктовой линейки с шлифовальными станками могут поспорить разве что токарные станки. Гриндеров на рынке предлагается огромное количество – всех мастей и размеров.
Самый известный и примитивный в виде знаменитого наждака – пары кругов из шлифовального камня с прикрученным мотором. Продаются эти станки с самыми разнообразными схемами и принципами действия.
Но если вы планируете сделать самодельный шлифовальный станок самостоятельно, лучше остановиться и выбрать между двумя вариантами: дисковым или ленточным.
- Дисковый гриндер шлифовальный слой из абразива наносится на диск, который во время включения вращается.
- Ленточный станок, в котором абразив нанесен на ленту, намотанную на ролики.
Если же у вас впереди серьёзные шлифовальные работы по точной финишной доводке со сложными деталями, выбирайте ленту.
Нужно брать во внимание разницу между иском и лентой не только по их функциональных особенностях. Еще один важный фактор – мощность привода. Шлифуете деревянные зеготовки небольшого размера – вам хватит мощности в пределах 160 — 170 Вт.
Такую спокойно выдаст элементарный мотор от стиральной машины или даже от старой дрели.
Для ленточного гриндера старые бытовые моторы не подойдут никоим образом. Там понадобится движок с мощностью не менее 400 – 500 Вт, и не простой, а трехфазный с пусковыми и рабочими конденсаторами.
Для шлифовки массивных и габаритных деталей мощность будет нужна повыше: до 1200 Вт. Сразу заметим, что покупка конденсаторов к станку обойдется вам ненамного дешевле самого мотора.
Выбираем ленту
Станок с лентой универсальнее с точки зрения функциональности: он делает все, что дисковые модели, плюс еще много чего. Сразу заметим, что вариантов самодеятельных моделей ленточных шлифовальных станков великое множество.
Дело в том, что природа данного станка очень пластичная, позволяющая использовать самые разные подручные материалы, вплоть до находок на свалках металлолома.
Главное – знать и придерживаться трех правил:
- Абразивная сторона ленты должны быть настроена очень четко, чтобы ее касалась только заготовка, которая шлифуется.
- Лента должны быть равномерное натянута в любой момент времени и вне зависимости от вида работ.
- Скорость движения станка должна быть разной и должна зависеть только от одного: вида детали и характера шлифовки.
Конструирование самодельного ленточного шлифовального станка

Устройство шлифовального станка.
- Мотор или двигатель с приводом, работающий на электричестве.
Привод лучше устанавливать рядом с ведущим роликом главного диаметра. - Основание или станина.
Часто фиксируется прямо на полу, иногда эта штука ездит на колесиках – это как вам удобнее и нужнее. - Два натяжных катка – ведущий и ведомый.
Делать из металла или очень прочной древесины с тонким слоем прокладочной резины для предупреждения проскакивания ленты на роли или барабан. - Пружина и рычаг для системы натяжки ленты.
Пружина прижимная, а рычаг крепится к основанию и ведомому катку. - Основание для размещения мотора с приводом.
- Для ленты с абразивом нужно использовать бумагу или ткань.
Ее ширина может быть самой разной – в диапазоне от 5-ти до 30-ти см. Уровень зернистости – от 80-ти. - Металлические трубы толщиной от 2-х мм и больше.
- Металлические уголки в соответствии с размерами станка.
- Специальная магнитная подставка для металлических деталей.
- Направляющие типа рельсовых.

Схема устройства шлифовального станка.
- Делаем каркас основания или станины.
— режем уголки по размерам станины;
— свариваем каркас и уголки;
— фиксируем внизу рамы плиту из ДСП для снижения вибрации при работе. - Мастерим рабочую поверхность.
— вырезаем по размеру стальной лист и привариваем его прямо к основанию;
— привариваем рельсовые направляющие к верхней части каркаса;
— делаем каретку из уголков с колесиками для передвижения по направляющим станины;
— с обеих сторон рабочей поверхности монтируем и фиксируем опоры из подшипников;
— фиксируем винт с ручкой на каретке; - Фиксируем электрический двигатель систему подъема рабочей зоны.
- Закрепляем опоры передач.
- Устанавливаем ленту с абразивным покрытием.
— отрезаем ленту с запасом в несколько сантиметров под углом в 45°;
— склеиваем ее внахлест с промазкой клеем стороны со смытым водой абразивом;
— сушим место склеивания феном; - Готовимся к тестовому пуску станка.
— обрабатываем все детали станка машинным маслом;
— подводим электрическое питание;
— делаем пробным запуск.
Техника безопасности при работе на шлифовальном гриндере
Как и любая другая работа на любых других станках, шлифовка на самодельном ленточно шлифовальном станке подпадает под довольно жесткие правила безопасности, которых нужно строго придерживаться.
Принцип работы гриндера.
Эти правила следующие:
- Категорически запрещено трогать руками все, что движется во время работы станка и рабочей поверхности.
- Пользоваться защитными очками во время работы для защиты от раскалённых абразивных частиц.
- Тщательно проверять, крепки ли соединения и крепления всех движущихся частей гриндера.
- Следить за состоянием оплетки электрических проводов.
- Защитных кожух обязателен, даже несмотря на то, что он немного сужает угол обзора.
Читайте также: