
Лаконаливной станок своими руками
Добавил пользователь Евгений Кузнецов Обновлено: 05.08.2024

Шлакоблок в основном создается на основе угольного шлака, его можно найти возле котельных которые топятся углем, а шлак попросту выбрасывается неподалеку. Следующий составляющий элемент-это цемент и песок. Вот по сути из отходов можно делать строительные блоки. Но для этого понадобится нехитрый станок, а как его сделать смотрите далее.
Материалы
- листовой металл 3 мм
- труба металлическая
- проф труба (квадрат)
- наждак
- провод
- колесики 2 шт
- выключатель
- болгарка
- сварочный аппарат
- дрель
- наждак
- уголок
- штангенциркуль
- кисть
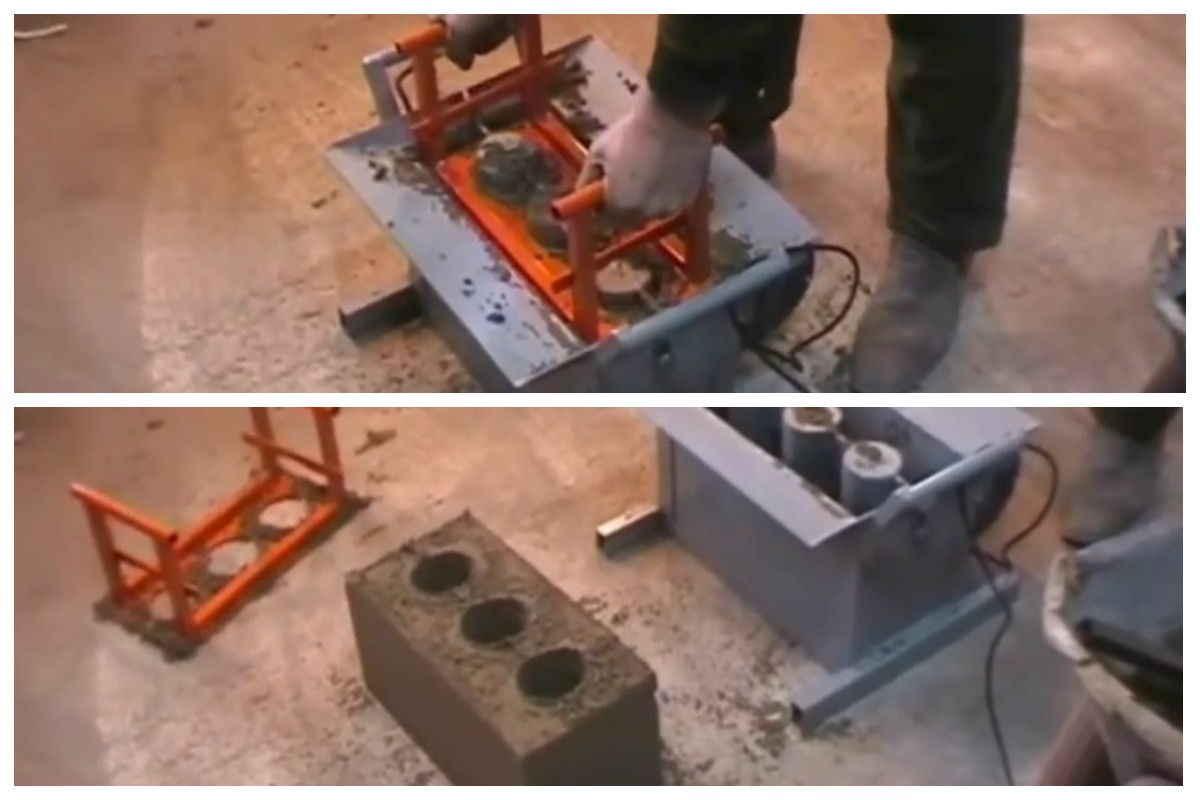
Процесс создания станка для изготовления шлакоблока.
Чертежи.
И так первым делом автор нарезает заготовки из листа металла толщиной 3 мм. Затем из полученных листов автор сваривает квадратный короб. Далее делает верхний фартук. Вот что получается в итоге. Сбоку наваривается проушина, далее она будет надета на станину. Из металлической трубы делаются пуансоны, для создания полостей в блоке. В трубах делаются пропилы сверху для крепления и снизу для создания конусной формы. Затем форма ставится на станину. Изготавливается стопорный механизм. Для опрессовки смеси сделана крышка. И вот станок с механизмом подъема готов. Можно приступать к работе. Так же вашему вниманию представлено обучающее видео по сборке станка для изготовления шлакоблоков.


При помощи приспособления улитки для холодной ковки, можно своими руками изготавливать фигурные и красивые металлические детали. Самодельный станок улитка собирается довольно просто, потому изготовить его сможет любой домашний мастер, даже при малых навыках в этой работе.
В статье мы рассмотрим преимущества холодной ковки, а также расскажем, как самостоятельно изготовить инструмент для работы – шаблон, чертежи, фотографии и видео смогут помочь вам в работе, и в результате вы сможете собрать простое и полезное приспособление для работы с металлом.
Если выполнять подобную работу только за счет физической силы кузнеца, то работник довольно быстро устанет. Его производительность снизится до нуля. А при наличии вспомогательного механического помощника, можно производить сотни заготовок за смену.
Нужно учитывать, что гибка заготовок – это промежуточный этап в изготовлении сложных конструкций. Их еще нужно установить в нужном месте и приварить. Только тогда будет получен промежуточный результат. Потом потребуется окраска и монтаж изделия по месту заказа. На все операции потребуется не только время, н и физическая сила мастера.
Конструктивно приспособление может быть:
- Неразборным, тогда на нем будет производиться изгибание деталей только на определенные длины. Получаемая спираль имеет определенные ограничения в использовании.
- Сборным (присутствуют дополнительные фрагменты для увеличения продолжительности гиба), и на приспособлении можно производить догибание длинных деталей. Будут получены крупноразмерные детали.
Для работы с деталями из профильной трубы небольших номеров некоторые изготавливают приспособления с ручным исполнением. В них предусматривают использование рычагов, помогающих продвигать заготовку вокруг оправки. Готовые детали снимают с торца, слегка ослабив натяжение.
Чаще всего в подобных случаях использую квадратный прокат □8…12. Некоторые мастера вручную гнут профильные трубы 15·15 мм со стенкой 1,5 мм. Для более крупных изделий необходим механический привод.
Особенности и преимущества холодной ковки
Холодная ковка – это наиболее популярный вид работ, за счет того, что при помощи ее можно изготавливать оригинальные детали всевозможных размеров и форм. С помощью станка для холодной ковки, вы сможете изготовить:
- декоративный фонарь;
- заграждение для клумбы;
- перила;
- оригинальный забор;
- ручки для скамейки и так далее.
Как выглядят эти элементы, изготовленные с помощью этого процесса, можно увидеть на многочисленных фото.
Преимущество холодной ковки заключается еще и в том, что собрать станок, при помощи которого можно делать эти детали, очень просто своими руками. Это значительно сэкономит на приобретении дорогого оборудования.
Процесс выполнения холодной ковки состоит из трех этапов:
- изгибание;
- прессовка;
- сварка отдельных элементов.
Оборудование, которое требуется для этой работы, довольно компактное и простое, и не занимает много места в гараже или мастерской.
Видео: станок для художественной ковки своими руками просто
Процесс холодной ковки

С работ по холодной ковке обычно новички начинают обучаться обработке металла, так как этот процесс довольно безопасный и простой, поскольку в данном случае вам не нужно будет сталкиваться с высокими температурами, как при остальных видах ковки.
Но, с помощью качественного станка и чертежа будущего изделия, можно с легкостью научиться делать изделия волнообразной, витой и другой оригинальной формы. Процедура обработки деталей с помощью холодной ковки проходит в несколько этапов. Для начала создают чертеж или шаблон будущего изделия.
Необходимо просчитать размеры детали, чтобы, купить необходимое количество сырья, а также, чтобы правильно отрегулировать станок. Различные станки могут давать разные возможности для изготовления узоров – это будет зависеть от сложности изготовления приспособлений. К примеру, простейшие станки, собранные своими руками, могут только изгибать детали, при этом используя более сложные конструкции можно создавать узоры и другие изделия.
Затем, когда чертеж или шаблон подготовлен, необходимо запастись нужным количеством сырья в соответствии с вашими подсчетами. Для холодной ковки вам будут необходимы металлические прутья, их можно приобрести в магазине. Прутья обязаны быть не очень толстыми, в противном случае их будет тяжело согнуть. Дальнейший этап – изготовление деталей.
В самом конце происходит крепление изготовленных деталей на каркас. Это делается с помощью сварки. Особенно внимательными при сварке надо быть с тонкостенными трубками, так как их довольно легко прожечь, и в этом случае конструкция будет неисправна и вам нужно все проделывать заново.
Пошаговое изготовление малогабаритного ручного станка для изготовления завитков
Небольшой станок предназначен для изготовления завитков из полосового проката шириной 20…30 мм. Его несложно сделать самому.
Центр
Сначала изготавливается центр. Для этого отпиливается небольшой фрагмент из кругляка. Заготовку фиксируют в тисках, размечают линию реза. С помощью отрезного диска и углошлифовальной машинки (УШМ) отпиливается заготовка.

Она имеет диаметр 38 мм. Боковая поверхность дополнительно не обрабатывается.

Длина центра составляет 28 мм. Можно и немного больше, но для изгибания полосы шириной 30 мм этого достаточно.

На сверлильном станке сверлится отверстие Ø 8 мм. Его располагают эксцентрично. Такое положение обусловлено тем, что нужно изготовить фиксатор для конца заготовки.

Прорисовывается профиль, который следует удалить с помощью отрезного и зачистного дисков, устанавливаемых на болгарке. Заготовку крепят в тисках и удаляют излишки металла.

Лепестковыми дисками поверхность защищается так, чтобы осуществлялся плавный переход между разными поверхностями фиксатора.

Чтобы в дальнейшем проще фиксировать конец заготовки, нужно просверлить отверстие. Его располагают на радиальной поверхности центра. Сверлится отверстие под резьбу М10.

С помощью набора метчиков нарезается внутренняя резьба. Здесь будет использоваться винт без головки. После фиксации заготовки он спрячется внутри металла центра.

К опорной пластине толщиной 4 мм приваривается центр. На этом работа с его изготовлением завершается.

Изготовление приспособления
Для удобства работы с приспособлением к обратной стороне пластины приваривается вал. Вращая его в специальной оправке, будут вращать улитку.

Наружную поверхность нужно обточить, чтобы сварные швы не мешали свободному облеганию будущих заготовок.

Будущая спираль прорисовывается на пластине. Создается контур, куда ее в дальнейшем приварят.

Из полосы толщиной 4 мм изгибают спираль. Она должна соответствовать проекту.

После проверки спирали по шаблону излишки обрезаются, а саму спираль приваривают к пластине и к центру.

В качестве стойки используется профильная труба 40·40 мм со стенкой 3 мм. На ней сверлят отверстия для крепления элементов станка. С помощью опорных площадок фиксируют подготовленные части.

Проводится проверка работоспособности. За ручку выполняется поворот спирали вокруг оси центра.

Изготовление простой улитки своими руками
Изготавливается она так:
При варианте фиксации кондуктора в струбцине тисов можно легко менять шаблоны и получать различные формы завитков, если изготовить несколько видов, монолитно приваренных к основанию устройств.
Съемная конструкция
- На рабочем основании сначала прорисовывают контур улитки с отметкой вдоль контура мест нанесения отверстий для крепления шаблона.
- По эскизу из стальной толстой полосы изготавливается шаблон и в нем просверливаются отверстия. Он крепится к основанию на болты.

Ковку витой формы нужно начинать от центрального завитка. Конец заготовки вставляется в паз первого завитка формы и плотно к нему прижимается. Для надежности фиксации можно использовать небольшой зажимной инструмент. С усилием свободная часть прутка накручивается на шаблонную форму с помощью приспособления — рычага. Для усовершенствованных конструкций используется рычаг, приводимый в движение с помощью подвижного подшипника, закрепленного на нем. Рычаг изготавливают из прутка диаметром 20 мм.
Посмотреть изготовление такого устройства можно в видеоролике:
Разборные улитки с вращением
Шаблон улитки может состоять из нескольких частей, а деформация прутка происходить путем вращения кондуктора. Такой станок состоит из следующих элементов:
- толстого металлического основания в виде диска или квадрата;
- разборного шаблона, закрепленного на площадке основания;
- вала вращения;
- рычага для привода вала в движение.
Рабочее основание изготавливается из металла, толщиной от 4 до 10 мм.

Сборный шаблон может состоять из нескольких частей, которые соединяются между собой шарнирными штифтами, вставленными в отверстия проушин, приваренных к концам элементов. Вместе они составляют контур улитки.
Для крепления такой улитки к рабочему основанию в нем нужно просверлить отверстия для ее фиксации к поверхности в определенном положении. Меняя положение сборных частей на основании, можно получать разную кривизну завитков и их форму. Величина дуги формы регулируется специальными винтами, закрепленными на соединительные шарниры.
Составную улитку на шарнирных соединениях самостоятельно изготовить довольно сложно. Обычно, мастера приобретают изготовленный в промышленных условиях штамп и крепят его на станину.

Самим можно изготовить более простое устройство разборного шаблона без использования шарниров. Для этого нужно сделать эскиз сборных частей улитки с местами отверстий. Если подготовить несколько эскизов и, в соответствии с их контурами, просверлить отверстия в основании в разных местах, то можно крепить шаблоны с разными радиусами на одном основании. Для этого потребуется закреплять на болты сегменты контура в местах совмещения отверстий шаблона и основания.
Например, можно выполнить такой вариант:

Устройство со съемными частями улитки и вращающимся цилиндрическим валом, приводимым в движение с помощью рычага, показано в видеоролике:
Другое оборудование: универсальное, шаблоны, лекала и прочее
Приспособления для холодной ковки используются для сгибания по дуге, под углом или скручивания. Ниже приведены основные разновидности оборудования.
К станкам также можно отнести:
- Штамповый пресс. При помощи этого устройства на металл наносят определённый рисунок путём отпечатывания его с шаблонов под давлением.
- Механический узел. Устройство, помогающее выгибать прут в форму круга с разным диаметром.
- Приспособления для ковки, к которым относятся шаблоны, оправки, кондукторы используются индивидуальными мастерами, которые не гонятся за количеством произведенных элементов.
- Ручные инструменты: клещи, вилки, тяжелый молоток или кувалда также чаще используются индивидуальными мастерами.
К сведению! Шаблоны, кондукторы и лекала для холодной ковки могут быть разнообразными, каждый мастер изготавливает их самостоятельно для получения эксклюзивной формы материала. Самые распространённые виды перечислены выше, их можно сделать своими руками в домашних условиях.
Пожалуй, самый творческий этап работы. Своими руками можно сделать все. Но как, с учетом перспективы или ограничившись производством однотипных образцов?
Вариант 1. Самый простой. Смысл операции в том, что на столешнице прорисовывается контур спирали.

По сути, это эскиз будущих фигурных деталей, к примеру, из прутка. После этого достаточно из толстого полосового железа, согнутого по радиусу, вырезать несколько сегментов. Они привариваются к столешнице, и механизм для изгиба в основе своей готов.

Кому-то более привлекательным покажется такое исполнение – с цельной полосой.

Но практика показывает, что с такой улиткой работать сложнее. Например, при выемке из нее готового изделия возникнут определенные трудности.
Вариант 2. То же, но прорисовывается несколько контуров. Вдоль каждого высверливаются отверстия, в которых нарезается резьба. Остается лишь заготовить шаблоны для сегментов-упоров. Своими руками их делают, как правило, из плотного картона или фанеры.

Для фиксации они притягиваются болтами (снизу плиты) или изготавливаются сразу с ножками (+ резьба) и вкручиваются в столешницу. С ними гораздо удобнее. А если есть собственный токарный мини-станок, то выточить своими руками – дело на пару часов.
Вариант 3. Приготовить несколько съемных модулей, которые менять по мере необходимости.


Цена вопроса

Если вы хотите использовать улитку в качестве инструмента для вашего хобби, то необходимо учитывать, что, хотя непосредственно конструкция вам дорого не обойдется (она не нуждается в каких-то специфических инструментах и деталях), определенные расходы холодная ковка все же подразумевает.
Так как, вам будет необходимо потратиться непосредственно на материалы, которые вы в дальнейшем будете использовать. И чем габаритней предполагается изделие, тем больше количество денег вам нужно будет потратить. Для того чтобы оценить затраты, все время создавайте предварительный чертеж изделия, который отображает реальные его габариты. К примеру, чтобы изготовить среднюю подставку под цветы, вам будет необходимо потратить на прутья не меньше 3 000 рублей. Какое количество материала будут требовать более сложные изделия – вы можете посчитать самостоятельно.
Цена будет зависеть и от сложности изделия, которое вы планируете создавать при помощи улитки – чем больше в нем будет сложных элементов, тем дороже вам выйдет конструкция.
На инструменты непосредственно для самого станка вам не нужно будет тратить много денег, но, если до этого вы никогда не занимались сборкой подобных конструкций, то желательно приобрести для нее готовую оснастку – в данном случае станок будет служить вам гораздо дольше, а работать на нем будет значительно проще.
На финишную обработку после ковки также могут понадобиться определенные средства – как минимум, вам нужно будет приобрести краску и грунтовку, для того чтобы придать изделию привлекательный и завершенный вид.
Невзирая на эти затраты, холодная ковка, при помощи улитки, по-прежнему является самым популярным и доступным способом для обработки металла, заниматься этой работой можно, как для своих нужд, так и на профессиональной уровне, но в данном случае вам со временем может быть необходим более мощный станок.
Если попытаться изгибать профильную трубу без специальной подготовки, то сварной шов разойдется. Получится брак.

Оборудование
При строительстве широко применяют бетонные шлакоблоки. Их можно изготовить в домашних условиях. Если сделать вибростанок для производства блоков своими руками, то это значительно сократит расходы на строительство и сэкономит время.
Станок для изготовления шлакоблоков своими руками, какое устройство выбрать

Вибростанок – это устройство для уплотнения бетонной смеси под давлением с помощью вибрации. Свойства изделия, изготовленного таким способом:
- плотная структура;
- прочность;
- износоустойчивость;
- морозоустойчивость;
- низкая теплопроводность;
- небольшой вес при крупных габаритах;
- низкая себестоимость.
Единого стандарта готовой конструкции нет. Станки разделяют по следующим характеристикам:
- способ управления (ручной или автоматизированный);
- производительность (количество изготовленных блоков за 1 цикл);
- тип изделий (монолитные или пустотелые);
- удобство.
Вибростанок нужно подбирать в зависимости от предстоящего объема строительства. Когда для работы требуется небольшое количество стройматериалов или они нужны ситуативно, то подойдет станок простой конструкции с производительностью 1 блок за 1 цикл работы.
Для масштабной стройки, а также для производства блоков на продажу, целесообразно обзавестись агрегатом, с помощью которого можно делать несколько изделий за один производственный цикл. Его можно оборудовать устройством для облегчения выемки блоков, подъемником и т.д. Это минимизирует ручной труд при высоких показателях производительности.
Нетрудно сделать шлакоблочный станок своими руками, материалы для этого доступны и не требуют крупных финансовых вложений.
Преимущества изготовления станка своими руками

Преимущества самодельного устройства:
- Станок для изготовления шлакоблоков, сделанный своими руками, стоит дешевле покупного.
- Удешевление доставки. Если во время стройки нужно пополнить запас блоков, можно изготовить недостающие стройматериалы прямо на стройплощадке. Это особенно удобно, если стройка ведется за городом. Не придется ехать в магазин, загружать и выгружать материалы.
- Не нужно покупать шлакоблоки с запасом. Можно изготовить их с точностью до одной штуки.
- При самостоятельном производстве шлакобетонных изделий легко контролировать входящие в раствор компоненты. Это страховка от некачественных стройматериалов. Можно быть уверенным, что шлакобетонный раствор не содержит токсичных или других вредных компонентов.
- После окончания строительных работ вибростанок можно продать.
Конструкция самого простого станка, чертежи: как правильно сделать матрицу
Конструирование вибростанка для блоков своими руками начинается с подготовки чертежей. Они содержат графическое изображение, масштабирование, описывают размеры матрицы и остальных деталей.
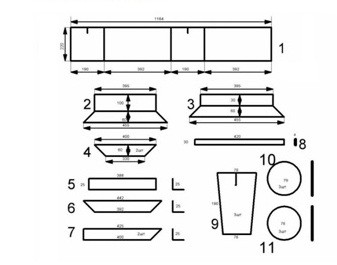
Рис. 1 Чертеж деталей матрицы
1 – плоская заготовка матрицы;
5, 6, 7 – уголки для укрепления поддона;
8 – перегородка для цилиндров;
9 – образователь пустот (цилиндр);
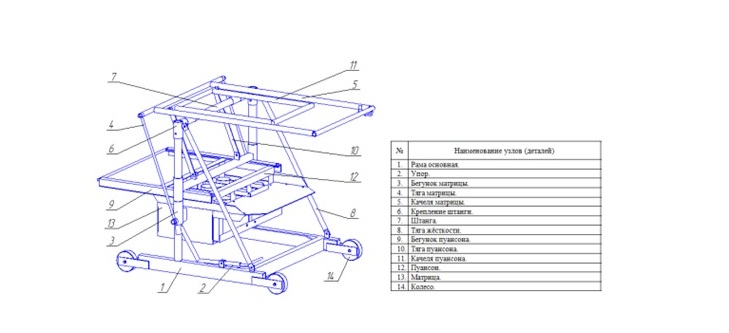
Рис. 2 Чертеж станка для изготовления шлакоблоков
- Форма (матрица) – это основа станка, металлический ящик для закладки бетонно-шлаковой смеси. Стенки матрицы делаются из металла.
- Двигатель располагается на корпусе. При включении электрического питания происходит вибрация за счет смещения грузов внутри матрицы.
- Для облегчения выемки готового блока цилиндр проектируется с небольшой конусностью. Она составит 2-3 мм.
Основной элемент вибростанка – это матрица. Она является шаблоном. Обычно делается матрица стандартных размеров. Ее габариты составляют 400х200х200 мм.
Для изготовления матрицы используют лист металла толщиной 3 мм. Важным условием для производства изделий высокого качества является ровная внутренняя поверхность формы. Сварочные швы делаются снаружи. Чтобы станок служил долго, нужно выбирать прочную, устойчивую к коррозии сталь.
По технологии в шлакоблоке должны быть полости, которые уменьшают вес и теплопроводность изделия. Для образования полостей в форму ставят специальные цилиндры – образователи пустот. Достаточно трех цилиндров диаметром 80 мм. Изготовить цилиндры можно из обрезков стальных труб. Стационарные цилиндры можно заменить пустыми бутылками из толстого стекла.
Важно! Перед каждым циклом матрицу и цилиндры необходимо смазывать.
Самодельный станок с вибрирующим устройством: что для этого потребуется

Инструменты и материалы, которые понадобятся:
- аппарат для электрической сварки;
- угловая шлифовальная машина для работы по металлу;
- тиски;
- слесарные инструменты;
- мотор электрический (500-750 Вт);
- лист металла и полоска (3 мм);
- трубы (75-85 мм);
- болты, гайки;
- листовая резина.
- Определяется размер формы. Можно использовать стандартные размеры (400х200х200 мм). Если нужны блоки другого размера, то их замеряют и проектируют форму по полученным значениям.
- Подготавливается чертеж.
- С помощью болгарки из металла вырезаются стенки формы. Количество боковых стенок определяется количеством отсеков. Можно делать 1,2 и более одинаковых отсеков. На выходе получится такое же количество шлакоблоков. Самый простой станок содержит 1 отсек.
- С помощью сварки собирается боковая окантовка. Сначала нужно прихватить металл и убедиться в том, что он соединен правильно. После этого приварить окончательно.
- По высоте формы обрезаются металлические трубки. Сбоку нужно сделать продольные разрезы и сформировать цилиндры конусообразной формы.
- Конусы привариваются к днищу матрицы. Между ними делается поперечная перемычка, сверху ставятся заглушки.
- Дно приваривается к боковой окантовке.
- Поддон матрицы обивается резиной для защиты нижнего края от повреждений.
- Для устойчивости можно приварить планки из профильных труб с небольшим сечением.
- Сбоку крепятся рукоятки для перемещения и подъема.
- Устанавливается резьба, к ней крепится электрический двигатель.
- Привинчивается верхняя крышка, в которой сделаны отверстия для конусов. Крышка должна соответствовать внутренним габаритам матрицы.
- Наносится антикоррозийное покрытие.
- Производится пробное включение установки. Оно покажет, какие необходимо внести корректировки.
Дополнительная информация! Самодельный вибростанок для керамзитоблоков работает по такому же принципу.
Этапы изготовления шлакоблоков в домашних условиях
Процесс производства шлакоблоков называется вибропрессованием. Это уплотнение в пресс-форме полусухого шлакобетонного раствора под действием вибрации.
Ингредиенты для раствора:
- шлак – 14 частей;
- гравий (размер до 15 мм) – 4 части;
- песок просеянный крупный – 4 части;
- цемент с маркировкой М400-М500 – 3 части;
- вода – от 3 до 6 частей;
- пластификатор для укрепления и ускорения просушки (добавлять в раствор согласно инструкции производителя).
Заменить пластификатор могут опилки, щебеночный отсев, кирпичные обломки, керамзит.
Другие рецепты шлакобетонных смесей:
- Шлак с цементом смешиваются 8:1,5. Вода для разведения составляет не более половины массы цемента.
- Цемент, угольная зола и щебень смешиваются 1:4:4. Вода добавляется до пластичного состояния раствора.
Важно! Воду добавляют только после смешивания всех сухих компонентов. Готовый шлакобетонный раствор сохраняет форму при сжатии в ладони и распадается при падении.
Обратите внимание! Время вибрации зависит от типа устройства и может составлять от нескольких секунд до 2-3 минут. Вибрацию прекращают после полного уплотнения смеси.
Сушатся готовые шлакоблоки в сухом, хорошо вентилируемом помещении. В холодную погоду помещение должно отапливаться. Если для просушки используют открытую площадку, то блоки нужно укрыть от попадания прямых солнечных лучей и влаги. Для этого площадку оборудуют сухим настилом и навесом. В случае осадков сохнущие блоки нужно прикрыть пленкой.
Использовать готовые шлакоблоки можно лишь через 3-4 недели просушки. Если этого не сделать, то блоки могут деформироваться под тяжестью верхних рядов стены.
Сделать станок для шлакоблоков своими руками нетрудно. Основную часть материалов составляют строительные отходы, а инструменты можно найти дома или купить. Изготовленные собственноручно шлакоблоки имеют качественный и экологичный состав.
При работе с устройством нужно соблюдать правила безопасности, поскольку оно оснащено электрическим мотором.

Чтобы производить мебель потребуется купить лаконаливные установки для деревообрабатывающего производства. Высокой эффективностью и продуктивностью отличаются лаконаливные установки европейских производителей. С их помощью можно наносить на мебельные заготовки полиэфиры и УФ лакокрасочные материалы. Для этого используется одна или две рабочие головки, что способствует высокой продуктивности производства, а также позволяет быстро переходить от одного лакокрасочного материала к другому. Процесс нанесения лакового покрытия может выполняться под давлением или под методом свободного падения.
Сфера применения лаконаливных установок
Метод лаконалива используют для производства акриловых фасадов и акриловых панелей. Ультрафиолетовый лак можно наносить на окрашенные МДФ-панели или на панели с УФ-печатью, деревянные заготовки, используемые для изготовления мебели. В отличие от обычных мебельных лаков, которые сохнут, акриловый лак полимеризуется под воздействием ультрафиолетового излучения. Это создает высококачественное защитное покрытие, которое имеет красивый вид. Использование лаконаливного процесса позволяет наносить различный слой лака, его толщина может меняться в пределах от 80 до 200 мкм.
Наша компания реализует современные высокотехнологичные установки, с помощью которых выполняется нанесение лака на разные деревянные поверхности. Наше оборудование механизирует процесс нанесения различных лакокрасочных материалов толщиной до 200 мм, снижая потери лака до 5%. Кроме установок лаконалива, у нас можно заказать горячие и холодные прессы, без которых не обойтись в мебельном производстве.
Читайте также: